Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка
Номер патенту: 107304
Опубліковано: 25.05.2016
Автори: Денисенко Юлія Олександрівна, Коротун Микола Миколайович

Формула / Реферат
Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка, що включає установку конусного вала у внутрішній конус втулки, з'єднання приляганням їх конусних поверхонь, а потім роз'єднання і, за слідами контакту, визначення прилягання поверхонь, який відрізняється тим, що поздовж конусної поверхні вала попередньо накладають смужку з пластичного матеріалу і з'єднують приляганням протилежні від розміщення смужки конусні поверхні вала та втулки, після чого переміщенням поздовж прилеглих конусних поверхонь поверхню конусного вала із смужкою доводять до контакту із конусною втулкою, при цьому деформують смужку на одну третину її товщини і роз'єднують конусні поверхні, а прилягання конусних поверхонь визначають за розмірами та формою розміщення плями контакту на смужці.
Текст
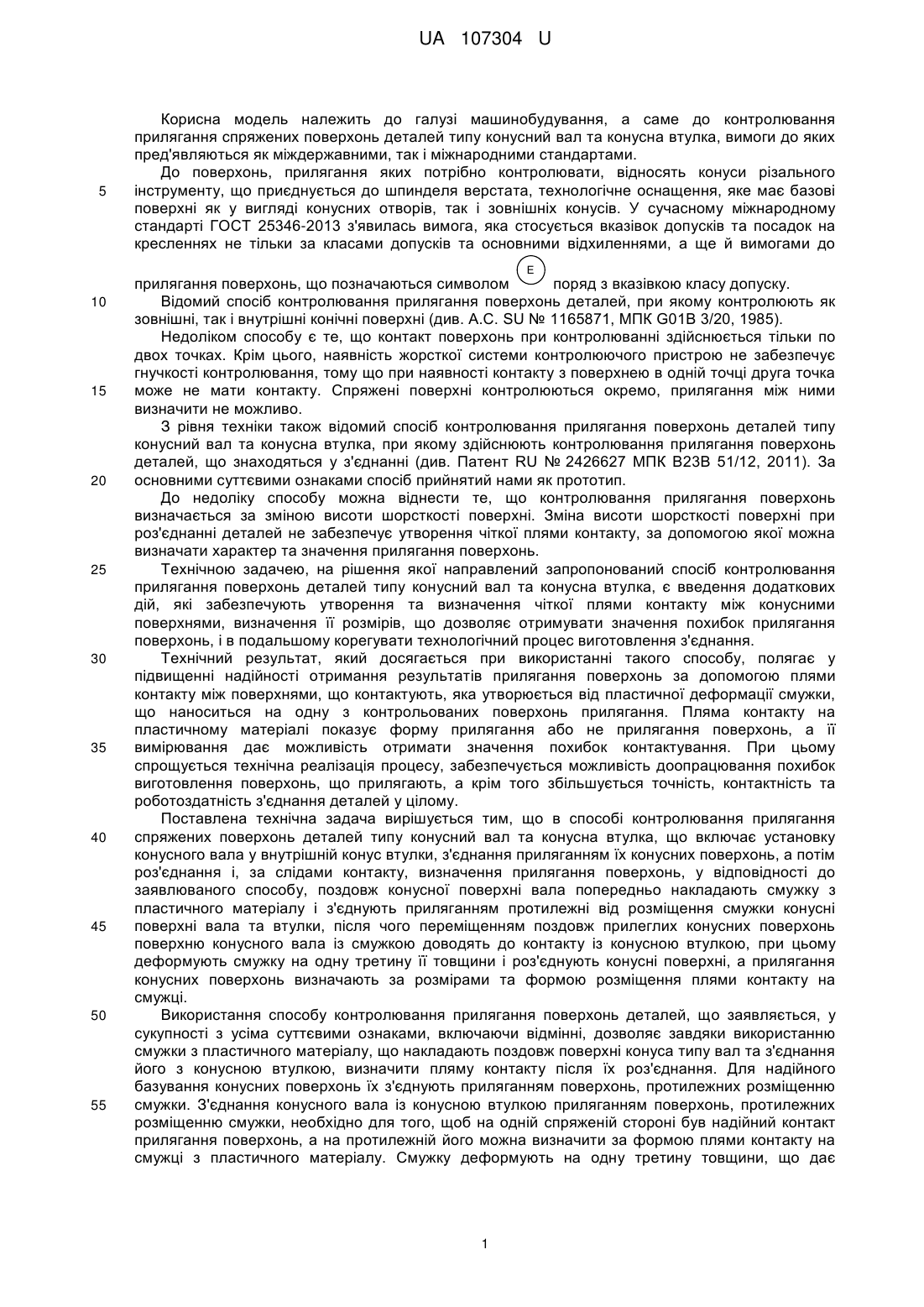
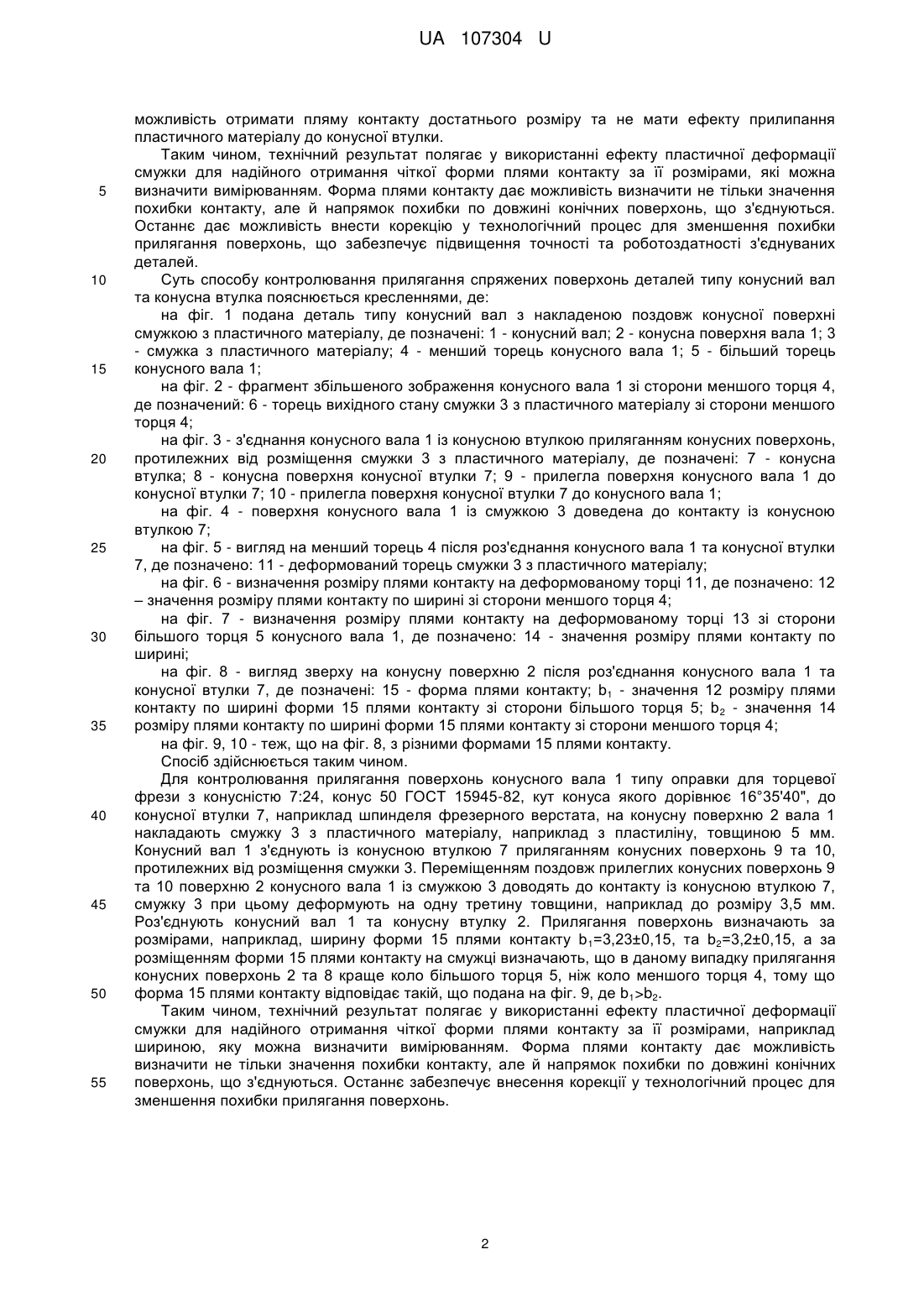
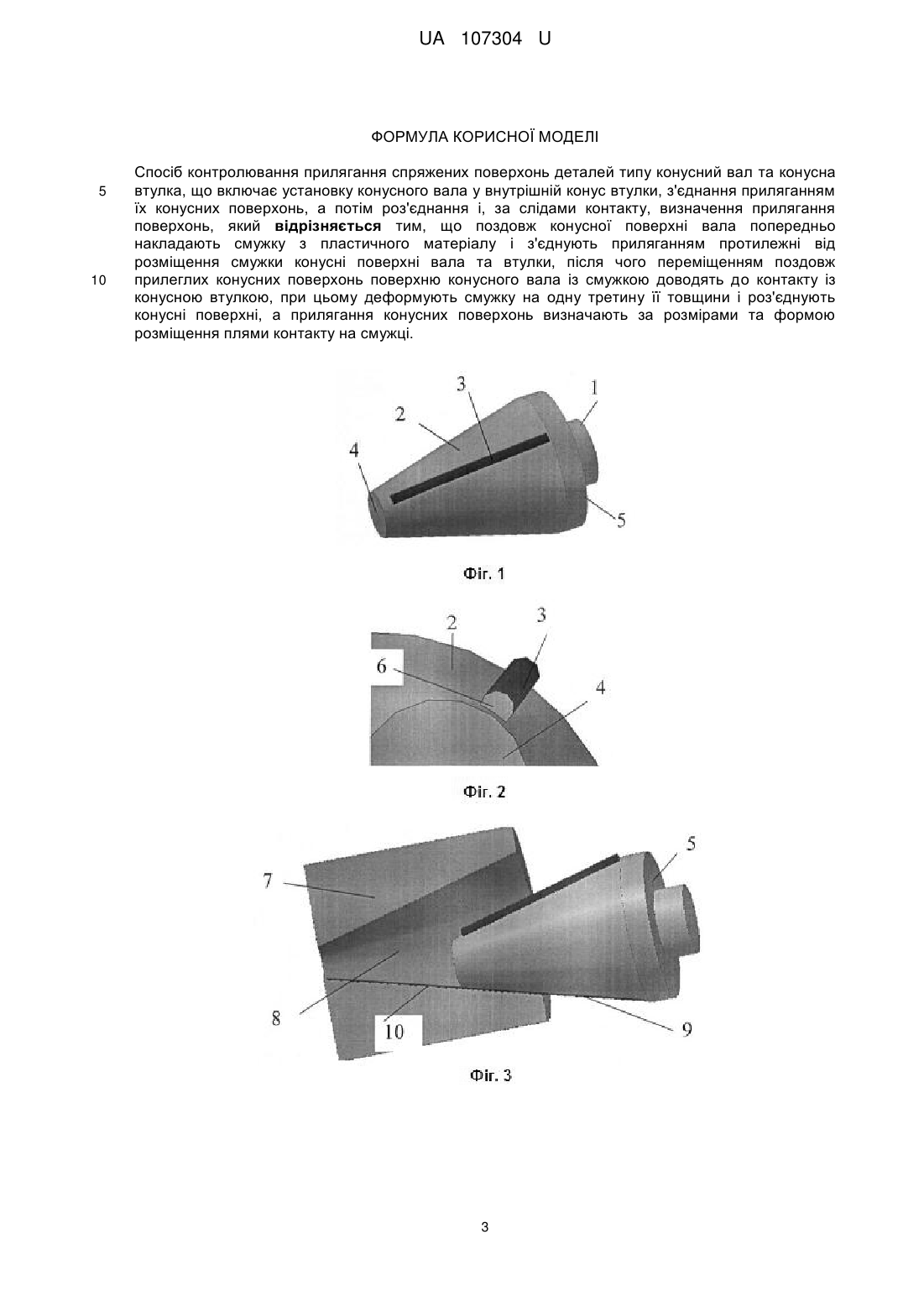
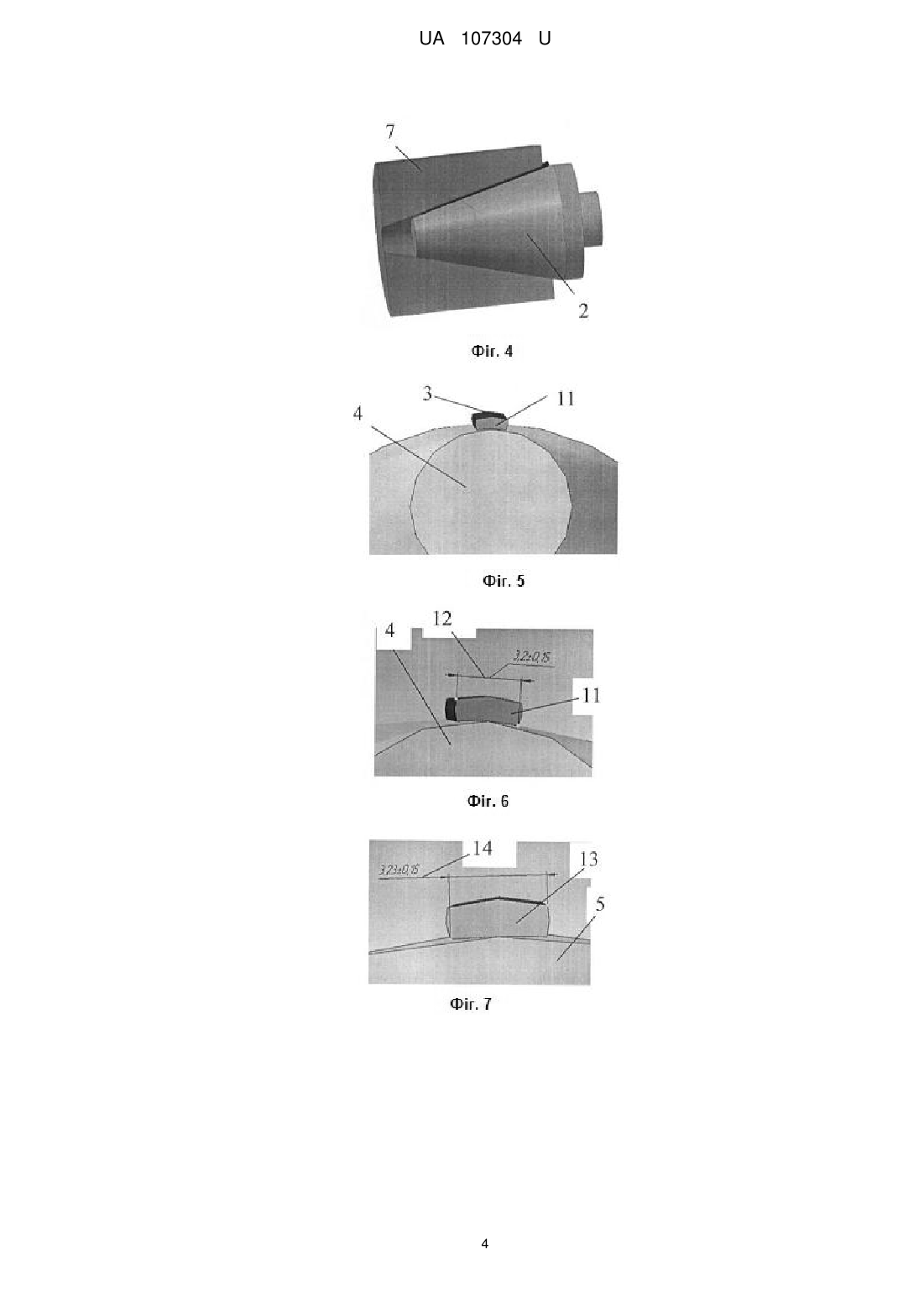
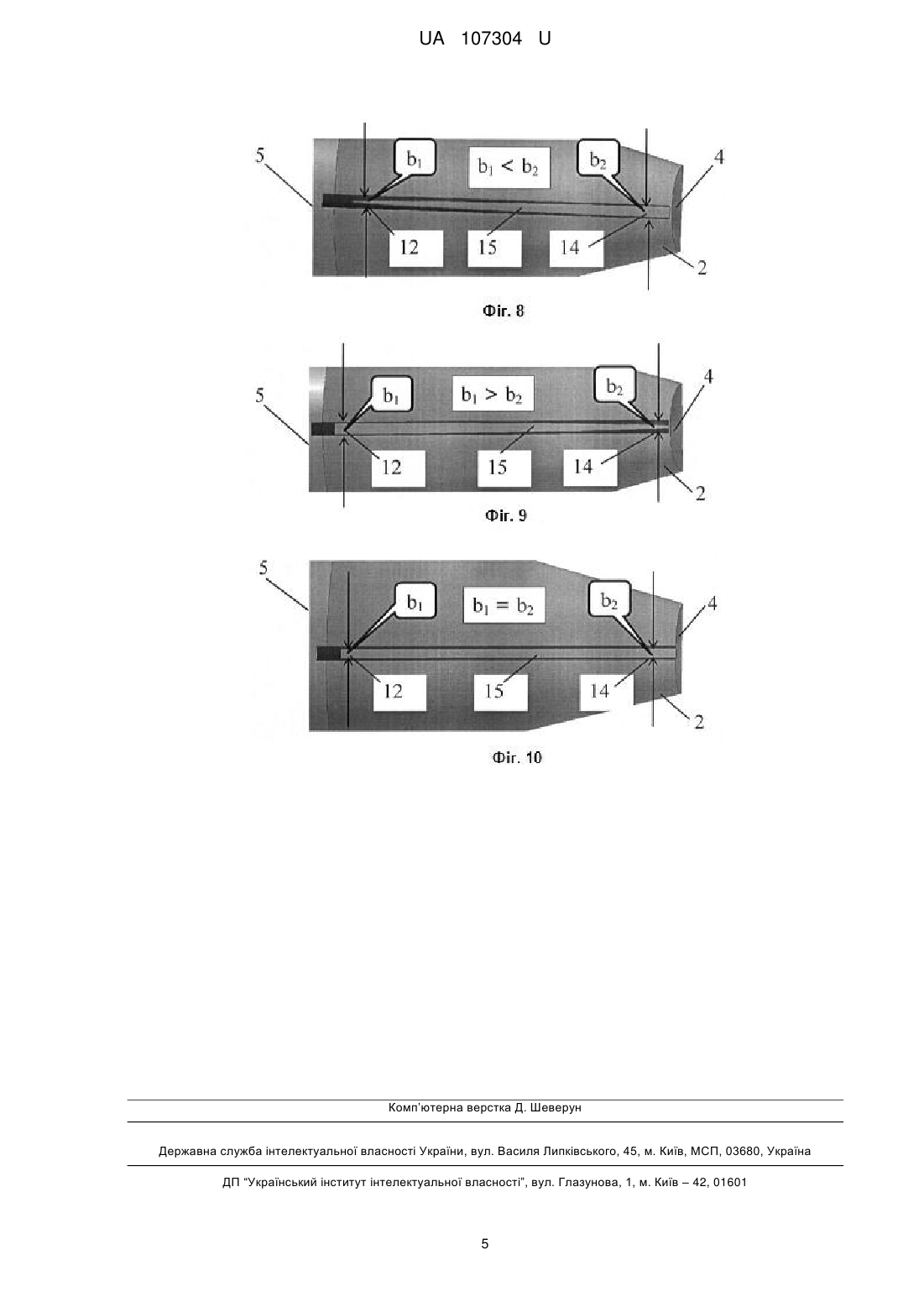
Реферат: Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка включає установку конусного вала у внутрішній конус втулки, з'єднання приляганням їх конусних поверхонь, а потім роз'єднання і, за слідами контакту, визначення прилягання поверхонь. Поздовж конусної поверхні вала попередньо накладають смужку з пластичного матеріалу і з'єднують приляганням протилежні від розміщення смужки конусні поверхні вала та втулки. Після цього переміщенням поздовж прилеглих конусних поверхонь поверхню конусного вала із смужкою доводять до контакту із конусною втулкою. При цьому деформують смужку на одну третину її товщини і роз'єднують конусні поверхні, а прилягання конусних поверхонь визначають за розмірами та формою розміщення плями контакту на смужці. UA 107304 U (12) UA 