Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 114051
Опубліковано: 10.04.2017
Автори: Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович

Формула / Реферат
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю, міді, пірофосфату, амонію і хлориду, при періодичній зміні густини струму від необхідної для осадження мідно-нікелевих шарів до густини струму, необхідної для осадження нікель-мідних шарів на підшар, що наносять у розчині ванни уловлювання цього електроліту після попередньої хімічної обробки у розчинах, який відрізняється тим, що поверхню магніту заздалегідь оброблюють у розчині калію пірофосфорнокислого 100-150 г/л, рН 9,0-9,5, протягом 5-15 хвилин, потім у ванні уловлювання осаджують підшар при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В, а час осадження мідно-нікелевих шарів мультишарового покриття змінюють зі 150-200 с до 8-20 с при часі осадження нікель-мідних шарів 2-10 с.
Текст
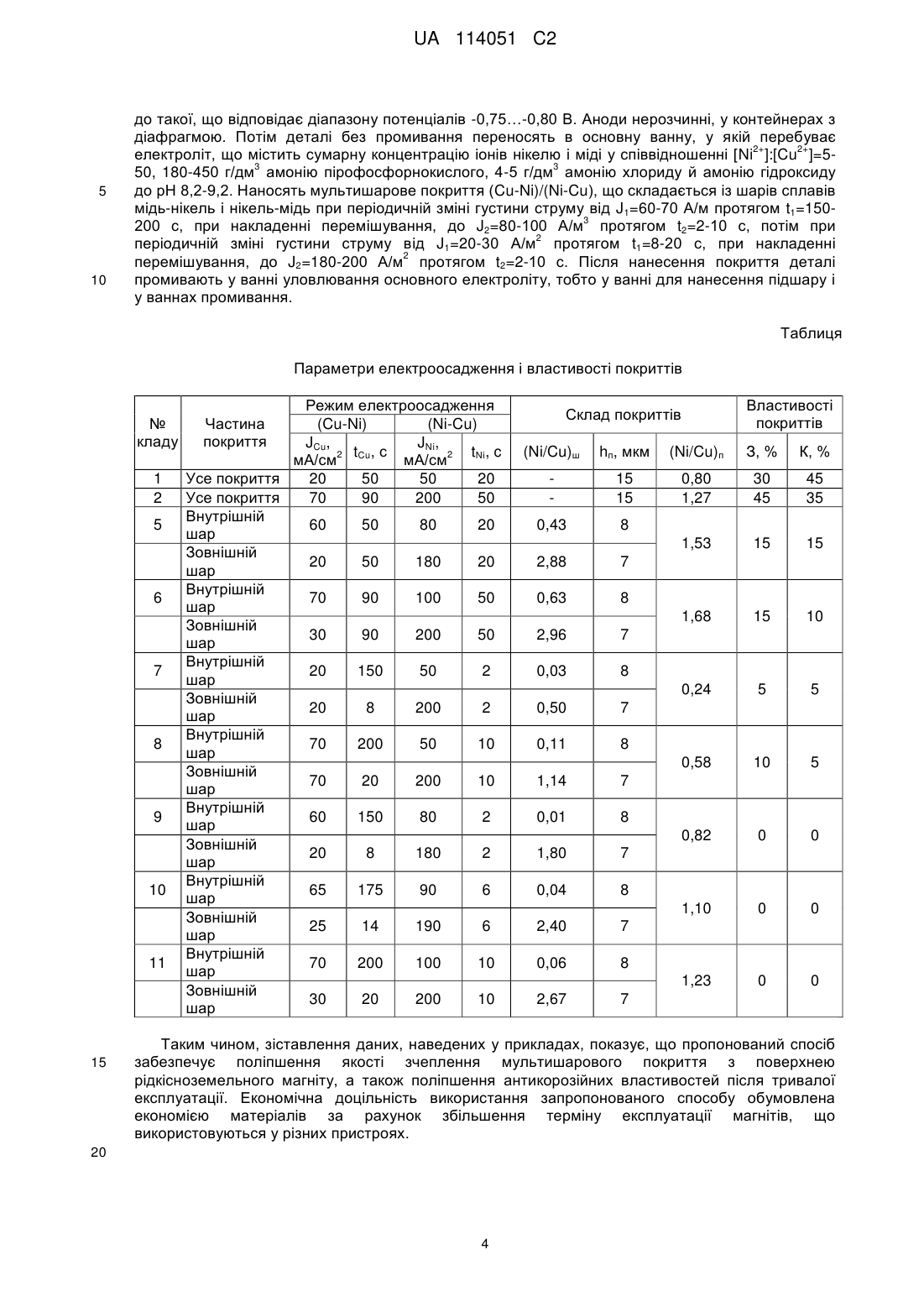
Реферат: Винахід належить до галузі електрохімії, а саме - до способу електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту. Поверхню магніту заздалегідь оброблюють у розчині калію пірофосфорнокислого 100-150 г/л, рН 9,0-9,5, протягом 5-15 хвилин, потім у ванні уловлювання осаджують підшар при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В, а час осадження мідно-нікелевих шарів мультишарового покриття змінюють зі 150-200 с до 8-20 с при часі осадження нікель-мідних шарів 2-10 с. Винахід забезпечує підвищення корозійної стійкості й міцності зчеплення утворюваного мультишарового покриття з основою магніту при його тривалій експлуатації. UA 114051 C2 (12) UA 114051 C2 UA 114051 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі гальваностегії, зокрема, до нанесення багатошарових покриттів, що містять шари міді й нікелю (або їх сплавів), на рідкісноземельні магніти, наприклад, NdFeB, для надання їм корозійної стійкості й поліпшення механічних властивостей поверхні. Магніти NdFeB мають гарні магнітні властивості, але одночасно вони крихкі й корозійнонестійкі, особливо в середовищі з підвищеною вологістю. Складність електроосадження покриттів, що захищають магніти від корозії й механічних пошкоджень, пов'язана з високою електронегативністю основи (через наявність у ній неодиму), пористістю і неоднорідністю поверхні (як через порошкову природу матеріалу, так і через його багатокомпонентність). Наслідком негативності основи є наявність реакцій контактного обміну поверхні магніту з розчинами, що мають іони металів більш позитивні за металом основи. Це, а також і неоднорідність поверхні, обмежує коло електролітів для осадження покриттів. Пористість призводить до просочення матеріалу розчинами, в яких він заздалегідь обробляється, з подальшим, залежно від складу розчинів, забрудненням розчинів, в яких потім обробляється, та підвищеною корозією при експлуатації магнітів. Як зовнішній шар найбільше поширення знайшли покриття нікелем, оскільки вони відносно недорогі, мають гарні механічні властивості, не сприяють конденсації вологи на поверхні й при товщині, достатньої для перекривання пор, захищають магніт від корозії. При збільшенні товщини нікелевого покриття зростають напруги, погіршується зчеплення з основою й захисні властивості покриттів. Кращі механічні властивості нікелевого шару при збільшенні його товщини забезпечує підшар міді [1]. Для поліпшення зчеплення покриття з основою під мідний шар осаджують тонкий шар нікелю. Наприклад, гарні антикорозійні властивості забезпечує спосіб, що пропонує