Токарний модуль з чпк
Номер патенту: 36026
Опубліковано: 16.04.2001
Автори: Кузнєцов Юрій Миколайович, Срібний Леонід Микитович, Скляров Руслан Анатолійович
Текст
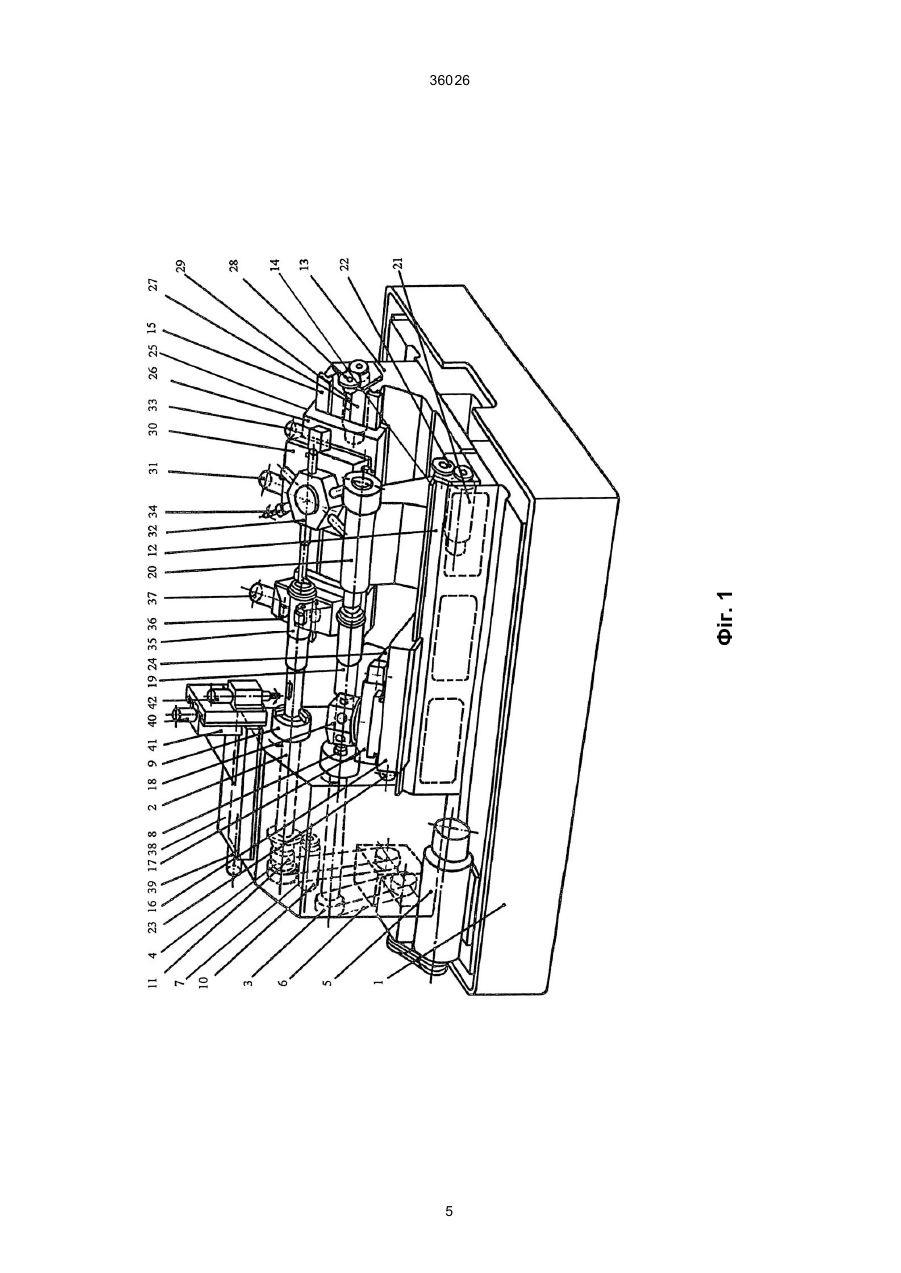
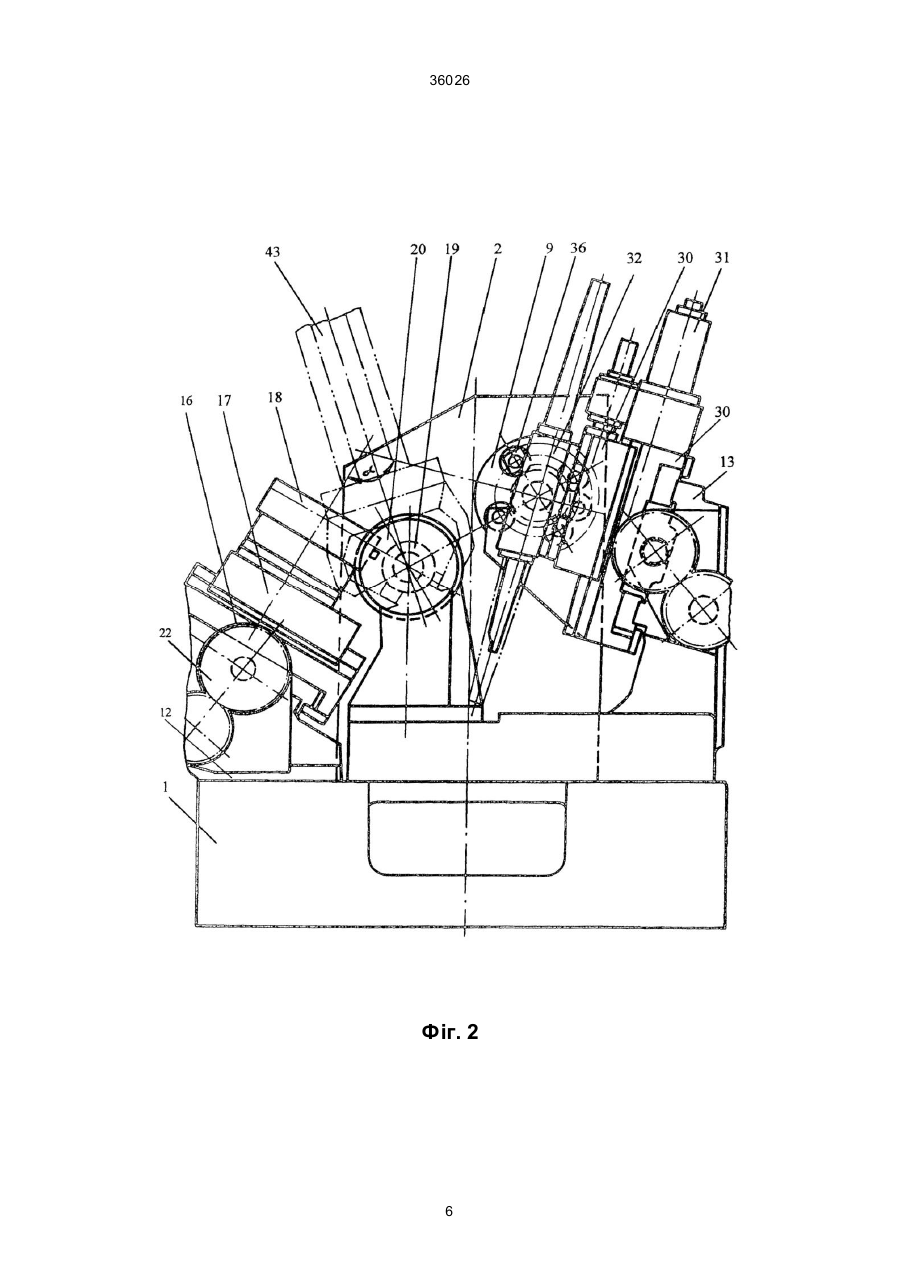
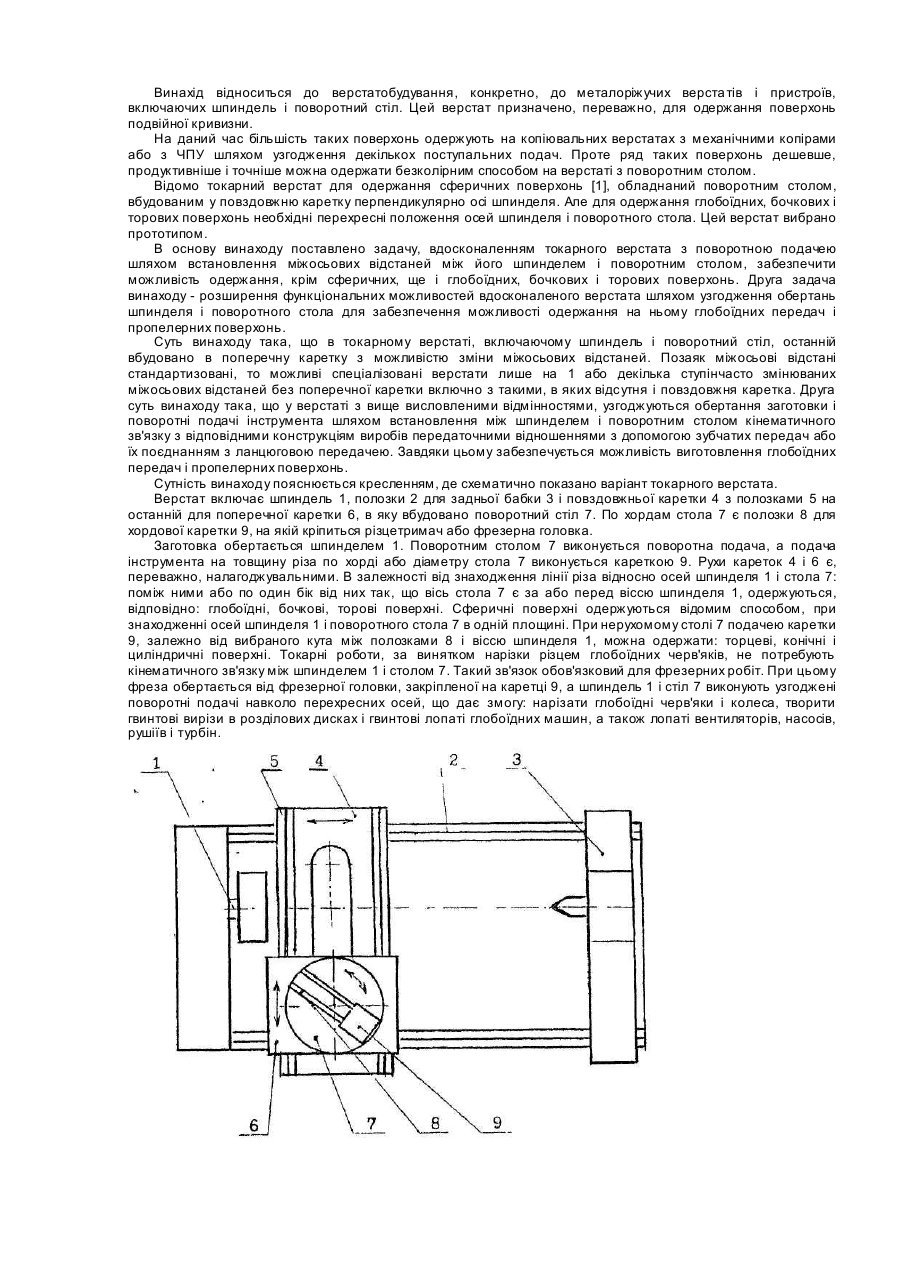
1. Токарний модуль з ЧПК, який включає встановлені на станині передню бабку з робочим шпинделем, що обертається, який має затискний патрон, задню бабку з підтримуючим центром, люнет і хрестові супорти з револьверними головками, які керуються від системи ЧПК і несуть інструменти для обробки, який відрізняється тим, що він має додаткові робочі шпинделі, що обертаються, які розміщені над основним шпинделем і позаду нього, а на станині закріплені додатково введені поздовжні направляючі, які закріплені на стійках, на одній із яких змонтований підтримуючий пристрій і по меншій мірі, один хрестовий супорт з револьверною головкою для токарної і свердлувально-фре A (54) ТОКАРНИЙ МОДУЛЬ З ЧПК 36026 диться обточування зверху, але немає можливості проводити розточування або фрезерування пазів. Недоліком прототипу є: неможливість одночасної обробки зовнішньої і внутрішньої поверхонь, а також фрезерування пазів і свердлування отворів на довгих деталях; встановлення всіх стандартизованих вузлів на направляючих, які розміщенні в одній похилій площині, що обмежує довжину деталі, яка оброблюється, і зменшує робочий простір. Наприклад, при обробці внутрішніх поверхонь в довгій деталі, задня бабка або повинна демонтуватись, або необхідно значно зменшити довжину деталі, що оброблюється. Вказані недоліки призводять до зниження продуктивності і звуження технологічних можливостей відомого верстата для обробки довгих виробів. В основу винаходу поставлено задачу вдосконалення токарного модулю з ЧПК шляхом введення додаткових робочих шпинделів та хрестових супортів, що дозволяє досягнути технічний результат - підвищення продуктивності і розширення технологічних можливостей модуля. Рішення поставленої задачі досягається тим, що в токарному модулі з ЧПК, який включає встановлену на станині передню бабку з робочим шпинделем, що обертається, який має затискний патрон, задню бабку з підтримуючим центром, люнет і хрестові супорти з револьверними головками, які керуються від системи ЧПК і несуть інструменти для обробки, новим є те, що він має змонтовані робочі шпинделі, що обертаються, які розміщені над основним шпинделем і позаду нього, а на станині закріплені додатково введені поздовжні направляючі, які закріплені на стійках, на одній із яких змонтований підтримуючий пристрій і по меншій мірі, один