Спосіб виготовлення акумуляторних струмовідводів
Номер патенту: 112350
Опубліковано: 25.08.2016
Автори: Кошель Микола Дмитрович, Костиря Марина Валерівна, Корпач Світлана Володимирівна, Дзензерський Віктор Олександрович


Формула / Реферат
Спосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву і одержують струмовідводи ґратчастих конструкцій для намазуваних пластин, на які електрохімічним методом наносять свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм, який відрізняється тим, що слідом за нанесенням плівки свинцю на струмовідводи електрохімічним методом наносять свинцево-олов'яний сплав із частками SiO2, який містить 1-2 мас. % олова й 1-4 мас. % часток SiO2, з розрахунку осадження плівки цього сплаву товщиною 0,3-0,5 мкм, при цьому використовують частки SiO2 розміром не більше 0,3 мкм.
Текст
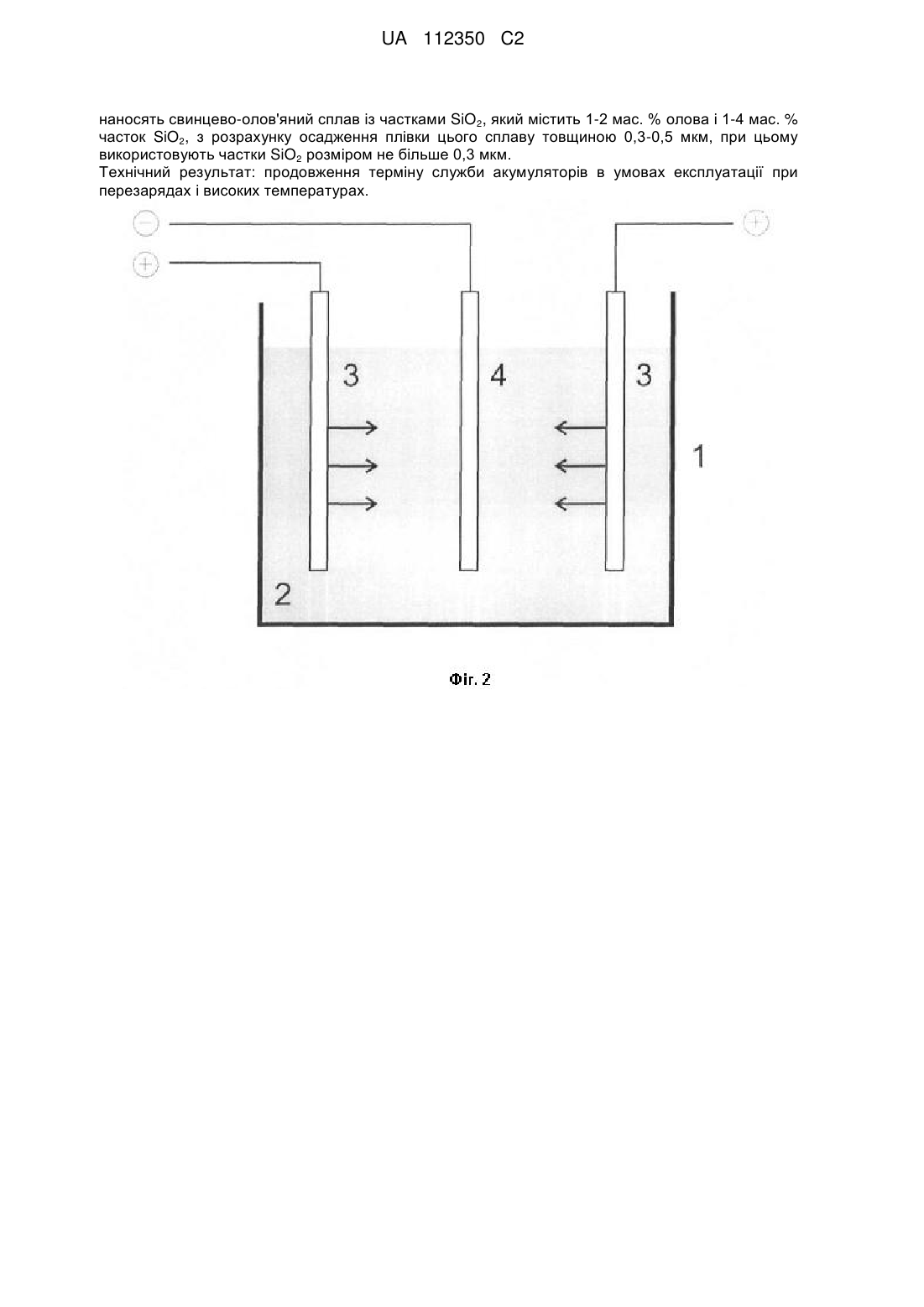
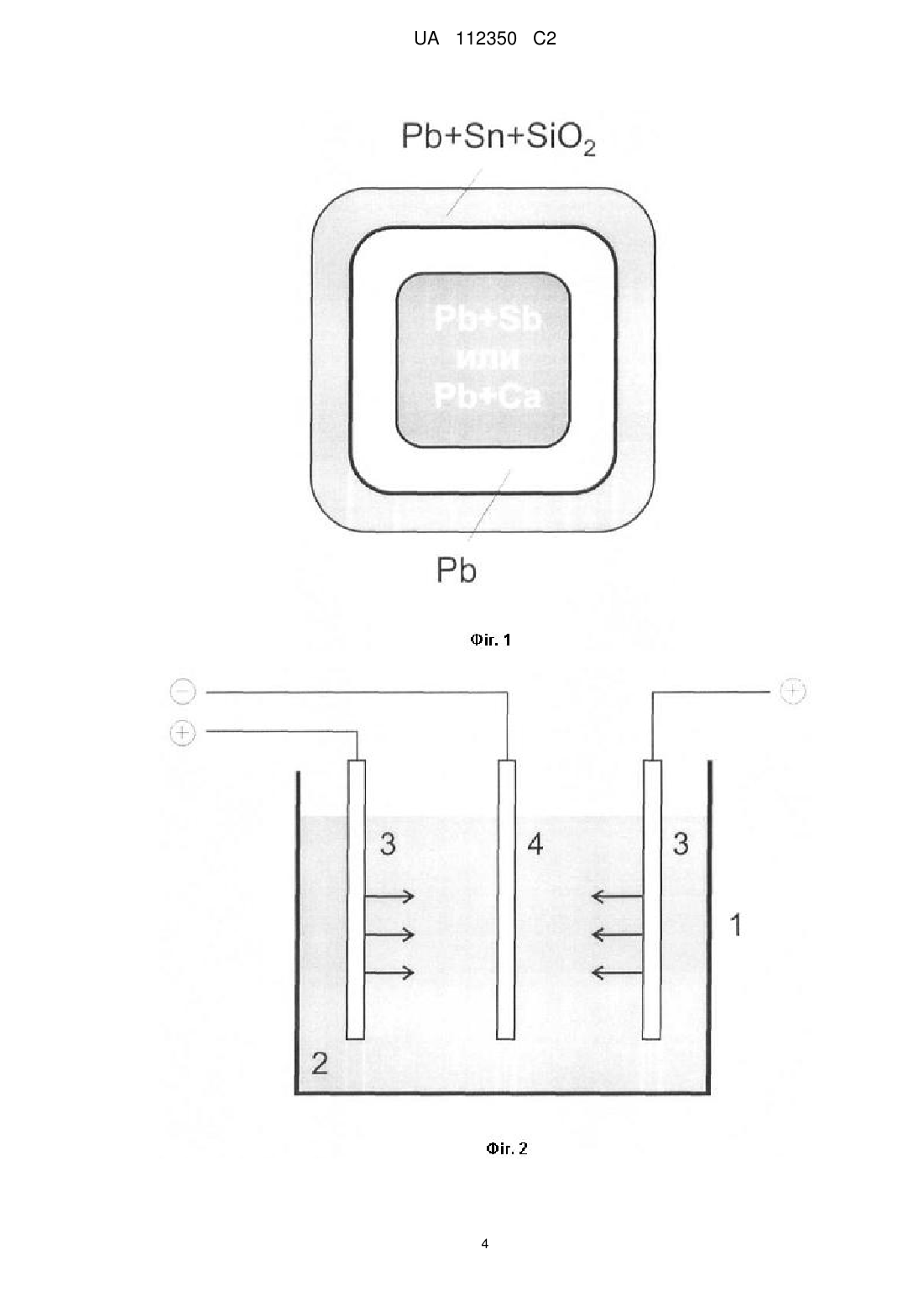
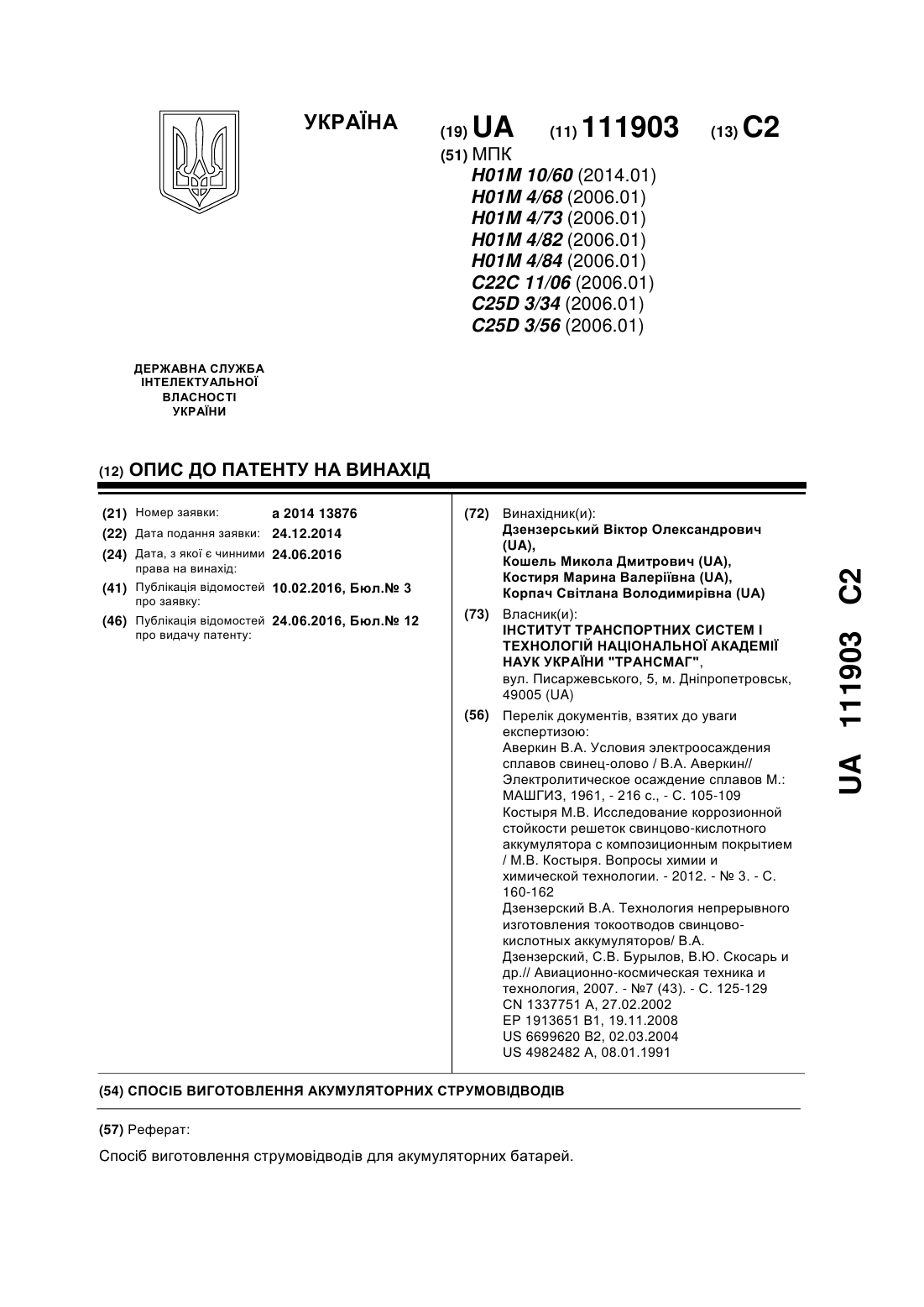
Реферат: Cпосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів. Область застосування: електротехнічна промисловість, виробництво свинцево-кислотних акумуляторів і акумуляторних батарей як індустріальних (тягових, стаціонарних), так і стартерних. Суть винаходу: спосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву й одержують струмовідводи ґратчастих конструкцій для намазуваних пластин, на які електрохімічним методом наносять свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм, причому слідом за нанесенням плівки свинцю на струмовідводи електрохімічним методом UA 112350 C2 (12) UA 112350 C2 наносять свинцево-олов'яний сплав із частками SiO2, який містить 1-2 мас. % олова і 1-4 мас. % часток SiO2, з розрахунку осадження плівки цього сплаву товщиною 0,3-0,5 мкм, при цьому використовують частки SiO2 розміром не більше 0,3 мкм. Технічний результат: продовження терміну служби акумуляторів в умовах експлуатації при перезарядах і високих температурах. UA 112350 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до електротехнічної промисловості, а саме до виробництва свинцевокислотних акумуляторів і акумуляторних батарей. Відомий спосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву та одержують струмовідводи ґратчастих конструкцій для намазуваних пластин і струмовідводи гребінчастих конструкцій для панцирних пластин. Струмовідводи й пластини використовують для виробництва індустріальних і стартерних свинцево-кислотних акумуляторів [Багоцкий B.C. Химические источники тока / В.