Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Білобров Юрій Миколайович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович

Формула / Реферат
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який відрізняється тим, що відстань поміж чорновою кліттю та ножицями обрано з умови, що вона менша за довжину будь-якого з підкатів непарного чорнового пропускання, окрім останнього, при цьому ножиці виконано з можливістю розкриття ножів для пропускання підкату без обрізування його кінців, а відстань поміж чорновою та чистовою клітями вибрано з умови, що вона менша за довжину підкату, який отримано в останньому чорновому пропусканні, при цьому чорнова та чистова кліті виконані з можливістю узгодження швидкостей.
Текст
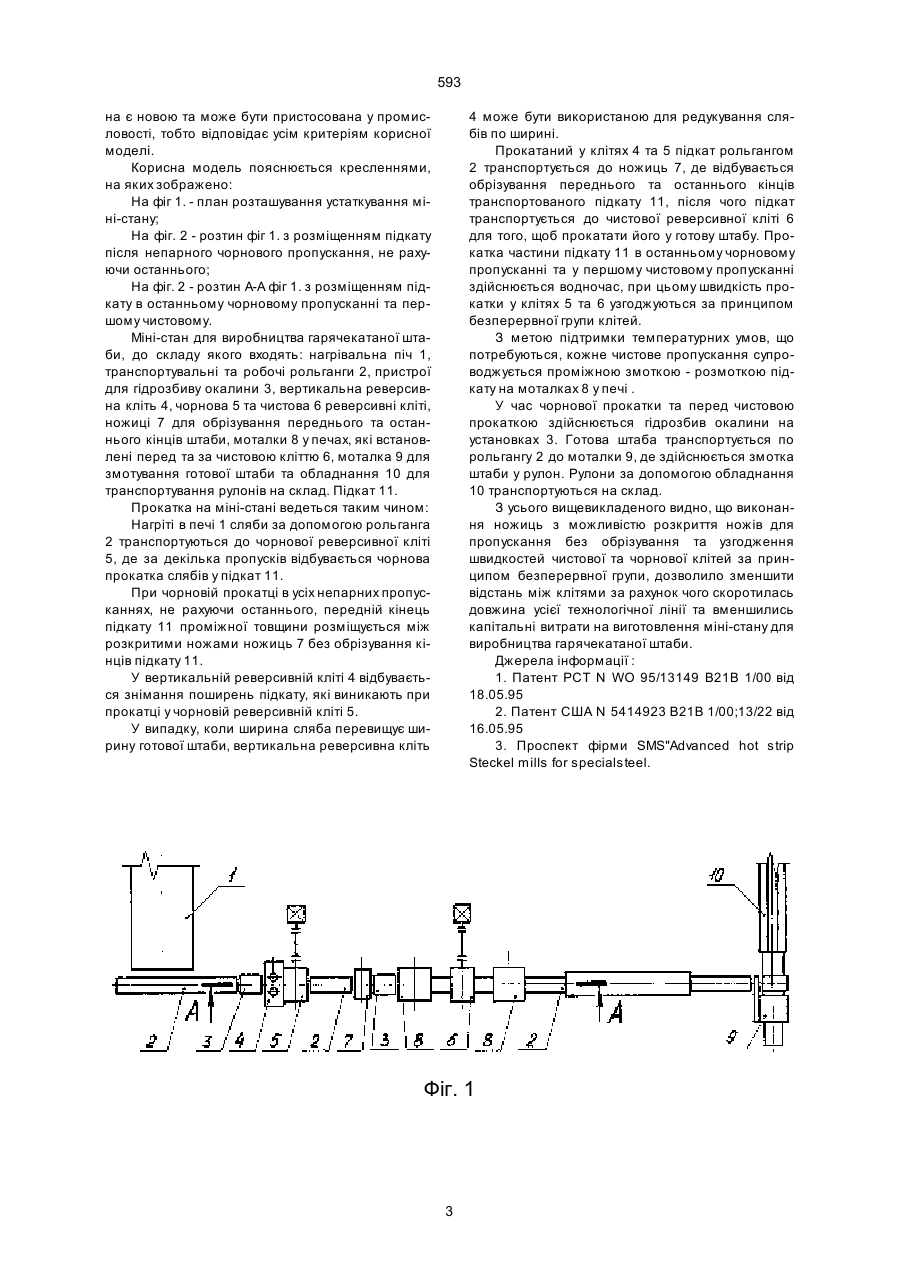
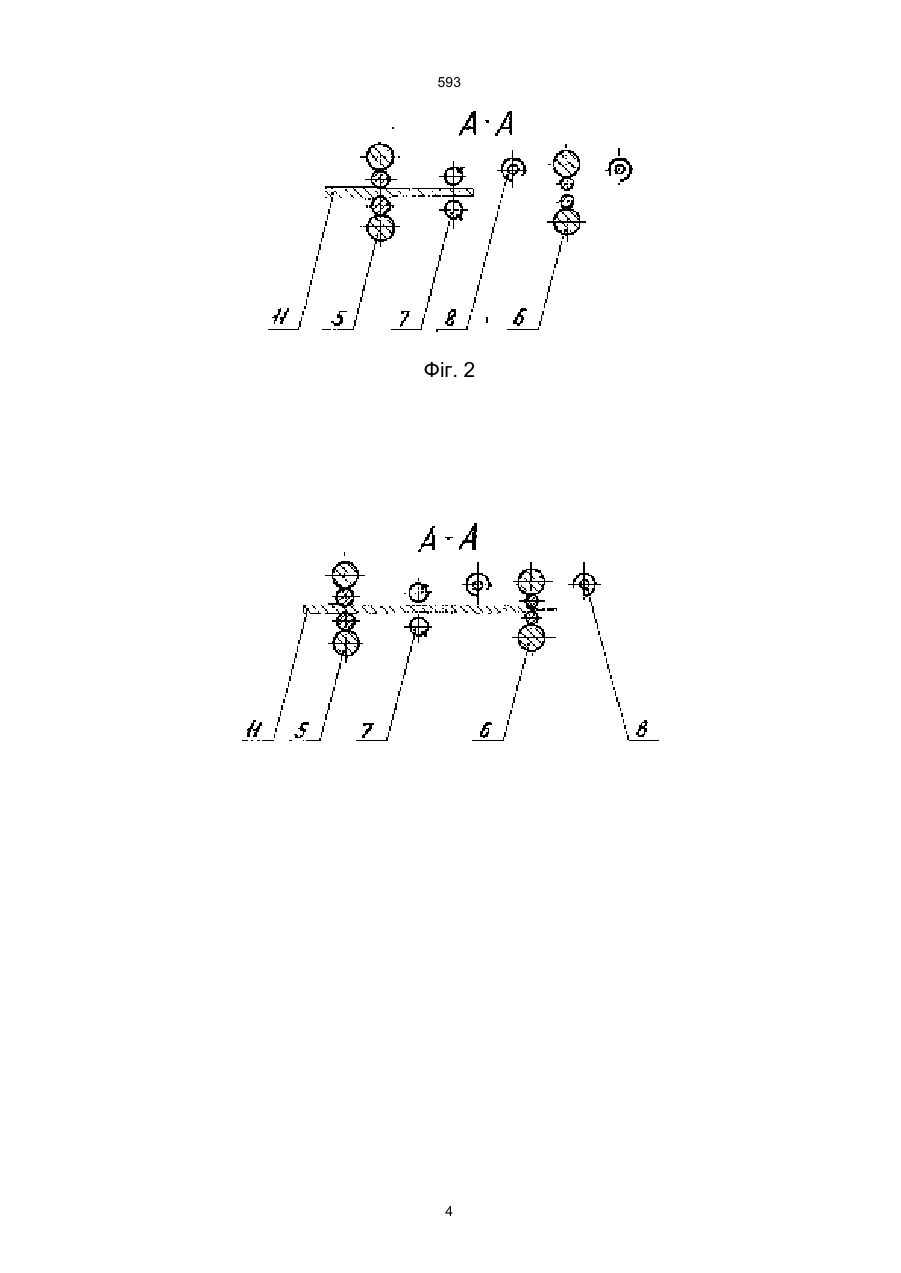
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців 593 - підвищення обтискання при чорновій прокатці надають додаткового зносу робочих валків, що негативно відбивається на якості штаби; - чорнова та чистова кліті відрізняються одна від одної, як по конструкції, так і по характеристиці (зокрема: діаметр бочки робочих валків, типорозмір шпиндельного обладнання та інше). Суміщення цих двох видів прокатки у одній кліті призвели до зниження якості готового рулонного прокату. Згаданих недоліків нема у схемі міні-стану, що описано у проспекті фірми SMS [3], яку прийнято за прототип. Відповідно опису [3] до складу міні-стану входять: - піч для підігріву безперервно литих слябів; - транспортувальні та робочі рольганги; - універсальна реверсивна чорнова кліть; - обладнання для гідрозбиву окалини; - ножиці для обрізування переднього та останнього кінців підкату; - реверсивна та чистова кліть, перед та за якою встановлені моталки у печах (стан Стекеля); - моталка гарячої штаби; - обладнання для транспортування рулонів на склад. Як виявляється з переліку обладнання та опису [3], чорнова та чистова прокатки здійснюються послідовно у чорновій та чистовій клітях. Безперервно литі сляби, після їх підігріву у печах та видалення окалини, спрямовуються у чорнову реверсивну кліть де відбувається їх прокатка у підкат потрібної товщини. Далі підкат транспортується до чистової реверсивної кліті. При транспортуванні підкату відбувається його обрізування переднього та останнього кінців та видалення окалини. Після першого пропускання у чистовій кліті розкат змотується на моталку за піччю, після чого подальша чистова прокатка здійснюється разом зі змоткою - розмоткою розкату проміжної товщини на моталки у печах перед та за кліттю. Число чистових пропусків визначається типорозміром готової штаби. Далі прокатана штаба спрямовується до моталки, змотується