Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму
Номер патенту: 107305
Опубліковано: 25.05.2016
Автори: Василега Петро Олександрович, Муріков Дмитро Володимирович, Лебединський Ігор Леонідович

Формула / Реферат
Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму, що включає видалення задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електрод-катода, що знаходиться всередині ванни з електролітом, який виготовлений із листового струмопровідного матеріалу, що має форму поверхні осердя ротора (якоря)-анода, який установлюють у ванні над електрод-катодом з рівномірним технологічним зазором між ними, занурюють в електроліт і за допомогою електропривода повільно обертають в підшипникових вузлах, електрично ізольованих від ванни, пропускання постійного електричного струму через електрод-катод, електроліт та осердя ротора (якоря), видалення задирок електрохімічним розчиненням їх в електроліті, промивання поновленої ділянки водою та просушування, який відрізняється тим, що занурення осердя ротора (якоря) в електроліт здійснюють на глибину h1, яка менша за відстань h2 від зовнішньої поверхні осердя ротора (якоря) до його обмотки.
Текст
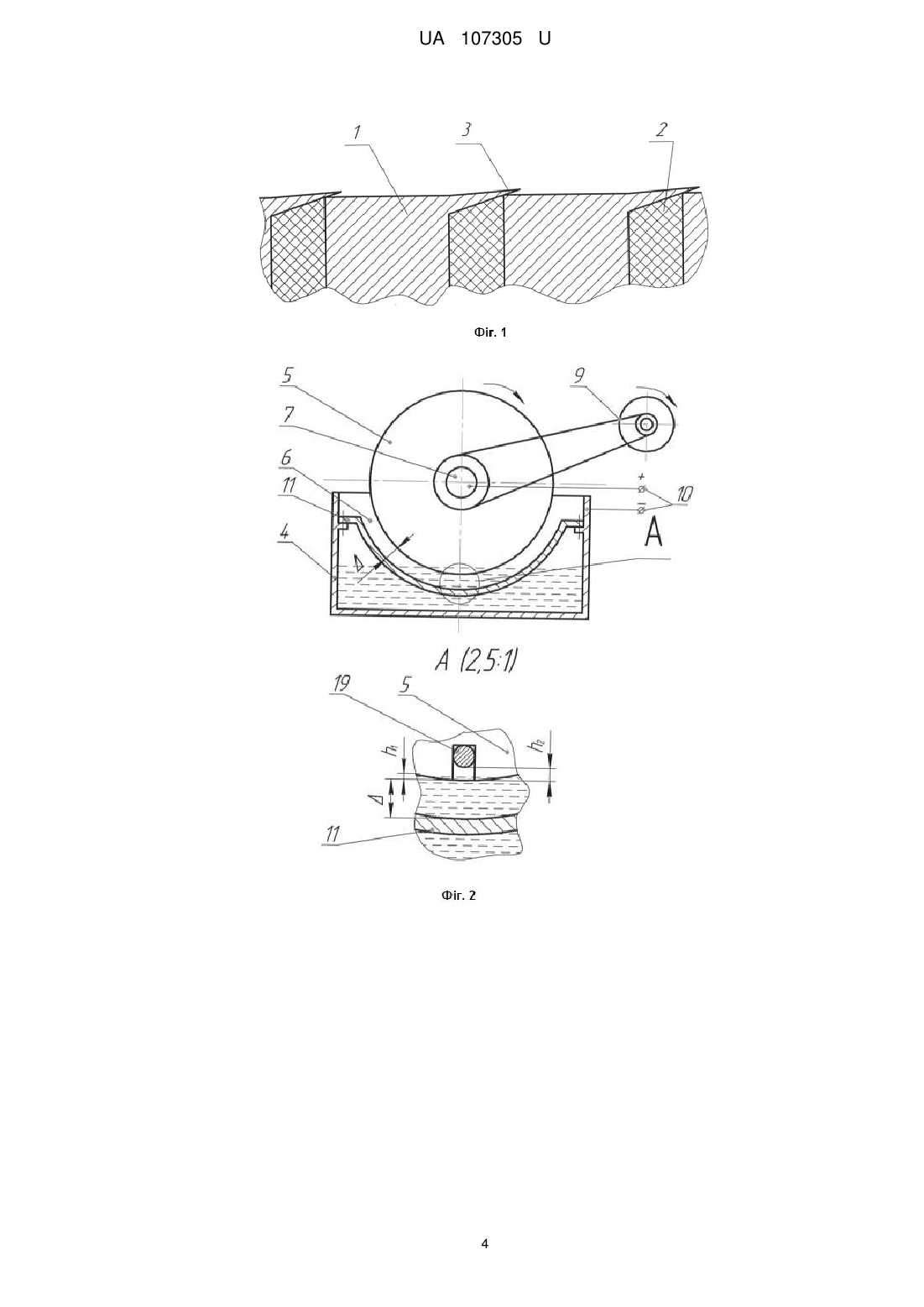
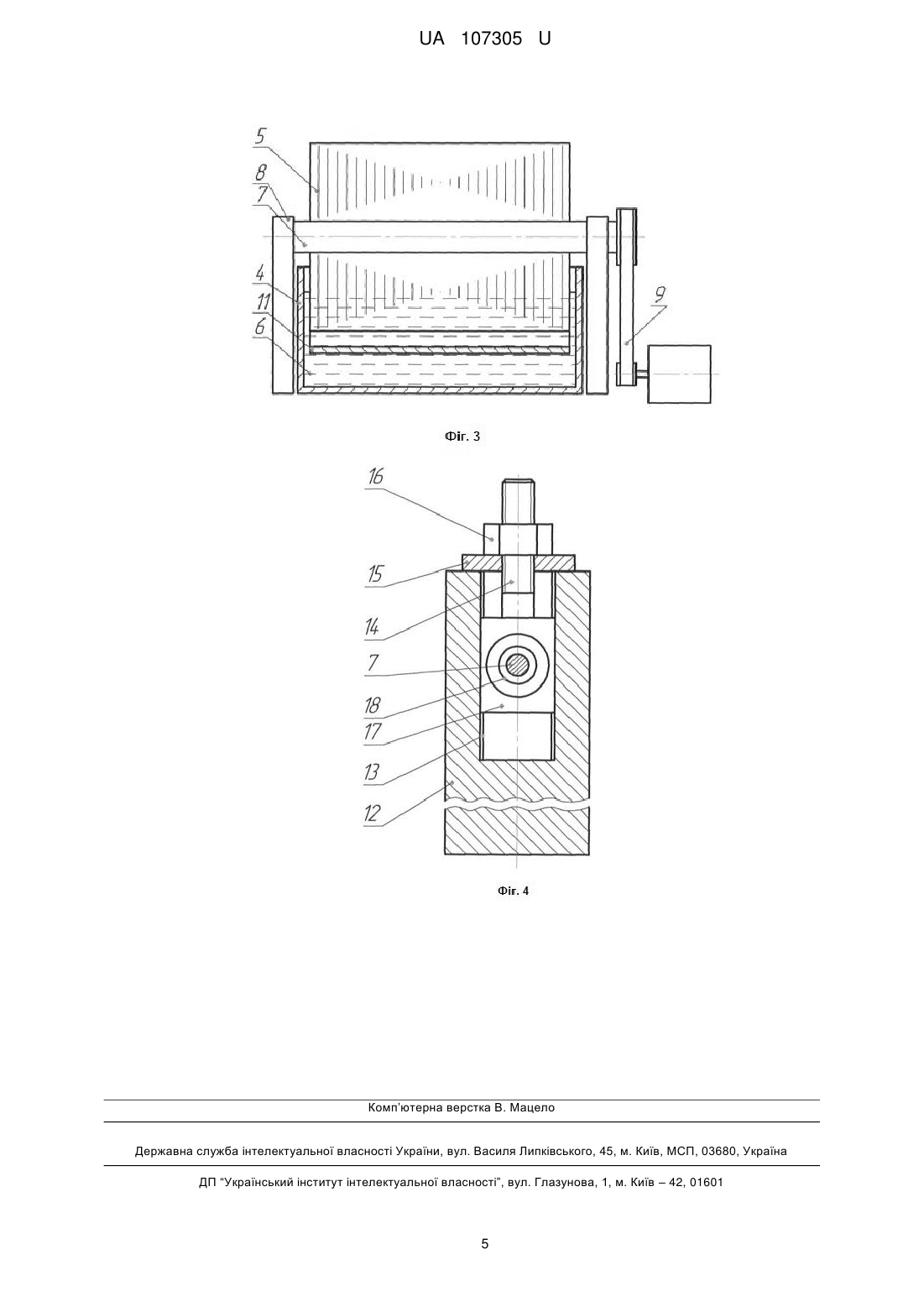
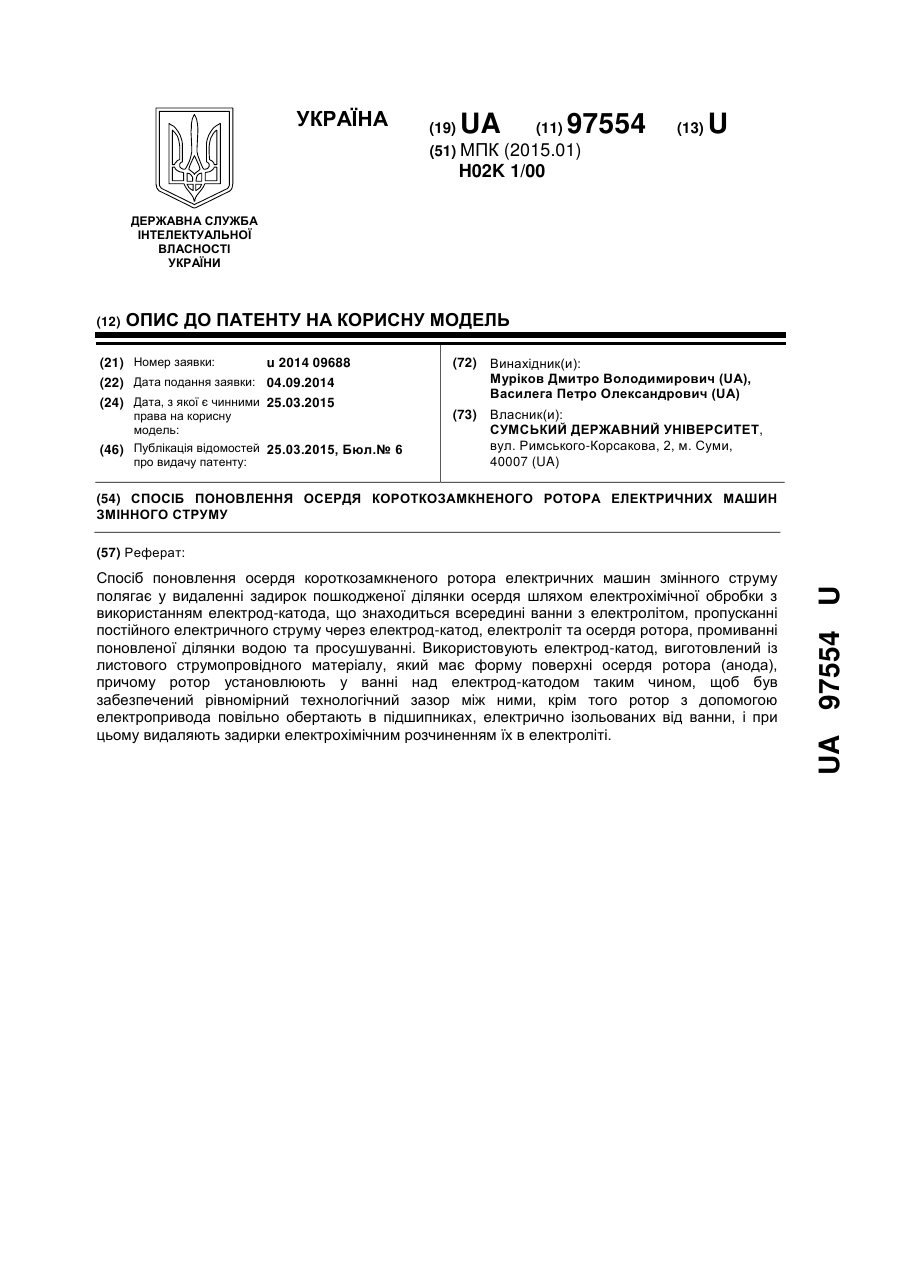
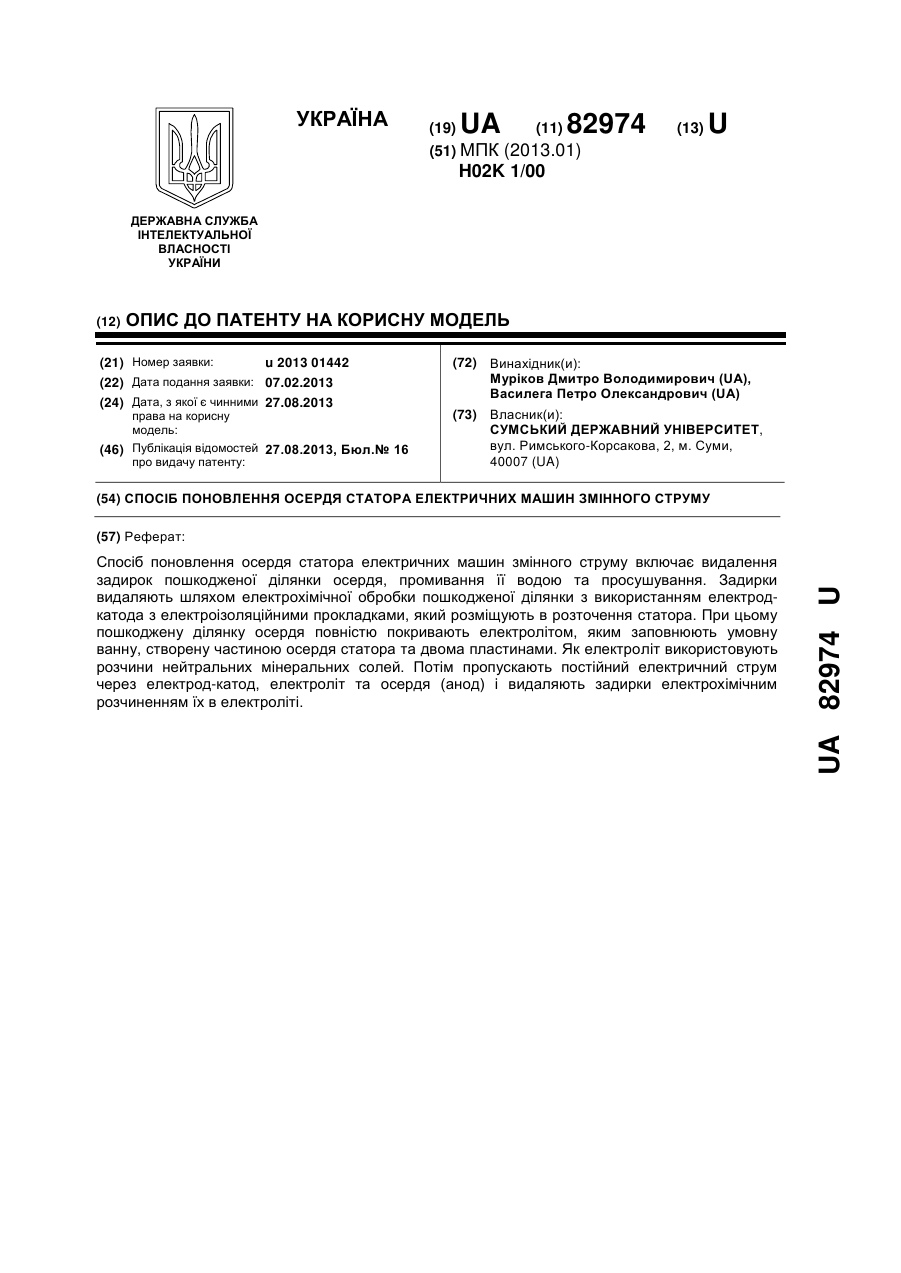
Реферат: Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму включає видалення задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електрод-катода, що знаходиться всередині ванни з електролітом, який виготовлений із листового струмопровідного матеріалу, що має форму поверхні осердя ротора (якоря)-анода, який установлюють у ванні над електродкатодом з рівномірним технологічним зазором між ними, занурюють в електроліт і за допомогою електропривода повільно обертають в підшипникових вузлах, електрично ізольованих від ванни. Пропускають постійний електричний струм через електрод-катод, електроліт та осердя ротора (якоря), видаляють задирки електрохімічним розчиненням їх в електроліті, промивають поновлену ділянку водою та просушують. Занурення осердя ротора (якоря) в електроліт здійснюють на глибину h1, яка менша за відстань h2 від зовнішньої поверхні осердя ротора (якоря) до його обмотки. UA 107305 U (54) СПОСІБ ПОНОВЛЕННЯ ОСЕРДЯ ФАЗНОГО РОТОРА ЕЛЕКТРИЧНИХ МАШИН ЗМІННОГО СТРУМУ АБО ОСЕРДЯ ЯКОРЯ ЕЛЕКТРИЧНИХ МАШИН ПОСТІЙНОГО СТРУМУ UA 107305 U UA 107305 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротехніки, а саме поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму в умовах електроремонтного підприємства. Відомо, що номінальний зазор між статором і ротором електричних машин змінного струму становить 0,2-0,5 мм. В нових машинах він є рівномірним по всій довжині кола розточення осердя статора. Під час експлуатації електричної машини в результаті дії певних факторів (зношення підшипників, деформація вала тощо) зазор змінюється і за певних умов можливе механічне контактування осердь статора і ротора. Оскільки осердя виготовляються не суцільними, а шихтованими (із окремих пластин товщиною від 0,1-0,5 мм, електрично ізольованих між собою) то навіть незначне контактування статора і ротора призводить до створення задирок, які з'єднують між собою окремі пластини, що призводить до збільшення магнітних втрат і зниження ККД машини. Для поновлення нормальної працездатності електричної машини необхідно виконати ремонт з метою поновлення осердя короткозамкненого ротора шляхом усунення задирок. Відомий спосіб [http://leg.co.ua/info/elektricheskie-mashiny/remont-statorov-moschnyhelektrodvigateley.html], згідно з яким місцеві замикання на поверхні осердя, зумовлені появою задирок, усуваються травленням кислотою. Спочатку температуру пошкоджених частини осердя доводять до 70-95 °C шляхом індукційного нагрівання. Обмотку і ті вентиляційні канали, які знаходяться поблизу місця ремонту пакетів активної сталі, захищають від кислоти і стружки азбестовою замазкою та гумовими килимками. Пошкоджені ділянки осердя зачищають. Стружку та пил видаляють за допомогою пилососа. Потім знову місця пошкодження нагрівають до 75105 °C, протравлюють зачищені ділянки тампоном, що змочений в концентрованій азотній кислоті, слідкуючи за тим, щоб кислота не розтікалась за межі ділянки, яка обробляється. Якщо площа пошкодженої ділянки велика, то її обробляють частинами. Після обробки тривалістю 1-2 хв. ділянку витирають серветками, що змочені теплою дистильованою водою. Обробку повторюють 5-6 разів. Весь час здійснюють контроль за температурою. Якщо вона спадає нижче 55 °C, то травлення зупиняють, повторюють нагрівання і лише після цього процес продовжують. Після закінчення процесу травлення залишки кислоти нейтралізують 4-5-кратною обробкою протравлених місць ватними тампонами, що змочені 10 %-ним розчином кальцинованої соди. Потім оброблені ділянки промивають теплою дистильованою водою, протирають насухо серветками та промивають спиртом. Головними недоліками такого способу є велика кількість операцій, складність виконання