С. Багоцкий, А.М. Скундин - М.: Энергоиздат, 1981. - 360 с., С. 179-180]. Основним недоліком струмовідводів зі свинцево-сурм'янистого сплаву є низька корозійна стійкість і низька механічна міцність, а також високий рівень газовиділення при експлуатації. Основним недоліком струмовідводів зі свинцево-кальцієвого сплаву є недостатня корозійна стійкість і низька механічна міцність, а також швидка пасивація позитивних електродів при глибоких розрядах. Як найближчий аналог ми вибрали спосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву та одержують струмовідводи ґратчастих конструкцій для намазуваних пластин, на які електрохімічним методом наносять свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм. Отримані струмовідводи призначені для намазуваних пластин для виробництва індустріальних і стартерних свинцево-кислотних акумуляторів [Костыря М.В. Исследование коррозионной стойкости решеток свинцово-кислотного аккумулятора с композиционным покрытием / М.В. Костыря. Вопросы химии и химической технологии, 2012. - № 3. - С. 160-162]. У способі - найближчому аналіз - застосовують свинцеві аноди і густину струму осадження 2 2 А/дм , водний електроліт свинцювання такого складу Pb(BF4)2 - 200 г/л, HBF4 - 35 г/л, клею столярного - 1 г/л. Час осадження свинцю підбирають, виходячи з необхідної товщини плівки свинцю, наприклад, для одержання плівки товщиною в 4 мкм необхідно осадження протягом 3,5 хв. Переваги способу-найближчого аналога: - можливість одержувати композиційні покриття певного складу шляхом добавок до електроліту або шляхом використання легованого добавками анода; - одержання корозійно-стійкого шару на поверхні струмовідводів, що має збільшити термін служби в умовах перезарядів і підвищених температур; - одержання однорідної структури поверхні струмовідводів за рахунок згладжування мікротріщин, задирок, гострих країв, що має підвищувати корозійну стійкість і механічну міцність. Недоліки способу - найближчого аналога. Чистий свинець не є найкращим антикорозійним покриттям із групи свинцевих сплавів, і тому досягнутий антикорозійний ефект є недостатнім. Крім того, покриття із чистого свинцю несуттєво зменшує деформаційний ріст