хрестовий супорт з револьверною головкою для токарної і свердлувально-фрезерної обробки на додатковому шпинделі, а на іншій, - по меншій мірі, один хрестовий супорт з револьверною головкою для токарної обробки на основному шпинделі, при цьому вісь обертання револьверної головки для додаткового шпинделя виконана під кутом 105° до осі обертання револьверної головки основного шпинделя. При цьому стійка для додаткового шпинделя виконана Г-подібною, на її горизонтальній поверхні встановлена задня бабка з можливістю повздовжнього переміщення і фіксування. Передня бабка виконана, по меншій мірі, з однією базовою поверхнею, яка паралельна осям обох шпинделів, на якій встановлений додатково введений хрестовий супорт з фрезерно-свердлувальною головкою. Додатковий шпиндель оснащений приводом позиціювання і муфтою, які почергово взаємодіють з приводом обертання і приводом позиціювання. Таке виконання запропонованого токарного модуля з ЧПК для обробки довгих деталей дозволяє підвищити продуктивність, оскільки з'я вилась можливість обробляти в двох робочих позиціях і розширити технологічні можливості верстата, так як одночасно проводиться обточування, розточування, нарізання різі, свердлування і фрезерування на торці і на периферії за допомогою додаткових супортів, які встановлені на базових поверхнях передньої бабки. Встановлення додаткових супортів не на станині, а на базових поверхнях задньої бабки, розміщення осей обертання - револьверних головок основного і додаткових шпинделів під кутом 105°, а також встановлення задньої бабки на окремій горизонтальній площині так, що вона не заважає хрестовому супорту, дозволяє оброблювати більш довгі деталі, не збільшуючи габарити верстата. Відкритий доступ зверху і з права дозволяє використовувати робот і магазин для інструменту, що також розширює його технологічні можливості. Більш детальний опис конструкції і компонування токарного модуля, згідно даного винаходу, приводиться нижче і пояснюється супроводжуючими кресленнями, на яких показано: фіг. 1 - загальний вигляд токарного модуля з ЧПК для обробки довгих деталей в аксонометрії; фіг. 2 - вид справа на фіг. 1. Токарний модуль з ЧПК для обробки довгих деталей, згідно даного винаходу, складається із станини 1 (фіг. 1), на лівій стороні якої встановлена передня бабка 2 з двома верхніми і двома базовими поверхнями, з основним 3 і додатковим 4 шпинделями, що обертаються. Привід обертання основного шпинделя 3 здійснюється від високомоментного, з безступеневим регулюванням швидкостей, електродвигуна 5 через редуктор і ремінну передачу 6. Від такого самого електродвигуна (на кресленні не показаний) отримує обертання додатковий шпиндель 4, через редуктор і ремінну передачу 7. Основний шпиндель 3 оснащений повідковим центром 8, а додатковий шпиндель 4 - затискним кулачковим патроном 9 і додатковим серводвигуном позиціювання 10, який, через зубчасту передачу при переключенні муфти 11 з приводу головного руху на привід позиціювання, забезпечує кутовий поворот шпинделя 4 разом із затисненою деталлю і його фіксування. На станині 1 встановлені також: паралельно і спереду основного шпинделя 3 - поздовжня стійка 12 і паралельно і позаду додаткового шпинделя 4 поздовжня стійка 13. Стійки 12 і 13 оснащені поздовжніми направляючими 14 і 15, які розміщені в похилих до осі симетрії, які утворюють короб, площинах. Направляючі 14 несуть на собі хрестовий супорт, який включає поздовжні салазки 16 і поперечні салазки 17 з револьверною головкою 18 для інструмента зовнішнього обточування довгої заготовки 19, яка закріплена за допомогою повідкового патрона 8 і задньої бабки 20, встановленій на горизонтальній площині стійки 13 (див. фіг. 2) так, що поздовжні салазки 16 і поперечні салазки 17 хрестового супорта, який обслуговує основний шпиндель, проходить вздовж корпуса задньої бабки 20, не торкаючись його, що забезпечує можливість обробки більш довгих деталей в порівнянні з прототипом. Поздовжнє переміщення згаданого хрестового супорта здійснюється по направляючим 14 (фіг. 1) від серводвигуна 21 через беззазорну зубчасту передачу 22, а поперечне переміщення - від серводвигуна 23. Поворот револьверної головки 18 відбувається від серводвигуна 24. На направляючих 15 встановлений належний додатковому шпинделю 4 другий хрестовий супорт 25, який оснащений поздовжніми салазками 26 з приводом від серводвигуна 27 через беззазорну зубчасту передачу 28 на кульково-гвинтову пере 2 36026 дачу 29. На поздовжніх салазках 26 встановлені поперечні салазки 30 з приводом 31 і револьверною головкою 32 для обробки внутрішніх, зовнішніх і торцевих поверхонь довгих деталей. Револьверна головка 32 має привід повороту 33 і привід обертання центрових інструментів 34, які здійснюють свердлування отворів або фрезерування пазів на торці довгої деталі 35, яка підтримується автоматичним люнетом 36, який керується від серводвигуна 37. Люнет 36 встановлений перед хрестовим супортом 25 на направляючих 15 з можливістю перестановки вздовж осі додаткового шпинделя 4 і в залежності від довжини деталі, що обробляється 35. Револьверна головка 32 (фіг. 2) додаткового шпинделя має вісь обертання, яка розміщена під кутом a, рівним, 105° по відношенню до осі обертання