Спосіб керування зварювальним струмом при електродуговому зварюванні
Номер патенту: 109375
Опубліковано: 10.08.2015
Автори: Поднебенна Світлана Костянтинівна, Гулаков Сергій Володимирович, Бурлака Володимир Володимирович



Формула / Реферат
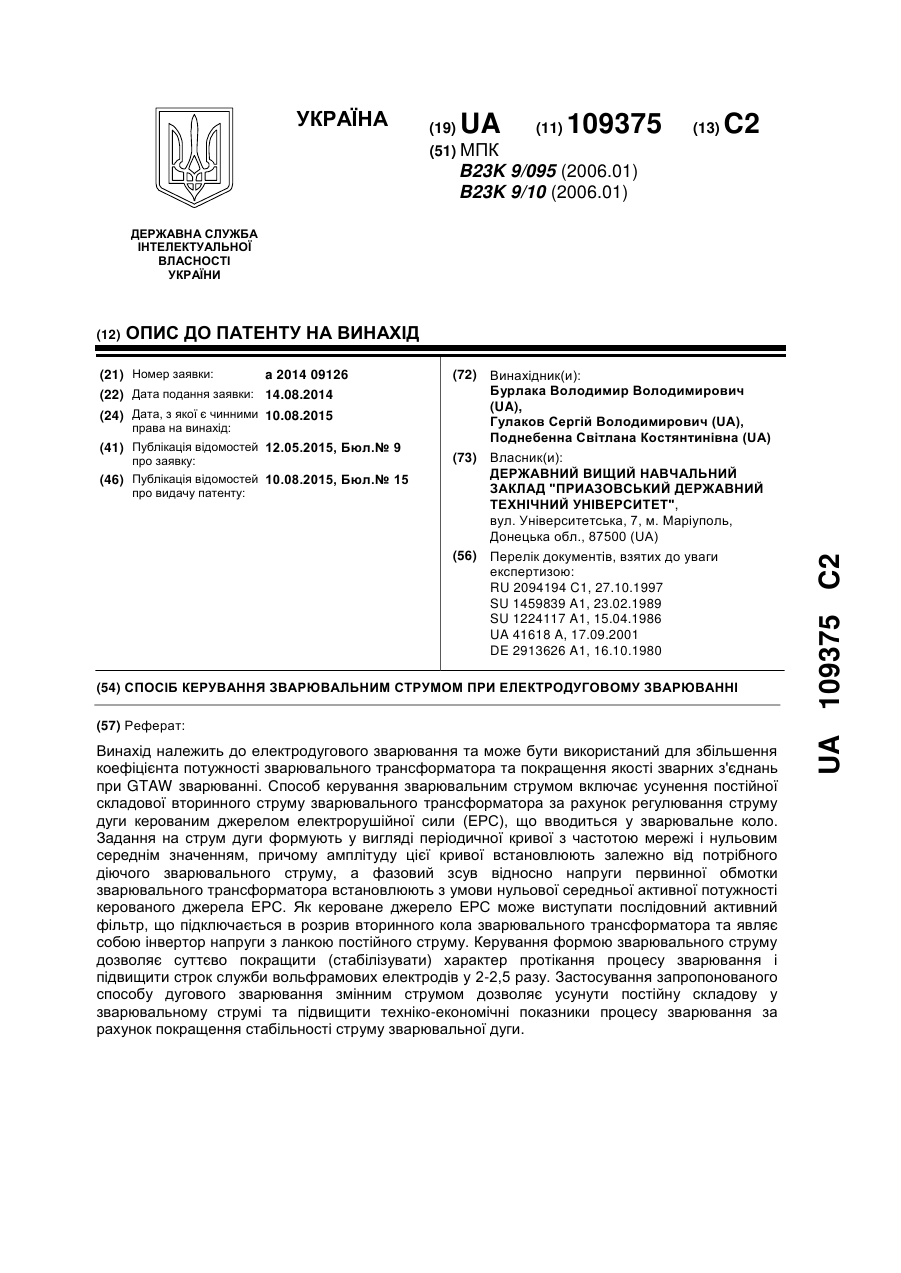
Спосіб керування зварювальним струмом при електродуговому зварюванні, що включає усунення постійної складової вторинного струму зварювального трансформатора, який відрізняється тим, що регулювання струму дуги забезпечують керованим джерелом електрорушійної сили (ЕРС), а задання на струм дуги формують у вигляді періодичної кривої з частотою мережі і нульовим середнім значенням, причому амплітуду цієї кривої встановлюють залежно від потрібного діючого зварювального струму, а фазовий зсув відносно напруги первинної обмотки зварювального трансформатора встановлюють з умови нульової середньої активної потужності керованого джерела ЕРС.
