Спосіб хіміко-термічної обробки відливків “білого” чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу
Номер патенту: 32359
Опубліковано: 15.12.2000
Автори: Ніколаєв Віктор Миколайович, Лянной Віль Андрійович, Третяк Борис Серафімович, Дорошенко Михайло Маркіянович
Формула / Реферат
1. Спосіб хіміко-термічної обробки відливків "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу, який полягає в тому, що відливки "білого" чавуну відпалюють у печі протягом декількох годин і на відливках формують поверхневі шари, отримані шляхом азотування у ендогазовій атмосфері, що містить кисень, водень, діоксид вуглецю, оксид вуглецю, метан та азот, який відрізняється тим, що до відпалу відливки "білого" чавуну піддають дробоструминній обробці, спочатку піч нагрівають до температури 1000 °С і відливки завантажують у піч, потім у печі знижують температуру від 1000 °С до 600 °С та збільшують час обробки переважно до 19 годин, при цьому під час відпалу у печі відливки "білого" чавуну перетворюють на ковкий чавун шляхом цементації та часткової нітроцементації і на відливках здійснюють зміцнення поверхневого шару шляхом додаткової фази карбонітрування, далі відливки вивантажують із печі при температурі 600 °С та дають їм охолонути на повітрі.
2. Спосіб за п. 1, який відрізняється тим, що піч нагрівають з таким складом ендогазової атмосфери:
Кисень
0,05 %
Водень
10 %
Діоксид вуглецю
0,05 %
Оксид вуглецю
10 %
Метан
0,2 %
Азот
до 25 %,
при цьому точка роси мінус 45 °С
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що під час відпалу у печі виробляють газоподібний аміак.
4. Спосіб за п. 1, який відрізняється тим, що для обробки використовують піч відпалу американської фірми HOLCROFT.
Текст
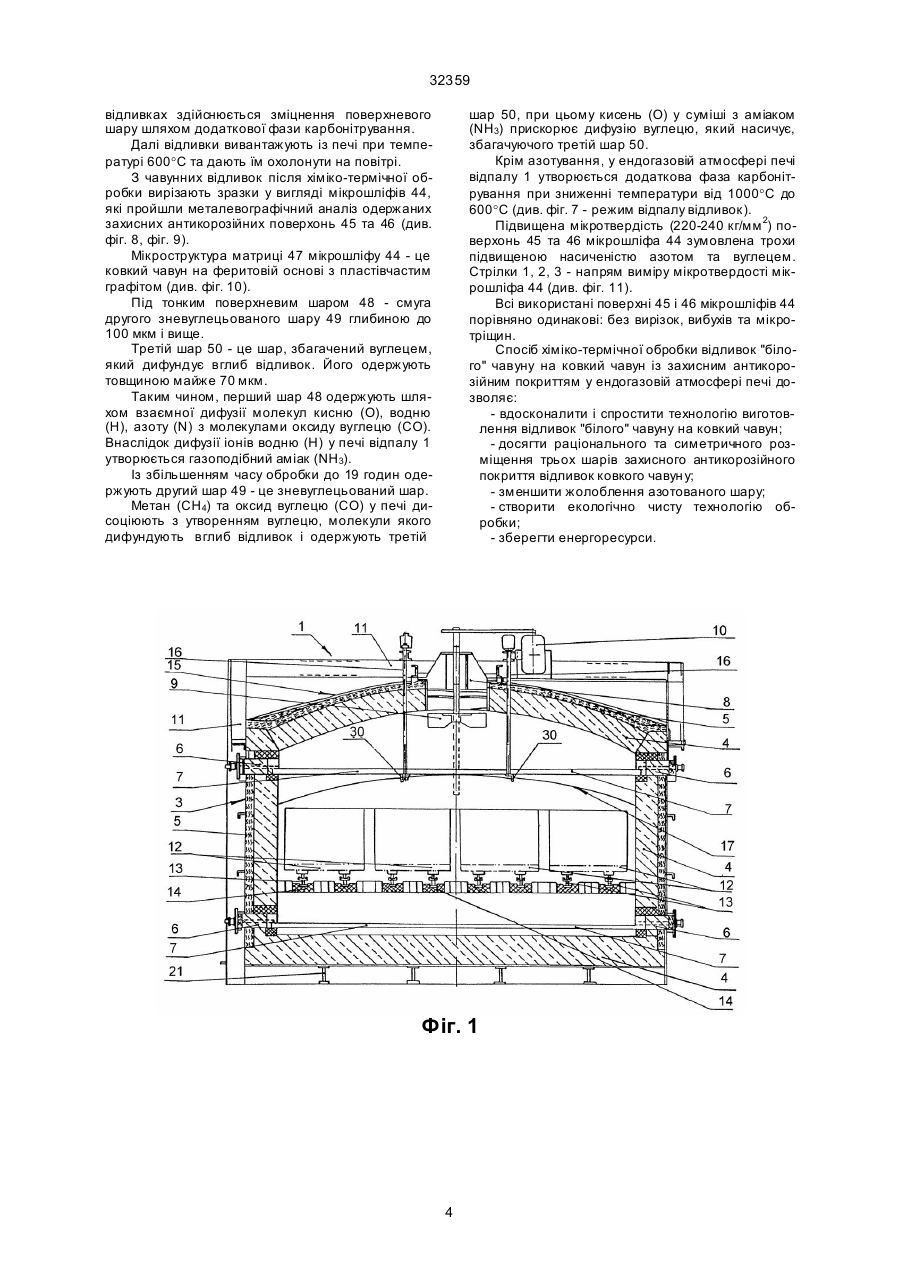
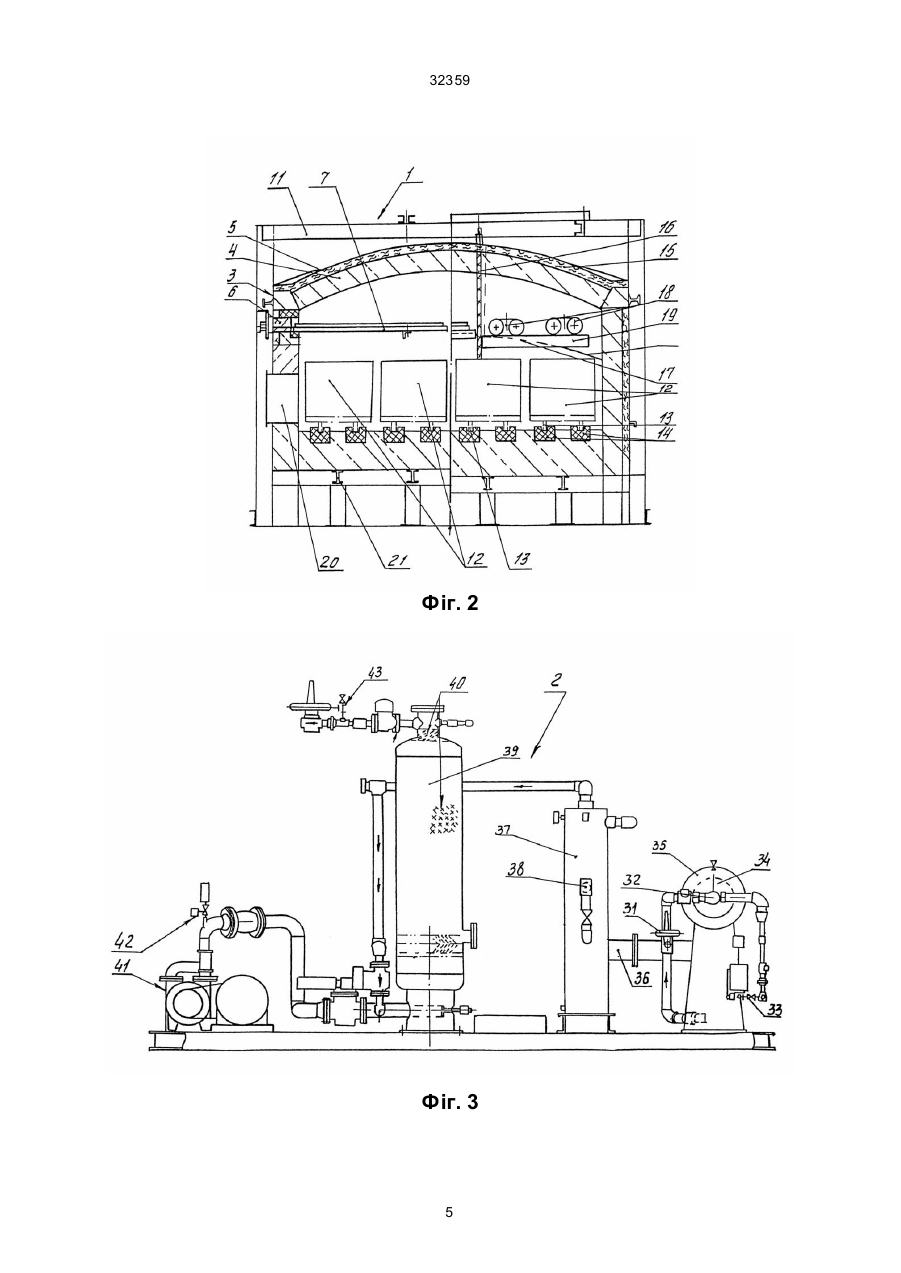
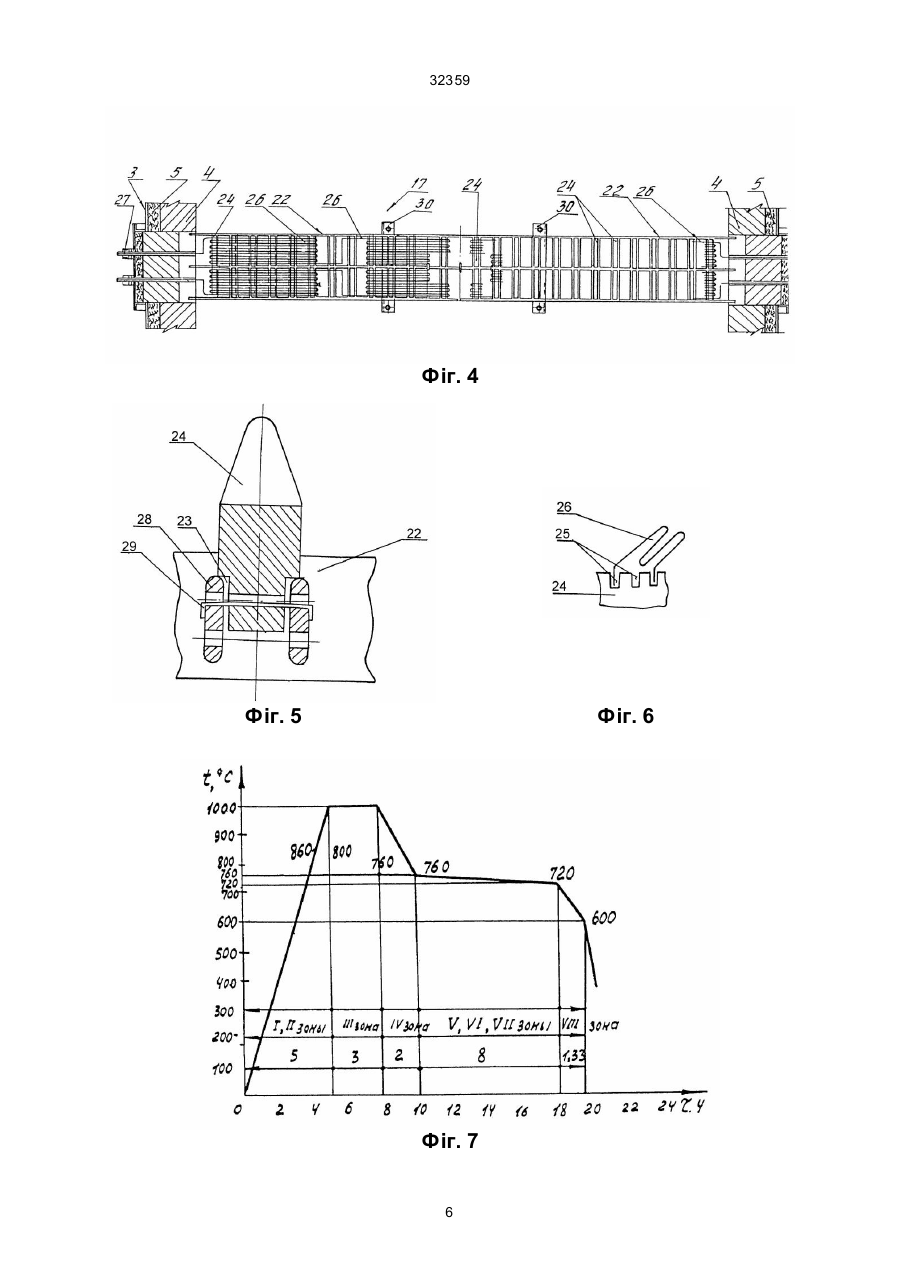
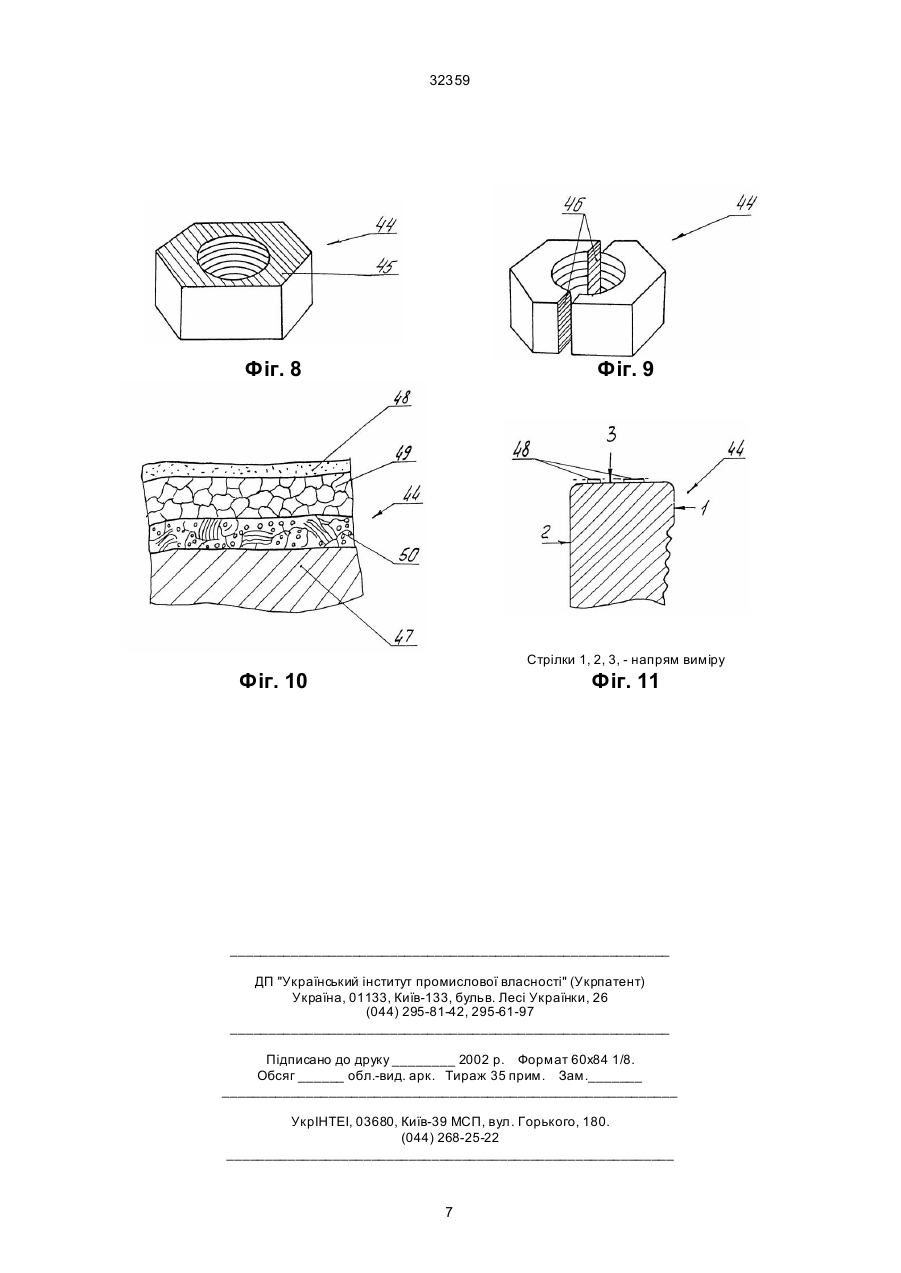
1. Спосіб хіміко-термічної обробки відливків "білого" чавун у на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу, який полягає в тому, що відливки "білого" чавуну відпалюють у печі протягом декількох годин і на відливках формують поверхневі шари, отримані шляхом азотування у ендогазовій атмосфері, що містить кисень, водень, діоксид вуглецю, оксид вуглецю, метан та азот, який відрізняється тим, що до відпалу відливки "білого" чавуну піддають дробоструминній обробці, спочатку піч нагрівають до температури 1000°С і відливки завантажують у піч, потім у печі знижують температуру від 1000°С до 600°С та збільшують час обробки переважно до 19 годин, при цьому під час від A (54) СПОСІБ ХІМІКО-ТЕРМІЧНОЇ ОБРОБКИ ВІДЛИВКІВ " БІЛОГО" ЧАВУНУ НА КОВКИЙ ЧАВУН З ЗАХИСНИМ АНТИКОРОЗІЙНИМ ПОКРИТТЯМ У ЕНДОГАЗОВІЙ АТМОСФЕРІ ПЕЧІ ВІДПАЛУ 32359 автоматично контролюється. Однак контроль не дозволяє оцінити динаміку зростання шару, що формується при необхідній температурі дифузії. Причини, що перешкоджають отриманню необхідного технічного результату: - не виключена деформація і жолоблення азотованих сталеви х деталей; - не виключається порушення технології обробки; - збільшення питомого обсягу поверхні при азотуванні збільшує геометричні розміри деталей; - відокремлена подача аміаку ускладнює технологію обробки; - збільшені витрати матеріалу та енергоресурсів. В основи винаходу поставлене завдання вдосконалення та спрощення способу хіміко-термічної обробки відливок "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу. Згідно з винаходом розроблена нова технологія виготовлення чавунних деталей у ендогазовій атмосфері печі в інтервалі температур від 1000°С до 600°С при надмірному тиску 0,3 атм протягом 17-19 годин, що забезпечує створення сприятливих умов для дифузії, одержання додаткової фази карбонітрування шляхом вироблення газоподібного аміаку у печі та створення на поверхні чавунних деталей захисного зміцнення поверхневого шару, який характеризується підвищеною корозійною стійкістю по відношенню до навколишнього середовища. У піч відпалу не проводять спеціальну подачу аміаку, газоподібний аміак виробляється у печі під час відпалу завдяки певному складу компонентів ендогазової атмосфери печі відпалу. Відомі елементи, що є спільними з аналогом або прототипом: спосіб хіміко-термічної обробки відливок "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу полягає в тому, що відливки "білого" чавун у відпалюють у печі протягом декількох годин, і на відливках формують поверхневі шари, отримані шляхом азотування в ендогазовій атмосфері, що містить кисень, водень, діоксид вуглецю, оксид вуглецю, метан та азот. Нові елементи, які вперше виконані в об'єкті, що пропонується: до відпалу відливки "білого" чавун у піддають дробоструминній обробці. Спочатку піч нагрівають до температури 1000°С, і відливки завантажують у піч, потім у печі знижують температуру від 1000°С до 600°С та збільшують час обробки, переважно до 19 годин. При цьому під час відпалу у печі відливки "білого" чавун у перетворюють на ковкий чавун шля хом цементації та часткової нітроцементації і на відливках здійснюють зміцнення поверхневого шару шляхом додаткової фази карбонітрування. Далі відливки вивантажують із печі при температурі 600°С та дають їм охолонути на повітрі. Піч нагрівають з таким складом ендогазової атмосфери: кисень 0,05% водень 10% діоксид вуглецю 0,05% оксид вуглецю 10% метан 0,2% азот до 25%, при цьому точка роси мінус 45°С. Для обробки використовують піч відпалу американської фірми HOLCROFT. Технічний результат, що досягається при використанні винаходу: - вдосконалена та спрощена хіміко-термічна обробка відливок "білого" чавуну на ковкий чавун за рахунок розробки нової технології виготовлення металевих деталей, за якою дробоструминна обробка проводиться до відпалу у ендогазовій атмосфері печі. При цьому фосфотування та подальша механічна обробка відсутні; - створене захисне антикорозійне зміцнення поверхневого шару у чавунних деталях запірної арматури, що підвищує стійкість до атмосферної корозії; - відмова від обробки чавунних деталей фосфотуванням; - змінена технологія обробки за рахунок суміщення процесів; - виключається використання консерваційних мастил і т. п.; - утворена тришарова поверхнева структура захисного антикорозійного покриття на чавунних деталях; - захисні поверхневі шари чавунних деталей практично не підлягають корозії, є тільки окремі осередки в місцях, недосяжних для первісної дробоструминної обробки; - у печі відпалу вдається уникнути витоку робочої газової суміші; - виключені забруднення атмосфери і скидання металу у стічні води. Характер прояву нових властивостей винаходу: - поверхні чавунних деталей, виготовлених за зміненою технологією, показують найбільшу корозійну стійкість в умовах випробовувань на вологостійкість. Причина - утворення зміцнення поверхневого шару; - навіть механічно оброблені поверхні деталей після хіміко-термічної обробки не корозують; - корозійна стійкість підвищується за рахунок захисних поверхневих шарів на відливках