револьверної головки 18 основного шпинделя 3. Таке розміщення головки 32 дозволяє встановити на ній довгі оправки, які при повороті револьверної головки проходять вздовж задньої бабки 20, направляючих 14, 15, площини станини і інших сусідніх деталей, не зачіпаючи їх, і дозволяє проводити обробку внутрішніх поверхонь на всій або значній частині довжини деталі, що обертається. Виконання верхніх і бокових площин передньої бабки 2 базовими дозволяє встановлювати на ній додаткові хрестові супорти або пристрої, які звільняють робочий простір токарного модуля, і створює добрі умови для обслуговування і стружковидалення. На верхній базовій площині, яка паралельна осі додаткового шпинделя 4, встановлений хрестовий супорт 38, який має поздовжнє переміщення вздовж осі деталі 35, що обробляється, від серводвигуна 39 і вертикальне переміщення від серводвигуна 40 по вертикальній поверхні поздовжніх салазок 41. На поперечних салазках супорта 38 встановлена фрезерна головка отримує обертання від серводвигуна 42. Така головка призначена для фрезерування, наприклад, шпонкових пазів на зовнішній поверхні оброблюваної деталі 35 при зупиненому і зафіксованому додатковому шпинделі 4 за допомогою серводвигуна позиціювання 10. Токарний модуль з ЧПК може бути оснащений, наприклад, нормальним промисловим дворуким роботом, одна з рук 43 якого показана на фіг. 2. Керування всіма координатами хрестових супортів і серводвигуна позиціювання здійснюється від системи ЧПК. Робота на токарному модулі з ЧПК для обробки довгих деталей, наприклад, робочих шпинделів довжиною 850 мм і діаметром 150 мм для токарних багатошпиндельних автоматів моделей 1Б265, проводиться наступним чином. Дворукий промисловий робот (на кресленні не зображений), наприклад, мод. СМ160Ф2.05.01 [3], бере однією із своїх дво х рух 43 заготовку із спеціального стола (на кресленні не показаний) і переносить на лінію основного шпинделя 3, де відбувається її затиск за допомогою, наприклад, гідроциліндра задньої бабки 20, після чого захоплюючий пристрій опускає заготовку 19 і рука рухається до столу за наступною заготовкою, а основний шпиндель в цей час включається в роботу від електродвигуна 5 через ремінну передачу 6. Після включення обертання шпинделя вступає в роботу хрестовий супорт з револьверною головкою 18, який несе на собі інструменти для зовнішнього обточування заготовки 19 для пустотілого шпинделя. Тут відбувається обточування зверху, проточування канавок, нарізання різі, обточування конічної поверхні, наприклад, під регульований підшипник і т.