Текст
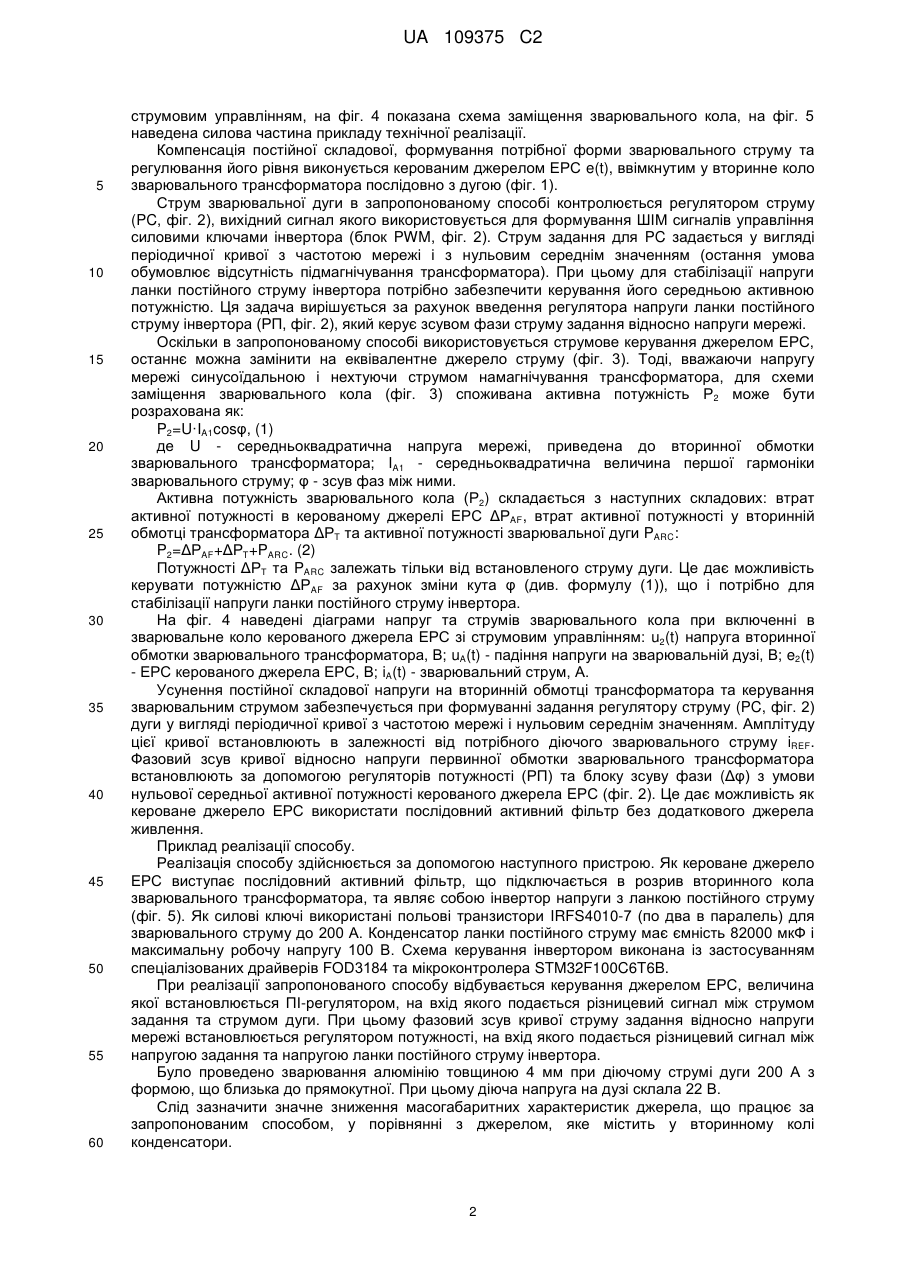
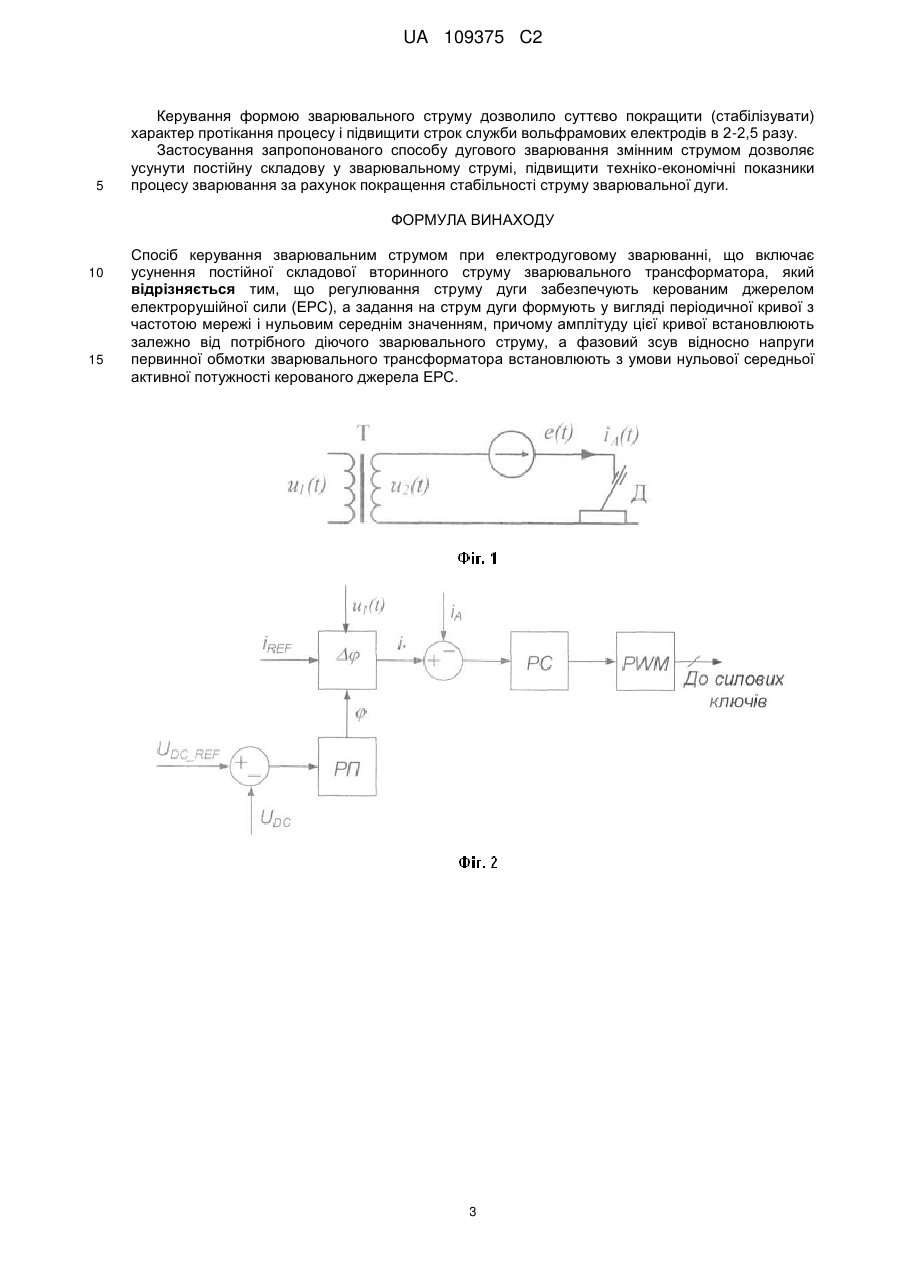
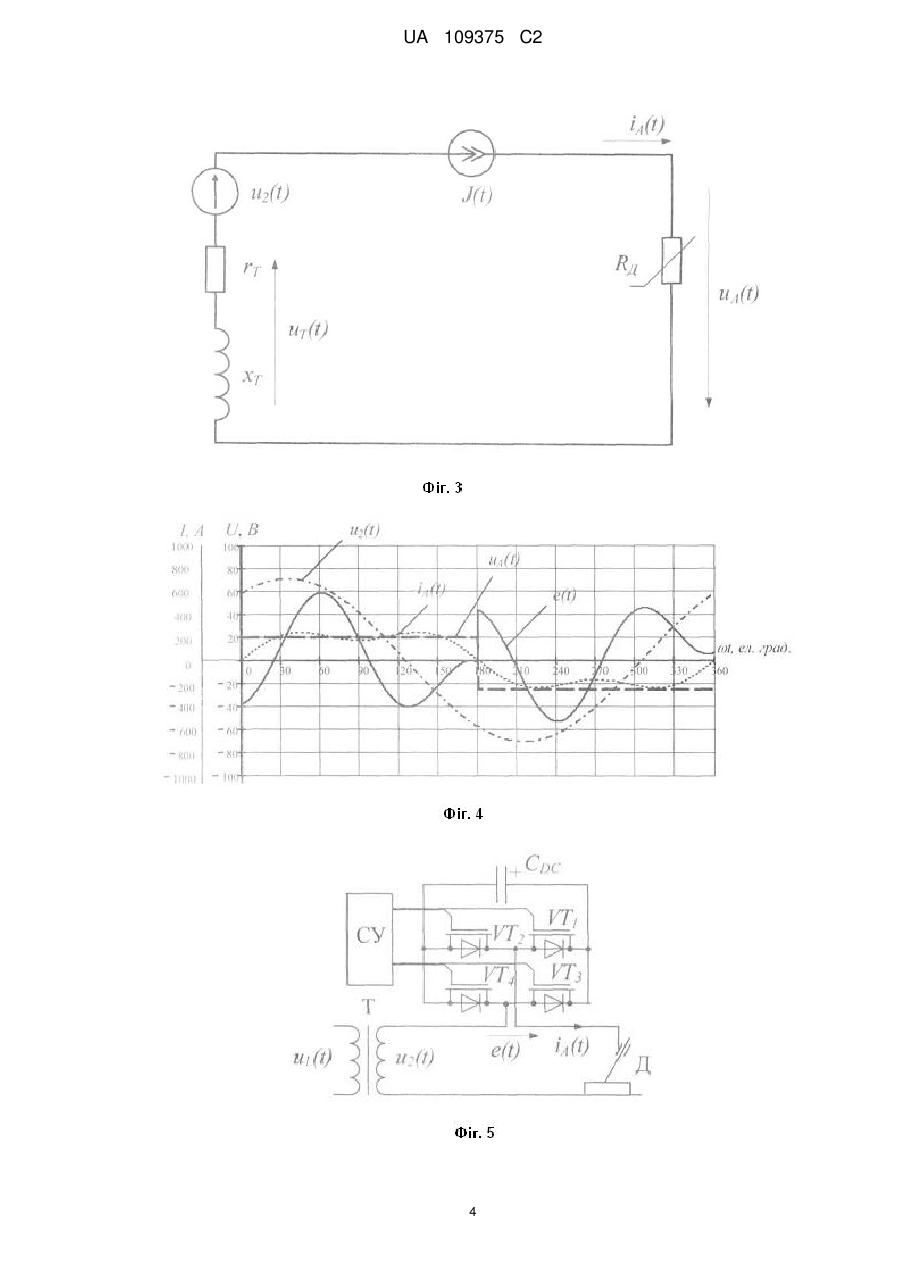
Реферат: Винахід належить до електродугового зварювання та може бути використаний для збільшення коефіцієнта потужності зварювального трансформатора та покращення якості зварних з'єднань при GTAW зварюванні. Способ керування зварювальним струмом включає усунення постійної складової вторинного струму зварювального трансформатора за рахунок регулювання струму дуги керованим джерелом електрорушійної сили (ЕРС), що вводиться у зварювальне коло. Задання на струм дуги формують у вигляді періодичної кривої з частотою мережі і нульовим середнім значенням, причому амплітуду цієї кривої встановлюють залежно від потрібного діючого зварювального струму, а фазовий зсув відносно напруги первинної обмотки зварювального трансформатора встановлюють з умови нульової середньої активної потужності керованого джерела ЕРС. Як кероване джерело ЕРС може виступати послідовний активний фільтр, що підключається в розрив вторинного кола зварювального трансформатора та являє собою інвертор напруги з ланкою постійного струму. Керування формою зварювального струму дозволяє суттєво покращити (стабілізувати) характер протікання процесу зварювання і підвищити строк служби вольфрамових електродів у 2-2,5 разу. Застосування запропонованого способу дугового зварювання змінним струмом дозволяє усунути постійну складову у зварювальному струмі та підвищити техніко-економічні показники процесу зварювання за рахунок покращення стабільності струму зварювальної дуги. UA 109375 C2 (12) UA 109375 C2 UA 109375 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до електродугового зварювання та може бути використаний для збільшення коефіцієнта потужності зварювального трансформатора та покращення технології зварювання. Для зварювання алюмінієвих сплавів часто використовується GTAW (Gas Tungsten Arc Welding) процес, при якому електрична дуга змінного струму горить між вольфрамовим електродом, який не плавиться, і алюмінієвим виробом. Через те, що напруга на зварювальній дузі в одному півперіоді може значно відрізнятися від напруги в іншому півперіоді з-за різних емісійних властивостей електрода і металу виробу, в зварювальному колі