наносити нікелевий підшар, шар міді з пірофосфатного електроліту й шар нікелю [2]. Для зниження ударної в'язкості і надання поверхні магніту більш високої мікротвердості без погіршення пластичності на поверхню рідкоземельного магніту наносять тришарове покриття, що складається із шару електролітичного нікелю, шару електролітичної міді або олова і покриття нікель-фосфор, що осаджений хімічним способом [3]. Однак технологічний процес містить велику кількість операцій, всі розчини працюють із підігрівом, що здорожує процес і погіршує магнітні характеристики матеріалу, його реалізація пов'язана з утворенням великої кількості рідких металовмісних відходів. Найбільш близьким технічним рішенням є спосіб [4], за яким нікель-мідне покриття осаджують у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони 2+ 2+ 3 нікелю і міді у співвідношенні [Ni ]:[Cu ]=2-10, 180-450 г/дм амонію пірофосфорнокислого, 4-5 3 г/дм амонію хлориду й амонію гідроксиду до рН 8,2-8,7, при періодичній зміні густини струму від 2 2 J1=20-70 А/м протягом t1=50-90 с до J2=50-200 А/м протягом t2=20-50 с, на підшар, що наносять 2+ у розчині ванни уловлювання цього електроліту при рН розчину 9,0-9,5 і концентрації [Сu ] 3 2+ 3 менше ніж 1 г/дм , a [Ni ] більш ніж 3 г/дм після попередньої хімічної обробки, наприклад, у розчині 0,2 М азотнокислого натрію й 1,5 % по об'єму сірчаної кислоти при температурі 30 °C і накладенні перемішування. Спосіб забезпечує ресурсозбереження за рахунок осадження шарів, що містять мідь і нікель, в одному електроліті у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu), а також сполучення операцій осадження підшару і вилучення металів з ванни уловлювання цього електроліту. Свіжоосаджене покриття має високі антикорозійні властивості і гарне зчеплення з поверхнею магніту. Однак вихід за струмом при осадженні підшару у ванні уловлювання низький. Водень, що виділяється при електролізі, утворює гідриди зі складовими магніту, що збагачені неодимом. Потім, після осадження мультишарового покриття, водень десорбується під покриттям, повільно руйнується пограничний шар, з часом порушується зчеплення покриття з основою. Крим того, у порах магніту залишаються компоненти розчину попередньої обробки і продукти взаємодії магніту з ним, яки погіршують умови осадження підшару з пірофосфатноаміакатного розчину, а також сприяють розвитку корозійного процесу при тривалій експлуатації магнітів. Задачею, що розв'язується даним винаходом, є підвищення корозійної стійкості та міцності зчеплення покриття з основою при тривалої експлуатації магнітів. Поставлена задача вирішується тим, що у способі електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю, міді, пірофосфату, амонію і хлориду, при періодичній зміні густини струму від необхідної для осадження мідно-нікелевих шарів до густини струму, необхідної для осадження нікель-мідних шарів на підшар, що наносять у розчині ванни уловлювання цього електроліту після попередньої хімічної обробки у розчинах, запропоновано заздалегідь оброблювати поверхню магніту у розчині калію пірофосфорнокислого 100-150 г/л, рН 9,0-9,5, 1 UA 114051 C2 5 10 15 20 25 30 35 40 45 50 55 60 протягом 5-15 хвилин, потім у ванні уловлювання осаджувати підшар при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В, а час осадження мідно-нікелевих шарів мультишарового покриття змінювати зі 150-200 с до 8-20 с при часі осадження нікель-мідних шарів 2-10 с. Процес здійснюють у такий спосіб. Підготовлені шляхом механічної зачистки деталі з магніту NdFeB оброблюють у розчині