окремих із них та можливість пошкодження працездатних елементів (в першу чергу обмотки статора або ротора) концентрованою азотною кислотою. Відомий також спосіб поновлення осердя статора електричних машин змінного струму [патент України № 82974 U, МПК Н02К1/00, 2013], який полягає в видаленні задирок шляхом електрохімічної обробки пошкодженої ділянки з використанням електрод-катода з електроізоляційними прокладками, який розміщують в розточення статора, причому пошкоджену ділянку осердя повністю покривають електролітом, яким заповнюють умовну ванну, створену частиною осердя статора та двома пластинами, а як електроліт використовують розчини нейтральних мінеральних солей, наприклад, NaCl або NaNО 3. Під час проходження процесу через електрод-катод, електроліт та осердя (анод) пропускають постійний електричний струм і видаляють задирки електрохімічним розчиненням їх в електроліті. Після видалення задирок промивають поновлену ділянку водою та просушують. Відомий також спосіб поновлення осердя короткозамкненого ротора електричних машин змінного струму шляхом електрохімічної обробки пошкодженої ділянки (деклараційний патент на корисну модель № 97554 U (51) МПК Н02К1/00, 2015), який полягає у видаленні задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електродкатода, що знаходиться всередині ванни з електролітом, пропусканні постійного електричного струму через електрод-катод, електроліт та осердя ротора, промиванні поновленої ділянки водою та просушуванні. При цьому способі використовують електрод-катод, виготовлений із листового струмопровідного матеріалу, який має форму поверхні осердя ротора (анода), причому ротор установлюють у ванні над електрод-катодом таким чином, щоб був забезпечений рівномірний технологічний зазор між ними, крім того, ротор за допомогою електропривода повільно обертають в підшипниках, електрично ізольованих від ванни, і при цьому видаляють задирки електрохімічним розчиненням їх в електроліті. Недоліком такого способу є те, що він не може бути використаним для поновлення осердя фазного ротора електричних машин змінного струму і осердя якоря електричних машин постійного струму, оскільки занурення обмоток ротора або якоря в електроліт на глибину, при якій обмотка ротора (якоря) знаходиться в електроліті, і пропускання постійного електричного 1 UA 107305 U 5 10 15 20 25 30 35 40 45 50 55 60 струму через електрод-катод, електроліт та осердя ротора (якоря) призводить до пошкодження ізоляції обмотки та погіршення її ізоляційних