позитивних електродних пластин в умовах перезарядів і високих температур через недостатню механічну міцність свинцю. Все разом це скорочує термін служби акумуляторів. Нами вирішувалася задача вдосконалення способу виготовлення акумуляторних струмовідводів зі свинцевих сплавів з метою продовження терміну служби акумуляторів в умовах експлуатації при перезарядах і високих температурах. Поставлена задача вирішувалася тим, що в способі виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву і одержують струмовідводи ґратчастих конструкцій для намазуваних пластин, на які електрохімічним методом наносять свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм, відповідно до винаходу, слідом за нанесенням плівки свинцю на струмовідводи електрохімічним методом наносять свинцевоолов'яний сплав із частками SiO2, який містить 1-2 мас.% олова і 1-4 мас.% часток SiO2, з розрахунку осадження плівки цього сплаву товщиною 0,3-0,5 мкм, при цьому використовують частки SiO2 розміром не більше 0,3 мкм. Розкриємо суть винаходу. Зовнішня плівка свинцево-олов'яного сплаву товщиною не менше 0,3 мкм при вмісті олова в сплаві не менше 1 мас.% підвищує корозійну стійкість позитивних струмовідводів за рахунок антикорозійної дії олова. При меншому вмісті олова в сплаві або меншій товщині плівки сплаву антикорозійна дія олова не проявляється. Збільшувати товщину плівки свинцево-олов'яного сплаву понад 0,5 мкм, а також збільшувати вміст олова у сплаві понад 2 мас.% недоцільно, оскільки не приводить до посилення антикорозійного ефекту. Але таке збільшення товщини плівки або вмісту олова у сплаві веде до невиправданого подорожчання струмовідводів, 1 UA 112350 C2 5 10 15 20 25 30 35 40 45 50 55 оскільки олово значно дорожче свинцю. Частки SiO2 у плівці в кількості не менше 1 мас.% при товщині плівки 0,3-0,5 мкм збільшують механічну міцність струмовідводів за рахунок створення перешкод руху дислокацій у структурі сплаву. При меншій кількості часток SiO2 знижується ефективність зміцнення струмовідводів. Збільшувати вміст часток SiO2 у плівці більше 4 мас.