калію пірофосфорнокислого 100-150 г/л і рН 9,0-9,5 протягом 5-15 хвилин. Потім деталі без промивання завантажують у ванну уловлювання основного електроліту, у якій накопичувалися усі компоненти у концентрації не менш ніж 25 % від їхнього вмісту в електроліті. Температура кімнатна. Наносять підшар товщиною 1-1,5 мкм при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В. Аноди нерозчинні, у контейнерах з діафрагмою. Потім деталі без промивання переносять в основну ванну, у якій перебуває електроліт, що містить сумарну концентрацію 2+ 2+ 3 іонів нікелю і міді у співвідношенні [Ni ]:[Cu ]=250, 180-450 г/дм амонію 3 пірофосфорнокислого, 4-5 г/дм амонію хлориду й амонію гідроксиду до рН 8,2-9,2. Наносять мультишарове покриття (Cu-Ni)/(Ni-Cu), що складає із шарів сплавів мідь-нікель і нікель-мідь, 2 при періодичній зміні густини струму від J1=60-70 А/м протягом t1=150-200 с з накладенням 3 перемішування до J2=80-100 А/м протягом t2=2-10 с, потім при періодичній зміні густини струму 2 2 від J1=20-30 А/м протягом t1=8-20 с з накладенням перемішування, до J2=180-200 А/м протягом t2=2-10 с. Після нанесення покриття деталі промивають у ванні уловлювання основного електроліту, тобто, у ванні для нанесення підшару, і у ваннах промивання. При виконанні сукупності зазначених операцій експериментально виявлено, що умови електролізу, які створилися при попередній обробці магнітів у розчині калію пірофосфорнокислого 100-150 г/л і рН 9,0-9,5 протягом 5-15 хвилин, нанесенні підшару з розчину ванни уловлювання в умовах використання періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В, а також осадження мультишарового покриття при періодичній зміні густини струму 3 2 від J1=60-70 А/м протягом t1=150-200 с з накладенням перемішування до J2=80-100 А/м 3 протягом t2=2-10 с, потім при періодичній зміні густини струму від J1=20-30 А/м протягом t1=8-20 2 с з накладенням перемішування до J2=180-200 А/м протягом t2=2-10 с, дозволяють забезпечити корозійну стійкість і відмінне зчеплення покриття з електронегативною основою магніту NdFeB і після тривалого зберігання магнітів. У технічному плані відмінною рисою пропонованого винаходу є те, що - перед осадженням покриття магніти оброблюють у розчині, що містить тільки компонент, який є у складі електроліту; - у ванні уловлювання осаджують при періодичній зміні густини струму підшар, що містить шари різного складу, а не однорідного сплаву; - перша, внутрішня, частина мультишарового покриття містить товщі шари міді або міднонікелевого сплаву за рахунок збільшення часу осадження шарів мідно-нікелевого сплаву за верхню межу [4], а зовнішня частина покриття - тонші шари за рахунок зменшення часу осадження шарів мідно-нікелевого сплаву за нижню межу [4] при зниженні часу осадження усіх шарів нікелю за нижню межу [4]; Відоме використання різних розчинів для попередньої обробки магнітів перед нанесенням покриття. Відомо також, що залишки кислих розчинів у порах магніту, можуть призвести до утворення важкорозчинних сполук з компонентами електроліту, або сприяти розвитку корозії магніту при його подальшій експлуатації. Тому використання слабколужного розчину одного з компонентів електроліту для попередньої обробки магнітів забезпечує поверхню магніту, з одного боку, відкритою для нанесення покриття для забезпечення гарного зчеплення, а з другого - відсутність корозійноактивного середовища в порах магніту. Відоме осадження підшару мідно-нікелевого покриття [5], що містить шари різного складу, на сталеві деталі з використанням періодичного включення