виникає постійна складова струму, яка може становити до 70-80 % робочого зварювального струму. Ця складова зварювального струму викликає постійну складову магнітного поля у осерді трансформатора, що призводить до зростання струму намагнічування, перегріву трансформатора та погіршенню якості зварних з'єднань. Відомий спосіб дугового зварювання змінним струмом, що включає усунення постійної складової вторинного струму зварювального трансформатора (Закс М.М. и др. Трансформаторы для электродуговой сварки /М.М. Закс, Б.А. Каганский, А.А. Печенин. - Л.: Энергоатомиздат. Ленингр. Отделение, 1988. - 136 с.), який полягає у підключенні у зварювальне коло батареї конденсаторів. Це перешкоджає протіканню постійного струму. Перевагою такого способу є простота його реалізації. Недоліки способу: складність регулювання зварювального струму, великі масогабаритні показники, неможливість забезпечення якісного зварювального процесу без використання дорогого обладнання, низька надійність обладнання. Відомий спосіб дугового зварювання змінним струмом, що включає усунення постійної складової вторинного струму зварювального трансформатора (Джерело живлення для дугового зварювання змінним струмом, заявл. 14.04.2014, реєстраційний № а201403963), що полягає у підключенні послідовно зі зварювальною дугою керованого джерела електрорушійної сили (ЕРС). Це дає можливість усувати постійну складову, регулювати струм дуги і підтримувати нульовий баланс активної потужності джерела ЕРС, що дає можливість виконати його без додаткового джерела живлення. Кероване джерело ЕРС виконано у вигляді мостового інвертора, що утворений чотирма силовими ключами з системою управління, виводи змінного струму інвертору підключені у зварювальне коло, до виводів постійного струму інвертору підключений конденсатор, причому виводи системи управління з'єднані з керуючими електродами ключів мостового інвертору. Перевагами такого способу усунення постійної складової зварювального струму є усунення постійної складової вторинного струму зварювального трансформатора (зварювального струму), покращення масогабаритних показників джерела живлення, підвищення його надійності і забезпечення плавного регулювання зварювального струму. До недоліків способу належить неможливість керування