% недоцільно, оскільки це приведе до росту крихкості струмовідводів. Розміри часток SiO2 не повинні перевищувати 0,3 мкм, в іншому випадку вони будуть порушувати щільність плівки покриття і сприяти її руйнуванню. Як частки SiO2 можна використовувати мелений кварцовий пісок або аеросил. Запропоноване технічне рішення може бути використане на підприємстві з виробництва свинцево-кислотних акумуляторів і акумуляторних батарей як індустріальних (тягових, стаціонарних), так і стартерних, працюючих в умовах експлуатації при перезарядах і високих температурах. На фіг. 1 схематично зображений переріз жилки струмовідводу після нанесення плівок покриття. На фіг. 2 схематично показана ванна для електрохімічного нанесення плівок покриття. Фіг. 1 демонструє розташування шарів матеріалу в перерізі жилки струмовідводу. Усередині розташована свинцево-сурм'яниста або свинцево-кальцієва основа - частина, отримана литтям за відомою технологією, зазначеною в найближчому аналогу (метод гравітаційного лиття). Наступний шар - покриття із чистого свинцю, нанесене електрохімічним методом за технологією, зазначеною в найближчому аналогу. Зовнішній шар - покриття, нанесене електрохімічним методом за технологією, зазначеною в цьому винаході. Фіг. 2 демонструє ванну для електрохімічного нанесення плівок покриття: усередині ванни 1 знаходиться електроліт 2, аноди зі свинцю 3 і катод 4 - струмовідвід, на який необхідно нанести шари заданого покриття. Аноди повинні із двох сторін оточувати катод, щоб забезпечити рівномірне нанесення покриття. Спосіб реалізують таким чином. Збирають ванну для електрохімічного нанесення покриття, як зазначено на фіг. 2. Готують водний електроліт свинцювання такого вмісту: Pb(BF4)2 - 200 г/л, HBF4 - 35 г/л, клей столярний - 1 г/л. Цей електроліт використовують для нанесення шару чистого свинцю на струмовідвід. Заливають електроліт свинцювання у ванну. Включають струм, 2 виходячи із заданої густини струму осадження 2 А/дм і площі струмовідводу. Час осадження свинцю розраховують, виходячи з необхідної товщини плівки свинцю. Після нанесення першого покриття міняють електроліт. Склад другого електроліту відрізняється від складу першого додатковою добавкою до зазначеного вище складу, а саме додають в електроліт Sn(BF4)2 і SiO2. Після цього електроліт перемішують механічною або магнітною мішалкою. Другий електроліт використовують для нанесення шару заданого складу. Заливають електроліт у ванну 2 і включають струм, виходячи із заданої густини струму осадження 2 А/дм і площі струмовідводу. Час осадження свинцю розраховують, виходячи з