Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні ю.в. белоусова
Номер патенту: 40334
Опубліковано: 10.04.2009
Автори: Мартинюк Ніколай Павлович, Орлова Лариса Іванівна, Корягін Євген Іванович, Білоусов Юрій Васильович


Формула / Реферат
1. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні, що включає ступінчасте регулювання напруги на дуговому проміжку і пропорційне регулювання лінійної швидкості плавлення електрода, який відрізняється тим, що ступінчасте регулювання лінійної і масової швидкостей безперервного плавлення електрода здійснюють дискретним зміненням форми поперечного перерізу безперервного розплавного електрода по його довжині з описаного відрізками ламаної лінії контуру на описаний кривою другого порядку та навпаки.
2. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні за п. 1, який відрізняється тим, що процес плавлення починають застосуванням електрода з первісною круглою формою перерізу.
3. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні за п. 1, який відрізняється тим, що процес плавлення починають застосуванням електрода з первісною формою поперечного перерізу, описаного відрізками ламаної лінії контуру.
4. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні за п. 1, який відрізняється тим, що процес плавлення починають застосуванням електрода, початкова частина якого має конусоподібну і пірамідальну форму.
Текст
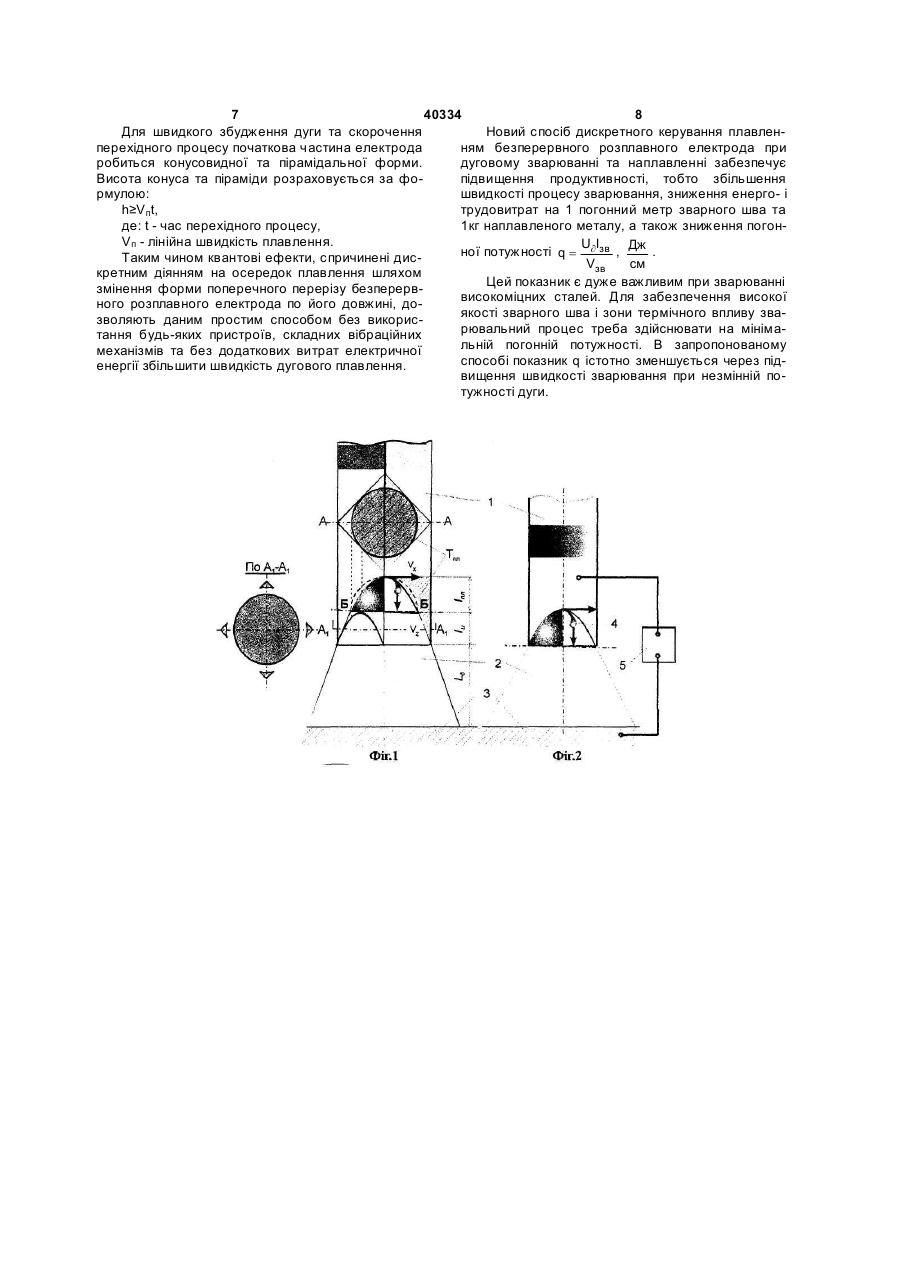
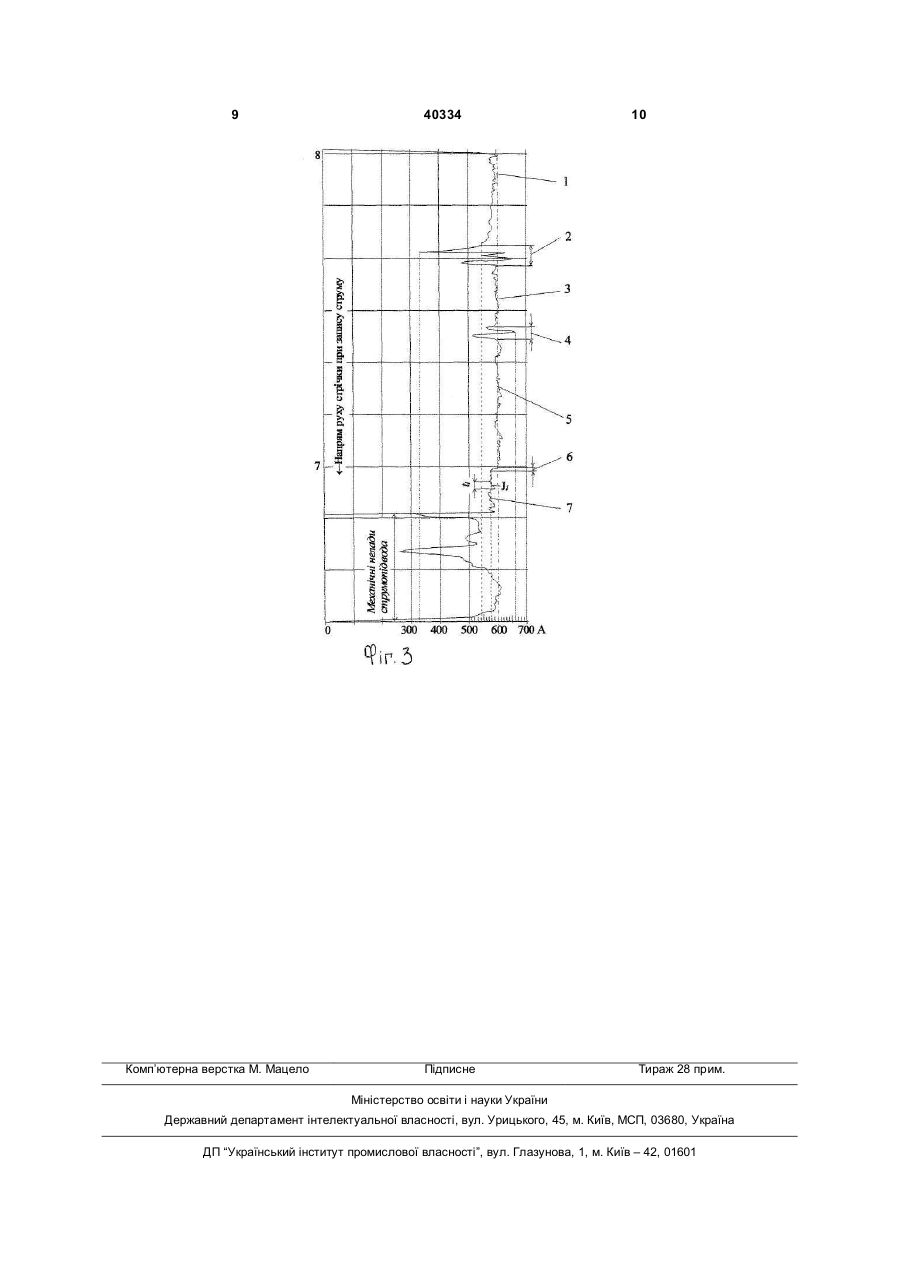
1. Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні, що включає ступінчасте регулювання напруги на дуговому проміжку і пропорційне регулювання лінійної швидкості плавлення електрода, який відрізняється тим, що ступінчасте регулювання лінійної і масової швидкостей безперервного плавлення електрода здійснюють дискретним зміненням форми поперечного перерізу безперервного розплавного електрода по його довжині з описаного відрізками ла 2 3 40334 4 Фіг.3 – діаграма запису струму, де позиціЇ 1-7 механічних вібраційних пристроїв [3. Булычев В.В., режиму зварювання відповідають рядкам табл. на Голубина С.А. Механизм подачи проволоки для стор. 5. полуавтоматической вибродуговой наплавки // В процесі безперервного плавлення раптова Мат. 8-й международной практической конферензміна перерізу електрода спричиняє змінення цілої ции-выставки С.-Петербург, изд. Политехническонизки взаємопов'язаних та взаємообумовлених го университета, 2006, с. 13-18], які зрушують сафакторів, що впливають на швидкість плавлення. мий електрод, поступно прямуючий з рівномірною Перехід круглого перерізу в квадратний зменшує швидкістю. Поперечні коливання вільного виставу площу осередку плавлення, бо круглий осередок електрода забезпечують скидання краплі через плавлення, обмежений ізотермою Тпл., виявляєтьінерцію її маси. Вібраційні пристрої, перетворюючі ся вписаним в периметр твердого тіла квадрата. рівномірну лінійну швидкість подачі електрода в Обмеження