Профілезгинальний стан
Номер патенту: 19872
Опубліковано: 25.12.1997
Автори: Кузьмін Віктор Максімовіч, Овчіннікова Татьяна Алєксандровна, Бєрман Гаррі Захаровіч, Свєтлічний Віталій Фьодоровіч, Гулько Альбєрт Ізраіловіч, Лютов Віталій Дмітрієвіч
Формула / Реферат
1. Профилегибочный стан, преимущественно среднего типа, содержащий станину с размещенными на ней корпусами клетей с рабочими валами, установленными в подушках опорных стоек с приводом, и столами вспомогательного инструмента, в котором верхние рабочие валы выполнены регулируемыми по высоте посредством нажимного механизма с регулировочным валом, отличающийся тем, что одна из опорных стоек каждой клети выполнена подвижной в горизонтальной плоскости, рабочие валы клетей выполнены составными разъемными, состоящими из полых валов с базовыми торцевыми плоскостями и связанных с ними съемных рабочих валов, установленных одними своими концами в полости валов со стороны базовой плоскости, а другими - в подушках подвижных опорных стоек, при этом станина выполнена составной из основной и дополнительных секций, верхние поверхности которых находятся в одной плоскости, верхняя поверхность основной станины содержит установочные пазы для размещения корпусов клетей, дополнительные секции выполнены с установочными и крепежными пазами, параллельными пазам основной секции для размещения подвижных опорных стоек и столов вспомогательного инструмента, а регулировочный вал нажимного механизма выполнен разъемным, состоящим из соединительных головок и съемного многогранника.
2. Профилегибочный стан по п. 1, отличающийся тем, что полые и рабочие валы связаны между собой посредством винтов, размещенных внутри полых валов, и соединительных штифтов, жестко связанных с рабочими валами.
3. Профилегибочный стан по п. 1, отличающийся тем, что он снабжен плоскими опорными плитовинами, расположенными на боковой поверхности станины со стороны обслуживания, установленными в одной вертикальной плоскости, с пазами для крепления дополнительных секций, основная секция станины выполнена со стороны дополнительной секции с углублением, а каждая дополнительная секция с выступом равным по высоте углублению основной секции.
4. Профилегибочный стан по п. 1, отличающийся тем, что пазы установки столов вспомогательного инструмента расположены на одинаковом расстоянии от осей валов соседних клетей.
Текст
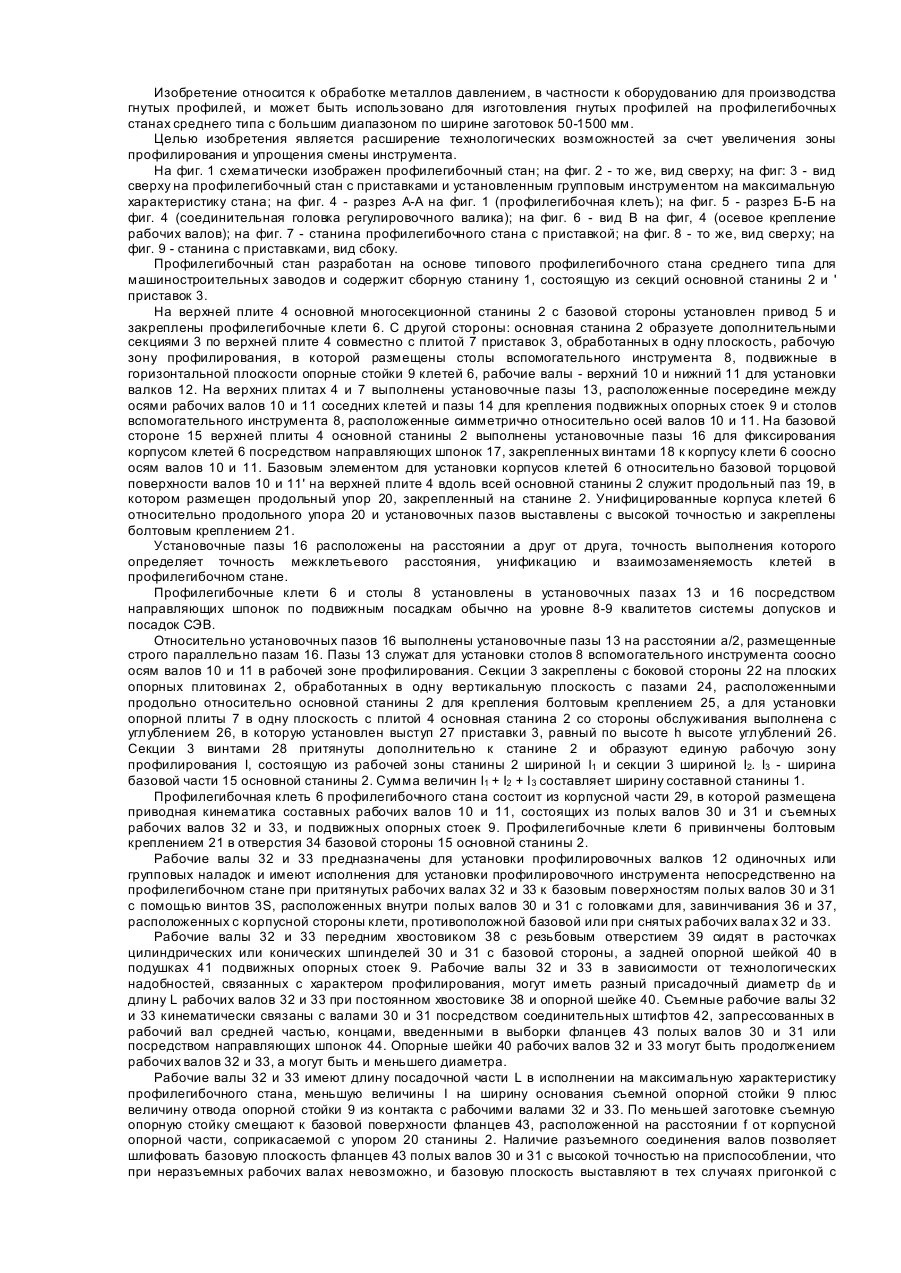
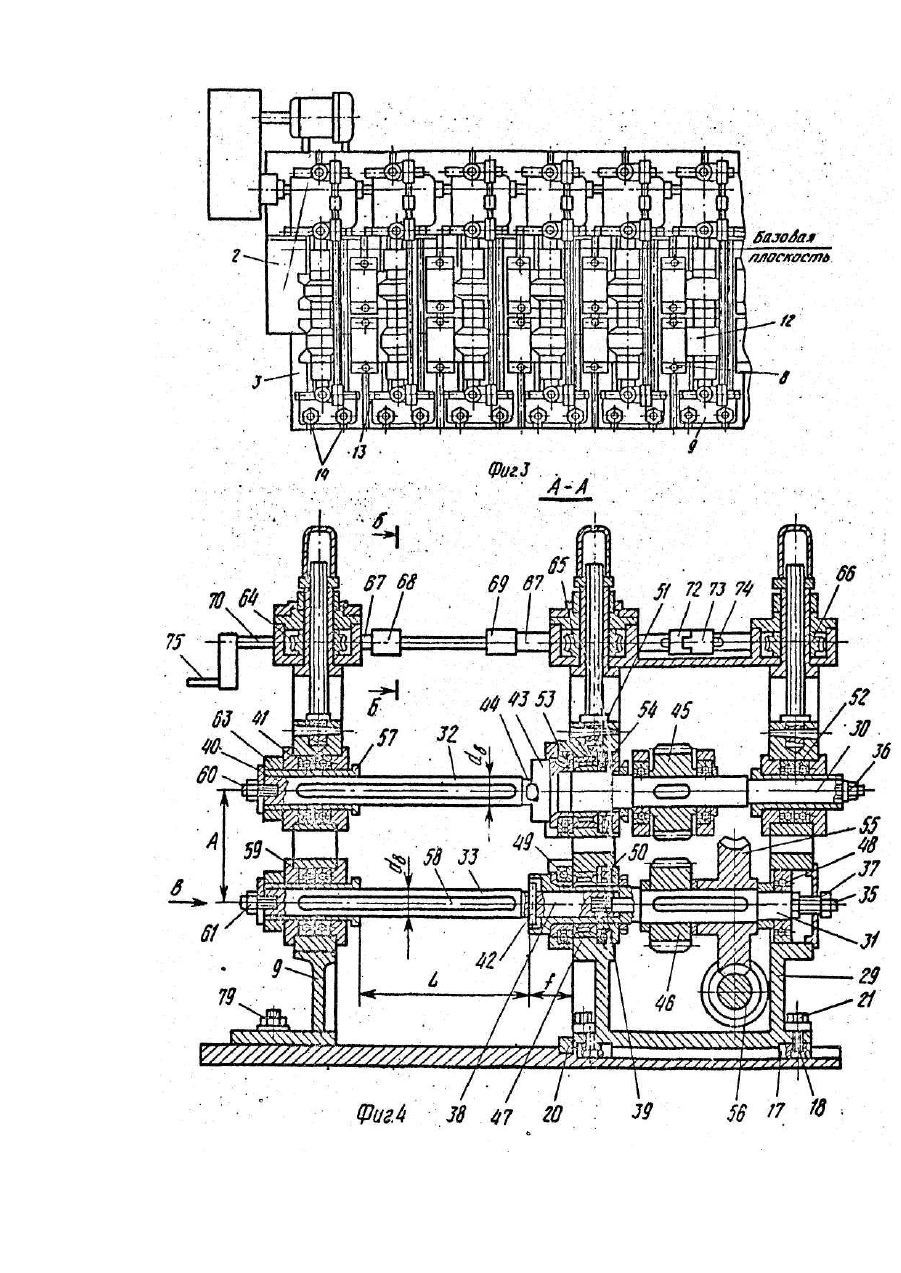
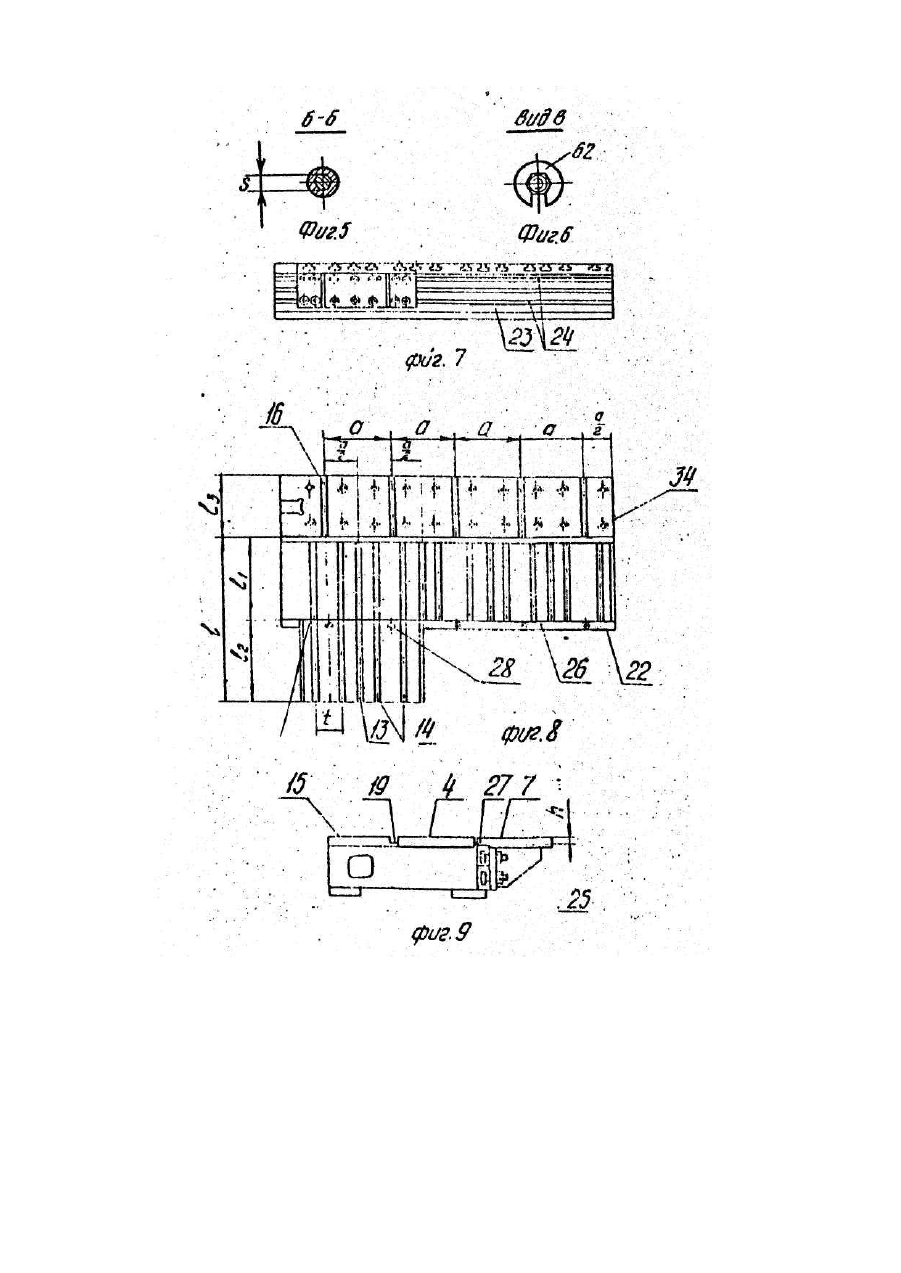