перемішування у ванні уловлювання, яка містить іони амонію, однак невідомо осадження підшару на поверхню магніту з пірофосфатно-аміакатного електроліту в умовах використання періодичної зміни густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,70 В, до такої, що відповідає діапазону потенціалів -0,75…-0,80 В, завдяки чому стабілізуються умови для більш надійного забезпечення корозійної стійкості і міцності зчеплення покриття з електронегативною основою. Відоме використання мідного шару з метою покращення зчеплення нікелевого покриття з основою, використання двох-трьох шарів нікелю з різними властивостями, однак невідомо осадження збагачених міддю шарів сплаву з того ж електроліту, що і інші шари сплаву, 2 UA 114051 C2 5 10 15 20 25 30 35 40 45 50 55 60 збагаченого нікелем. Експериментально виявлено, що виконання операцій за запропонованим способом сприяє утворенню більш корозійностійких покриттів, більшої їх пластичності та збільшенню міцності їх зчеплення з основою. Зменшення концентрації калію пірофосфорнокислого, часу і значення рН розчину нижче за пропоновані межі призводить до недостатнього очищення поверхні магніту. При збільшенні часу і значення рН розчину вище за пропоновані межі зростають витрати магніту, що розчиняється. При збільшенні концентрації калію пірофосфорнокислого зростає в'язкість розчину. Використання у ванні уловлювання постійної густини струму, або тої, що періодично змінюється з відповідним змінюванням потенціалу за межами запропонованих за способом, призводить до порушення зчеплення покриття з основою і погіршення згодом його корозійної стійкості. При використання часу осадження: нікель-мідних шарів менше 2 с і мідь-нікелевих шарів у внутрішньому шарі мультишарового покриття менше 8 с порушується суцільність шарів; міднонікелевих шарів у зовнішньому шарі мультишарового покриття менше 150 с - знижується корозійна стійкість і міцність зчеплення покриття; мідно-нікелевих шарів більше 200 с і більше 20 с у відповідних шарах мультишарового покриття - знижується мікротвердість покриттів; нікель-мідних шарів більше 10 - знижується пластичність покриттів. Таким чином, підтримка виявлених експериментально границь параметрів електролізу є істотно необхідним для реалізації способу, а порівняння технічного рішення, що заявляється, з найближчим аналогом й іншими технічними рішеннями дозволяє зробити висновок про відповідність способу, що заявляється, умовами "новизна" й "винахідницький рівень". Приклади 1-2. Зразки з магніту NdFeB розміром 5×8×15 мм травлять у розчині, що містить 0,2 М азотнокислого натрію й 1,5 % по об'єму сірчаної кислоти при температурі 30 °C з накладенням перемішування, промивають з накладенням ультразвуку. Зразки завантажують у ванну уловлювання основного електроліту що містить компоненти основного електроліту в концентраціях, що складають 25 % від їх величин в основної ванні. Осаджують підшар 2 товщиною 1,5 мкм при густині катодного струму 40 А/м . Температура кімнатна, накладення перемішування. Аноди нерозчинні, у контейнерах з діафрагмою. Потім деталі без промивання переносять в основну ванну з електролітом, що містить іони нікелю і міді у співвідношенні 2+ 2+ 3 3 [Ni ]:[Cu ]=10, 450 г/дм амонію пірофосфорнокислого, 5 г/дм амонію хлориду й амонію гідроксиду до рН 8,5, активовані у ванні уловлювання нікелеві аноди, мідні аноди з ванни промивки, потім підготовлені зразки. Включають джерело струму, що має блок управління 2 періодичним переключенням струму з одної заданої величини J1=20 А/м протягом t1=50 с (період