формою зварювального струму і відносно великий час перехідного процесу на початку зварювання з-за наявності контуру фазової автопідстройки частоти (ФАПЧ), призначеного для формування сигналів синфазної та квадратурної компоненти основної гармоніки струму дуги. Оскільки ФАПЧ в силу своєї специфіки має досить великий час синхронізації (захоплення), в реальних умовах зварювального виробництва це призведе до порушення режиму зварювання на його початку, одразу після запалювання дуги, що погіршить якість зварного з'єднання. Спосіб прийнято за прототип. В основу винаходу поставлена задача удосконалення способу керування зварювальним струмом при електродуговому зварюванні, що дозволить підвищити якість зварних з'єднань за рахунок збільшення швидкодії системи керування та покращення стабільності процесу зварювання. Для вирішення поставленої задачі в способі керування зварювальним струмом при електродуговому зварюванні, що включає усунення постійної складової вторинного струму зварювального трансформатора, відповідно до винаходу, регулювання струму дуги забезпечують керованим джерелом електрорушійної сили (ЕРС), а задання на струм дуги формують у вигляді періодичної кривої з частотою мережі і нульовим середнім значенням, причому амплітуду цієї кривої встановлюють залежно від потрібного діючого зварювального струму, а фазовий зсув відносно напруги первинної обмотки зварювального трансформатора встановлюють з умови нульової середньої активної потужності керованого джерела ЕРС. Запропоноване технічне рішення пояснюється кресленнями, де на фіг. 1 показана спрощена схема джерела живлення змінного струму, у зварювальне коло якого ввімкнуте кероване джерело ЕРС, на фіг. 2 наведена спрощена система управління, на фіг. 3 показані діаграми напруг та струмів зварювального кола при включенні в нього керованого джерела ЕРС зі 1 UA 109375 C2 5 10 15 20 25 30 35 40 45 50 55 60 струмовим управлінням, на фіг. 4 показана схема заміщення зварювального кола, на фіг. 5 наведена силова частина прикладу технічної реалізації. Компенсація постійної складової, формування потрібної форми зварювального струму та регулювання його рівня виконується керованим джерелом ЕРС e(t), ввімкнутим у вторинне коло зварювального трансформатора послідовно з дугою (фіг. 1). Струм зварювальної дуги в запропонованому способі контролюється регулятором струму (PC, фіг. 2), вихідний сигнал якого використовується для формування ШІМ сигналів управління силовими ключами інвертора (блок PWM, фіг. 2). Струм задання для PC задається у вигляді періодичної кривої з частотою мережі і з нульовим середнім значенням (остання умова обумовлює відсутність підмагнічування трансформатора). При цьому для стабілізації напруги ланки постійного струму інвертора потрібно забезпечити керування його середньою активною потужністю. Ця задача вирішується за рахунок введення регулятора напруги ланки постійного струму інвертора (РП, фіг. 2), який керує зсувом фази струму задання відносно напруги мережі. Оскільки в запропонованому способі використовується струмове керування джерелом ЕРС, останнє можна замінити на еквівалентне джерело струму (фіг. 3). Тоді, вважаючи напругу мережі синусоїдальною і нехтуючи струмом намагнічування трансформатора, для схеми заміщення зварювального кола (фіг. 3) споживана активна потужність Р2 може бути розрахована як: P2=U·IA1cosφ, (1) де U - середньоквадратична напруга мережі, приведена до вторинної обмотки зварювального трансформатора; IA1 - середньоквадратична величина першої гармоніки зварювального струму; φ - зсув фаз між ними. Активна потужність зварювального кола (Р2) складається з наступних складових: втрат активної потужності в керованому джерелі ЕРС ΔPAF, втрат активної потужності у вторинній обмотці трансформатора ΔРT та активної потужності зварювальної дуги PARC: P2=ΔPAF+ΔPT+PARC. (2) Потужності ΔРТ та PARC залежать тільки від встановленого струму дуги. Це дає можливість керувати потужністю ΔPAF за рахунок зміни кута φ (див. формулу (1)), що і потрібно для стабілізації напруги ланки постійного струму інвертора. На фіг. 4 наведені діаграми напруг та струмів зварювального кола при включенні в зварювальне коло керованого джерела ЕРС зі струмовим управлінням: u2(t) напруга вторинної обмотки зварювального трансформатора, В; uA(t) - падіння напруги на зварювальній дузі, В; e2(t) - ЕРС керованого джерела ЕРС, В; iA(t) - зварювальний струм, А. Усунення постійної складової напруги на вторинній обмотці трансформатора та керування зварювальним струмом забезпечується при