чавуну, що збільшує щільність відливок і деталей запірної арматури і підвищує поверхневе ущільнення. Причинно-наслідковий зв’язок полягає у тому, що вся ви щезазначена сукупність суттєви х ознак, як кожна окремо, так і всі разом, забезпечують виконання завдання винаходу - вдосконалення і спрощення технології обробки, зниження витрат виробництва та підвищення корозійної стійкості чавунних деталей, наприклад, запірної арматури, до атмосферних та вологих умов навколишнього середовища. Спосіб, що пропонується, хіміко-термічної обробки відливок "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу пояснюється графічно: фіг. 1 - піч відпалу американської фірми HOLCROFT; фіг. 2 - торцева сторона печі відпалу; фіг. З - газогенератор; фіг. 4 - електронагрівачі; 2 32359 фіг. 5 - установка вогнетривкого ізолятора у рамі електронагрівачів; фіг. 6 - пази у вигляді "гребінки" у вогнетривкому ізоляторі; фіг. 7 - режим відпалу відливок; фіг. 8, фіг. 9 - зразки у вигляді мікрошліфів; фіг. 10 - мікроструктура захисного антикорозійного покриття; фіг. 11 - замір мікротвердості мікрошліфа, стрілки 1, 2, 3 - напрям виміру. Хіміко-термічна обробка відливок "білого" чавун у на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері реалізується у печі відпалу 1 американської фірми HOLCROFT (Холкрофт), тому що піч відпалу з'єднана з газогенератором 2, який виробляє робочу газову суміш, (див. фіг. 1, фіг. 2, фіг. 3). Хіміко-термічна обробка відливок "білого" чавун у, наприклад, чавунних де талей запірної арматури, проводиться у герметично закритій печі відпалу 1 при температурах від 1000°С до 600°С у ендогазовій атмосфері при надмірному тиску 0,3 атм протягом понад 17-19 годин при такому складі компонентів ендогазової атмосфери: 0,05% кисню (О), 10% водню (Н), 0,05% діоксиду вуглецю (CО2), 10% оксиду вуглецю (CO), 0,02% метану (СН4) (непрореагований), до 25% азоту (N). Точка роси газу мінус 45°С. До відпалу відливки "білого" чавуну піддають дробоструминній обробці до металевого блиску. Піч відпалу 1 HOLCROFT має декілька температурних зон - від 1000°С до 600°С (див. фіг. 1, фіг. 6). Піч відпалу 1 HOLCROFT виконана у вигляді герметичного каркасу 3, футурованого вогнетривкою цеглою 4, зверху якої з боків укладена пресована шлаковата 5 (див. фіг. 1). З боків печі відпалу 1 виконані