Спосіб виготовлення навитих заготовок і верстат для його здійснення
Номер патенту: 52284
Опубліковано: 16.12.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Шевчук Ігор Михайлович, Пилипець Михайло Ількович
Формула / Реферат
1. Спосіб виготовлення навитих заготовок, який полягає в навиванні стрічки на ребро із закріпленим кінцем на оправку шляхом дії радіальної сили, направленої перпендикулярно до осі оправки, сили осьового підтискання і руху обертання оправки, який відрізняється тим, що одержання профільних навитих заготовок здійснюють за допомогою зусилля формоутворення, що направлене під кутом ![]() до осі обертання оправки, який рівний
до осі обертання оправки, який рівний ![]() , де
, де ![]() - кут нахилу витків профільної навитої заготовки до осі обертання оправки, а величина радіальної сили більша за силу осьового підтискання і достатня для сходження профільної навитої заготовки із зони формоутворення.
- кут нахилу витків профільної навитої заготовки до осі обертання оправки, а величина радіальної сили більша за силу осьового підтискання і достатня для сходження профільної навитої заготовки із зони формоутворення.
2. Верстат для виготовлення навитих заготовок, що містить станину, привід головного руху обертання шпиндельного вузла, запобіжну муфту, механізм навивання із пристроєм закріплення стрічки на оправці зі змінними елементами, механізм радіального притискання, механізм осьового підтискання, механізм калібрування, пристрої змащування і направлення стрічки, бухтотримач із бухтою стрічки, який відрізняється тим, що верстат містить механізм формоутворення профільних навитих заготовок, який складається із основи і формувального ролика, розташованого на основі з можливістю обертового і зворотно-поступального руху підводу-відводу у механізмі формоутворення, який розміщений під оправкою і прикріплений до станини, а робоча поверхня формувального ролика виконана із певним кутом до осі, що рівний куту нахилу витків навитої заготовки, крім цього, у пристрої закріплення механізму навивання робочі поверхні опорної і підтискної втулок виконані відповідно у вигляді зовнішнього і внутрішнього зрізаних конусів із кутом, рівним куту нахилу витків навитої заготовки до осі обертання оправки, а механізм радіального притискання із притискним роликом розміщений в кронштейні на станині верстата над оправкою, механізм калібрування виконано у вигляді клинового пристрою з можливістю регулювання величини кроку спіралі, а бухтотримач із бухтою стрічки, пристрої змащування і направлення стрічки розміщені знизу під станиною.
Текст
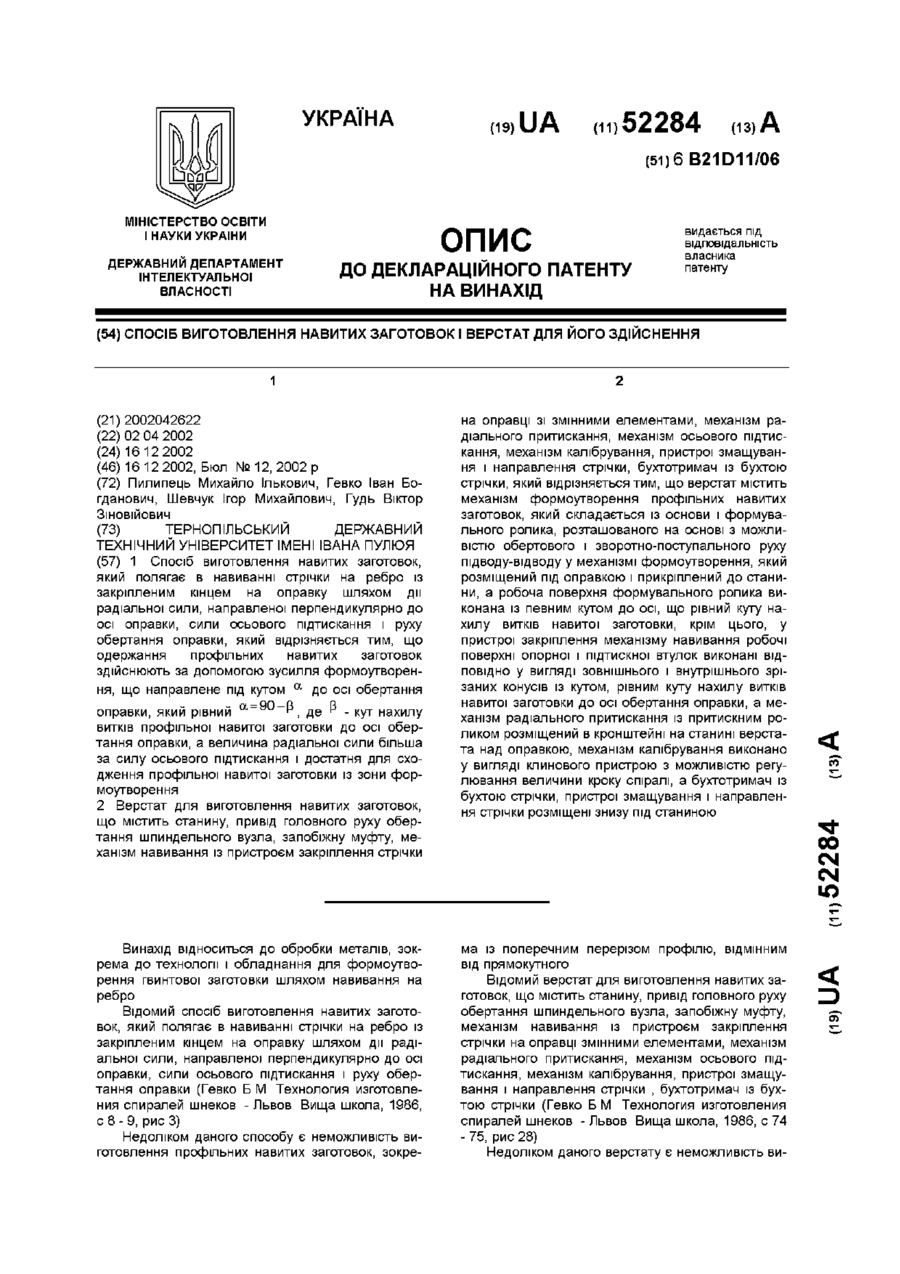