п. Поки ведеться обробка в основному шпинделі робот бере зі столу наступну заготовку і підходить в вихідне положення для зняття обробленої зверху заготовки 19 вільною рукою. Після захоплення заготовки 19 рукою 43 виводять її за межі зони різання так, що заготовка 19, яку взяли раніше зі столу, опиняється між центрами передньої бабки 2 і задньої бабки 20. Відбувається затиск нової заготовки в основному шпинделі 3, потім відпускання її рукою 43 і вмикання в роботу шпинделя 3 і хрестового супорта 18, як описано раніше. В цей час знята зі шпинделя 3 заготовка 19 встановлюється в затискний патрон 9 і автоматичний люнет 36 додаткового шпинделя 4, відбувається затиск заготовки патроном 9 і люнетом 36 за допомогою серводвигуна 37, розтиск і відвід руки робота і включення в роботу додаткового шпинделя від електродвигуна (на кресленні не зображено), подібного електродвигун у 5, через редуктор, а ремінну передачу 7 включену наліво (в площині креслення) на шків муфту 11. В цей час вступає в роботу хрестовий супорт 25, що обслуговує додатковий шпиндель з револьверною головкою 32, і несе інструмент на довгих оправках для розточування внутрішніх поверхонь, більш короткі оправки для розточування конуса в головці шпинделя або внутрішніх канавок, а також підрізки торця і обточування головки шпинделя. Після виконання цих операцій подається команда на переключення муфти 11 вправо на привід позиціювання і фіксування за допомогою серводвигуна 10. При цьому на зупиненій оброблюваній деталі 35 за допомогою додаткового хрестового супорта 38, встановленого на верхній базовій поверхні передньої бабки 2, проводиться фрезерування шпонкового пазу, а за допомогою револьверної головки 32 від приводу обертання центрових інструментів 34 проводиться свердлування отвору, не співвісного з віссю шпинделя на головці деталі 35, що обробляється. Після закінчення фрезерування шпонкового пазу і свердлування отвору на головці деталі 35 вона позиціонується по куту і фіксується за допомогою серводвигуна 10 для виконання інших отворів на деталі, що обробляється. Поки відбувається одночасна обробка деталі 19 в основному шпинделі 3 і деталі 35 в додатковому шпинделі 4, робот бере зі столу наступну заготовку 19, ставить її в ви хідне положення для завантаження, вільною рукою забирає оброблену зверху де таль 19, а на її місце встановлює підготовлену для завантаження заготовку, після затиску якої вмикає в роботу основний шпиндель. В цей час робот вільною рукою забирає готову деталь 35 із додаткового шпинделя 4 і на її місце оброблену зверху деталь 19 і після її затиску в патроні 9 і люнеті 36 вмикається в роботу додатковий шпиндель, який виконує операції, які