площі плавлення різко змінює циклічнерівномірну, мають задовольняти вищенаведеній ність процесу краплеутворювання і краплеперенерівності масової та лінійної швидкостей плавленсення, тому що під тиском дуги плоский фронт ня. Адже потрібні високоточні й достатньо складні рідкого металу угинається всередину електрода, вібраційні механізми, настроювання яких має віднабуваючи угнутої форми (див. Фіг.1, 2) Це зменповідати вимогам фізичного процесу дугового шує товщину рідкого прошарку в центрі осередку плавлення залежно від потужності дуги і фізичних плавлення та виключає вихід активної плями дуги властивостей дроту. на бокову поверхню твердого металу електрода Відомим є також обраний за прототип спосіб квадратного перерізу, чим покращуються умови інтенсифікації дугового плавлення шляхом збільтеплопередачі енергії дуги, а значить, підвищуєтьшення ширини поперечного перерізу стрічкового ся масова та лінійна швидкості плавлення. електрода зі ступінчастим регулюванням напруги Таким чином, дискретне діяння на осередок на дуговому проміжку і пропорційним регулюванплавлення раптовим зміненням перерізу електроням лінійної швидкості плавлення електрода [4. да, перетворюючи плоский фронт плавлення в Т.Г. Кравцов. Электродуговая наплавка электродугнутий, концентрує теплоту дуги в центрі розпланой лентой. - М.: Машиностроение, 1978, - 168 с.]. вного електрода квадратного перерізу. СконцентОсобливістю плавлення стрічки є те, що актирована в осередку плавлення енергія дуги викриввна пляма дуги займає невелике (до 4-х мм) місце ляє фронт плавлення відповідно до закону на торці електрода, через що лінії струму від розрозподіляння енергії дуги (крива Гауса). Перифеподіленого по усій ширині струмопідвода згущурійні ж ділянки по кутах квадрата залишаються за ються до неї. Збільшення ширини стрічкового елемежами ізотерми Тпл. (див. Фіг.1, переріз А-А), бо ктрода потребує збільшення зварювального згідно з відомою властивістю поверхневого натягу струму, тоді як розмір активної плями дуги практирідини вони не досягають у плоскому перерізі квачно не змінюється. Цебто припущення щодо піддратного електрода температури плавлення. вищення ефективності теплоти Джоуля при одноНаприклад, для квадратного перерізу 4х4мм2 часному збільшенні ширини та струму на практиці не справджується. 42 16 збільшення площі в В основу корисної моделі поставлено завдан= » 1,27 рази щодо 2 12,6 pr ня створити новий спосіб керування плавленням перерізу круглого електрода означає збільшення безперервного розплавного електрода, в якому кг провідності дуги та відповідно зварювального зміненням умов здійснення процесу плавлення струму. Однак експеримент показав, що струм досягається підвищення його продуктивності без збільшився лише на 4-5%, тобто величина струму додаткової електричної потужності. практично не змінилася. Виходить, площа плавДля вирішення поставленого завдання в сполення Sпл дійсно «стягнута» лінією ізотермі