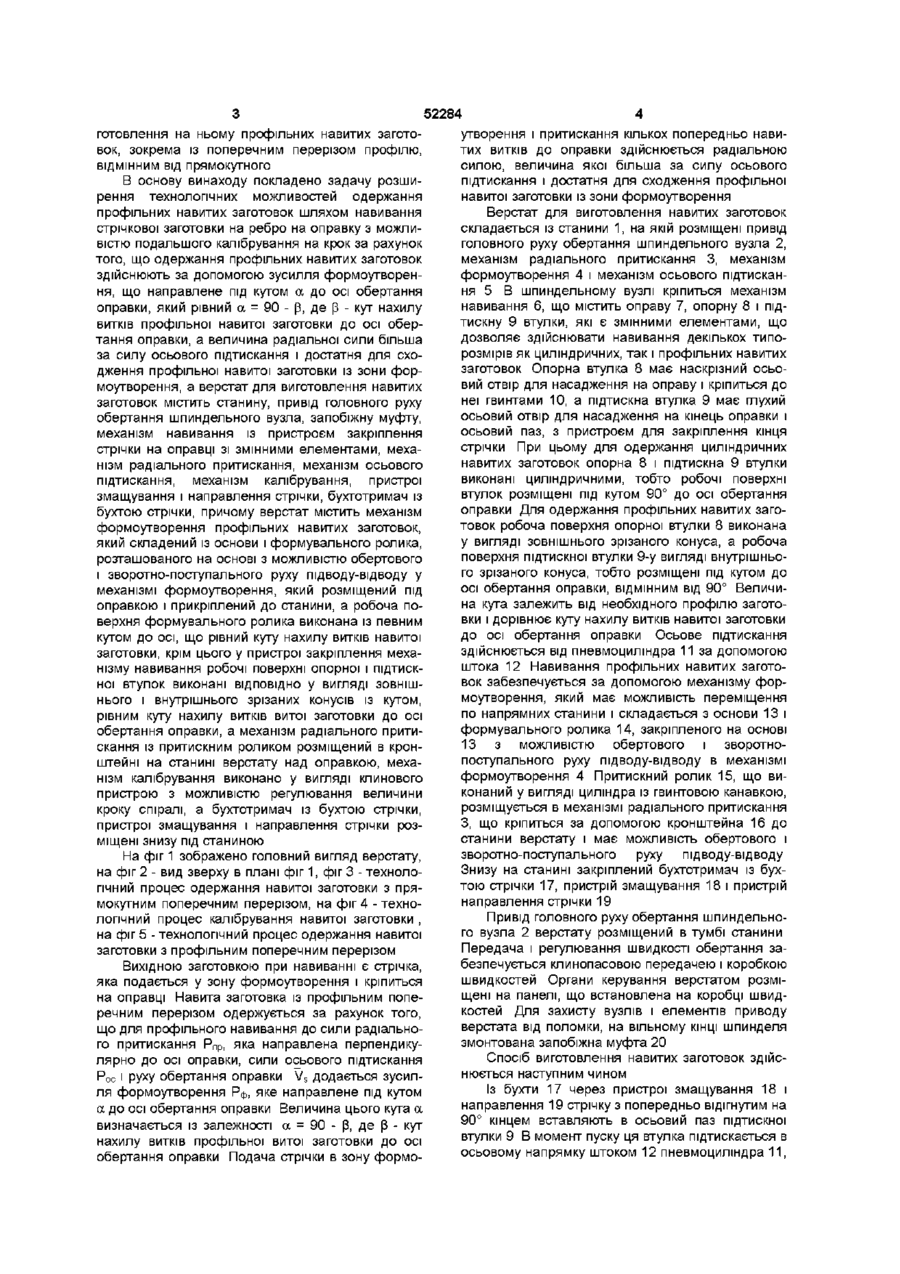
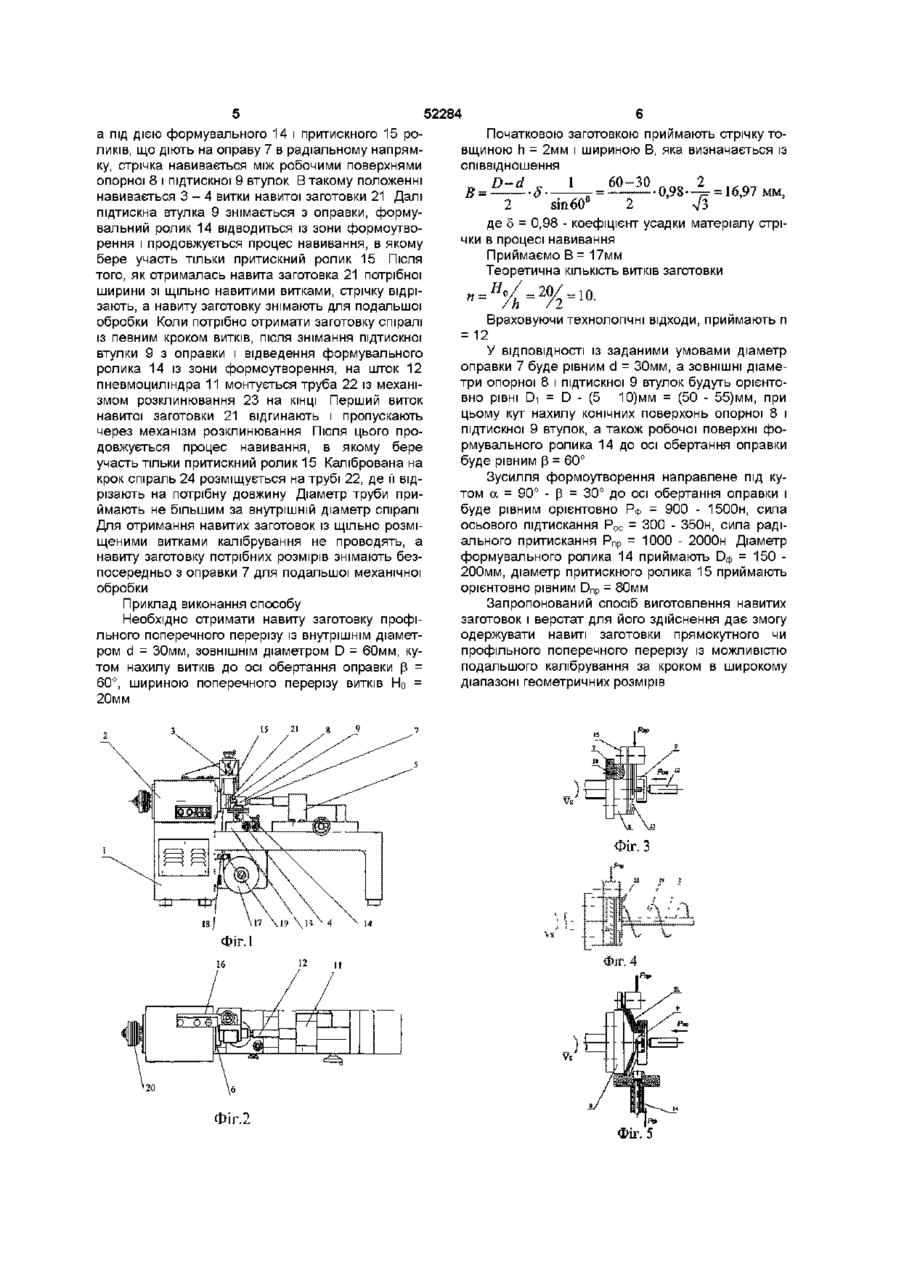
1 Спосіб виготовлення навитих заготовок, який полягає в навиванні стрічки на ребро із закріпленим кінцем на оправку шляхом дії радіальної сили, направленої перпендикулярно до осі оправки, сили осьового підтискання і руху обертання оправки, який відрізняється тим, що одержання профільних навитих заготовок здійснюють за допомогою зусилля формоутворення, що направлене під кутом а до осі обертання оправки, який рівний а - у и ~ Р ] де Р - кут нахилу витків профільної навитої заготовки до осі обертання оправки, а величина радіальної сили більша за силу осьового підтискання і достатня для сходження профільної навитої заготовки із зони формоутворення 2 Верстат для виготовлення навитих заготовок, що містить станину, привід головного руху обертання шпиндельного вузла, запобіжну муфту, механізм навивання із пристроєм закріплення стрічки на оправці зі змінними елементами, механізм радіального притискання, механізм осьового підтискання, механізм калібрування, пристрої змащування і направлення стрічки, бухтотримач із бухтою стрічки, який відрізняється тим, що верстат містить механізм формоутворення профільних навитих заготовок, який складається із основи і формувального ролика, розташованого на основі з можливістю обертового і зворотно-поступального руху підводу-відводу у механізмі формоутворення, який розміщений під оправкою і прикріплений до станини, а робоча поверхня формувального ролика виконана із певним кутом до осі, що рівний куту нахилу витків навитої заготовки, крім цього, у пристрої закріплення механізму навивання робочі поверхні опорної і підтискної втулок виконані ВІДПОВІДНО у вигляді зовнішнього і внутрішнього зрізаних конусів із кутом, рівним куту нахилу витків навитої заготовки до осі обертання оправки, а механізм радіального притискання із притискним роликом розміщений в кронштейні на станині верстата над оправкою, механізм калібрування виконано у вигляді клинового пристрою з можливістю регулювання величини кроку спіралі, а бухтотримач із бухтою стрічки, пристрої змащування і направлення стрічки розміщені знизу під станиною 00 ю Винахід відноситься до обробки металів, зокрема до технології і обладнання для формоутворення гвинтової заготовки шляхом навивання на ребро Відомий спосіб виготовлення навитих заготовок, який полягає в навиванні стрічки на ребро із закріпленим кінцем на оправку шляхом дії радіальної сили, направленої перпендикулярно до осі оправки, сили осьового підтискання і руху обертання оправки (Гевко Б М Технология изготовления спиралей