описані раніше, а робот в цей час встановлює деталь 35 на стіл готових деталей (на креслені не зображений), а потім переміщається до столу заготовок і бере наступну заготовку 19, переміщуючи її в ви хідне положення для завантаження в шпиндель 3 3 36026 після зняття вільною рукою обробленої зверху деталі 19. Цей цикл задається в програмі і повторюється до закінчення заготовок, поповнення яких відбувається під час обробки деталей. Операції при виготовленні деталей розподіляються між основним і додатковим шпинделем так, щоб виключити або скоротити затримки робота при переустановці, завантаженні і розвантаженні заготовок. Крім описаних операцій, на даному токарному модулі за допомогою хрестового супорта 38 (фіг. 1) можна проводити свердлування отворів, фрезерування лисок поперечних пазів і гвинтових канавок при коловій подачі заготовки від приводу позиціювання, нарізання різі в поперечних отворах, якщо оснастити супорт відповідним інструментом, наприклад, із спеціального магазина - накопичувача, або оснастити супорт багатопозиційною револьверною головкою з інструментом, що обертається. За допомогою револьверної головки 32. якщо її оснастити різного типу обертовим інструментом, можна, крім свердлування, нарізати різь в отворах, фрезерувати пази на торці, виконати лиски на зовнішній і внутрішній поверхні і т.п. Практично на даному токарному модулі одночасно можна виконувати всі токарні операції зовнішніх і внутрішніх поверхонь, а також свердлування, фрезерування і нарізання різі. Завантаження деталей, переустановлення їх із позиції в позицію, а також розвантаження може проводитися в автоматичному циклі за допомогою робота, а в напівавтоматичному циклі - за допомогою цехових підйомно-транспортних засобів. При необхідності деталі можуть розвертатися і оброблятися із зворотної сторони або можна поставити інший такий центр, розвернутий по відношенню до першого на 180°, що дає можливість обробляти деталі з двох сторін одночасно в 4-х шпинделях і підвищити продуктивність в 2 рази. Економічна ефективність від впровадження токарного модуля, що пропонується, для виготовлення довгих деталей типу тіл обертання, шпинделів, гільз, валів з отворами, снарядів і т.п. вира зиться в високій продуктивності за рахунок концентрації і одночасному виконанні різних операцій при оптимальних режимах різання від приводів з безступеневим регулюванням по програмі систем ЧПК. Впровадження такого модуля тільки на Київському ВАТ «Веркон» дозволить вивільнити 5 верстатів токарної, свердлувальної і фрезерної групи, 6 робітників і в 2,5 рази зменшити виробничі площі при виготовленні деталей типу шпинделів, валів, осей, гільз і т.