Спосіб електроосадження мультишарового нікель-мідного покриття
Номер патенту: 109624
Опубліковано: 25.08.2016
Автори: Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович

Формула / Реферат
Спосіб електроосадження мультишарового нікель-мідного покриття чергуванням шарів міді і нікель-мідного сплаву в електроліті, що містить іони нікелю, міді, пірофосфату, амонію і хлориди, при періодичній зміні густини струму з включенням перемішування одночасно з осадженням шарів міді і використанні комбінованих нікель-мідних анодів з активацією нікелевих анодів на катоді ванни уловлювання, який відрізняється тим, що шари міді електроосаджують при густині струму, що відповідає потенціалу в діапазонах значень -0,50…-0,65 В, а комбіновані аноди використовують при площі поверхні, що відповідає потенціалу в діапазоні значень 0,5…0,8 В.
Текст
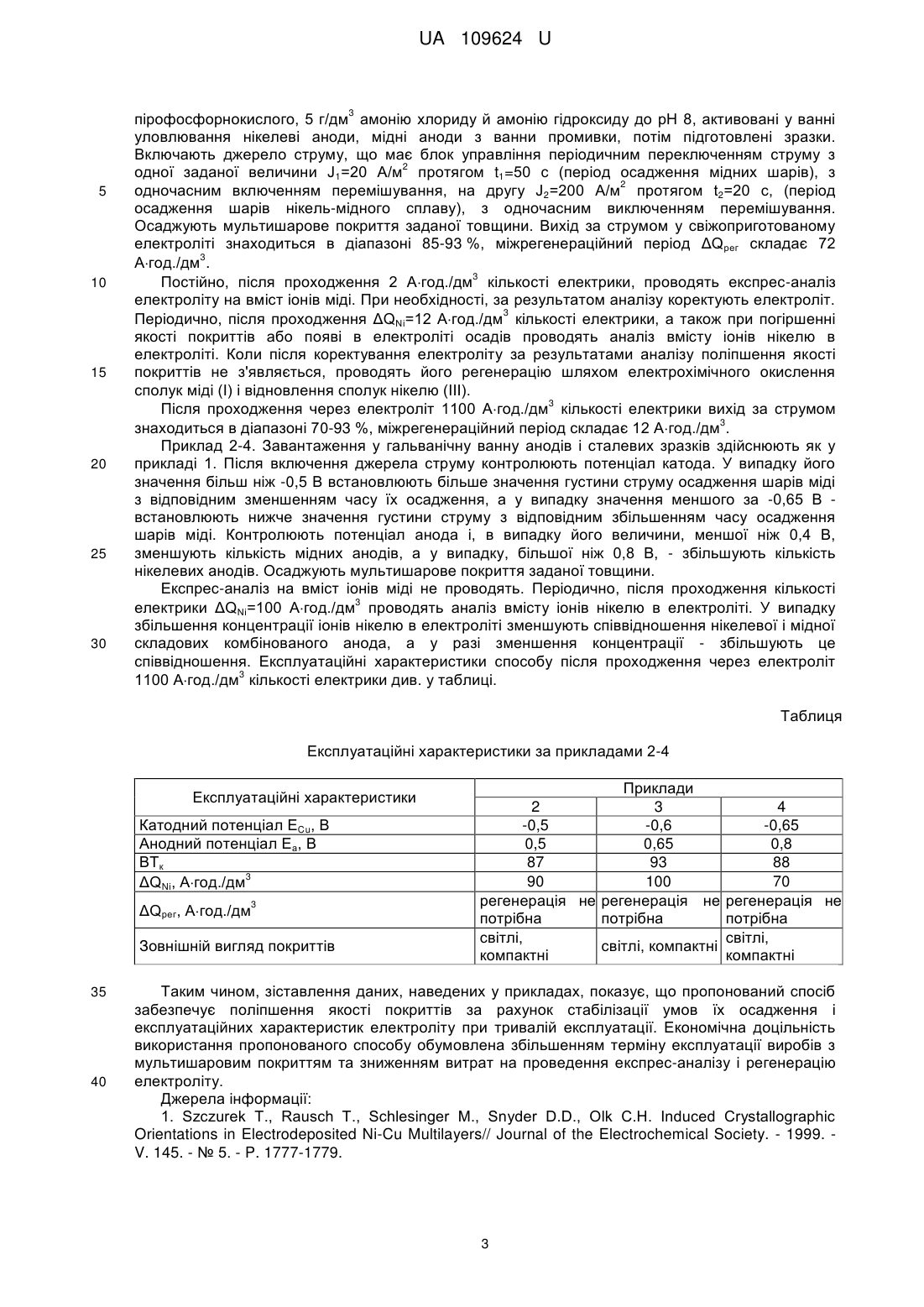
Реферат: Спосіб електроосадження мультишарового нікель-мідного покриття чергуванням шарів міді і нікель-мідного сплаву в електроліті, що містить іони нікелю, міді, пірофосфату, амонію і хлориди, при періодичній зміні густини струму з включенням перемішування одночасно з осадженням шарів міді і використанні комбінованих нікель-мідних анодів з активацією нікелевих анодів на катоді ванни уловлювання. Шари міді електроосаджують при густині струму, що відповідає потенціалу в діапазонах значень -0,50…-0,65 В, а комбіновані аноди використовують при площі поверхні, що відповідає потенціалу в діапазоні значень 0,5…0,8 В. UA 109624 U (12) UA 109624 U UA 109624 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до гальваностегії, зокрема до нанесення багатошарових покриттів, у тому числі, мультишарових покриттів, у складі яких періодично чергуються шари міді (або сплаву, що збагачений міддю) і нікель-мідного сплаву, що збагачений нікелем, товщиною від декілька нанометрів до сотень нанометрів. Покриття осаджують для надання функціональних властивостей, наприклад корозійної стійкості й поліпшення механічних властивостей поверхні. Мультишарові нікель-мідні покриття формують в різних кислих електролітах [1-3]. Почергово осаджують шари міді при низькій густині струму і нікель-мідного сплаву - при густині струму, що в 10-100 разів більш вище, для забезпечення малого вмісту міді у шарах, що збагачені нікелем. Мідь в процесі формування шарів нікель-мідного сплаву осаджується на граничному струмі, що призводить до збільшення шорсткості покриття при збільшенні товщини покриття і концентрації іонів міді в електроліті. Завдяки тому з кислих електролітів неможливо отримати компактні мультишарові покриття товщиною більш за 5 мкм. Крім цього, необхідно підтримувати низьку концентрацію іонів міді в електроліті. Зважаючи на те, що співвідношення концентрацій іонів нікелю і міді в електроліті знаходиться у межах (50-100): 1, а співвідношення вмісту нікелю і міді в покритті - у межах (0,5-5): 1, для забезпечення постійності концентрації іонів міді в електроліті необхідно його часто аналізувати і коректувати малими дозами розчину солі міді. В процесі формування покриттів використовують нерозчинні аноди з поповненням концентрацій іонів металів в електроліті розчинами їх солей, що призводить до накопичення аніонів в електроліті і його підкисленню. Найбільш близьким технічним рішенням є спосіб [4], за яким мультишарове нікель-мідне (Cu-Ni)/(Ni-Cu) покриття осаджують з комплексного електроліту, що містить іони міді, нікелю, пірофосфату, амонію і хлориду. В процесі осадження