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей, и может быть использовано для изготовления гнутых профилей на профилегибочных станах среднего типа с большим диапазоном по ширине заготовок 50-1500 мм. Целью изобретения является расширение технологических возможностей за счет увеличения зоны профилирования и упрощения смены инструмента. На фиг. 1 схематически изображен профилегибочный стан; на фиг. 2 - то же, вид сверху; на фиг: 3 - вид сверху на профилегибочный стан с приставками и установленным групповым инструментом на максимальную характеристику стана; на фиг. 4 - разрез А-А на фиг. 1 (профилегибочная клеть); на фиг. 5 - разрез Б-Б на фиг. 4 (соединительная головка регулировочного валика); на фиг. 6 - вид В на фиг, 4 (осевое крепление рабочих валов); на фиг. 7 - станина профилегибочного стана с приставкой; на фиг. 8 - то же, вид сверху; на фиг. 9 - станина с приставками, вид сбоку. Профилегибочный стан разработан на основе типового профилегибочного стана среднего типа для машиностроительных заводов и содержит сборную станину 1, состоящую из секций основной станины 2 и ' приставок 3. На верхней плите 4 основной многосекционной станины 2 с базовой стороны установлен привод 5 и закреплены профилегибочные клети 6. С другой стороны: основная станина 2 образуете дополнительными секциями 3 по верхней плите 4 совместно с плитой 7 приставок 3, обработанных в одну плоскость, рабочую зону профилирования, в которой размещены столы вспомогательного инструмента 8, подвижные в горизонтальной плоскости опорные стойки 9 клетей 6, рабочие валы - верхний 10 и нижний 11 для установки валков 12. На верхних плитах 4 и 7 выполнены установочные пазы 13, расположенные посередине между осями рабочих валов 10 и 11 соседних клетей и пазы 14 для крепления подвижных опорных стоек 9 и столов вспомогательного инструмента 8, расположенные симметрично относительно осей валов 10 и 11. На базовой стороне 15 верхней плиты 4 основной станины 2 выполнены установочные пазы 16 для фиксирования корпусом клетей 6 посредством направляющих шпонок 17, закрепленных винтами 18 к корпусу клети 6 соосно осям валов 10 и 11. Базовым элементом для установки корпусов клетей 6 относительно базовой торцовой поверхности валов 10 и 11' на верхней плите 4 вдоль всей основной станины 2 служит продольный паз 19, в котором размещен продольный упор 20, закрепленный на станине 2. Унифицированные корпуса клетей 6 относительно продольного упора 20 и установочных пазов выставлены с высокой точностью и закреплены болтовым креплением 21. Установочные пазы 16 расположены на расстоянии а друг от друга, точность выполнения которого определяет точность межклетьевого расстояния, унификацию и взаимозаменяемость клетей в профилегибочном стане. Профилегибочные клети 6 и столы 8 установлены в установочных пазах 13 и 16 посредством направляющих шпонок по подвижным посадкам обычно на уровне 8-9 квалитетов системы допусков и посадок СЭВ. Относительно установочных пазов 16 выполнены установочные пазы 13 на расстоянии а/2, размещенные строго параллельно пазам 16. Пазы 13 служат для установки столов 8 вспомогательного инструмента соосно осям валов 10 и 11 в рабочей зоне профилирования. Секции 3 закреплены с боковой стороны 22 на плоских опорных плитовинах 2, обработанных в одну вертикальную плоскость с пазами 24, расположенными продольно относительно основной