107304 U UA 107304 U 5 Корисна модель належить до галузі машинобудування, а саме до контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка, вимоги до яких пред'являються як міждержавними, так і міжнародними стандартами. До поверхонь, прилягання яких потрібно контролювати, відносять конуси різального інструменту, що приєднується до шпинделя верстата, технологічне оснащення, яке має базові поверхні як у вигляді конусних отворів, так і зовнішніх конусів. У сучасному міжнародному стандарті ГОСТ 25346-2013 з'явилась вимога, яка стосується вказівок допусків та посадок на кресленнях не тільки за класами допусків та основними відхиленнями, а ще й вимогами до E 10 15 20 25 30 35 40 45 50 55 прилягання поверхонь, що позначаються символом поряд з вказівкою класу допуску. Відомий спосіб контролювання прилягання поверхонь деталей, при якому контролюють як зовнішні, так і внутрішні конічні поверхні (див. А.С. SU № 1165871, МПК G01В 3/20, 1985). Недоліком способу є те, що контакт поверхонь при контролюванні здійснюється тільки по двох точках. Крім цього, наявність жорсткої системи контролюючого пристрою не забезпечує гнучкості контролювання, тому що при наявності контакту з поверхнею в одній точці друга точка може не мати контакту. Спряжені поверхні контролюються окремо, прилягання між ними визначити не можливо. З рівня техніки також відомий спосіб контролювання прилягання поверхонь деталей типу конусний вал та конусна втулка, при якому здійснюють контролювання прилягання поверхонь деталей, що знаходяться у з'єднанні (див. Патент RU № 2426627 МПК В23В 51/12, 2011). За основними суттєвими ознаками спосіб прийнятий нами як прототип. До недоліку способу можна віднести те, що контролювання прилягання поверхонь визначається за зміною висоти шорсткості поверхні. Зміна висоти шорсткості поверхні при роз'єднанні деталей не забезпечує утворення чіткої плями контакту, за допомогою якої можна визначати характер та значення