необхідної товщини плівки свинцю. Кількість добавок підібрана емпірично і залежить від здатності сполук Pb(BF4)2 і +2 +2 +2 Sn(BF4)2 до дисоціації на іони Рb і Sn у цьому електроліті, а також від рухливості іонів Рb і +2 Sn в електричному полі в цьому електроліті. Зокрема, для одержання осадженого матеріалу (свинцево-олов'яного сплаву), який містить 1-2 мас.% олова, в електроліт вводять Sn(BF4)2 1,4-2,8 г/л. А також вводять 2-8 мас.% часток SiO2, наприклад, аеросил марки А-300 з розмірами часток 0,1-0,2 мкм, що відповідає вимогам формули винаходу. Приведемо розрахунок часу осадження. m / Pb I BT , де (год) - час осадження; m (г) - маса обкладеної плівки; Pb (г/А·год) - електрохімічний еквівалент свинцю, рівний 3,87; I (А) - струм осадження; BT - вихід по струму свинцю, рівний 0,98. У цьому випадку ми зневажаємо впливом на ВT додаткових добавок в електроліт свинцювання, вважаючи цей вплив незначним. Масу осадженої плівки розрахуємо у такий спосіб. m d S , 3 2 де d (см) - товщина обложеної плівки; (г/см ) - густина осадженого матеріалу; S (см ) 2 площа струмовідводу, що дорівнює 5,0 см . У нашому випадку густину обкладеного матеріалу 3 можна вважати рівній густині свинцю, тобто ρ = 11,34 г/см . Таким чином, одержуємо таке вираження. d S / Pb I BT . Наприклад, для одержання плівки свинцю товщиною в 4 мкм на струмовідводі при густині 2 струму осадження 2 А/дм необхідно 0,059 год. або 3,5 хв. осадження. А для одержання плівки 2 UA 112350 C2 5 10 15 20 25 30 35 40 свинцевого матеріалу товщиною 0,3-0,5 мкм необхідно 0,0044-0,0074 год. або 16-26 с часу осадження. Приклад 1. Литі ґратчасті струмовідводи зі свинцево-сурм'янистого сплаву (1,8 мас.% Sb, 2 0,05 мас.% Se), із площею 5,0 см кожний, електрохімічним методом покрили плівкою свинцю (марки С0) протягом 3,5 хв. з використанням зазначеного електроліту свинцювання. Струмовідводи намазали свинцевою пастою, після чого отримані електродні пластини використовували для виготовлення тягових акумуляторів ємністю 200 А·год у кількості 3 шт. Акумулятори піддали випробуванням - циклам заряд-розряд в умовах перезаряду (заряд на 320 А·год. - 160 % ємності) і високих температур (при температурі електроліту 55-60 °С). У трьох акумуляторах відбулася відмова після 53-го, 49-го й 55-го циклу - у середньому після 52,3 циклів. Розтин акумуляторів показав