осадження мідних шарів) на другу J2=200 А/м протягом t2=20 с, (період осадження шарів нікель-мідного сплаву). Осаджують мультишарове покриття заданої товщини hп при співвідношенні вмісту нікелю і міді в шарах (Ni/Cu)ш і в мультишаровому покритті (Ni/Cu)п. Аноди комбіновані Cu/Ni. Після нанесення покриття деталі промивають у ванні уловлювання основного електроліту, тобто, у ванні для нанесення підшару, і у ваннах промивання. Після витримки зразків протягом місяця на повітрі в лабораторних умовах частину їх піддають випробуванням на термоудар (200 °C, 30 хвилин) і визначають частку зразків З, %, на яких виявлені здуття, а частину - витримують добу в 3 %-ом розчині NaCl і визначають частку зразків К, %, на яких виявлені бурі плями продуктів корозії. Характеристику способу наведено в табл. 1. Приклад 3. Механічно зачищені зразки магнітів оброблюють у розчині калію 3 пірофосфорнокислого 125 г/дм і рН 9,2 протягом 10 хвилин. Потім деталі без промивання завантажують у ванну уловлювання основного електроліту при вмісті компонентів основного електроліту, які вловилися у ванні уловлювання, у концентрації 25 % від їхнього вмісту в електроліті. Осаджують підшар і мультишарове покриття як у прикладі 1. Після витримки зразків протягом місяця на повітрі в лабораторних умовах З=25 %, К=35 %. Приклад 4. Спосіб реалізується як у прикладі 1, але у ванні уловлювання осаджують міднонікелеве покриття не при постійній величині густини струму, а при періодичній зміні густини струму від такої, що відповідає потенціалу -0,65 В, до такої, що відповідає потенціалу -0,80 В. Після витримки зразків протягом місяця на повітрі в лабораторних умовах З=20 %, К=45 %. Приклади 5-11. Механічно зачищені зразки магнітів оброблюють у розчині калію пірофосфорнокислого 100-150 г/л і рН 9,0-9,5 протягом 5-15 хвилин. Потім деталі без промивання завантажують у ванну уловлювання основного електроліту при вмісті компонентів основного електроліту, які вловилися у ванні уловлювання, у концентрації 25 % від їхнього вмісту в електроліті. Температура кімнатна. Наносять підшар - 1…1,5 мкм покриття при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,70 В, 3 UA 114051 C2 5 10 до такої, що відповідає діапазону потенціалів -0,75…-0,80 В. Аноди нерозчинні, у контейнерах з діафрагмою. Потім деталі без промивання переносять в основну ванну, у якій перебуває 2+ 2+ електроліт, що містить сумарну концентрацію іонів нікелю і міді у співвідношенні [Ni ]:[Cu ]=53 3 50, 180-450 г/дм амонію пірофосфорнокислого, 4-5 г/дм амонію хлориду й амонію гідроксиду до рН 8,2-9,2. Наносять мультишарове покриття (Cu-Ni)/(Ni-Cu), що складається із шарів сплавів мідь-нікель і нікель-мідь при періодичній зміні густини струму від J1=60-70 А/м протягом t1=1503 200 с, при накладенні перемішування, до J2=80-100 А/м протягом t2=2-10 с, потім при 2 періодичній зміні густини струму від J1=20-30 А/м протягом t1=8-20 с, при накладенні 2 перемішування, до J2=180-200 А/м протягом t2=2-10 с. Після нанесення покриття деталі промивають у ванні уловлювання основного електроліту, тобто у ванні для нанесення підшару і у ваннах промивання. Таблиця Параметри електроосадження і властивості покриттів № кладу 1 2 5 6 7 8 9 10 11 15 Режим електроосадження (Cu-Ni) (Ni-Cu) JCu, JNi, tNi, c 2 t , с 2 мА/см Cu мА/см Усе покриття 20 50 50 20 Усе покриття 70 90 200 50 Внутрішній 60 50 80 20 шар Зовнішній 20 50 180 20 шар Внутрішній 70 90 100 50 шар Зовнішній 30 90 200 50 шар Внутрішній 20 150 50 2 шар Зовнішній 20 8 200 2 шар Внутрішній 70 200 50 10 шар Зовнішній 70 20 