Тпл, собі керування плавленням безперервного розчерез що не може розвиватися. А значить площа плавного електрода при дуговому зварюванні та поперечного перерізу Б-Б (Фіг.1), яка дорівнює наплавленні, що включає ступінчасте регулювання різниці площ квадрата та круга 16-12,6=3,4мм2 (Анапруги на дуговому проміжку і пропорційне регуА) плавиться не досягаючи температури Тпл. лювання лінійної швидкості плавлення електрода, Плавлення периферійних ділянок відбуваєтьвідповідно до корисної моделі ступінчасте регулюся від світлової енергії, випромінюваної дугою в вання лінійної і масової швидкостей безперервнорадіальному напрямі, а не через активну пляму го процесу плавлення електрода здійснюють дисдуги. Потому світлову енергетику дуги не можна кретним зміненням форми поперечного перерізу оцінювати в еквіваленті електричній енергії Е, безперервного розплавного електрода по його пропорційній добутку заміряних відповідним придовжині з описаного відрізками ламаної лінії конладом величин струму й напруги І,А×U,В. Це є туру на описаний кривою другого порядку та наочевидним на перерізі А1-А1, де ізотерму Тпл предвпаки. ставлено відрізками кривих: по мірі віддаляння від Схема керування плавленням безперервного перерізу Б-Б площа периферійних ділянок зменрозплавного електрода при дуговому зварюванні шується до 0. Тобто 4 периферійні ділянки, ната наплавлені зображена на кресленні, де: ближені за формою до піраміди, плавляться по її Фіг.1 – раптова зміна поперечного перерізу висоті, яка являє собою приріст стовпа дуги ΔU~lu. електрода з круглого на квадратний; Отже експеримент показав, що при дискретній Фіг.2 - раптова зміна поперечного перерізу зміні круглого перерізу на квадратний масова електрода з квадратного на круглий; на схемі пошвидкість плавлення зросла у 1,5 рази, лінійна - у казані: електрод 1, дуга 2, метал 3, крапля 4, дже1,12 (див. таблицю рядок 6) без додаткової електрело живлення дуги 5; 5 40334 6 ричної потужності, бо електрична енергія на плавках вершин квадрата, здійснюється завдяки вилення периферійних ділянок не витрачається. промінюванню дуги, яке не залежить від Плавлення ж об'єму 4-х фігур, наближених до піелектричних параметрів дугового процесу. рамід з трикутною основою та з вершинами у точ Наведений фізичний механізм квантової (дискретної) енергетики дугового плавлення при зміненні круглого перерізу електрода на квадратний названо прямим квантовим ефектом. При зміні квадратного перерізу електрода на круглий дугове плавлення мало відбуватися в початковому (первісному) режимі, тобто прямий квантовий ефект приросту лінійної та масової швидкостей мав нівелюватися. Проте експеримент показав, що квантовий ефект, названий супротивним, набув принципово новий характер (див. Фіг.2), який доводять відносні показники лінійної та масової швидкостей (див. таблицю рядок 4): перша зросла в 1,6 рази, друга - в 1,15. Особливості енергетики торця розплавного електрода при