прилягання поверхонь. Технічною задачею, на рішення якої направлений запропонований спосіб контролювання прилягання поверхонь деталей типу конусний вал та конусна втулка, є введення додаткових дій, які забезпечують утворення та визначення чіткої плями контакту між конусними поверхнями, визначення її розмірів, що дозволяє отримувати значення похибок прилягання поверхонь, і в подальшому корегувати технологічний процес виготовлення з'єднання. Технічний результат, який досягається при використанні такого способу, полягає у підвищенні надійності отримання результатів прилягання поверхонь за допомогою плями контакту між поверхнями, що контактують, яка утворюється від пластичної деформації смужки, що наноситься на одну з контрольованих поверхонь прилягання. Пляма контакту на пластичному матеріалі показує форму прилягання або не прилягання поверхонь, а її вимірювання дає можливість отримати значення похибок контактування. При цьому спрощується технічна реалізація процесу, забезпечується можливість доопрацювання похибок виготовлення поверхонь, що прилягають, а крім того збільшується точність, контактність та роботоздатність з'єднання деталей у цілому. Поставлена технічна задача вирішується тим, що в способі контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка, що включає установку конусного вала у внутрішній конус втулки, з'єднання приляганням їх конусних поверхонь, а потім роз'єднання і, за слідами контакту, визначення прилягання поверхонь, у відповідності до заявлюваного способу, поздовж конусної поверхні вала попередньо накладають смужку з пластичного матеріалу і з'єднують приляганням протилежні від розміщення смужки конусні поверхні вала та втулки, після чого переміщенням поздовж прилеглих конусних поверхонь поверхню конусного вала із смужкою доводять до контакту із конусною втулкою, при цьому деформують смужку на одну третину її товщини і роз'єднують конусні поверхні, а прилягання конусних поверхонь