використовують джерело струму, що має блок управління періодичним переключенням струму з одної заданої величини (період осадження мідних шарів або шарів сплаву, що збагачений міддю), з одночасним включенням перемішування, на другу (період осадження шарів нікель-мідного сплаву), з одночасним виключенням перемішування. Використовують комбіновані нікель-мідні аноди. Нікелеві аноди перед електролізом активують на катоді ванни уловлювання. Спосіб дозволяє формувати компактні покриття товщиною до 30 мкм, що забезпечують корозійний і механічний захист основи. Поповнення вмісту іонів металів в електроліті здійснюється шляхом розчинення комбінованих нікель-мідних анодів, що сприяє забезпеченню постійності складу електроліту. Однак для забезпечення постійності вмісту міді в покритті необхідний постійний експрес-контроль концентрації іонів міді в електроліті і досить часте її коригування (див. приклад 1). Крім того, є труднощі щодо забезпечення надходження заданої кількості і ступеня окислення іонів металів шляхом розчинення комбінованих анодів, оскільки, окрім цільових реакцій їх розчинення, можливі і реакції їх розчинення в небажаному ступені окислення, а також пасивація. Це призводить до утворення поверхневих сполук на електродах і розчинних сполук в електроліті, внаслідок чого знижується ефективність катодного процесу, погіршується якість покриттів: утворюються пухкі покриття, неконтрольовано зменшується товщина в них шарів міді, погіршується міцність зчеплення з основою. Виникає необхідність в проведенні операцій окислення сполук міді (І) і відновлення сполук нікелю (III) (див. приклад 1). Задачею корисною моделлю є поліпшення якості покриттів і експлуатаційних характеристик електроліту. Поставлена задача вирішується тим, що у способі електроосадження мультишарового нікель-мідного покриття чергуванням шарів міді і нікель-мідного сплаву в електроліті, щомістить іони нікелю, міді, пірофосфату, амонію і хлориди, при періодичній зміні густини струму з включенням перемішування одночасно з осадженням шарів міді і використанні комбінованих нікель-мідних анодів з активацією нікелевих анодів на катоді ванни уловлювання запропоновано шари міді електроосаджувати при густині струму, що відповідає потенціалу в діапазонах значень -0,50…-0,65 В, а комбіновані аноди використовувати при площі поверхні, що відповідає потенціалу в діапазоні значень 0,5…0,8 В. Процес здійснюють у такий спосіб. Мультишарове нікель-мідне покриття осаджують у комплексному електроліті, що містить іони міді, нікелю, пірофосфату, амонію і хлориду. Завантажують в ванну уловлювання робочого електроліту нерозчинні аноди на анодну штангу й нікелеві аноди робочої ванни на катодну штангу, включають струм, що забезпечує густину 2 катодного струму, рівну 30-50 А/м . В процесі електролізу на нікелевих анодах відновлюється оксидна плівка і осаджується мідь. Проводять операції технологічного процесу по підготовці деталей к покриттю. В робочу ванну для нанесення мультишарового покриття завантажують нікелеві аноди з ванни уловлювання і мідні аноди з ванни промивки, підготовлені деталі. Включають джерело струму, що має блок управління періодичним переключенням струму з 1 UA 109624 U 5 10 15 20 25 30 35 40 45 50 55 60 одної заданої величини (період осадження мідних шарів або шарів сплаву, що збагачений міддю), з одночасним включенням перемішування, на другу (період осадження шарів нікельмідного сплаву), з одночасним виключенням перемішування. Задають джерелу струму