станины 2 для крепления болтовым креплением 25, а для установки опорной плиты 7 в одну плоскость с плитой 4 основная станина 2 со стороны обслуживания выполнена с углублением 26, в которую установлен выступ 27 приставки 3, равный по высоте h высоте углублений 26. Секции 3 винтами 28 притянуты дополнительно к станине 2 и образуют единую рабочую зону профилирования I, состоящую из рабочей зоны станины 2 шириной I1 и секции 3 шириной I2. I3 - ширина базовой части 15 основной станины 2. Сумма величин I1 + I2 + I 3 составляет ширину составной станины 1. Профилегибочная клеть 6 профилегибочного стана состоит из корпусной части 29, в которой размещена приводная кинематика составных рабочих валов 10 и 11, состоящих из полых валов 30 и 31 и съемных рабочих валов 32 и 33, и подвижных опорных стоек 9. Профилегибочные клети 6 привинчены болтовым креплением 21 в отверстия 34 базовой стороны 15 основной станины 2. Рабочие валы 32 и 33 предназначены для установки профилировочных валков 12 одиночных или групповых наладок и имеют исполнения для установки профилировочного инструмента непосредственно на профилегибочном стане при притянутых рабочих валах32 и 33 к базовым поверхностям полых валов 30 и 31 с помощью винтов 3S, расположенных внутри полых валов 30 и 31 с головками для, завинчивания 36 и 37, расположенных с корпусной стороны клети, противоположной базовой или при снятых рабочих вала х 32 и 33. Рабочие валы 32 и 33 передним хвостовиком 38 с резьбовым отверстием 39 сидят в расточках цилиндрических или конических шпинделей 30 и 31 с базовой стороны, а задней опорной шейкой 40 в подушках 41 подвижных опорных стоек 9. Рабочие валы 32 и 33 в зависимости от технологических надобностей, связанных с характером профилирования, могут иметь разный присадочный диаметр dB и длину L рабочих валов 32 и 33 при постоянном хвостовике 38 и опорной шейке 40. Съемные рабочие валы 32 и 33 кинематически связаны с валами 30 и 31 посредством соединительных штифтов 42, запрессованных в рабочий вал средней частью, концами, введенными в выборки фланцев 43 полых валов 30 и 31 или посредством направляющих шпонок 44. Опорные шейки 40 рабочих валов 32 и 33 могут быть продолжением рабочих валов 32 и 33, а могут быть и меньшего диаметра. Рабочие валы 32 и 33 имеют длину посадочной части L в исполнении на максимальную характеристику профилегибочного стана, меньшую величины I на ширину основания съемной опорной стойки 9 плюс величину отвода опорной стойки 9 из контакта с рабочими валами 32 и 33. По меньшей заготовке съемную опорную стойку смещают к базовой поверхности фланцев 43, расположенной на расстоянии f от корпусной опорной части, соприкасаемой с упором 20 станины 2. Наличие разъемного соединения валов позволяет шлифовать базовую плоскость фланцев 43 полых валов 30 и 31 с высокой точностью на приспособлении, что при неразъемных рабочих валах невозможно, и базовую плоскость выставляют в тех