руйнування позитивних електродів, що виявилося в корозії струмовідводів і деформаційному рості і замиканні позитивних електродних пластин з негативними. Приклад 2. Точно такі ж литі ґратчасті струмовідводи і електрохімічним методом з використанням зазначеного електроліту свинцювання покрили плівкою свинцю (марки С0) протягом 3,5 хв, після чого цим же методом з використанням другого електроліту (для нанесення шару заданого складу) покрили плівкою свинцево-олов'яного сплаву із частками SiO2, який містить 2 мас.% олова (в електроліт ввели Sn(BF4)2 - 2,8 г/л) і 3 мас.% часток аеросили (марки А-300 з розмірами часток 0,1-0,2 мкм), протягом 26 с. Струмовідводи намазали свинцевою пастою, після чого отримані електродні пластини використовували для виготовлення тягових акумуляторів ємністю 200 А·год. у кількості 3 шт. Акумулятори піддали випробуванням - циклам заряд-розряд при умовах, аналогічних прикладу 1. У трьох акумуляторах відбулася відмова після 83-го, 78-го й 75-го циклу - у середньому після 78,6 циклів. Розтин акумуляторів показав руйнування позитивних електродних пластин, що виявилося в корозії струмовідводів і опливанні позитивної активної маси. Приклад 3. Точно такі ж литі ґратчасті струмовідводи електрохімічним методом з використанням зазначеного електроліту свинцювання покрили плівкою свинцю (марки С0) протягом 3,5 хв, після чого цим же методом з використанням другого електроліту покрили плівкою свинцево-олов'яного сплаву, який містить 2 мас.% олова (в електроліт ввели Sn(BF4)2 2,8 г/л), протягом 26 с. Оскільки друга плівка не містила часток SiO2, цей приклад повинен показати роль добавки SiO2. Струмовідводи намазали свинцевою пастою, після чого отримані електродні пластини використовували для виготовлення тягових акумуляторів ємністю 200 А·год у кількості 3 шт. Акумулятори піддали випробуванням - циклам заряд-розряд при умовах, аналогічних прикладу 1. У трьох акумуляторах відбулася відмова після 74-го, 66-го й 71-го циклу - у середньому після 70,3 циклів. Розтин акумуляторів показав руйнування позитивних електродних пластин, що виявилося в корозії струмовідводів, опливанні позитивної активної маси й деформаційному рості й замиканні позитивних електродних пластин з негативними. Порівнюючи приклад 3 із прикладом 2, легко переконатися в позитивній ролі добавки часток SiO2. У цілому, наведені приклади показують, що при використанні нашого технічного рішення продовжується термін служби акумуляторних батарей, які працюють в умовах експлуатації при перезарядах і високих температурах. 