визначають за розмірами та формою розміщення плями контакту на смужці. Використання способу контролювання прилягання поверхонь деталей, що заявляється, у сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє завдяки використанню смужки з пластичного матеріалу, що накладають поздовж поверхні конуса типу вал та з'єднання його з конусною втулкою, визначити пляму контакту після їх роз'єднання. Для надійного базування конусних поверхонь їх з'єднують приляганням поверхонь, протилежних розміщенню смужки. З'єднання конусного вала із конусною втулкою приляганням поверхонь, протилежних розміщенню смужки, необхідно для того, щоб на одній спряженій стороні був надійний контакт прилягання поверхонь, а на протилежній його можна визначити за формою плями контакту на смужці з пластичного матеріалу. Смужку деформують на одну третину товщини, що дає 1 UA 107304 U 5 10 15 20 25 30 35 40 45 50 55 можливість отримати пляму контакту достатнього розміру та не мати ефекту прилипання пластичного матеріалу до конусної втулки. Таким чином, технічний результат полягає у використанні ефекту пластичної деформації смужки для надійного отримання чіткої форми плями контакту за її розмірами, які можна визначити вимірюванням. Форма плями контакту дає можливість визначити не тільки значення похибки контакту, але й напрямок похибки по довжині конічних поверхонь, що з'єднуються. Останнє дає можливість внести корекцію у технологічний процес для зменшення похибки прилягання поверхонь, що забезпечує підвищення точності та роботоздатності з'єднуваних деталей. Суть способу контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка пояснюється кресленнями, де: на фіг. 1 подана деталь типу конусний вал з накладеною поздовж конусної поверхні смужкою з пластичного матеріалу, де позначені: 1 - конусний вал; 2 - конусна поверхня вала 1; 3 - смужка з пластичного матеріалу; 4 - менший торець конусного вала 1; 5 - більший торець конусного вала 1; на