канали 6 для прямолінійних електронагрівачів 7, що встановлені у верхній та нижній частинах печі 1 (див. фіг. 1). У верхній частині печі 1 встановлені вентилятори 8 (6 шт. чи 8 шт.), лопаті 9 яких розміщені всередині печі 1 для перемішування і циркулювання потоку робочої газової суміші. Вентилятори 8 працюють від електроприводу 10, встановленого на верхніх металевих балках 11 каркасу 3 печі 1. В печі 1 у чотири ряди встановлені сітчасті піддони 12, в які завантажуються відливки "білого" чавун у для хіміко-термічної обробки; завантажені відливки не виступають вище верхнього крайка піддона 12 (див. фіг. 1, фіг. 2). Піддони 12 виконані так, що мають можливість проштовхува тися по рейках 13, які розташовані уздовж усієї печі 1 на підрейкових опорах 14. Через металеву кришку 15 печі 1 усередину проходять шпильки 16, за допомогою яких підвищуються над піддонами 12 склеписті електронагрівачі 17, тобто електронагрівачі 17 утримуються за допомогою шпильок 16 (див. фіг. 1, фіг. 4). На торцевих сторонах печі відпалу 1 виконані труби 18 для охолоджування, які встановлені на швелерній балці 19. Збоку печі 1 є аварійний люк 20 для виключення перекосу піддонів 12 або для ремонту рейок 13 (див. фіг. 2). Основа печі 1 - це двотаврові металеві балки 21 (див. фіг. 1, фіг. 2). Електронагрівачі 7 та 17 являють собою раму 22 з виїмками 23, всередині яких встановлені вогнетривкі ізолятори 24 (див. фіг. 4, фіг. 5). У вогнетривких ізоляторах 24 виконані пази 25 у вигляді "гребінки" (див. фіг. 4, фіг. 6). У пазах "гребінки" 25 встановлені нагрівальні спіралі 26, які мають вивідні кінці 27 (див. фіг. 4). Вогнетривкі ізолятори 24 мають тонкостінні ребра 28, що скріплені скобами 29. До рами 22 електронагрівачів 17 закріплені косинці 30, за допомогою яких рама з електронагрівачами 17 підвищується до шпильок 16 (див. фіг. 1, фіг. 4). Газогенератор 2 виробляє робочу газову суміш з природного газу (див. фіг. 3). Природний газ підводиться подачею повітря через повітродувку 31 до пальника 32, необхідного для горіння. При цьому газ подається до пальника 32 з тим самим тиском, що і повітря, за допомогою 4-ходового крану 33. Природний газ та повітря змішуються у пальнику 32 і горіння проводиться у горизонтально розташованій камері запалювання 34. Навколо камери 34 встановлена водна сорочка 35 