п. Використання токарного модуля з ЧПК для обробки довгих деталей на ділянці валів ВАТ «Веркон» дозволить вивільнити токарний одношпиндельний напівавтомат з ЧПК моделі 1Б732ФЗ для обточування зверху, токарно-гвинторізний верстат з ЧПК для розточування внутрішні х поверхонь моделі 16К20РФЗС5, токарно-гвинторізний верстат для доробки торця моделі 16К20, радіальносвердлувальний верстат моделі 2А55 і вертикально-фрезерний верстат моделі 6Р12 для виконання свердлувально-фрезерних операцій. Розрахунок економічного ефекту від впровадження обробляючого центра показав, що є можливість вивільнити 5 верстатів, 6 робітників, скоротити в 2,5 рази виробничі площі і отримати річний економічний ефект біля 50 тис. грн. Запропонований токарний модуль знайде широке використання в автотракторній промисловості, верстатобудуванні, редукторобудуванні, хімічній промисловості, оборонній промисловості і інших областях машинобудування. Джерела інформації: 1. Токарные станки / А.А.Модзелевский, А.А.Мущинкин, С.С. Кедров, А.М. Соболь и Ю.П. Завгородний. - М.: Машиностроение, 1973. – 282 с. (рис. 105 на стр. 136 и рис. 106 на стр. 137). 2. Проспект фірми «Вест-Альпін» (Австрія) (копія додається). 3. Современные промышленные роботы / Под ред. Ю.Г. Козырева и Я.Л. Шифрина. - М.: Ма шиностроение, 1984 (каталог, стр. 55). 4 Фіг. 1 36026 5 36026 Фіг. 2 6 36026 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюTurning module with cnc
Автори англійськоюKuznetsov Yurii Mykolaiovych, Sribnyi Leonid Mykytovych, Skliarov Ruslan Anatoliiovych
Назва патенту російськоюТокарный модуль с чпу
Автори російськоюКузнецов Юрий Николаевич, Срибный Леонид Никитович, Скляров Руслан Анатольевич
МПК / Мітки
МПК: B23B 9/00, B23Q 3/155
Код посилання
<a href="https://ua.patents.su/7-36026-tokarnijj-modul-z-chpk.html" target="_blank" rel="follow" title="База патентів України">Токарний модуль з чпк</a>
Малогабаритний токарний верстат
Номер патенту: 28463
Опубліковано: 16.10.2000
Автори: Романіка Костянтин Васильович, Денбський Георгій Вікторович
МПК: B23B 3/00
Мітки: верстат, малогабаритний, токарний
Формула / Реферат:
1. Малогабаритный токарный станок, содержащий: станину, переднюю бабку, заднюю бабку и устройство для перемещения режущего инструмента, в которое входят основание, установленные на нем поперечные салазки, поворотный, круг, продольные салазки в резцедержатель, отличающиеся тем, что станина станка представляет собой плоская прямоугольник, на котором закреплены передняя бабка в две упорно-направляющие планки, имеющие возможность изменять свой...