фіг. 2 - фрагмент збільшеного зображення конусного вала 1 зі сторони меншого торця 4, де позначений: 6 - торець вихідного стану смужки 3 з пластичного матеріалу зі сторони меншого торця 4; на фіг. 3 - з'єднання конусного вала 1 із конусною втулкою приляганням конусних поверхонь, протилежних від розміщення смужки 3 з пластичного матеріалу, де позначені: 7 - конусна втулка; 8 - конусна поверхня конусної втулки 7; 9 - прилегла поверхня конусного вала 1 до конусної втулки 7; 10 - прилегла поверхня конусної втулки 7 до конусного вала 1; на фіг. 4 - поверхня конусного вала 1 із смужкою 3 доведена до контакту із конусною втулкою 7; на фіг. 5 - вигляд на менший торець 4 після роз'єднання конусного вала 1 та конусної втулки 7, де позначено: 11 - деформований торець смужки 3 з пластичного матеріалу; на фіг. 6 - визначення розміру плями контакту на деформованому торці 11, де позначено: 12 – значення розміру плями контакту по ширині зі сторони меншого торця 4; на фіг. 7 - визначення розміру плями контакту на деформованому торці 13 зі сторони більшого торця 5 конусного вала 1, де позначено: 14 - значення розміру плями контакту по ширині; на фіг. 8 - вигляд зверху на конусну поверхню 2 після роз'єднання конусного вала 1 та конусної втулки 7, де позначені: 15 - форма плями контакту; b1 - значення 12 розміру плями контакту по ширині форми 15 плями контакту зі сторони більшого торця 5; b 2 - значення 14 розміру плями контакту по ширині форми 15 плями контакту зі сторони меншого торця 4; на фіг. 9, 10 - теж, що на фіг. 8, з різними формами 15 плями контакту. Спосіб здійснюється таким чином. Для контролювання прилягання поверхонь конусного вала 1 типу оправки для торцевої фрези з конусністю 7:24, конус 50 ГОСТ 15945-82, кут конуса якого дорівнює 16°35'40", до конусної втулки 7, наприклад шпинделя фрезерного верстата, на конусну поверхню 2 вала 1 накладають смужку 3 з пластичного матеріалу, наприклад з пластиліну, товщиною 