раптовій зміні квадратного перерізу на початковий - круглий (показано на Фіг.2), де немає периферійних ділянок твердого металу за межами ізотерми Тпл. Цей перехідний режим при дискретній зміні перерізу (таблиця, рядок 4) представлено кривою запису струму, яка близька до синусоїди з періодом повного коливу приблизно 2 секунди (Фіг.3). Синусоїдальне коливання струму характеризується амплітудою І min=515А-І max=662А (позиція 4) відносно середнього значення десь 600А. Особливості прямого квантового переходу при зміненні круглого перерізу на квадратний показано в рядку 6, де видно, що впродовж ~ ½ секунди струм збільшився на 25А і становить саме 600А. Квантовий ефект підвищення продуктивності плавлення обумовлений успадкуванням від квадратного перерізу угнутого сфероподібного фронту плавлення. Про дискретну зміну режиму плавлення свідчить різке зростання струму до найбільшої розрахункової величини І max=662A, котра дорівнює числовому значенню постійної Планка h=0,662..., збільшеному на три порядки. Сумарний же ефект прямого та супротивного квантового переходу відбиває порівняння з первісними показниками: V1=1,79 (рядок 7) і V2=3,2 (рядок 3) та відповідно g1=1,77 і g2=3,07. Ці дані показують, що енергетична природа переходу круглого перерізу в квадратний та навпаки є квантова. Кінцевим етапом цієї серії досліджень було змінення круглого перерізу на вписаний в круг квадратний. Тут одночасно відбувалося стягування осередку плавлення, через що щільність енергії в ньому зросла, і разом з тим за межами ізотерми Тпл опинилися периферійні ділянки розвинутого перерізу квадрата зі стороною а=3мм. Про своєрідністьцього квантового переходу свідчить запис струму протягом перехідного процесу дискретної зміни поперечного перерізу безперервного розплавного електрода (позиція 2). Перший цикл коливань струму виявився схожим з тим, що був при переході від квадратного перерізу до круглого, а потім нерегулярні за амплітудою і часом коливання призвели до різкого падіння струму (при зростанні U∂) та плавного переходу до початкового режиму. Підсумкові показники збільшення майже в 3 рази лінійної швидкості та більш, ніж у 2 рази, масової швидкості переконливо доводять переваги запропонованого способу керування плавленням безперервного розплавного електрода при дуговому плавленні. Також експериментально виявлені особливості прямих і супротивних квантових переходів енергетики дуги при дискретній зміні перерізу площею F, описаною кривою другого порядку, на переріз площею S, описаною відрізками ламаної лінії контуру, та навпаки. Співвідношення контактуючих площ кожної із частин безперервного розплавного електрода дорівнює: F = 0,604 ¸ 1,654 S 7 40334 8 Для швидкого збудження дуги та скорочення Новий спосіб дискретного керування плавленперехідного процесу початкова частина електрода ням безперервного розплавного електрода при робиться конусовидної та пірамідальної форми. дуговому зварюванні та