властивостей. Даний спосіб є найбільш близьким аналогом. В основу корисної моделі поставлена задача усунути місцеві замикання пластин сталі на поверхні осердя фазного ротора машин змінного струму або осердя якоря електричних машин постійного струму, зумовлених появою задирок, шляхом електрохімічної обробки пошкодженої ділянки, не пошкоджуючи при цьому ізоляції обмотки фазного ротора або обмотки якоря. Поставлена задача вирішується тим, що у способі поновлення осердя фазного ротора машин змінного струму або осердя якоря електричних машин постійного струму, який полягає у видаленні задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електрод-катода, що знаходиться всередині ванни з електролітом, пропусканні постійного електричного струму через електрод-катод, електроліт та осердя ротора (якоря), виготовленні електрод-катода із листового струмопровідного матеріалу, який має форму поверхні осердя ротора (якоря)-анода, причому ротор (якір) установлюють у ванні над електрод-катодом таким чином, щоб був забезпечений рівномірний технологічний зазор між ними, занурюють в електроліт, вал ротора (якоря) за допомогою електропривода повільно обертають в підшипниках, електрично ізольованих від ванни, пропускають постійний електричний струму через електрод-катод, електроліт та осердя ротора (якоря), видаляють задирки електрохімічним розчиненням їх в електроліті, промивають поновлені ділянки водою та просушують. Згідно з корисною моделлю, осердя ротора (якоря) занурюють в електроліт (розчини нейтральних мінеральних солей, наприклад, NaCl або NaNO3), яким заповнена ванна, лише на глибину h1, що менша за відстань h2 між зовнішньою поверхнею осердя ротора (якоря) та їх обмотками. Таким чином, зануреною в електроліт буде лише частина осердя ротора (якоря), а обмотка не буде контактувати з електролітом. Для забезпечення цього передбачена можливість точного вертикального переміщення вала ротора (якоря) з використанням, наприклад, мікрогвинта. При пропусканні постійного електричного струму через електрод-катод, електроліт та осердя ротора (якоря) видаляють задирки на поверхні осердя ротора (якоря) електрохімічним розчиненням їх в електроліті і не пошкоджують ізоляцію їх обмоток, промивають поновлені ділянки водою та просушують. Виконання способу поновлення осердя фазного ротора машин змінного струму і осердя якоря електричних машин постійного струму з усіма суттєвими ознаками, включаючи відмінні дозволяє уникнути пошкодження ізоляції обмотки ротора (якоря), а також