формуванні задання регулятору струму (PC, фіг. 2) дуги у вигляді періодичної кривої з частотою мережі і нульовим середнім значенням. Амплітуду цієї кривої встановлюють в залежності від потрібного діючого зварювального струму iREF. Фазовий зсув кривої відносно напруги первинної обмотки зварювального трансформатора встановлюють за допомогою регуляторів потужності (РП) та блоку зсуву фази (Δφ) з умови нульової середньої активної потужності керованого джерела ЕРС (фіг. 2). Це дає можливість як кероване джерело ЕРС використати послідовний активний фільтр без додаткового джерела живлення. Приклад реалізації способу. Реалізація способу здійснюється за допомогою наступного пристрою. Як кероване джерело ЕРС виступає послідовний активний фільтр, що підключається в розрив вторинного кола зварювального трансформатора, та являє собою інвертор напруги з ланкою постійного струму (фіг. 5). Як силові ключі використані польові транзистори IRFS4010-7 (по два в паралель) для зварювального струму до 200 А. Конденсатор ланки постійного струму має ємність 82000 мкФ і максимальну робочу напругу 100 В. Схема керування інвертором виконана із застосуванням спеціалізованих драйверів FOD3184 та мікроконтролера STM32F100C6T6B. При реалізації запропонованого способу відбувається керування джерелом ЕРС, величина якої встановлюється ПІ-регулятором, на вхід якого подається різницевий сигнал між струмом задання та струмом дуги. При цьому фазовий зсув кривої струму задання відносно напруги мережі встановлюється регулятором потужності, на вхід якого подається різницевий сигнал між напругою задання та напругою ланки постійного струму інвертора. Було проведено зварювання алюмінію товщиною 4 мм при діючому струмі дуги 200 А з формою, що близька до прямокутної. При цьому діюча напруга на дузі склала 22 В. Слід зазначити значне зниження масогабаритних характеристик джерела, що працює за запропонованим способом, у порівнянні з джерелом, яке містить у вторинному колі конденсатори. 