для охолодження. Продукт згорання виходить із камери 34 і через труби охолодження 36, де водні пари конденсуються, проходить далі у сепаратор 37, в якому усувається зайва волога. Конденсована вода відводиться із сепараторного бака 37. В лінії газогенератора 2 встановлений запобіжний клапан безпеки 38, що відсікає. Після цього газ, що пройшов через сепараторний бак 37, подається у башту адсорбера 39, в якій укладений молекулярний сітчастий адсорбер 40, що служить для адсорбції робочої газової суміші, бо після повної абсорбції газ надходить до печі відпалу 1. Вакуумний насос 41 великої місткості застосовується для насичення печі відпалу 1 робочою сумішшю. Газ, звільнений від водяних парів, вводиться за допомогою продувного потоку у вакуумну систему, що має вакуумний клапан 42 та клапан продувки 43. Відливки "білого" чавуну після дробоструминної обробки завантажуються у піддони 12, що встановлюються у піч 1, яку спочатку нагрівають до температури 1000°С. Після завантаження відливок піч 1 герметично закривається. Потім у печі знижують температур у від 1000°С до 600°С та збільшують час обробки, переважно до 19 годин. Під час відпалу у печі виробляють газоподібний аміак (NH3) відносно вищезазначеного складу ендогазової атмосфери печі. Поверхня відливок "білого" чавуну після дробоструминної обробки у печі відпалу 1 стає як гомогенний каталізатор у ендогазовій атмосфері печі, при цьому під час відпалу у печі відливки "білого" чавуну перетворюються на ковкий чавун шляхом цементації та часткової нітроцементації і на 3 32359 відливках здійснюється зміцнення поверхневого шару шляхом додаткової фази карбонітрування. Далі відливки вивантажують із печі при температурі 600°С та дають їм охолонути на повітрі. З чавунних відливок після хіміко-термічної обробки вирізають зразки у вигляді мікрошліфів 44, які пройшли металевографічний аналіз одержаних захисних антикорозійних поверхонь 45 та 46 (див. фіг. 8, фіг. 9). Мікроструктура матриці 47 мікрошліфу 44 - це ковкий чавун на феритовій основі з пластівчастим графітом (див. фіг. 10). Під тонким поверхневим шаром 48 - смуга другого зневуглецьованого шару 49 глибиною до 100 мкм і вище. Третій шар 50 - це шар, збагачений вуглецем, який дифундує вглиб відливок. Його одержують товщиною майже 70 мкм. Таким чином, перший шар 48 одержують