5 мм. Конусний вал 1 з'єднують із конусною втулкою 7 приляганням конусних поверхонь 9 та 10, протилежних від розміщення смужки 3. Переміщенням поздовж прилеглих конусних поверхонь 9 та 10 поверхню 2 конусного вала 1 із смужкою 3 доводять до контакту із конусною втулкою 7, смужку 3 при цьому деформують на одну третину товщини, наприклад до розміру 3,5 мм. Роз'єднують конусний вал 1 та конусну втулку 2. Прилягання поверхонь визначають за розмірами, наприклад, ширину форми 15 плями контакту b 1=3,23±0,15, та b2=3,2±0,15, а за розміщенням форми 15 плями контакту на смужці визначають, що в даному випадку прилягання конусних поверхонь 2 та 8 краще коло більшого торця 5, ніж коло меншого торця 4, тому що форма 15 плями контакту відповідає такій, що подана на фіг. 9, де b1>b2. Таким чином, технічний результат полягає у використанні ефекту пластичної деформації смужки для надійного отримання чіткої форми плями контакту за її розмірами, наприклад шириною, яку можна визначити вимірюванням. Форма плями контакту дає можливість визначити не тільки значення похибки контакту, але й напрямок похибки по довжині конічних поверхонь, що з'єднуються. Останнє забезпечує внесення корекції у технологічний процес для зменшення похибки прилягання поверхонь. 2 UA 107304 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка, що включає установку конусного вала у внутрішній конус втулки, з'єднання приляганням їх конусних поверхонь, а потім роз'єднання і, за слідами контакту, визначення прилягання поверхонь, який відрізняється тим, що поздовж конусної поверхні вала попередньо накладають смужку з пластичного матеріалу і з'єднують приляганням протилежні від розміщення смужки конусні поверхні вала та втулки, після чого переміщенням поздовж прилеглих конусних поверхонь поверхню конусного вала із смужкою доводять до контакту із конусною втулкою, при цьому деформують смужку на одну третину її товщини і роз'єднують конусні поверхні, а прилягання конусних поверхонь визначають за розмірами та формою розміщення плями контакту на смужці. 3 UA 107304 U 4 UA 107304 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/12, G01B 21/00