случаях пригонкой с помощью втулок или колец. Валы 30 и 31 кинематически связаны между собой посредством шестерен 45 и 46 и паразитных шестерен (не показаны). Нижний полый вал 31 установлен на двух радиальных подшипниковых опорах 47 и 48 и двух упорных подшипниках от осевых нагрузок 49 и 50, а верхний полый вал 30 -регулируемый по высоте также установлен на двух радиальных подшипниковых опорах 51 и 52 и двух упорных подшипниках 53 и 54 от осевых нагрузок. На нижнем полом валу 31 жестко закреплено червячное колесо 55, находящееся в зацеплении с червяком 56, кинематически связанным посредством других клетей с приводом 5. Валковый инструмент 12 размещен на рабочих валах 32 и 33 между базовой плоскостью фланцев 43 и втулками 57, выполненными со шпоночным пазом под шпонки 58 рабочих валов 32 и 33. Втулки 57 сидят на подшипниках 59 съемной опорной стойки 9. Осевой зажим валкового инструмента осуществляют посредством резьбового механизма с торца рабочих валов 32 и 33, состоящего из шпильки 60, гайки 61 и быстросъемной шайбы 62 путем давления на втулку 57. Между шайбой 62 и втулкой 57 при смещении стойки 9 к базовым фланцам полых валов установлены распорные втулки 63. Составные верхние рабочие валы 10 выполнены с возможностью регулировки межцентрового расстояния А между ними и нижними составными рабочими валами 11 посредством нажимного механизма, размещенного на корпусной части 29 клети 6 и подвижной опорной стойки 9, состоящего из трех червячновинтовых механизмов 64-66, приводимых в движение от разъемного в промежутках между опорами регулировочного валика 67, состоящего из соединительных головок 68 и 69 и съемного многогранника (шестигранника) 70, под который в соединительных головках 68 и 69 выполнены отверстия S по форме многогранника. В промежутках между червячно-винтовыми механизмами 65 и 66 в корпусе 29 клети 6 установлена муфта 71, состоящая из двух соединенных полумуфт, одна из которых выполнена в виде вилки 72, а другая в виде ушка 73 с возможностью рассоединения за счет перемещения каждого по направляющей шпонке 74 на разъемных элементах регулировочного валика 67. При перемещении опорной стойки 9 при переналадках вдоль рабочей зоны профилирования соосно рабочим валам 32 и 33 многогранник не выходит из закрепления с червячно-винтовыми парами 64-66 нажимного механизма, так как длина калиброванного прокатного прутка имеет постоянное сечение подлине. Сам многогранник утопает в полых отверстиях разъемного валика 67, которым осуществляют перемещения верхнего шпинделя 10 вращением рукоятки 75. Соединение разъемных элементов регулировочного валика 67 многогранником 70 позволяет осуществлять соединение механизмов регулировки верхнего вала 10 при значительных перемещениях опорной стойки 9, крепление которой на станине 2 и секциях 3 обеспечивают пазы 14, расположенные на расстоянии t друг от др уга. Работа профилегибочного стана осуществляется следующим образом. От привода 