у рулон та транспортується на склад. У наведеному описі [3] міні-стан має у порівнянні з міні-станами по патентам [1] та [2] підвищену експлуатаційну надійність та сприяє виробу високоякісної гарячекатаної штаби. Слід відзначити, що по вищеописаній схемі виготовлені та пущені до експлуатації в період з 1991 по 1995 роки три міні-стана. Проте, недоліком наведеного міні-стану є збільшення, в порівнянні з міні-станами по патентах [1] та [2], довжини його технологічної лінії, обумовлене необхідністю розміщення між чорновою кліттю та ножицями підкату, що одержане після чорнових проходів. В основу корисної моделі поставлене завдання зменшити капітальні витрати на виготовлення міні-стану. Завдання по зменшенню капітальних витрат вирішене за рахунок технічного результату, який полягає у тому, що зменшена довжина технологічної лінії міні-стану. Для досягнення вищезгаданого технічного результату у міні-стані, до складу якого входять і підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова кліті між якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, які встановлені перед та за чистовою кліттю, моталка для змотування штаби у рулон, обладнання для транспортування рулону на склад, згідно запропонованій корисній моделі, відстань поміж чорновою І чистовою кліттю та ножицями обрано з умови, що воно менше за довжину будь-якого з підкатів непарного чорнового пропускання окрім останнього, при цьому ножиці виконано з можливістю розкриття ножів для пропускання підкату без обрізування його кінців, а відстань між чорновою та чистовою клітями обрано з умови, що воно менше за довжину підкату, яка отримана в останньому чорновому пропусканні. Крім того, чорнова та чистова кліті виконані з можливістю узгодження швидкостей. Між характерними ознаками та досягненим технічним результатом існує причинно-наслідковий зв'язок. Завдяки тому, що ножиці виконано з можливістю їх розкриття, дозволило здійснювати чорнову прокатку з припуском підкату поміж ножами без обрізування кінців та розмістити ножиці на відстань від чорнової кліті, меншу за довжину будь-якого підкату, що отримано при чорновій прокатці, окрім останнього, що призвело до зменшення довжини технологічної лінії міні-стану. Завдяки виконанню чорнової та чистової клітей з можливістю узгодження швидкостей, останні в останньому чорновому та першому чистовому пропуски узгоджуються по принципу безперервної групи, що забезпечує одночасну прокатку у цих клітях, та завдяки чому стає можливим зменшити відстань між клітями до розміру меншого за довжину підкату, котрий виходить з останнього чорнового пропуску, а це призвело до зменшення довжини технологічної лінії усього міні-стану та зменшенню