2 UA 109375 C2 5 Керування формою зварювального струму дозволило суттєво покращити (стабілізувати) характер протікання процесу і підвищити строк служби вольфрамових електродів в 2-2,5 разу. Застосування запропонованого способу дугового зварювання змінним струмом дозволяє усунути постійну складову у зварювальному струмі, підвищити техніко-економічні показники процесу зварювання за рахунок покращення стабільності струму зварювальної дуги. ФОРМУЛА ВИНАХОДУ 10 15 Спосіб керування зварювальним струмом при електродуговому зварюванні, що включає усунення постійної складової вторинного струму зварювального трансформатора, який відрізняється тим, що регулювання струму дуги забезпечують керованим джерелом електрорушійної сили (ЕРС), а задання на струм дуги формують у вигляді періодичної кривої з частотою мережі і нульовим середнім значенням, причому амплітуду цієї кривої встановлюють залежно від потрібного діючого зварювального струму, а фазовий зсув відносно напруги первинної обмотки зварювального трансформатора встановлюють з умови нульової середньої активної потужності керованого джерела ЕРС. 3 UA 109375 C2 4 UA 109375 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюBurlaka Volodymyr Volodymyrovych, Hulakov Serhii Volodymyrovych, Podnebenna Svitlana Kostiantynivna
Автори російськоюБурлака Владимир Владимирович, Гулаков Сергей Владимирович, Поднебенная Светлана Костантиновна
МПК / Мітки
МПК: B23K 9/095, B23K 9/10
Мітки: струмом, спосіб, зварювальним, електродуговому, керування, зварюванні
Код посилання
<a href="https://ua.patents.su/7-109375-sposib-keruvannya-zvaryuvalnim-strumom-pri-elektrodugovomu-zvaryuvanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування зварювальним струмом при електродуговому зварюванні</a>
Пристрій для керування струмом при зварюванні у захисних газах з короткими замиканнями
Номер патенту: 70240
Опубліковано: 11.06.2012
Автори: Андреєв Вячеслав Валентинович, Єфременко Олена Михайлівна
Мітки: керування, замиканнями, пристрій, захисних, газах, зварюванні, струмом, короткими
Формула / Реферат:
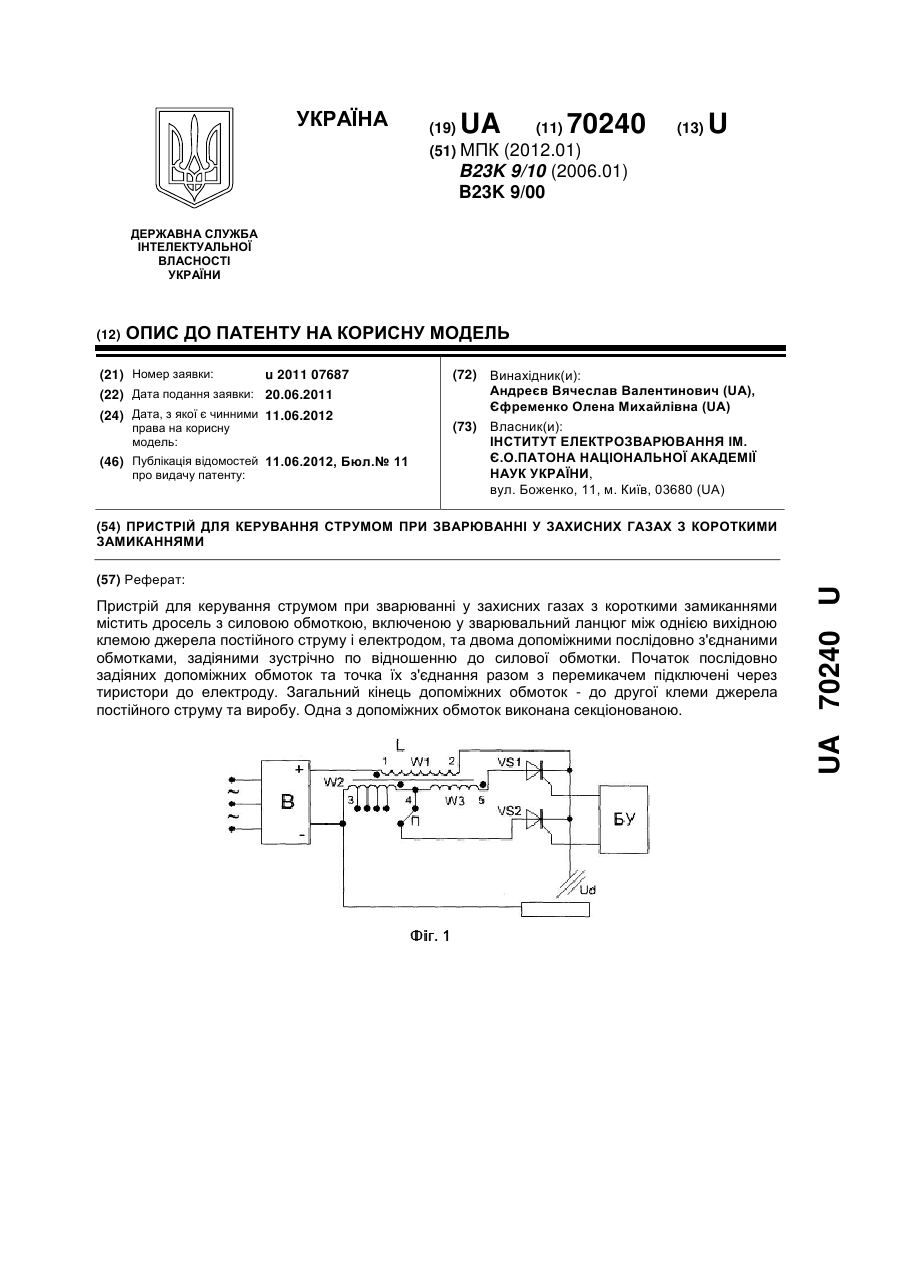
Пристрій для керування струмом при зварюванні у захисних газах з короткими замиканнями, що містить дросель з силовою обмоткою, включеною у зварювальний ланцюг між однією вихідною клемою джерела постійного струму і електродом, та двома допоміжними послідовно з'єднаними обмотками, задіяними зустрічно по відношенню до силової обмотки, який відрізняється тим, що початок послідовно задіяних допоміжних обмоток та точка їх з'єднання разом з...