45 ФОРМУЛА ВИНАХОДУ 50 55 Спосіб виготовлення акумуляторних струмовідводів зі свинцевих сплавів, відповідно до якого акумуляторні струмовідводи відливають зі свинцевого сплаву і одержують струмовідводи ґратчастих конструкцій для намазуваних пластин, на які електрохімічним методом наносять свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм, який відрізняється тим, що слідом за нанесенням плівки свинцю на струмовідводи електрохімічним методом наносять свинцево-олов'яний сплав із частками SiO2, який містить 1-2 мас. % олова й 1-4 мас. % часток SiO2, з розрахунку осадження плівки цього сплаву товщиною 0,3-0,5 мкм, при цьому використовують частки SiO2 розміром не більше 0,3 мкм. 3 UA 112350 C2 4 UA 112350 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюDzendzerskyi Viktor Oleksandrovych, Koshel Mykola Dmytrovych
Автори російськоюДзензерский Виктор Александрович, Кошель Николай Дмитриевич
МПК / Мітки
МПК: H01M 4/82, C22C 11/06, H01M 10/06, C25D 3/34, C25D 3/56, H01M 4/73, H01M 4/84, H01M 4/68
Мітки: спосіб, виготовлення, струмовідводів, акумуляторних
Код посилання
<a href="https://ua.patents.su/7-112350-sposib-vigotovlennya-akumulyatornikh-strumovidvodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення акумуляторних струмовідводів</a>
Спосіб виготовлення акумуляторних струмовідводів
Номер патенту: 111903
Опубліковано: 24.06.2016
Автори: Корпач Світлана Володимирівна, Дзензерський Віктор Олександрович, Кошель Микола Дмитрович, Костиря Марина Валерівна
МПК: C25D 3/34, C25D 3/56, H01M 4/84, H01M 4/82, H01M 4/73, C22C 11/06, H01M 4/68, H01M 10/60
Мітки: спосіб, виготовлення, акумуляторних, струмовідводів
Формула / Реферат:
Спосіб виготовлення струмовідводів для акумуляторних батарей, відповідно до якого прокочують і профілюють валками свинцеву стрічку струмовідводів, на які потім електрохімічним методом осаджують свинець із розрахунку осадження плівки свинцю товщиною в декілька мкм, для електрохімічного осадження застосовують свинцеві аноди і густину струму осадження 2 А/дм2, водний електроліт свинцювання в складі Pb(BF4)2 - 200 г/л, HBF4 - 35 г/л, клею...