задані базові значення величин густини струму і часу осадження шарів міді і нікель-мідного сплаву. Контролюють потенціал катода і, у випадку знаходження його значення за межами границь 0,5…-0,65 В при осадженні шарів міді, - відповідно змінюють густину струму осадження міді. Контролюють потенціал аноду і, в випадку його величини менш, ніж 0,5 В, зменшують площу мідного аноду для збільшення густини струму, а у випадку більш, ніж 0,8 В, - збільшують площу нікелевого анода для зменшення густини струму. Осаджують мультишарове покриття заданої товщини. Вивантажують деталі з покриттям і завантажують чергову партію деталей. По закінченні роботи нікелеві аноди робочої ванни завантажують на катодну штангу ванни уловлювання, а мідні аноди - у ванну промивки. При виконанні сукупності зазначених операцій експериментально виявлено, що умови електролізу, які створилися при нанесенні нікель-мідного мультишарового покриття при забезпеченні катодної густини струму відповідно до діапазону потенціалів -0,5…-0,65 В і використанні комбінованих нікель-мідних анодів при площі поверхні, відповідної діапазону потенціалів 0,5…0,8 В, дозволяють формувати компактні покриття при товщині до 30 мкм без проведення експрес-аналізу концентрації іонів міді в електроліті і операцій окислення сполук міді і відновлення сполук нікелю (див. приклади 2-4). У технічному плані відмінною рисою пропонованої корисної моделі є те, що контроль процесу формування мультишарового покриття здійснюється не шляхом постійного експресаналізу електроліту на вміст іонів міді, а шляхом контролю значень потенціалу катоду і аноду. Коригування процесу осадження здійснюється не додаванням в електроліт іонів металів або його розведенням, при постійної регенерації електроліту, а відповідним коригуванням катодної густини струму осадження шарів міді і зміною площі поверхні мідної і нікелевої складовій комбінованого аноду. Ці операції, на відміну від аналізу електроліту і тривалого процесу регенерації, можливо здійснювати легко і оперативно. Відомі приклади реалізації деяких електрохімічних процесів при постійному потенціалі. Однак не відомо використання контролю потенціалу при заданій густині струму тільки в визначенні періоди електрохімічного процесу - при осадженні мідних шарів мультишарового покриття. А саме контроль потенціалу тільки при осадженні шарів міді з контролем густини струму при осадженні шарів нікель-мідного сплаву дозволяє підтримати якість покриттів при зміні концентрації іонів металів в електроліті без необхідності в експрес-контролі вмісту іонів міді. Це пов'язано з експериментально виявленим фактом, що при зміні концентрації іонів нікелю в запропонованому електроліті суттєво змінюється оптимальна густина струму при практично постійному потенціалі, а при зміні концентрації іонів міді - більш суттєво змінюється оптимальний діапазон потенціалів, ніж діапазон густин струму. Відомі способи поповнення вмісту іонів в електроліті для осадження, наприклад сплаву, зміною співвідношення площі поверхні складових комбінованого анода. Однак не відомо використання зміни площі поверхні складових комбінованого анода з метою запобігання утворенню сполук металів небажаного ступеня окислення, що значно поліпшує експлуатаційні характеристики електроліту при осадженні якісних покриттів. Використання густини струму при осадженні шарів міді, що відповідає потенціалу більш ніж 0,5 В призводить до їх одночасного розчинення і накопиченню сполук міді (І) в електроліті, а менш