капітальних затрат при спорудженні такого міні-стану.. Виняток із вказаної сукупності відмінних ознаки хоча б одного з ознак не забезпечує набуття нової якості: - зменшення капітальних витрат при спорудженні лінії стану. Корисна модель, що заявляється, може бути пристосована у промисловості, тому що її технічне та технологічне виконання не викликає труднощів на машинобудівних підприємствах. Таким чином, корисній моделі, що заявляється. можна дозволити правову охорону, тому що во 2 593 на є новою та може бути пристосована у промисловості, тобто відповідає усім критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображено: На фіг 1. - план розташування устаткування міні-стану; На фіг. 2 - розтин фіг 1. з розміщенням підкату після непарного чорнового пропускання, не рахуючи останнього; На фіг. 2 - розтин А-А фіг 1. з розміщенням підкату в останньому чорновому пропусканні та першому чистовому. Міні-стан для виробництва гарячекатаної штаби, до складу якого входять: нагрівальна піч 1, транспортувальні та робочі рольганги 2, пристрої для гідрозбиву окалини 3, вертикальна реверсивна кліть 4, чорнова 5 та чистова 6 реверсивні кліті, ножиці 7 для обрізування переднього та останнього кінців штаби, моталки 8 у печах, які встановлені перед та за чистовою кліттю 6, моталка 9 для змотування готової штаби та обладнання 10 для транспортування рулонів на склад. Підкат 11. Прокатка на міні-стані ведеться таким чином: Нагріті в печі 1 сляби за допомогою рольганга 2 транспортуються до чорнової реверсивної кліті 5, де за декілька пропусків відбувається чорнова прокатка слябів у підкат 11. При чорновій прокатці в усіх непарних пропусканнях, не рахуючи останнього, передній кінець підкату 11 проміжної товщини розміщується між розкритими ножами ножиць 7 без обрізування кінців підкату 11. У вертикальній реверсивній кліті 4 відбувається знімання поширень підкату, які виникають при прокатці у чорновій реверсивній кліті 5. У випадку, коли ширина сляба перевищує ширину готової штаби, вертикальна реверсивна кліть 4 може бути використаною для редукування слябів по ширині. Прокатаний у клітях 4 та 5 підкат рольгангом 2 транспортується до ножиць 7, де відбувається обрізування переднього та останнього кінців транспортованого підкату 11, після чого підкат транспортується до чистової реверсивної кліті 6 для того, щоб прокатати його у готову штабу. Прокатка частини підкату 11 в останньому чорновому пропусканні та у першому чистовому пропусканні здійснюється водночас, при цьому швидкість прокатки у клітях 5 та 6 узгоджуються за принципом безперервної групи клітей. З метою підтримки температурних умов, що потребуються, кожне чистове пропускання супроводжується проміжною