шляхом взаємної дифузії молекул кисню (О), водню (Н), азоту (N) з молекулами оксиду вуглецю (CO). Внаслідок дифузії іонів водню (Н) у печі відпалу 1 утворюється газоподібний аміак (NН3). Із збільшенням часу обробки до 19 годин одержують другий шар 49 - це зневуглецьований шар. Метан (СН4) та оксид вуглецю (СО) у печі дисоціюють з утворенням вуглецю, молекули якого дифундують вглиб відливок і одержують третій шар 50, при цьому кисень (О) у суміші з аміаком (NH3) прискорює дифузію вуглецю, який насичує, збагачуючого третій шар 50. Крім азотування, у ендогазовій атмосфері печі відпалу 1 утворюється додаткова фаза карбонітрування при зниженні температури від 1000°С до 600°С (див. фіг. 7 - режим відпалу відливок). Підвищена мікротвердість (220-240 кг/мм 2) поверхонь 45 та 46 мікрошліфа 44 зумовлена трохи підвищеною насиченістю азотом та вуглецем. Стрілки 1, 2, 3 - напрям виміру мікротвердості мікрошліфа 44 (див. фіг. 11). Всі використані поверхні 45 і 46 мікрошліфів 44 порівняно одинакові: без вирізок, вибухів та мікротріщин. Спосіб хіміко-термічної обробки відливок "білого" чавуну на ковкий чавун із захисним антикорозійним покриттям у ендогазовій атмосфері печі дозволяє: - вдосконалити і спростити технологію виготовлення відливок "білого" чавуну на ковкий чавун; - досягти раціонального та симетричного розміщення трьох шарів захисного антикорозійного покриття відливок ковкого чавун у; - зменшити жолоблення азотованого шару; - створити екологічно чисту технологію обробки; - зберегти енергоресурси. Фіг. 1 4 32359 Фіг. 2 Фіг. 3 5 32359 Фіг. 4 Фіг. 5 Фіг. 6 Фіг. 7 6 32359 Фіг. 8 Фіг. 9 Стрілки 1, 2, 3, - напрям виміру Фіг. 10 Фіг. 11 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Автори англійськоюLiannoi Vil Andriiovych, Tretiak Borys Serafimovych
Автори російськоюЛянной Виль Андреевич, Третьяк Борис Сераыимович
МПК / Мітки
Мітки: чавун, ковкий, спосіб, чавуну, відпалу, захисним, атмосфери, печі, обробки, ендогазовій, хіміко-термічної, антикорозійним, білого, покриттям, відливків
Код посилання
<a href="https://ua.patents.su/7-32359-sposib-khimiko-termichno-obrobki-vidlivkiv-bilogo-chavunu-na-kovkijj-chavun-z-zakhisnim-antikorozijjnim-pokrittyam-u-endogazovijj-atmosferi-pechi-vidpalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки відливків “білого” чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу</a>