наплавленні забезпечує Висота конуса та піраміди розраховується за фопідвищення продуктивності, тобто збільшення рмулою: швидкості процесу зварювання, зниження енерго- і h≥Vпt, трудовитрат на 1 погонний метр зварного шва та де: t - час перехідного процесу, 1кг наплавленого металу, а також зниження погонVп - лінійна швидкість плавлення. UI ної потужності q = ¶ зв , Дж . Таким чином квантові ефекти, спричинені диссм Vзв кретним діянням на осередок плавлення шляхом Цей показник є дуже важливим при зварюванні змінення форми поперечного перерізу безперерввисокоміцних сталей. Для забезпечення високої ного розплавного електрода по його довжині, доякості зварного шва і зони термічного впливу звазволяють даним простим способом без викорисрювальний процес треба здійснювати на мініматання будь-яких пристроїв, складних вібраційних льній погонній потужності. В запропонованому механізмів та без додаткових витрат електричної способі показник q істотно зменшується через піденергії збільшити швидкість дугового плавлення. вищення швидкості зварювання при незмінній потужності дуги. 9 Комп’ютерна верстка М. Мацело 40334 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of melting control of continuous consumable electrode at arc welding and hard-facing of belousov
Автори англійськоюBilousiov Yurii Vasyliovych, Koriahin Yevhen Ivanovych, Orlova Larysa Ivanivna, Martyniuk Nikolai Pavlovych
Назва патенту російськоюСпособ управления плавлением непрерывного плавящегося электрода при дуговой сварке и наплавке ю.в. белоусова
Автори російськоюБелоусов Юрий Васильевич, Корягин Евгений Иванович, Орлова Лариса Ивановна, Мартынюк Николай Павлович
МПК / Мітки
МПК: B23K 9/00
Мітки: розплавного, спосіб, наплавленні, керування, безперервного, плавленням, електрода, белоусова, дуговому, зварюванні, ю.в
Код посилання
<a href="https://ua.patents.su/5-40334-sposib-keruvannya-plavlennyam-bezperervnogo-rozplavnogo-elektroda-pri-dugovomu-zvaryuvanni-ta-naplavlenni-yuv-belousova.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування плавленням безперервного розплавного електрода при дуговому зварюванні та наплавленні ю.в. белоусова</a>
Пристрій для створення подовжнього магнітного поля при дуговому зварюванні та наплавленні
Номер патенту: 39671
Опубліковано: 10.03.2009
Автори: Кіф'юк Євген Самуїлович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна
Мітки: зварюванні, дуговому, подовжнього, магнітного, створення, наплавленні, поля, пристрій
Формула / Реферат:
Пристрій для створення подовжнього магнітного поля при дуговому зварюванні та наплавленні, що містить основні соленоїди однакових розмірів з однаковим числом витків на осердях прямокутної форми з електротехнічної сталі, встановлені на струмопідвідному мундштуку зварювального автомата симетрично осі зварювального електрода, який відрізняється тим, що він оснащений додатковим соленоїдом, осердям якого є струмопідвідний мундштук, причому число...