змоткою - розмоткою підкату на моталках 8 у печі . У час чорнової прокатки та перед чистовою прокаткою здійснюється гідрозбив окалини на установках 3. Готова штаба транспортується по рольгангу 2 до моталки 9, де здійснюється змотка штаби у рулон. Рулони за допомогою обладнання 10 транспортуються на склад. З усього вищевикладеного видно, що виконання ножиць з можливістю розкриття ножів для пропускання без обрізування та узгодження швидкостей чистової та чорнової клітей за принципом безперервної групи, дозволило зменшити відстань між клітями за рахунок чого скоротилась довжина усієї технологічної лінії та вменшились капітальні витрати на виготовлення міні-стану для виробництва гарячекатаної штаби. Джерела інформації : 1. Патент РСТ N WO 95/13149 В21В 1/00 від 18.05.95 2. Патент США N 5414923 В21В 1/00;13/22 від 16.05.95 3. Проспект фірми SMS"Advanced hot strip Steckel mills for specialsteel. Фіг. 1 3 593 Фіг. 2 4 593 Фіг. 3 ____________________________________________ ДП “Український інститут промислової власності” (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMini-mill for producing hot-rolled strip
Автори англійськоюBilobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Kaushanskyi Ihor Borysovych
Назва патенту російськоюМини-стан для производства горячекатаной полосы
Автори російськоюБилобров Юрий Николаевич, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Каушанский Игорь Борисович
МПК / Мітки
МПК: B21B 1/00
Мітки: міні-стан, виробництва, штаби, гарячокатаної
Код посилання
<a href="https://ua.patents.su/5-593-mini-stan-dlya-virobnictva-garyachokatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Міні-стан для виробництва гарячокатаної штаби</a>
Спосіб виробництва гарячокатаної листової сталі
Номер патенту: 8053
Опубліковано: 31.08.1998
Автори: Сацький Віталій Антонович, Тилик Василь Трохимович, Ситий Володимир Іванович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Клєвцов Олег Михайлович, Дишлевич Ігор Йосипович, Мазур Валерій Леонідович, Кліпініцер Владлен Давидович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович
МПК: B21B 1/26
Мітки: сталі, листової, гарячокатаної, спосіб, виробництва
Формула / Реферат:
Способ производства горячекатаной листовой стали, включающий разливку стали в изложницу, выдержку полученного слитка в нагревательном колодце, прокатку его на сляб с последующей прокаткой сляба на лист, отличающийся тем, что слиток выдерживают в предварительно нагретом нагревательном колодце в термостатическом режиме в течение 2,5-3,5 часов, а время от конца разливки стали в изложницу до посадки слитка в нагревательный колодец определяют...
Спосіб виробництва холоднокатаної штаби з диференційованими міцнісними властивостями