ніж -0,65 В - до шорсткості покриттів. Експлуатація комбінованого анода при потенціалі нижче за 0,5 В призводить до накопичення сполук міді (І) в електроліті з подальшим погіршенням якості покриттів. Наслідком експлуатації комбінованого анода при потенціалі більш за 0,8 В є пасивація нікелевого анода зі зниженням концентрації цільових сполук нікелю (II) і збагаченням електроліту сполуками нікелю (III), на відновлення яких затрачується неконтрольована частина струму при осадженні покриття з відповідним зниженням катодного виходу за струмом (ВСк). Таким чином, підтримка виявлених експериментально умов електролізу є істотно необхідною для реалізації способу, а порівняння технічного рішення, що заявляється, із прототипом й іншими технічними рішеннями дозволяє зробити висновок про відповідність способу, що заявляється, критеріям "новизна" й "істотні відмінності". Приклад 1. Завантажують в ванну уловлювання робочого електроліту, що має нерозчинні аноди, нікелеві аноди робочої ванни на катодну штангу, включають струм з розрахунку густини 2 катодного струму 30-50 А/м . В процесі електролізу на нікелевих анодах відновлюється оксидна плівка і осаджується мідь. Стальні зразки знежирюють, травлять. Завантажують у робочу ванну 2+ 2+ 3 з електролітом, що містить іони нікелю і міді у співвідношенні [Ni ]:[Cu ]=10, 450 г/дм амонію 2 UA 109624 U 3 5 10 15 20 25 30 пірофосфорнокислого, 5 г/дм амонію хлориду й амонію гідроксиду до рН 8, активовані у ванні уловлювання нікелеві аноди, мідні аноди з ванни промивки, потім підготовлені зразки. Включають джерело струму, що має блок управління періодичним переключенням струму з 2 одної заданої величини J1=20 А/м протягом t1=50 с (період осадження мідних шарів), з 2 одночасним включенням перемішування, на другу J2=200 А/м протягом t2=20 с, (період осадження шарів нікель-мідного сплаву), з одночасним виключенням перемішування. Осаджують мультишарове покриття заданої товщини. Вихід за струмом у свіжоприготованому електроліті знаходиться в діапазоні 85-93 %, міжрегенераційний період ΔQpeг складає 72 3 Агод./дм . 3 Постійно, після проходження 2 Агод./дм кількості електрики, проводять експрес-аналіз електроліту на вміст іонів міді. При необхідності, за результатом аналізу коректують електроліт. 3 Періодично, після проходження ΔQNі=12 Агод./дм кількості електрики, а також при погіршенні якості покриттів або появі в електроліті осадів проводять аналіз вмісту іонів нікелю в електроліті. Коли після коректування електроліту за результатами аналізу поліпшення якості покриттів не з'являється, проводять його регенерацію шляхом електрохімічного окислення сполук міді (І) і відновлення сполук нікелю (III). 3 Після проходження через електроліт 1100 Агод./дм кількості електрики вихід за струмом 3 знаходиться в діапазоні 70-93 %, міжрегенераційний період складає 12 Агод./дм . Приклад 2-4. Завантаження у гальванічну ванну анодів і сталевих зразків здійснюють як у прикладі 1. Після включення джерела струму контролюють потенціал катода. У випадку його значення більш ніж -0,5 В встановлюють більше значення густини струму осадження шарів міді з відповідним зменшенням часу їх осадження, а у випадку значення меншого за -0,65 В встановлюють нижче значення густини струму з відповідним збільшенням часу осадження шарів міді. Контролюють потенціал анода і, в випадку його величини, меншої ніж 0,4 В, зменшують кількість мідних анодів, а у випадку, більшої ніж 0,8 В, - збільшують кількість нікелевих анодів. Осаджують