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Ступак Римма Іванівна, Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович
МПК: C23C 8/00
Мітки: обробки, інструменту, хіміко-термічної, спосіб
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Ступак Римма Іванівна, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович
МПК: C23C 14/48
Мітки: хіміко-термічної, виробів, обробки, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Савостіков Олександр Іванович, Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Ступак Римма Іванівна, Чикрижов Олександр Михайлович, Бубнов Ігор Васильович
МПК: C23C 14/48
Мітки: хіміко-термічної, виробів, спосіб, обробки
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8620
Опубліковано: 30.09.1996
Автори: Падалка Валентин Глібович, Верещака Анатолій Степанович, Бубнов Ігор Васильович, Саблєв Леонід Павлович, Ступак Римма Іванівна, Андреєв Анатолій Афанасійович
МПК: C23C 14/48
Мітки: обробки, спосіб, хіміко-термічної, виробів
Формула / Реферат:
Способ химико-термической обработки изделий, включающий создание плазмы реакционного газа зажиганием газового разряда в рабочем объеме путем подачи напряжения на электроды, и изделие при пониженном давлении реакционного газа и нагрев изделия за счет бомбардировки его поверхности заряженными частицами, отличающийся тем, что, с целью повышения износостойкости поверхности обрабатываемых изделий за счет уменьшения энергии заряженных частиц,...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 14388
Опубліковано: 25.04.1997
Автори: Саблєв Леонід Павлович, Овчаренко Валерій Давидович, Ступак Римма Іванівна, Григор'єв Сергій Миколайович, Ломіно Микола Степанович, Андреєв Анатолій Афанасійович, Аксенов Іван Іванович, Гаврилко Ігор Васильович, Шелохаєв Володимир Іванович, Хороших Володимир Максимович
МПК: C23C 12/00
Мітки: інструменту, хіміко-термічної, обробки, спосіб
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием - анодом и дополнительным катодом, отличающийся тем, что, с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном...
Попередній патент: Спосіб лікування гіпертонічної хвороби серця
Наступний патент: Спосіб лікування розповсюджених хронічних дерматозів
Випадковий патент: Підвісна монорейкова дорога