Номер патенту: 23233
Опубліковано: 29.12.1999
Автори: Пелець Сергій Миколайович, Мельник Станіслав Михайлович, Максаков Анатолій Іванович, Толпа Анатолій Андрійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ
МПК: B21B 1/38
Мітки: холоднокатаної, штаби, виробництва, спосіб, властивостями, міцнісними, диференційованими
Формула / Реферат:
Способ производства холоднокатанной полосы с дифференцированными прочностными свойствами, включающий обжатие во взаимоперпендикулярных направлениях с преимущественным обжатием прикромочных участков, отличающийся тем, что обжатия производят с суммарной величиной относительной деформации 0,025-0,20 до изменения направления обжатия, при этом в ребровом проходе одновременно с обжатием боковой кромки формируют выступы на широких гранях, с...
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Ламін Алєксандр Борісовіч,, Лобанов Олександр Іванович, Миргородський Євген Вадимович, Сергєєв Віктор Володимирович, Орро Юрій Павлович, Мартинов Вячеслав Іванович
МПК: B21C 1/16
Мітки: волочильний, труб, стан, виробництва, капілярних, переважно, довгомірних
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Спосіб оцінювання форми штаби при прокатуванні

Номер патенту: 14354
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Рудь Володимир Павлович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович
МПК: B21B 37/16
Мітки: спосіб, штаби, прокатуванні, оцінювання, форми
Формула / Реферат:
Способ оценки формы полосы при прокатке, путем измерения относительного распределения натяжений по ее ширине, отличающийся тем, что, с целью упрощения реализации и расширения диапазона использования, прокатываемую полосу после выхода из валкой подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульсов, например, высоту подъема тел после удара о полосу, и по наличию...
Спосіб послідовного штампування із штаби деталей

Номер патенту: 19830
Опубліковано: 25.12.1997
Автор: Камінський Євген Вільгельмович
МПК: B21D 35/00
Мітки: спосіб, штампування, деталей, послідовного, штаби
Формула / Реферат:
Способ последовательной штамповки из полосы деталей с открытыми пазами между отогнутыми элементами, при котором путем отрезки материала образуют часть наружного контура детали и паз между отгибаемыми элементами, гнут заготовку и отрезают деталь от полосы, отличающийся тем, что образование паза выполняют в два этапа, на одном из которых предварительно образуют путем пробивки отверстия часть контура паза, прилегающую к его дну, затем гнут...
Попередній патент: Спосіб очистки водно-спиртових сумішей
Наступний патент: Рухома підставка для настільного апарата
Випадковий патент: Підводний планер