не погіршує їх електроізоляційних властивостей і підвищує ефективність ремонту, за рахунок того, що ізоляція обмотки не буде контактувати з електролітом. На кресленнях зображені: фіг. 1 - розріз пошкодженої поверхні осердя ротора (якоря) з задирками; фіг. 2 - вид збоку (в розрізі) пристрою для проведення електрохімічної обробки пошкодженої поверхні осердя ротора (якоря); фіг. 3 - вигляд спереду (в розрізі) пристрою для проведення електрохімічної обробки пошкодженої поверхні осердя ротора (якоря); фіг. 4 конструкція підшипникового вузла для вертикального переміщення вала ротора (якоря). В результаті механічного контактування осердь статора і ротора (якоря) з'являються задирки 3 (фіг. 1), які перекривають ізоляцію 2 і зумовлюють замикання сусідніх пластин 1 електротехнічної сталі ротора (якоря). Задирки 3, які зумовлюють замикання сусідніх пластин сталі на поверхні ротора (якоря), дещо виступають над основною поверхнею ротора (якоря) і мають загострені кінці. Для того, щоб усунути місцеві замикання на поверхні осердя ротора (якоря) електричної машини, зумовлені появою задирок, поновити осердя і при цьому не пошкодити ізоляцію обмотки ротора (якоря), використовується пристрій для проведення електрохімічної обробки пошкодженої ділянки з задирками (фіг. 2, 3, 4), який дозволяє реалізувати цей процес. Пристрій має наступні складові частини: 4 - ванну, 5 - осердя ротора (якоря), 6 - електроліт, 7 - вал ротора (якоря), 8 - підшипниковий вузол, 9 - електропривод, 10 - джерело постійного струму, 11 - електрод-катод, 12 - стійка, 13 - напрямні, 14 - мікрогвинт, 15 - шайба, 16 - гайка, 17 - обойма, 18 - підшипник, 19 - обмотка Особливості виготовлення окремих частин пристрою полягають в наступному. Електродкатод 11 виготовлений із листового струмопровідного матеріалу і закріплюється нерухомо в середині ванни 4. Електрод-катод 11 має таку форму, що після встановлення ротора на ванну технологічний зазор Δ між поверхнями осердям ротора (якоря) 5 і електрод-катодом 11, буде рівномірним. Це забезпечує рівномірне видалення задирок по всій поверхні осердя ротора (якоря) 5. Підшипникові вузли 8 є електрично ізольованими від ванни 4. Вал 7 ротора (якоря) 2 UA 107305 U 5 10 15 20 25 30 35 закріплюється в підшипникових вузлах 8 таким чином, що є можливість точного вертикального його переміщення. Така можливість забезпечується особливістю виготовлення підшипникового вузла 8 (фіг. 4). Обойма 17, в якій розміщений підшипник 18, з'єднана з мікрогвинтом 14. Шляхом прокручування