мультишарове покриття заданої товщини. Експрес-аналіз на вміст іонів міді не проводять. Періодично, після проходження кількості 3 електрики ΔQNі=100 Агод./дм проводять аналіз вмісту іонів нікелю в електроліті. У випадку збільшення концентрації іонів нікелю в електроліті зменшують співвідношення нікелевої і мідної складових комбінованого анода, а у разі зменшення концентрації - збільшують це співвідношення. Експлуатаційні характеристики способу після проходження через електроліт 3 1100 Агод./дм кількості електрики див. у таблиці. Таблиця Експлуатаційні характеристики за прикладами 2-4 Експлуатаційні характеристики Катодний потенціал ЕCu, В Анодний потенціал Еа, В ВТк 3 ΔQNi, Агод./дм ΔQрег, Агод./дм 3 Зовнішній вигляд покриттів 35 40 Приклади 2 3 -0,5 -0,6 0,5 0,65 87 93 90 100 регенерація не регенерація не потрібна потрібна світлі, світлі, компактні компактні 4 -0,65 0,8 88 70 регенерація не потрібна світлі, компактні Таким чином, зіставлення даних, наведених у прикладах, показує, що пропонований спосіб забезпечує поліпшення якості покриттів за рахунок стабілізації умов їх осадження і експлуатаційних характеристик електроліту при тривалій експлуатації. Економічна доцільність використання пропонованого способу обумовлена збільшенням терміну експлуатації виробів з мультишаровим покриттям та зниженням витрат на проведення експрес-аналізу і регенерацію електроліту. Джерела інформації: 1. Szczurek Т., Rausch Т., Schlesinger M., Snyder D.D., Olk C.H. Induced Crystallographic Orientations in Electrodeposited Ni-Cu Multilayers// Journal of the Electrochemical Society. - 1999. V. 145. - № 5. - P. 1777-1779. 3 UA 109624 U 5 2. Alper M., Baykul M.C., Peter L., Toth J., Bakony I. Preparation and characterisation of electrodeposited Ni-Cu/Cu Multilayers// Journal of Applied Electrochemistry. - 2004. - V. 34. - P. 841848. 3. Bakonyi I., Toth J., Goualou L., Becsei Т., Toth-Kadar E., Schwarzacher W., Nabiyounib G. Giant Magnetoresistance of Electrodeposited Ni81Cu19/Cu Multilayers// Journal of the 30 Electrochemical Society. - 2002. - V. 149. - № 4. - P. 195-200. 4. Патент № 82252 України на корисну модель, С25D3/36, 3/56, 3/58, 5/10. Спосіб електроосадження мультишарового нікель-мідного покриття/ Майзеліс А.О., Байрачний Б.І., Трубнікова Л.В. - Опубл. 25.07.13, Бюл. № 14. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб електроосадження мультишарового нікель-мідного покриття чергуванням шарів міді і нікель-мідного сплаву в електроліті, що містить іони нікелю, міді, пірофосфату, амонію і хлориди, при періодичній зміні густини струму з включенням перемішування одночасно з осадженням шарів міді і використанні комбінованих нікель-мідних анодів з активацією нікелевих анодів на катоді ванни уловлювання, який відрізняється тим, що шари міді електроосаджують при густині струму, що відповідає потенціалу в діапазонах значень -0,50…-0,65 В, а комбіновані аноди використовують при площі поверхні, що відповідає потенціалу в діапазоні значень 0,5…0,8 В. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C25D 5/10, C25D 3/58, C25D 3/56, C25D 3/12, C25D 5/18
Мітки: нікель-мідного, спосіб, електроосадження, покриття, мультишарового
Код посилання
<a href="https://ua.patents.su/6-109624-sposib-elektroosadzhennya-multisharovogo-nikel-midnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроосадження мультишарового нікель-мідного покриття</a>
Спосіб електроосадження мультишарового нікель-мідного покриття
Номер патенту: 82252