5 через клиноременную передачу 76 и муфту включения 77 вращение передается трансмиссионному валу 78, состоящему из соединенных между собой посредством соединительных муфт червяков 56, кинематически связанных с червячными колесами 55, жестко закрепленных на нижнем полом валу 31, получающем вращение, от трансмиссионного вала 78 посредотврм червячной пары 55 и 56. Oт нижнего вала 31 жестко закрепленную на нем шестерню 46 и через две паразитные шестерни (не показаны) вращательное движение передается верхнему валу 30 посредством жестко закрепленной на нем шестерни 45, находящейся в зацеплении с паразитными шестернями. Таким образом, нижний 31 и верхний 30 валы получают противоположно направленное вращение. Рабочие верхние валы 32 кинематически жестко связаны с валом 30, а нижние рабочие валы 33 - с валами 31. Переналадку профилегибочного стана с одного профиля на другой осуществляют следующим образом. Отпускают затяжку болтов 79 съемной опорной стойки 9 и прижимных гаек 61 и снимают шайбы 62. Отводят съемные опорные стойки 9 из контакта с рабочими валами 32 и 33, снимают из пазов 14 болтовое крепление 79 и отводят опорные стойки 9 в сторону от оси вала или со станины вручную или механизированно. Универсальный профилегибочный стан может быть использован для переналадки на один профиль, а может быть использован для групповых наладок. При переналадках на один профиль с посадочной части рабочих валов 32 и 33 снимают валки с установочными втулками прежней и со столов 8 вспомогательный инструмент. Затем улавливают из профиля и устанавливают относительно ее вспомогательный инструмент новой наладки, а после этого формующие валки новой наладки, затем подводят съемные опорные стойки 9 и закрепляют валковый и вспомогательный инструмент. При групповых переналадках на несколько профилей после отвода опорных стоек 9 вращением головок 36 и 37 вывинчивают винты 34 и 35 из резьбовых отверстий 39 хвостовиков 38 рабочих валов 32 и 33, выбивая частично рабочие валы 32 и 33 из расточек полых валов 30 и 31. Конструкция рабочих валов 32 и 33 для групповых наладок может быть несколько иная с упорными буртами и затяжкой, как у рабочих валов профилегибочных станов тяжелого типа. Грузоподъемным амортизированным устройством удаляют рабочие валы 32 и 33 с валковым инструментом 12 из расточек 30 и 31 и отвозят на места складирования. Затем отпускают от затяжки столы с вспомогательным инструментом 8 и отвозят на место складирования. После этого подвозят столы вспомогательного инструмента 8 новой наладки, собранные заранее на стенде. Выставляют столы с фиксацией по направляющим шпонкам в установочных пазах 13 по заранее выставленным упорам, по монтажной схеме закрепленным на определенном расстоянии от базовой плоскости также в установочном пазу 13. Закрепляют столы вспомогательного инструмента 8. Затем грузоподъемным устройством подвозят рабочие валы 32 и 33 в наборе с новым групповым валковым