Мітки: вал, деталей, втулка, контролювання, конусний, типу, поверхонь, прилягання, спряжених, конусна, спосіб
Код посилання
<a href="https://ua.patents.su/7-107304-sposib-kontrolyuvannya-prilyagannya-spryazhenikh-poverkhon-detalejj-tipu-konusnijj-val-ta-konusna-vtulka.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролювання прилягання спряжених поверхонь деталей типу конусний вал та конусна втулка</a>
Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском
Номер патенту: 97553
Опубліковано: 25.03.2015
Автори: Винниченко Максим Васильович, Коротун Микола Миколайович
МПК: B24B 35/00
Мітки: типу, вал-втулка, спосіб, фінішної, абразивним, деталей, обробки, бруском, спряжених
Формула / Реферат:
Спосіб фінішної обробки спряжених деталей типу вал-втулка абразивним бруском, при якому вводять у контакт робочу поверхню бруска з оброблюваною деталлю, а неробочі поверхні установлюють для базування у напрямних пристосування через базові отвори бруска, який відрізняється тим, що використовують брусок принаймні з двома робочими поверхнями, виконаними з рівними зовнішнім і внутрішнім радіусами, причому робочу поверхню із зовнішнім радіусом...
З’єднання деталей машин типу вал-втулка
Номер патенту: 5051
Опубліковано: 15.02.2005
Автори: Піпа Борис Федорович, Павленко Георгій Іванович, Ловейкіна Світлана Олексіївна
МПК: F16B 21/00
Мітки: з'єднання, вал-втулка, типу, деталей, машин
Формула / Реферат:
З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулки, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною з переходом в кінці робочої поверхні з меншим діаметром в циліндричну з різьбою.
Спосіб складання деталей типу вал-втулка
Номер патенту: 79689
Опубліковано: 25.04.2013