Опубліковано: 25.07.2013
Автори: Майзеліс Антоніна Олександрівна, Трубнікова Лариса Валентинівна, Байрачний Борис Іванович
МПК: C25D 3/36, C25D 3/56, C25D 3/58, C25D 5/10
Мітки: мультишарового, спосіб, покриття, електроосадження, нікель-мідного
Формула / Реферат:
Спосіб електроосадження мультишарового нікель-мідного покриття з електроліту, що містить іони міді, нікелю, пірофосфату і амонію, при періодичній зміні густини струму, перемішуванні, використанні комбінованих нікель-мідних анодів та електролізі у ванні уловлювання електроліту, який відрізняється тим, що перемішування включають періодично, одночасно з осадженням шарів міді, а нікелеві аноди перед електролізом активують на катоді ванни...
Спосіб електроосадження каталітично активного мультишарового нікель-мідного покриття
Номер патенту: 92836
Опубліковано: 10.09.2014
Автори: Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: H01M 4/86, C01G 53/00, C25D 3/56
Мітки: нікель-мідного, каталітичної, покриття, мультишарового, спосіб, електроосадження, активного
Формула / Реферат:
Спосіб електроосадження каталітично активного мультишарового нікель-мідного покриття в електроліті, що містить іони нікелю, міді, пірофосфату, амонію і хлориди, шляхом чергування двох шарів, який відрізняється тим, що шари покриття електроосаджують в діапазоні потенціалів -0,9…-1,0 В та -1,1 …-1,3 В протягом 30…50 с кожний.
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 109585
Опубліковано: 25.08.2016
Автори: Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 3/56, C25D 7/00, C25D 5/18, C25D 7/10, C25D 5/34, C25D 3/58, C25D 5/16, C25D 3/12, C25D 5/10
Мітки: електроосадження, нікель-мідного, магніт, покриття, спосіб, ndfeb
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю, міді, пірофосфату, амонію і хлориду, при періодичній зміні густини струму від необхідної для осадження мідно-нікелевих шарів до густини струму, необхідної для осадження нікель-мідних шарів на підшар, що наносять у розчині ванни уловлювання цього електроліту після попередньої хімічної обробки...
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 48590
Опубліковано: 25.03.2010
Автори: Байрачний Борис Іванович, Трубнікова Лариса Валентинівна, Девізенко Олександр Юрійович, Майзеліс Антоніна Олександрівна
МПК: C25D 7/00, C25D 5/10, C25D 3/56
Мітки: електроосадження, нікель-мідного, покриття, ndfeb, магніт, спосіб
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB, при якому використовують розчини, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультішарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+] = 2¸10, сполуки фосфору та іони амонію у вигляді 180-450 г/дм3 амонію пірофосфорнокислого, 4-5...
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 92430
Опубліковано: 25.10.2010
Автори: Трубнікова Лариса Валентинівна, Девізенко Олександр Юрійович, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 7/00, C25D 3/02, C25D 5/10, C25D 3/56
Мітки: електроосадження, магніт, покриття, спосіб, нікель-мідного, ndfeb
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB з розчинів, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що містить іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+]=2÷10, сполуки фосфору та іони амонію - у вигляді амонію пірофосфорнокислого з концентрацією 180-450 г/дм3, амонію...
Попередній патент: Спосіб електролітичної регенерації хромовмісних розчинів
Наступний патент: Спосіб диференційної діагностики брадиаритмії серця плода
Випадковий патент: Котел