гайки 16, яка опирається на шайбу 15, досягається переміщення в вертикальній площині обойми 17, а разом з нею і вала 7 ротора (якоря). Для забезпечення вертикального переміщення обойми 17 в поглибленні стійки 12 передбачені напрямні 13. Така особливість виготовлення підшипникового вузла 8 дозволяє забезпечити з великою точністю величину занурення h1 в електроліт осердя ротора (якоря), яка менша за відстань h2 від зовнішньої поверхні осердя ротора (якоря) до обмотки 19 (фіг. 2). Завдяки цьому ізоляція обмотки 19 не буде контактувати з електролітом 6, а її пошкодження в процесі електролізу і погіршення електроізоляційних властивостей не відбувається. Спосіб поновлення осердя фазного ротора машин змінного струму або осердя якоря електричних машин постійного струму здійснюється наступним чином. Ротор (якір) 5 з підшипниковими вузлами 8 встановлюється на ванну 4. Між поверхнями осердя ротора (якоря) 5 і електрода-катода 11 виставляють рівномірний технологічний зазор Δ. В ванну 4 заливається електроліт 6. Як електроліт 6 використовуються водні розчини нейтральних мінеральних солей NaCl або NaNО3. Заповнення ванни 4 електролітом 6 відбувається доти, доки технологічний зазор Δ повністю буде заповнений електролітом 6 і в електроліті буде знаходитись зовнішня поверхня осердя ротора (якоря) 5. За допомогою мікрогвинтів 14 шляхом прокручування гайки 16 досягається занурення в електроліт осердя 5 ротора (якоря) на глибину h1, яка менша за відстань h2 від зовнішньої поверхні осердя ротора (якоря) до обмотки 19. Електрод-катод 11 з'єднується з від'ємним ("-"), а осердя ротора (якоря)анода 5-з додатним ("+") полюсом джерела постійного струму 10. Повільний обертовий рух ротора (якоря) 5 надається за допомогою електропривода 9. При проходженні постійного електричного струму через електрод-катод 11, електроліт 6 і ротор (якір)-анод 5 відбувається розчинення поверхні ротора (якоря)-анода 5 в електроліті. При цьому в першу чергу і більш інтенсивно будуть розчинятися задирки 3, які виступають над зовнішньою поверхнею осердя ротора (якоря) 5 і мають загострені кінці. При цьому ізоляція обмотки 19 не буде контактувати з електролітом 6 і погіршення її електроізоляційних властивостей в процесі електролізу не відбувається. Після електрохімічного розчинення задирок 3 ротор (якір) 5 виймають з ванни 4, поверхню осердя ротора (якоря) 5 промивають проточною водою, а потім просушують. Таким чином, використовуючи такий спосіб поновлення фазного ротора машин змінного струму або