Спосіб виготовлення струмовідводів для акумуляторів

Номер патенту: 111410
Опубліковано: 25.04.2016
Автори: Скосар Вячеслав Юрійович, Видута Олена Леонідівна, Казача Юрій Іванович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Ворошилов Олексій Станіславович
МПК: C22C 11/06, C22B 13/08, H01M 4/16, C25D 3/56, H01M 10/12, C25D 3/34
Мітки: акумуляторів, спосіб, струмовідводів, виготовлення
Формула / Реферат:
Спосіб виготовлення струмовідводів для акумуляторів, відповідно до якого прокочують і профілюють валками свинцеву стрічку струмовідводів, на які потім електрохімічним методом осаджують плівку свинцю, для електрохімічного осадження застосовують свинцеві аноди і густину струму осадження 2 А/дм2, водний електроліт свинцювання в складі Pb(BF4)2 - 200 г/л, HBF4 - 35 г/л, клею столярного - 1 г/л, який відрізняється тим, що слідом за нанесенням...
Спосіб одержання струмовідводів зі свинцевого сплаву для виготовлення акумуляторних батарей

Номер патенту: 107735
Опубліковано: 10.02.2015
Автори: Казача Юрій Іванович, Бурилов Сергій Володимирович, Корпач Світлана Володимирівна, Іванов Володимир Анатолійович, Дзензерський Віктор Олександрович, Шнуровий Сергій Володимирович, Ларенишев Євген Вікторович, Скосар Вячеслав Юрійович
МПК: C22B 13/00, H01M 10/12, H01M 10/04, C22C 11/00, H01M 10/06
Мітки: виготовлення, свинцевого, одержання, батарей, струмовідводів, сплаву, спосіб, акумуляторних
Формула / Реферат:
Спосіб одержання струмовідводів для виготовлення свинцево-кислотних акумуляторних батарей, за яким в розплавлений свинець уводять сурму 1,00-2,30 мас. %, олово 0,07-0,25 мас. %, миш'як 0,10-0,15 мас. %, селен 0,015-0,03 мас. %, потім з цього сплаву виготовляють струмовідводи гравітаційним литтям у форми, що передбачають одержання замкнутої рамки струмовідводів, відлиті струмовідводи розміщають у термокамері й піддають...
Сплав на основі свинцю для струмовідводів кислотних акумуляторів
Номер патенту: 60749
Опубліковано: 15.10.2003
Автори: Білий Олександр Петрович, Зимін Олег Петрович, Привалов Володимир Миколайович
МПК: H01M 4/66, C22C 11/00
Мітки: струмовідводів, кислотних, свинцю, основі, сплав, акумуляторів
Формула / Реферат:
Сплав на основі свинцю для струмовідводів кислотних акумуляторів, що містить кальцій, олово і алюміній, який відрізняється тим, що він додатково містить барій при наступному співвідношенні компонентів, мас. %: кальцій 0,03-0,12 олово 0,2-1,2 алюміній 0,001-0,03 барій 0,007-0,05 свинець ...
Спосіб отримання свинцевого сплаву для виготовлення струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 105836
Опубліковано: 25.06.2014
Автори: Тарасов Сергій Васильович, Казача Юрій Іванович, Буряк Олександр Афанасійович, Ларенишев Євген Вікторович, Дзензерський Деніс Вікторович, Башев Валерій Федорович, Дзензерський Віктор Олександрович, Іванов Володимир Анатолійович
МПК: C22B 13/00, H01M 4/14, H01M 4/16, C22F 1/12, C22C 11/00, H01M 4/66, H01M 4/68
Мітки: виготовлення, акумуляторів, свинцево-кислотних, струмовідводів, сплаву, свинцевого, спосіб, отримання
Формула / Реферат:
Спосіб отримання свинцевого сплаву для виготовлення струмовідводів свинцево-кислотних акумуляторів, за яким в розплавлений свинець вводять кальцій 0,04-0,3 мас. %, олово 0,2-2,5 мас. % і вісмут 0,002-0,050 мас. %, одержаний розплав кристалізують у вигляді смуги, прокатують з неї стрічку з ступенем деформації 85-95 %, після чого проводять штучне старіння твердого сплаву при температурі 40-60 °C, який відрізняється тим,...
Попередній патент: Гербіцидна композиція
Наступний патент: Рентгенівська установка для томосинтезу
Випадковий патент: Спосіб отримання дизельного біопалива з пальмової олії