шнеков - Львов Вища школа, 1986, с 8 - 9, рис 3) Недоліком даного способу є неможливість виготовлення профільних навитих заготовок, зокре ма із поперечним перерізом профілю, ВІДМІННИМ від прямокутного Відомий верстат для виготовлення навитих заготовок, що містить станину, привід головного руху обертання шпиндельного вузла, запобіжну муфту, механізм навивання із пристроєм закріплення стрічки на оправці змінними елементами, механізм радіального притискання, механізм осьового підтискання, механізм калібрування, пристрої змащування і направлення стрічки , бухтотримач із бухтою стрічки (Гевко Б М Технология изготовления спиралей шнеков -Львов Вища школа, 1986, с 74 - 75, рис 28) Недоліком даного верстату є неможливість ви 52284 готовлення на ньому профільних навитих заготовок, зокрема із поперечним перерізом профілю, ВІДМІННИМ від прямокутного В основу винаходу покладено задачу розширення технологічних можливостей одержання профільних навитих заготовок шляхом навивання стрічкової заготовки на ребро на оправку з можливістю подальшого калібрування на крок за рахунок того, що одержання профільних навитих заготовок здійснюють за допомогою зусилля формоутворення, що направлене під кутом а до осі обертання оправки, який рівний а = 90 - р, де р - кут нахилу витків профільної навитої заготовки до осі обертання оправки, а величина радіальної сили більша за силу осьового підтискання і достатня для сходження профільної навитої заготовки із зони формоутворення, а верстат для виготовлення навитих заготовок містить станину, привід головного руху обертання шпиндельного вузла, запобіжну муфту, механізм навивання із пристроєм закріплення стрічки на оправці зі змінними елементами, механізм радіального притискання, механізм осьового підтискання, механізм калібрування, пристрої змащування і направлення стрічки, бухтотримач із бухтою стрічки, причому верстат містить механізм формоутворення профільних навитих заготовок, який складений із основи і формувального ролика, розташованого на основі з можливістю обертового і зворотно-поступального руху підводу-відводу у механізмі формоутворення, який розміщений під оправкою і прикріплений до станини, а робоча поверхня формувального ролика виконана із певним кутом до осі, що рівний куту нахилу витків навитої заготовки, крім цього у пристрої закріплення механізму навивання робочі поверхні опорної і підтискної втулок виконані ВІДПОВІДНО у вигляді зовнішнього і внутрішнього зрізаних конусів із кутом, рівним куту нахилу витків витої заготовки до осі обертання оправки, а механізм радіального притискання із притискним роликом розміщений