Спосіб безперервного виготовлення вугільного електрода, що самоспікається та пристрій для безперервного виготовлення вугільного електрода, що самоспікається
Номер патенту: 41447
Опубліковано: 17.09.2001
Автор: Йохансен Йохан Арнольд
МПК: H05B 7/09
Мітки: пристрій, самоспікається, виготовлення, вугільного, спосіб, електрода, безперервного
Формула / Реферат:
1.Спосіб безперервного виготовлення вугільного електрода, що самоспікається, безпосередньо в плавильній печі, в якій використовується електрод, який відрізняється тим, що використовують блоки першої не спеченої вуглецевої електродної пасти, які подають в камеру тверднення, що знаходиться на верхньому кінці електрода та має відкриті верхню та нижню частини та поперечний переріз, що відповідає поперечному перерізу отримуваного електрода, блоки...
Спосіб безперервного виготовлення електрода без домішок для дугових електропечей
Номер патенту: 27736
Опубліковано: 16.10.2000
Автори: Роперо Бельтран Хуан Хосе, Бенедіт Дель Бурго Хуан Антоніо, Буллон Камараса Франсіско Хав'єр
МПК: H05B 7/09
Мітки: спосіб, домішок, дугових, виготовлення, електрода, безперервного, електропечей
Текст:
...подачу графитового электрода путем скольжения осуществляют посредством двух механизмов скольжения, причем первый механизм скольжения предназначен для удерживания наконечника, а второй механизм скольжения предназначен для перемещения графитового сердечника, при 37ОІИ второй механизм скольжения содержит два цилиндрических кольца с внутренней гофрировкой, зубьями или тиснением, которые предназначены для образования на графитовом сердечнике...
Спосіб генерації плазми в плазмово-дуговому нагрівачі
Номер патенту: 77739
Опубліковано: 15.01.2007
Автори: Шаповалов Віктор Олександрович, Мельник Гарій Олександрович, Колесніченко Володимир Іванович, Жадкевич Михайло Львович
МПК: B23K 9/073, H05H 1/00
Мітки: плазми, нагрівачі, спосіб, плазмово-дуговому, генерації
Формула / Реферат:
Спосіб генерації плазми в плазмово-дуговому нагрівачі, за яким між ізольованими один від одного центральними і периферійними електродами, кількість яких кратна шести і торці яких розміщені рівномірно по колу розряду, а осі електродів розміщені похило до осі центрального електрода, подають плазмоутворюючий газ, збуджують дуги пульсуючого струму між кожним із периферійних електродів і центральним електродом або твердим чи рідким...
Колона електрода дугової печі та спосіб визначення довжини цього електрода
Номер патенту: 80479
Опубліковано: 25.09.2007
Автор: Сідорскі Юджиніус Деніел
МПК: H05B 7/107
Мітки: дугової, печі, визначення, спосіб, цього, колона, довжини, електрода
Формула / Реферат:
1. Колона (10) електрода для використання в дуговій печі, яка містить кожух (13) електрода, електрод (11), який концентричнo розміщений всередині кожуха (13) та виконаний з можливістю переміщення в осьовому напрямку відносно кожуха (13), пристрій (12) ковзання електрода, який містить нижній ковзний затискач (32) електрода, що оточує електрод (11) та підвішений до кільцевої балки, верхній ковзний затискач (30) електрода навколо електрода (11),...
Попередній патент: Пристрій для виготовлення харчового екструдованого продукту
Наступний патент: Система кріплення навісних фасадів
Випадковий патент: 2-(3-хлоротетрагідрофуран-2-іл)-4-тозил-5-(трифторометил)-2н-1,2,3-триазол