Спосіб керування струмом реактивного навантаження
Номер патенту: 41527
Опубліковано: 25.05.2009
Автори: Манчєв Олександр Михайлович, Агаліді Юрій Сергійович, Лєвий Сергій Васильович, Лебеда Дмитро Васильович, Кожухар Павло Вікторович
МПК: G11B 5/02
Мітки: керування, спосіб, навантаження, струмом, реактивного
Формула / Реферат:
Спосіб керування струмом реактивного навантаження, що включає генерацію вихідного гармонійного сигналу опорної частоти, його амплітудну модуляцію та подачу на реактивне навантаження, який відрізняється тим, що частоту напруги живлення реактивного навантаження змінюють за заданою функцією при постійній амплітуді напруги живлення.
Спосіб управління зварювальним струмом та пристрій для його здійснення
Номер патенту: 25989
Опубліковано: 26.02.1999
Автори: Возний Володимир Андрійович, Марченко Микола Борисович
Мітки: зварювальним, управління, пристрій, здійснення, спосіб, струмом
Формула / Реферат:
1. Способ управления сварочным током, преимущественно при полуавтоматической сварке в среде защитного газа, при котором сварочный контур питают от источника постоянного тока, возбуждают дугу, пропускают сварочный ток через дроссель, сравнивают этот ток с заданным уровнем и на этапе нарастания тока при достижении током указанного уровня выключают источник, а включают его на этапе спада тока после возбуждения дуги, отличающийся тем, что на...
Джерело живлення для дугового зварювання змінним струмом
Номер патенту: 109219
Опубліковано: 27.07.2015
Автори: Бурлака Володимир Володимирович, Поднебенна Світлана Костянтинівна, Мостинець Олександр Леонідович, Гулаков Сергій Володимирович
МПК: B23K 9/167, B23K 9/095, B23K 9/10
Мітки: змінним, живлення, дугового, струмом, зварювання, джерело
Формула / Реферат:
Джерело живлення для дугового зварювання змінним струмом, що містить трансформатор та послідовно включений в зварювальне коло пристрій компенсації постійної складової зварювального струму, яке відрізняється тим, що пристрій компенсації постійної складової зварювального струму виконаний у вигляді однофазного мостового інвертора, що утворений чотирма силовими ключами з системою управління, причому виводи змінного струму інвертора підключені у...
Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні ю.в. белоусова
Номер патенту: 40334
Опубліковано: 10.04.2009
Автори: Корягін Євген Іванович, Орлова Лариса Іванівна, Мартинюк Ніколай Павлович, Білоусов Юрій Васильович
МПК: B23K 9/00
Мітки: ю.в, керування, наплавленні, розплавного, дуговому, електрода, безперервного, белоусова, спосіб, зварюванні, плавленням
Формула / Реферат:
1. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні, що включає ступінчасте регулювання напруги на дуговому проміжку і пропорційне регулювання лінійної швидкості плавлення електрода, який відрізняється тим, що ступінчасте регулювання лінійної і масової швидкостей безперервного плавлення електрода здійснюють дискретним зміненням форми поперечного перерізу безперервного розплавного електрода...
Попередній патент: Пристрій захисту електричної мережі з ізольованою або компенсованою нейтраллю від обриву проводу
Наступний патент: Пристрій для вимірювання витрат газу
Випадковий патент: Горілка "золотий колос"