в кронштейні на станині верстату над оправкою, механізм калібрування виконано у вигляді клинового пристрою з можливістю регулювання величини кроку спіралі, а бухтотримач із бухтою стрічки, пристрої змащування і направлення стрічки розміщені знизу під станиною На фіг 1 зображено головний вигляд верстату, на фіг 2 - вид зверху в плані фіг 1, фіг 3 - технологічний процес одержання навитої заготовки з прямокутним поперечним перерізом, на фіг 4 -технологічний процес калібрування навитої заготовки , на фіг 5 - технологічний процес одержання навитої заготовки з профільним поперечним перерізом Вихідною заготовкою при навиванні є стрічка, яка подається у зону формоутворення і кріпиться на оправці Навита заготовка із профільним поперечним перерізом одержується за рахунок того, що для профільного навивання до сили радіального притискання Рпр, яка направлена перпендикулярно до осі оправки, сили осьового підтискання Рос і руху обертання оправки Vs додається зусилля формоутворення Рф, яке направлене під кутом а до осі обертання оправки Величина цього кута а визначається із залежності а = 90 - [3, де [3 - кут нахилу витків профільної витої заготовки до осі обертання оправки Подача стрічки в зону формо утворення і притискання кількох попередньо навитих витків до оправки здійснюється радіальною силою, величина якої більша за силу осьового підтискання і достатня для сходження профільної навитої заготовки із зони формоутворення Верстат для виготовлення навитих заготовок складається із станини 1, на якій розміщені привід головного руху обертання шпиндельного вузла 2, механізм радіального притискання 3, механізм формоутворення 4 і механізм осьового підтискання 5 В шпиндельному вузлі кріпиться механізм навивання 6, що містить оправу 7, опорну 8 і підтискну 9 втулки, які є змінними елементами, що дозволяє здійснювати навивання декількох типорозмірів як циліндричних, так і профільних навитих заготовок Опорна втулка 8 має наскрізний осьовий отвір для насадження на оправу і кріпиться до неї гвинтами 10, а підтискна втулка 9 має глухий осьовий отвір для насадження на кінець оправки і осьовий паз, з пристроєм для закріплення кінця стрічки При цьому для одержання циліндричних навитих заготовок опорна 8 і підтискна 9 втулки виконані циліндричними, тобто робочі поверхні втулок розміщені під кутом 90° до осі обертання оправки Для одержання профільних навитих заготовок робоча поверхня опорної втулки 8 виконана у вигляді зовнішнього зрізаного конуса, а робоча поверхня підтискної втулки 9-у вигляді внутрішнього зрізаного конуса, тобто розміщені під кутом до осі обертання