инструментом, заводят хвостовиками 38 в расточки полых валов 30 и 31, притягивают рабочие валы 32 и 33 винтами 35 к базовой поверхности и закрепляют. Затем устанавливают на свое рабочее место подвижные опорные стойки 9 и закрепляют их. При отсутствии широких профилей с максимальной характеристикой секций 3 можно от основной станины отделить и снять, для чего необходимо вывинтить болты 25 и винты 28. Профилегибочный стан по сравнению с известным профилегибочным станом среднего типа имеет широкие универсальные возможности за счет сборной конструкции станины, расширяющей рабочую зону профилирования, за счет установочных пазов для клетей и столов вспомогательного инструмента, обеспечивающих и х повышенную точность и взаимозаменяемость, а также обеспечивающих возможность блочной установки вспомогательного инструмента в наборе на столах с установкой по упорам, забазированным относительно базовой поверхности за счет пазов для крепления подвижной опорной стойки и столов, обеспечивающих большой диапазон их перемещения в рабочей зоне профилирования, а также за счет составных рабочих валов, позволяющих устанавливать рабочие валы в самых разнообразных исполнениях. Для обеспечения возможности регулировки верхнего рабочего вала посредством червячно-винтовых пар нажимного механизма при широком диапазоне отвода подвижных опорных стоек разъемные элементы регулировочного валика в виде соединительных головок соединены калиброванным многогранником, а форма сечения соединительных головок соответствуе т сечению соединительного многогранника. Наличие возможности насадок рабочих валов с валками позволяет обеспечивать широкую характеристику профилегибочного стана, например, в пределах от 50 до 1500мм по ширине в пределах, например, допустимой толщины металла 0,5-2мм для станов среднего типа. Конструкция составных рабочих валов за счет сменных рабочих валов позволяет производить смену валков путем установки на рабочие валы, широком диапазоне валкового инструмента. Кроме того, конструкция профилегибочного стана позволяет устанавливать и снимать установленный на рабочих валах групповой профилировочный инструмент в наборе. Это дополнительно расширяет технологические возможности предлагаемого стана по сравнению с известным. Описанный профилегибочный стан, обеспечивает при замене поломанной клети новой необходимую технологическую точность без пригонок за счет обеспечения возможности выполнения с высокой точностью базовой поверхности фланцевых полых шпинделей. В профилегибочном стане упрощена замена поломанного рабочего вала по сравнению с известным профилегибочным станом с несоставными валами. Применение описанной конструкции профилегибочного стана среднего типа позволит профилировать большее количество деталей за счет его универсальности, широкого диапазона регулирования по ширине заготовки и возможности блочной установки валкового и вспомогательного инструмента в групповых наладках.