осердя якоря електричних машин постійного струму можна значно підвищити ефективність виконання ремонтних робіт, оскільки такий спосіб, в порівнянні з прототипом, усуває можливість контактування ізоляції обмотки ротора (якоря) з електролітом в процесі електролізу, а тому і не погіршує її електроізоляційних властивостей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму, що включає видалення задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електрод-катода, що знаходиться всередині ванни з електролітом, який виготовлений із листового струмопровідного матеріалу, що має форму поверхні осердя ротора (якоря)-анода, який установлюють у ванні над електрод-катодом з рівномірним технологічним зазором між ними, занурюють в електроліт і за допомогою електропривода повільно обертають в підшипникових вузлах, електрично ізольованих від ванни, пропускання постійного електричного струму через електрод-катод, електроліт та осердя ротора (якоря), видалення задирок електрохімічним розчиненням їх в електроліті, промивання поновленої ділянки водою та просушування, який відрізняється тим, що занурення осердя ротора (якоря) в електроліт здійснюють на глибину h 1, яка менша за відстань h2 від зовнішньої поверхні осердя ротора (якоря) до його обмотки. 3 UA 107305 U 4 UA 107305 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H02K 1/00, H02K 15/02
Мітки: постійного, фазного, змінного, спосіб, електричних, якоря, ротора, машин, осердя, поновлення, струму
Код посилання
<a href="https://ua.patents.su/7-107305-sposib-ponovlennya-oserdya-faznogo-rotora-elektrichnikh-mashin-zminnogo-strumu-abo-oserdya-yakorya-elektrichnikh-mashin-postijjnogo-strumu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму</a>
Спосіб поновлення осердя короткозамкненого ротора електричних машин змінного струму
Номер патенту: 97554
Опубліковано: 25.03.2015
Автори: Муріков Дмитро Володимирович, Василега Петро Олександрович
МПК: H02K 1/00
Мітки: поновлення, змінного, короткозамкненого, машин, осердя, струму, ротора, спосіб, електричних
Формула / Реферат:
Спосіб поновлення осердя короткозамкненого ротора електричних машин змінного струму, який полягає у видаленні задирок пошкодженої ділянки осердя шляхом електрохімічної обробки з використанням електрод-катода, що знаходиться всередині ванни з електролітом, пропусканні постійного електричного струму через електрод-катод, електроліт та осердя ротора, промиванні поновленої ділянки водою та просушуванні, який відрізняється тим, що використовують...