200 10 шар Внутрішній 60 150 80 2 шар Зовнішній 20 8 180 2 шар Внутрішній 65 175 90 6 шар Зовнішній 25 14 190 6 шар Внутрішній 70 200 100 10 шар Зовнішній 30 20 200 10 шар Частина покриття Властивості покриттів Склад покриттів (Ni/Cu)ш hп, мкм (Ni/Cu)п З, % К, % 15 15 0,80 1,27 30 45 45 35 0,43 8 1,53 15 15 2,88 7 0,63 8 1,68 15 10 2,96 7 0,03 8 0,24 5 5 0,50 7 0,11 8 0,58 10 5 1,14 7 0,01 8 0,82 0 0 1,80 7 0,04 8 1,10 0 0 2,40 7 0,06 8 1,23 0 0 2,67 7 Таким чином, зіставлення даних, наведених у прикладах, показує, що пропонований спосіб забезпечує поліпшення якості зчеплення мультишарового покриття з поверхнею рідкісноземельного магніту, а також поліпшення антикорозійних властивостей після тривалої експлуатації. Економічна доцільність використання запропонованого способу обумовлена економією матеріалів за рахунок збільшення терміну експлуатації магнітів, що використовуються у різних пристроях. 20 4 UA 114051 C2 5 10 15 Джерела інформації: 1. US 20090035603, В32В 15/01, C25D 3/38. Method for producing rare earth о 1 eta-based perlanent lagnet having copper p ating fi 1 on surface thereof/Niinae, Toshinobu - Опубл. 05.02.2009. 2. US 5314756, B22F 7/00. Perlanen t lagn et of rare-earth-e d ent/transition-1 eta systel having ilporta nt corrosion resistance and 1 anufacturing letho d thereof/ Atsushi Tagaya - Опубл. 24.05.1994. 3. ЕР 20050809460, H02K 15/03; C23C 28/00; C23C 28/02; C25D 5/12; C25D 5/48; C25D 7/00; H01F 1/053. Process for producing perlanent lagnet for use in autoloti ve IPM lotor / Kolatsu, Т., Shintani, Y., Takahashi, K., Kabasawa, A., Okada, R, Miyao, Y., Kaneko, Y. - Опубл. 08.08.2007. 4. Патент № 92430 Україна, С25D 3/56, С25D 5/10, С25D 7/00, С25D 3/02. Спосіб електроосадження нікель-мідного покриття на магніт NdFeB / Майзеліс А.О., Байрачний Б.І., Трубнікова Л.В., Девізенко О.Ю. Опубл. 25.10.10, Бюл. № 20. 5. Патент № 79556 Україна, С25D 3/56, 5/12. Спосіб одержання захисно-декоративних багатошарових покрить / Трубнікова Л.В., Байрачний Б.І., Савченко В.О., Майзеліс А.О. - Опубл. 25.06.07, Бюл. № 9. ФОРМУЛА ВИНАХОДУ 20 25 Спосіб електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю, міді, пірофосфату, амонію і хлориду, при періодичній зміні густини струму від необхідної для осадження мідно-нікелевих шарів до густини струму, необхідної для осадження нікель-мідних шарів на підшар, що наносять у розчині ванни уловлювання цього електроліту після попередньої хімічної обробки у розчинах, який відрізняється тим, що поверхню магніту заздалегідь оброблюють у розчині калію пірофосфорнокислого 100-150 г/л, рН 9,0-9,5, протягом 5-15 хвилин, потім у ванні уловлювання осаджують підшар при періодичній зміні густини струму від такої, що відповідає діапазону потенціалів -0,65…-0,7 В, до такої, що відповідає діапазону потенціалів -0,75…-0,8 В, а час осадження мідно-нікелевих шарів мультишарового покриття змінюють зі 150-200 с до 8-20 с при часі осадження нікель-мідних шарів 2-10 с. 30 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C25D 5/10, C25D 3/58, C25D 3/56, C25D 5/34, C25D 5/16, C25D 5/18, C25D 3/12, C25D 7/00
Мітки: нікель-мідного, ndfeb, електроосадження, покриття, спосіб, магніт
Код посилання
<a href="https://ua.patents.su/7-114051-sposib-elektroosadzhennya-nikel-midnogo-pokrittya-na-magnit-ndfeb.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроосадження нікель-мідного покриття на магніт ndfeb</a>
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 109585
Опубліковано: 25.08.2016