ДивитисяДодаткова інформація
Назва патенту англійськоюBeading machine
Автори англійськоюHulko Albiert Izrailovich, Svietlichnyi Vitalii Fiodorovich, Kuzmin Viktor Maksimovich, Ovchinnikova Tatiana Alieksandrovna, Bierman Harri Zakharovich, Liutov Vitalii Dmitrievich
Назва патенту російськоюПрофилегибочный стан
Автори російськоюГулько Альберт Израилович, Светличный Виталий Федорович, Кузьмин Виктор Максимович, Овчинникова Татьяна Александровна, Берман Гарри Захарович, Лютов Виталий Дмитриевич
МПК / Мітки
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Код посилання
<a href="https://ua.patents.su/6-19872-profilezginalnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Профілезгинальний стан</a>
Прокатний стан

Номер патенту: 15846
Опубліковано: 30.06.1997
Автори: Клетцен Петер, Тільга Степан Сергійович, Вільфрид Класк, Нечепоренко Володимир Андрійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Куцов Юрій Георгійович, Кауров Володимир Васильович
МПК: B21B 1/16
Формула / Реферат:
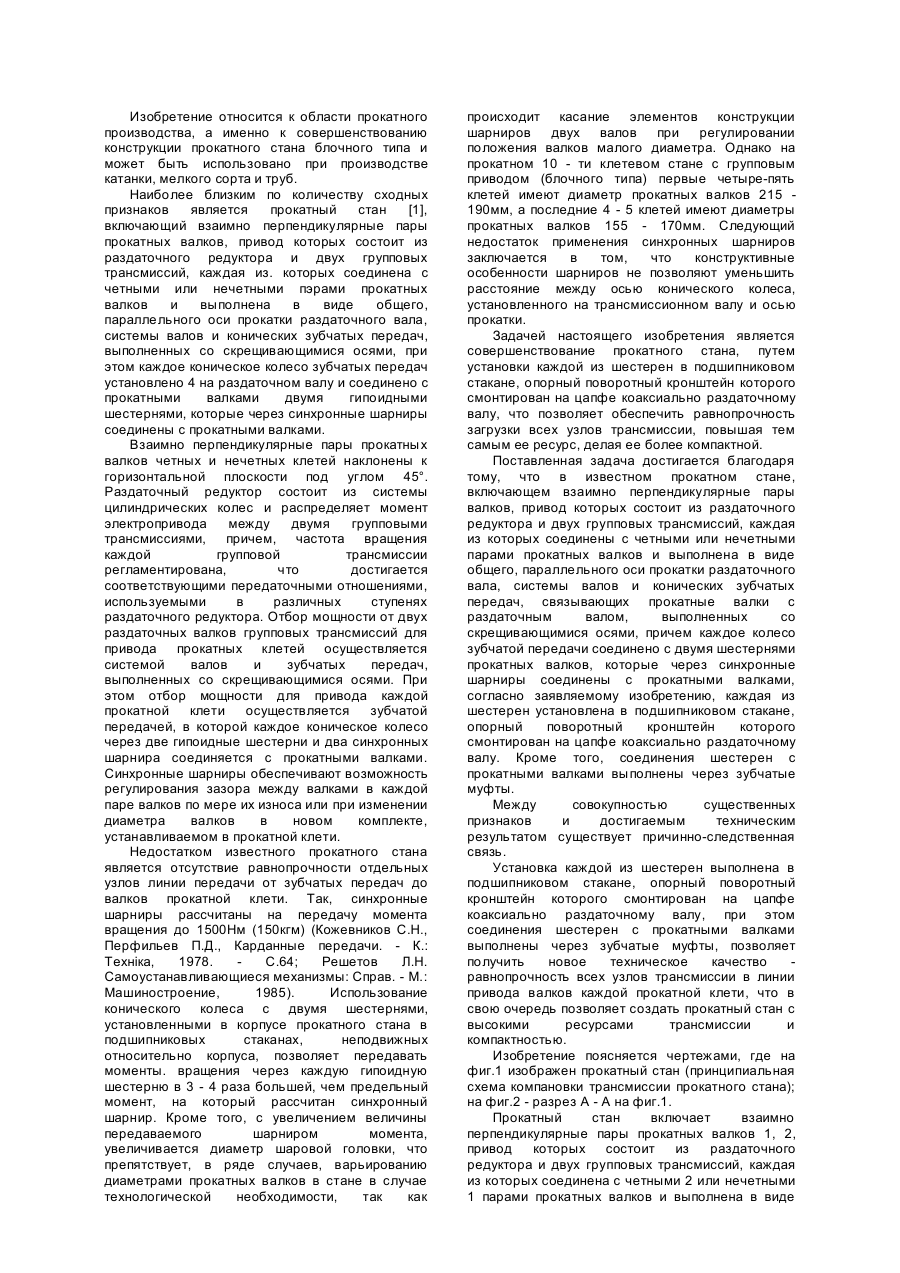
Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки трансмиссионного вала, системы валов и зубчатых передач, выполненных со скрещивающимися осями, при этом каждое ведущее коническое колесо зубчатых передач...
Стан поперечно-клинової прокатки
Номер патенту: 18207
Опубліковано: 25.12.1997
Автори: Скрябін Семен Олександрович, Кадурін Володимир Іванович, Іщишин Іван Іванович, Ковальчук Дмитро Анатолійович, Сатанін Володимир Андрійович
МПК: B21H 8/00
Мітки: поперечно-клинової, прокатки, стан
Формула / Реферат:
1. Стан поперечно-клиновой прокатки, содержащий станину с неподвижной нижней плитой и направляющей для верхней плиты, имеющей возможность возвратно-поступательного перемещения параллельно нижней плиты и регулировки вертикального перемещения, два блока клиновых инструментов, закрепленные на плитах, а также нагреватель заготовок, отличающийся тем, что стан снабжен распределителем с приводом и двумя толкателями заготовок, при этом распределитель...