оправки, ВІДМІННИМ ВІД 90° Величина кута залежить від необхідного профілю заготовки і дорівнює куту нахилу витків навитої заготовки до осі обертання оправки Осьове підтискання здійснюється від пневмоциліндра 11 за допомогою штока 12 Навивання профільних навитих заготовок забезпечується за допомогою механізму формоутворення, який має можливість переміщення по напрямних станини і складається з основи 13 і формувального ролика 14, закріпленого на основі 13 з можливістю обертового і зворотнопоступального руху підводу-відводу в механізмі формоутворення 4 Притискний ролик 15, що виконаний у вигляді циліндра із гвинтовою канавкою, розміщується в механізмі радіального притискання З, що кріпиться за допомогою кронштейна 16 до станини верстату і має можливість обертового і зворотно-поступального руху під воду-від воду Знизу на станині закріплений бухтотримач із бухтою стрічки 17, пристрій змащування 18 і пристрій направлення стрічки 19 Привід головного руху обертання шпиндельного вузла 2 верстату розміщений в тумбі станини Передача і регулювання швидкості обертання забезпечується клинопасовою передачею і коробкою швидкостей Органи керування верстатом розміщені на панелі, що встановлена на коробці швидкостей Для захисту вузлів і елементів приводу верстата від поломки, на вільному КІНЦІ шпинделя змонтована запобіжна муфта 20 Спосіб виготовлення навитих заготовок здійснюється наступним чином Із бухти 17 через пристрої змащування 18 і направлення 19 стрічку з попередньо відігнутим на 90° кінцем вставляють в осьовий паз підтискної втулки 9 В момент пуску ця втулка підтискається в осьовому напрямку штоком 12 пневмоциліндра 11, 52284 а під дією формувального 14 і притискного 15 роликів, що діють на оправу 7 в радіальному напрямку, стрічка навивається між робочими поверхнями опорної 8 і підтискної 9 втулок В такому положенні навивається 3 - 4 витки навитої заготовки 21 Далі підтискна втулка 9 знімається з оправки, формувальний ролик 14 відводиться із зони формоутворення і продовжується процес навивання, в якому бере участь тільки притискний ролик 15 Після того, як отрималась навита заготовка 21 потрібної ширини зі щільно навитими витками, стрічку відрізають, а навиту заготовку знімають для подальшої обробки Коли потрібно отримати заготовку спіралі із певним кроком витків, після знімання підтискної втулки 9 з оправки і відведення формувального ролика 14 із зони формоутворення, на шток 12 пневмоциліндра 11 монтується труба 22 із механізмом розклинювання 23 на КІНЦІ Перший виток навитої заготовки 21 відгинають і пропускають через механізм розклинювання Після цього продовжується