Спосіб поновлення осердя статора електричних машин змінного струму
Номер патенту: 82974
Опубліковано: 27.08.2013
Автори: Муріков Дмитро Володимирович, Василега Петро Олександрович
МПК: H02K 1/00
Мітки: спосіб, осердя, струму, електричних, статора, машин, змінного, поновлення
Формула / Реферат:
Спосіб поновлення осердя статора електричних машин змінного струму, який полягає у видаленні задирок пошкодженої ділянки осердя, промиванні її водою та просушуванні, який відрізняється тим, що задирки видаляють шляхом електрохімічної обробки пошкодженої ділянки з використанням електрод-катода з електроізоляційними прокладками, який розміщують в розточення статора, при цьому пошкоджену ділянку осердя повністю покривають електролітом, яким...
Стенд для випробування електричних машин постійного струму послідовного збудження
Номер патенту: 50929
Опубліковано: 25.06.2010
Автор: Афанасов Андрій Михайлович
МПК: H02K 51/00
Мітки: постійного, збудження, випробування, стенд, машин, струму, послідовного, електричних
Формула / Реферат:
Стенд для випробування електричних машин постійного струму послідовного збудження, який містить джерело постійної напруги, електричні двигун та генератор, вали яких з'єднані між собою, який відрізняється тим, що обмотки якоря і збудження генератора та джерело постійної напруги з'єднані послідовно та підключені до входу конвертора напруги з коефіцієнтом перетворення менше одиниці, до виходу якого підключені обмотки якоря та збудження двигуна,...
Стенд взаємного навантаження електричних машин постійного струму послідовного збудження
Номер патенту: 51327
Опубліковано: 12.07.2010
Автор: Афанасов Андрій Михайлович
МПК: H02K 51/00
Мітки: збудження, послідовного, електричних, постійного, взаємного, машин, струму, навантаження, стенд
Формула / Реферат:
Стенд взаємного навантаження електричних машин постійного струму послідовного збудження, який містить електричні двигун та генератор, вали яких з'єднані між собою та валом додаткового приводного двигуна, який відрізняється тим, що обмотки якоря та збудження генератора з'єднані послідовно та підключені до входу трансформатора постійної напруги з коефіцієнтом трансформації, більшим одиниці, до виходу якого підключені обмотки якоря та збудження...
Спосіб тарування фазного ротора для визначення втрат в сталі пакетів статорів електричних машин
Номер патенту: 88358
Опубліковано: 12.10.2009
Автори: Кісельов Дмитро В'ячеславович, Днепровський Володимир Васильович
МПК: H02K 15/02
Мітки: спосіб, ротора, тарування, машин, визначення, фазного, сталі, пакетів, втрат, електричних, статорів
Формула / Реферат:
Спосіб тарування фазного ротора для визначення втрат в сталі пакетів статорів електричних машин, що включає підведення напруги до намагнічуючої обмотки ротора, визначення напряму обертання магнітного поля, що створюється цією обмоткою, і приведення в обертання ротора в напрямі, протилежному напряму магнітного поля, із швидкістю його обертання, який відрізняється тим, що електричну схему намагнічуючої обмотки фазного ротора розраховують на...
Попередній патент: Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка
Наступний патент: Спосіб профілактики патологічних рубців шкіри обличчя
Випадковий патент: Спосіб зменшення інтенсивності штучного дощу та підвищення швидкості зрошення дощувальними машинами кругової дії