Профілевигинальний стан для формування протягуванням
Номер патенту: 17801
Опубліковано: 03.06.1997
Автори: Смоляров Анатолій Михайлович, Славінський Микола Петрович, Шаповал Володимир Миколайович, Ігнатенко Анатолій Павлович
МПК: B21D 5/06
Мітки: формування, протягуванням, профілевигинальний, стан
Формула / Реферат:
Профилегибочный стан для формовки "протяжкой, содержащий разматыватель, стыкосварочную машину, ряд рабочих клетей с валками, последняя из которых выполнена с приводными валками, устройство для кратковременного привода валков, выполненное в виде звездочек, установленных на хвостовиках одноименных валков, отрезка незамкнутой цепи, размещенной на этих звездочках и направляющих перемещения цепи вдоль стана, отличающийся тем, что валки...
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Нечепоренко Володимир Андрійович, Клетцен Петер, Вільфрид Класк, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Кауров Володимир Васильович, Куцов Юрій Георгійович, Тільга Степан Сергійович
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Морозов Рудольф Павлович, Крилов Михайло Юрійович
МПК: B21B 1/16
Мітки: прокатки, стан, безперервний, дроту
Формула / Реферат:
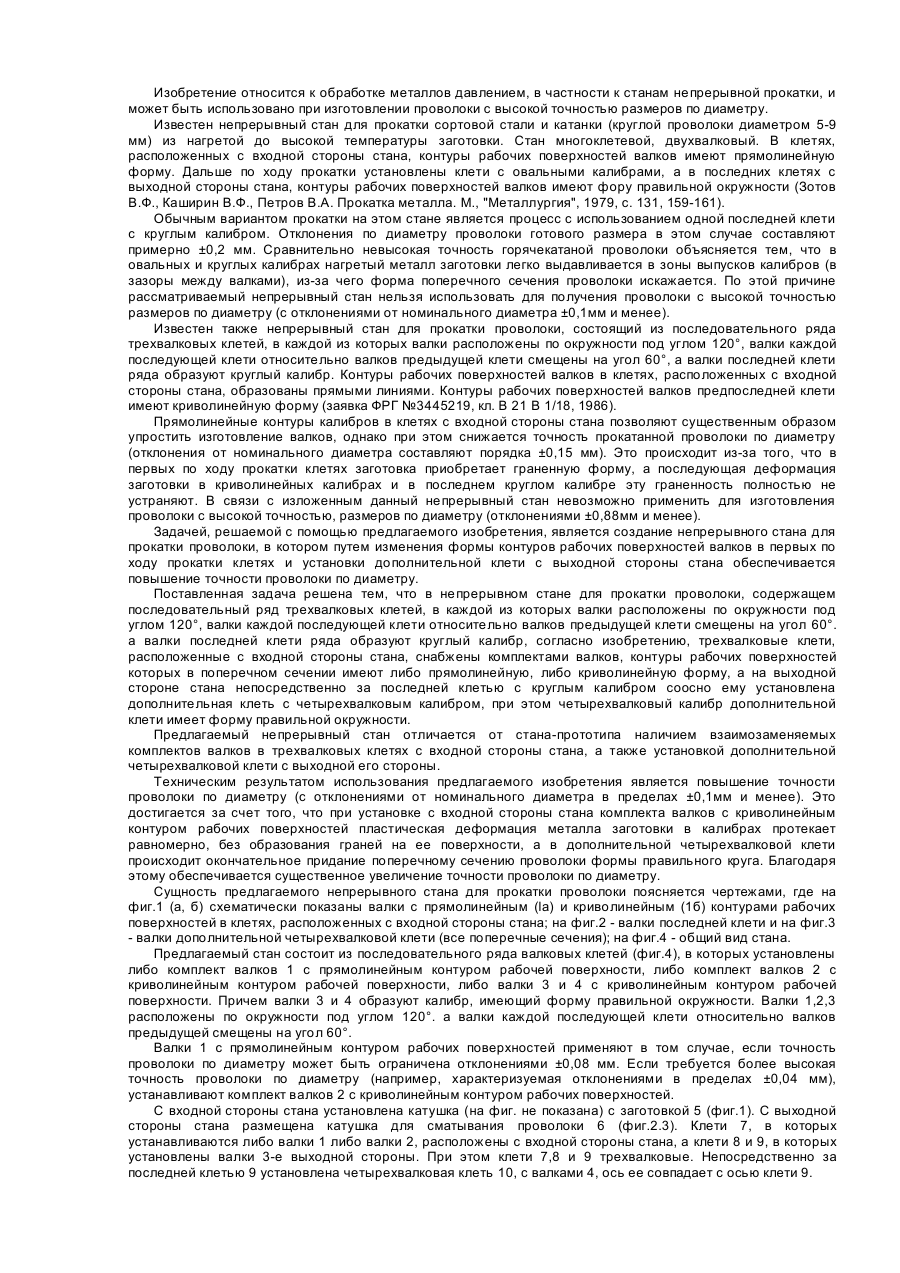
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Попередній патент: Клапан дросельний шиберний
Наступний патент: Запобіжний клапан з вбудованим підживлювальним клапаном
Випадковий патент: Спосіб деформуючого протягування