процес навивання, в якому бере участь тільки притискний ролик 15 Калібрована на крок спіраль 24 розміщується на трубі 22, де її відрізають на потрібну довжину Діаметр труби приймають не більшим за внутрішній діаметр спіралі Для отримання навитих заготовок із щільно розміщеними витками калібрування не проводять, а навиту заготовку потрібних розмірів знімають безпосередньо з оправки 7 для подальшої механічної обробки Приклад виконання способу Необхідно отримати навиту заготовку профільного поперечного перерізу із внутрішнім діаметром d = 30мм, ЗОВНІШНІМ діаметром D = 60мм, кутом нахилу витків до осі обертання оправки р = 60°, шириною поперечного перерізу витків Но = 20мм 1 5 Початковою заготовкою приймають стрічку товщиною h = 2мм і шириною В, яка визначається із співвідношення 1 Г»_Ґ/ Й =и и _ . „ fi(\ — і _ uu _ _ _ _ _ _ =16,97 мм, де 5 = 0,98 - коефіцієнт усадки матеріалу стрічки в процесі навивання Приймаємо В = 17мм Теоретична КІЛЬКІСТЬ витків заготовки Ъ~ /2 Враховуючи технологічні відходи, приймають п = 12 У ВІДПОВІДНОСТІ із заданими умовами діаметр оправки 7 буде рівним d = 30мм, а ЗОВНІШНІ діаметри опорної 8 і підтискної 9 втулок будуть орієнтовно рівні D-i = D - (5 10)мм = (50 - 55)мм, при цьому кут нахилу конічних поверхонь опорної 8 і підтискної 9 втулок, а також робочої поверхні формувального ролика 14 до осі обертання оправки буде рівним р = 60° Зусилля формоутворення направлене під кутом а = 90° - р = 30° до осі обертання оправки і буде рівним орієнтовно Рф = 900 - 1500н, сила осьового підтискання Рос - 300 - 350н, сила радіального притискання Рпр = 1000 - 2000н Діаметр формувального ролика 14 приймають Оф = 150 200мм, діаметр притискного ролика 15 приймають орієнтовно рівним Dnp = 80мм Запропонований спосіб виготовлення навитих заготовок і верстат для його здійснення дає змогу одержувати навиті заготовки прямокутного чи профільного поперечного перерізу із можливістю подальшого калібрування за кроком в широкому діапазоні геометричних розмірів 21 ФІГ. З 52284 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making winded workpieces and workbench for its implementation
Автори англійськоюPylypets Mykhailo Ilkovych, Hevko Ivan Bohdanovych, Shevchuk Ihor Mykhailovych
Назва патенту російськоюСпособ изготовления навитых заготовок и станок для его осуществления
Автори російськоюПилипец Михаил Илькович, Гевко Иван Богданович, Шевчук Игорь Михайлович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, заготовок, верстат, здійснення, навитих, спосіб
Код посилання