Токарний верстат
Номер патенту: 9009
Опубліковано: 30.09.1996
Автори: Єгоров Володимир Георгієвич, Колінько Борис Степанович
МПК: B23B 3/00, B23B 23/00
Формула / Реферат:
Токарный станок, содержащий подвижную заднюю бабку с механизмом ее фиксации, выполненным в виде установленного с возможностью перемещения от привода бруса-фиксатора, предназначенного для взаимодействия с рейкой-упором, связанной с задней бабкой, отличающийся тем, что, с целью повышения надежности фиксации задней бабки, она снабжена зубчатым диском-копиром, кинематически связанным с рейкой-упором, элементами управления, предназначенными для...
Токарний верстат
Номер патенту: 23319
Опубліковано: 31.08.1998
Автор: Тарасов Анатолій Григорович
МПК: B23B 3/00
Формула / Реферат:
1. Токарний верстат, який має шпиндель і поворотний стіл, який відрізняється тим, що поворотний стіл встановлено з міжосьовою відстанню відносно осі шпинделя.2. Токарний верстат за п. 1, який відрізняється тим, що поворотний стіл вбудовано в поперечну каретку з можливістю зміни міжосьових відстаней.3. Токарний верстат за пп. 1 і 2, який відрізняється тим, що між шпинделем і поворотним столом встановлено кінематичний зв'язок з...
Багатошпиндельний токарний автомат

Номер патенту: 33680
Опубліковано: 15.02.2001
Автори: Вагі Ала Сухель Ель Тахер, Кузнєцов Юрій Миколайович, Скляров Руслан Анатолійович
МПК: B23B 9/00
Мітки: багатошпиндельний, токарний, автомат
Текст:
...із затисненою в патроні 14 заготовкою (на фіг. 3 не показано) здійснюється від електродвигуна 15 (Мс) через зубчасту ремінну передачу 16. При необхідності забезпечення точного кутового положення шпинделя 5, використовують механізм кутової фіксації, який виконаний у вигляді зубчастого фіксуючого диску 17. Рух верхніх салазок 4 по координаті Z здійснюється від електродвигуна 18 (Мz) через зубчасту ремінну передачу 19 і кулькову гвинтову...
Токарний копіювальний напівавтомат

Номер патенту: 23463
Опубліковано: 02.06.1998
Автори: Кульман Сергій Миколайович, Товщик Борис Степанович
МПК: B27C 7/00
Мітки: напівавтомат, копіювальний, токарний
Формула / Реферат:
Токарный копировальный полуавтомат, содержащий станину, переднюю и заднюю бабки, подвижный механический продольный суппорт, поперечный суппорт, качающиеся продольные резцы, скрепленные с продольным суппортом и обкатывающими роликами на свободных концах, копиры качающихся продольных резцов, поперечный суппорт с подрезными тангенциальными профильными резцами, отличающийся тем, что станок содержит дополнительные регулируемые откидные качающиеся...
Попередній патент: Прес виправляючий гідравлічний
Наступний патент: Роз’єднувач
Випадковий патент: Слуховий апарат з використанням сфокусованого п'єзоелемента для впливу на кругле віконце завитки внутрішнього вуха людини