Автори: Кульбіда Ольга Олегівна, Іщенко Олександр Львович, Фенік Леонід Миколайович, Михайлов Олександр Миколайович
МПК: B23P 19/04
Мітки: деталей, типу, спосіб, вал-втулка, складання
Формула / Реферат:
Спосіб складання деталей типу вал-втулка, що включає використання вібруючого стола, розташування базової деталі вздовж осі складання, подаванням деталі, що приєднують, без прикладання зусилля складання, використання направляючої втулки, який відрізняється тим, що базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у...
З’єднання деталей машин типу вал-втулка
Номер патенту: 20611
Опубліковано: 15.02.2007
Автори: Хомяк Олег Миколайович, Піпа Борис Федорович, Павленко Георгій Іванович
МПК: F16B 21/00
Мітки: машин, з'єднання, вал-втулка, типу, деталей
Формула / Реферат:
1. З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулка, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною.2. З'єднання деталей машин типу вал-втулка за п. 1, яке відрізняється тим, що конусність робочої поверхні вала задовольняє умові:де:
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19861
Опубліковано: 25.12.1997
Автори: Махотін Георгій Олександрович, Сливкін Вячеслав Миколайович, Крисанов Сергій Олексійович, Лапідус Борис Львович, Козловський Альфред Іванович, Кірсанов Володимир Михайлович, Шевченко Анатолій Іванович
МПК: B23P 11/02
Мітки: деталей, спосіб, типу, з'єднання, вал-втулка, нерухомого
Формула / Реферат:
Способ неподвижного соединения деталей типа вал-втулка, включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, отличающийся тем, что перед нагревом втулки, на поверхности вала создают шероховатость с высотой неровностей равной 40-160 мкм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки.
Попередній патент: Апарат пароварильний
Наступний патент: Спосіб поновлення осердя фазного ротора електричних машин змінного струму або осердя якоря електричних машин постійного струму
Випадковий патент: Склад для виготовлення помадних цукерок "беліссімо" бейліз"