<a href="https://ua.patents.su/4-52284-sposib-vigotovlennya-navitikh-zagotovok-i-verstat-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення навитих заготовок і верстат для його здійснення</a>
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гевко Ігор Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович, Лясота Оксана Михайлівна, Гупка Богдан Васильович
МПК: B21D 11/06
Мітки: профільних, реалізації, спосіб, гвинтових, заготовок, формоутворення, верстат
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: типу, верстат, виготовлення, обкочуванням, заготовок, валів, ступінчастих
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: гвинтових, спосіб, заготовок, профілювання, оправка, здійснення
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Спосіб виготовлення порожнистих предметів, зокрема пластмасових заготовок, і пристрій для його здійснення
Номер патенту: 46704
Опубліковано: 17.06.2002
Автор: де Кайпер Дірк
МПК: B29C 45/42, B29C 33/44, B29C 49/06, B29C 45/00
Мітки: пластмасових, предметів, зокрема, виготовлення, здійснення, пристрій, спосіб, порожнистих, заготовок
Формула / Реферат:
1. Способ изготовления полых предметов, в частности пластмассовых заготовок для последующей переработки в изделия из полиэтилентерефталата, в котором исходный материал для изготовления указанных заготовок впрыскивают в пресс-форму, которая имеет поверхность матрицы и ответную поверхность пуансона, между которыми формуют заготовки, пресс-форму раскрывают по поверхностям матрицы и пуансона, причем в этом случае каждый из пуансонов поверхности...
Верстат для навивання профілів в гвинтову спіраль
Номер патенту: 9684
Опубліковано: 30.09.1996
Автори: Мартиненко Володимир Якимович, Гевко Роман Богданович, Данильченко Михайло Григорович, Гевко Богдан Матвійович, Копак Мирослав Петрович, Безпальок Андрій Петрович
МПК: B21D 11/06
Мітки: верстат, навивання, профілів, гвинтову, спіраль
Формула / Реферат:
Верстат для навивання профілів в гвинтову спіраль, що містить механізм видачі полоси, приводний механізм, який кінематичне зв'язує формоутворюючу оправку і механізм направлення полоси, який відрізняється тим, що він включає механізм обмеження бокового зміщення полоси, розташований між механізмами видачі і направлення полоси і виконаний у вигляді горизонтально встановлених верхнього і нижнього барабанів, та розташованих в зонах їх торців...
Попередній патент: Спосіб використання тепла, що утворюється при виробництві холоду
Наступний патент: Спосіб свердління отворів на певну глибину і пристрій для його реалізації
Випадковий патент: Спосіб одержання ванадій-фосфорного каталізатора (vpo) окиснення н-пентану у фталевий ангідрид