Автори: Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 5/34, C25D 5/18, C25D 5/16, C25D 5/10, C25D 7/00, C25D 3/58, C25D 3/56, C25D 3/12, C25D 7/10
Мітки: магніт, покриття, електроосадження, спосіб, нікель-мідного, ndfeb
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю, міді, пірофосфату, амонію і хлориду, при періодичній зміні густини струму від необхідної для осадження мідно-нікелевих шарів до густини струму, необхідної для осадження нікель-мідних шарів на підшар, що наносять у розчині ванни уловлювання цього електроліту після попередньої хімічної обробки...
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 48590
Опубліковано: 25.03.2010
Автори: Трубнікова Лариса Валентинівна, Байрачний Борис Іванович, Майзеліс Антоніна Олександрівна, Девізенко Олександр Юрійович
МПК: C25D 3/56, C25D 7/00, C25D 5/10
Мітки: нікель-мідного, електроосадження, покриття, магніт, ndfeb, спосіб
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB, при якому використовують розчини, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультішарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+] = 2¸10, сполуки фосфору та іони амонію у вигляді 180-450 г/дм3 амонію пірофосфорнокислого, 4-5...
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 92430
Опубліковано: 25.10.2010
Автори: Байрачний Борис Іванович, Девізенко Олександр Юрійович, Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна
МПК: C25D 5/10, C25D 3/56, C25D 3/02, C25D 7/00
Мітки: магніт, нікель-мідного, спосіб, покриття, ndfeb, електроосадження
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB з розчинів, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що містить іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+]=2÷10, сполуки фосфору та іони амонію - у вигляді амонію пірофосфорнокислого з концентрацією 180-450 г/дм3, амонію...
Спосіб електроосадження мультишарового нікель-мідного покриття
Номер патенту: 82252
Опубліковано: 25.07.2013
Автори: Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 3/36, C25D 5/10, C25D 3/58, C25D 3/56
Мітки: нікель-мідного, спосіб, електроосадження, мультишарового, покриття
Формула / Реферат:
Спосіб електроосадження мультишарового нікель-мідного покриття з електроліту, що містить іони міді, нікелю, пірофосфату і амонію, при періодичній зміні густини струму, перемішуванні, використанні комбінованих нікель-мідних анодів та електролізі у ванні уловлювання електроліту, який відрізняється тим, що перемішування включають періодично, одночасно з осадженням шарів міді, а нікелеві аноди перед електролізом активують на катоді ванни...
Спосіб електроосадження мультишарового нікель-мідного покриття
Номер патенту: 109624
Опубліковано: 25.08.2016
Автори: Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 5/10, C25D 5/18, C25D 3/56, C25D 3/12, C25D 3/58
Мітки: нікель-мідного, покриття, мультишарового, електроосадження, спосіб
Формула / Реферат:
Спосіб електроосадження мультишарового нікель-мідного покриття чергуванням шарів міді і нікель-мідного сплаву в електроліті, що містить іони нікелю, міді, пірофосфату, амонію і хлориди, при періодичній зміні густини струму з включенням перемішування одночасно з осадженням шарів міді і використанні комбінованих нікель-мідних анодів з активацією нікелевих анодів на катоді ванни уловлювання, який відрізняється тим, що шари міді електроосаджують...
Попередній патент: Інфрачервоний радіатор
Наступний патент: Матеріал струмознімального елемента романіт-увлш та спосіб його одержання
Випадковий патент: Спосіб отримання олійного екстракту з насіння амаранту гібридного (amarantus hybridus)