Стан для волочіння труб
Текст
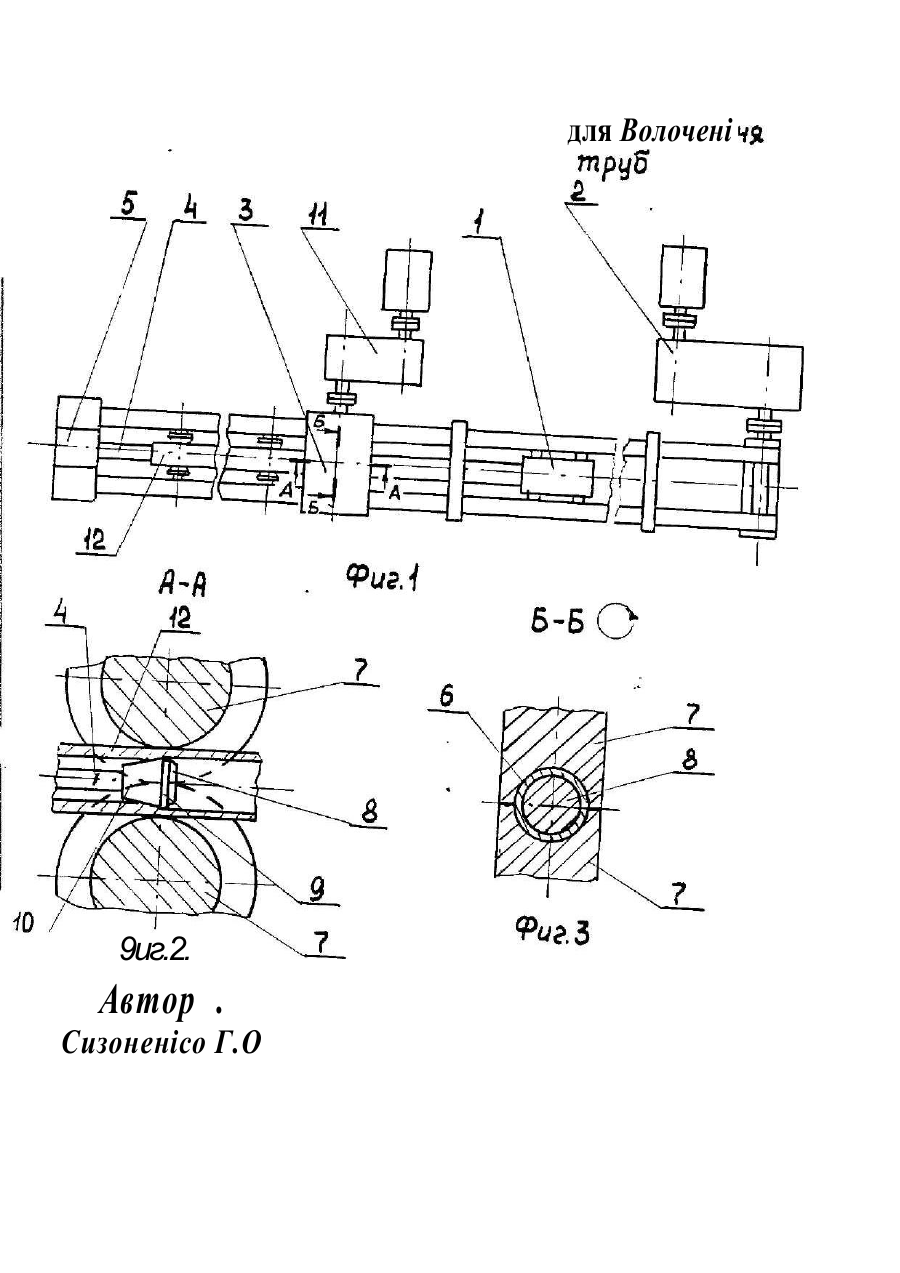
В2ІС СТАН да волочіння ТРУБ Винахід відноситься до трубоволочильного обладнання І може бути використаний при виготовленні холоднодеформованних труб середнього сортаменту. Відомий стан для волочіння труб, котрий має забезпечений приводом тянучий орган, вузол деформації, який складається Із калібру та розміщеної в його порожнині закріпленої на стержні оправки, стержньоутримувача, засоби для надягання трубчатої заготовки на оправку та задачу у вузол деформації. При цьому калібр є монолітною матрицею, і> оправка зроблена циліндричною І стержнъоутримувач мае привід переміщення в осьовому напрямі з регульованою швидкістю (авт.свід. СССР $ 1435353, В2ІС ЇМ, 19В8 ГФ )У Указаний стан дозволяє здійснювати редукування труби по діаметру з обтискуванням отінкиї Рівень енергозатрат на стані досить високий через велику складову від сили тертя по контактній поверхні Інструмента. Відомий стан для волочіння труб, котрий має забезпечений приводом тянучий орган, вузол деформації, який складається Із калібра, ІҐ утвореного рівчаковими роликами, та розміщеної в його порожнині закріпленої на стержні оправки, стержньоутримувача, засоби для надяI' Ч гання. трубчатої заготовки на оправку та задачу у вузол деформації. При цьому вузол деформації має ступінчату оправку та непрівідни т рівчакові ролики, які утворюють встановлені в ряд калібри (В-С.Азаренко "Непрерывное волочение труб".Сб. - Новые процессы обработки металлов давлением, изд. АН СССР, М., 1962г.,с.66-70). Вказаний стан забезпечує деформацію трубчатої заготовки шляхом І І Iі редукування II по діаметру Із обтискуванням стінки. При цьому дотичні напруження, які діють по контактній поверхні труби з калібром, спрямовані в бік,протилежний напрямку волочіння. 2. В основу винаходу поставлена задача на удосконалення стану для волочіння труб, в якому новими зв язками між елементами стану забезпечується при ВОЛОЧІННІ умова, коли дотичні напруження, які Д ІЮТЬ по контактній поверхні труби з калібром, спрямовані за ходом волочіи І за рахунок цього збільшити разову деформацію' І знизити енергозатра Поставлена задача досягається тим, що в стані для волочінгог-тру котрий має забезпечений приводом тягнучий орган, вузол деформації^ який складається Із калібру, утвореного рівчаковими роликами, та Ч її розміщеної в його порожнині закріпленої на стержні оправки, стержнь ч утримувача, засобу для надягання трубчатої заготовки на орравку та Н ч задачу у вузол деформації, згідно винаходу, вузол-деформації має взаємозв'язаний з приводом тягнучого органу привід обертання рівчакових без ..випусків роликів та оправку (. г лус±к_ з циліндричною калібруючою частиною І обтискуючою,що збільшується до неї поперечинперерізом, ділянкою* Відміна запропонованого стану від прототипу полягає в тому, що вузол деформації має взаємозв'язаний з приводом тягнучого органу привід обертання рівчакових без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в результаті того, що обертання рівчакових без випусків роликів здійснюється на стані від приводу І привід взаємозв'язаний з приводом тягнучого органу. Взаємозв'язок приводів забезпечує при ВОЛОЧІННІ задане співвідношення між швидкістю воло чіння І окружною швидкістю рівчакових роликів. При окружній швидкос ті більшій, ніж швидкість волочіння, дотичні напруження на трубі І *VJ I S; „ _ л ,^А ^ . ^ в L - -sw 3. спрямовані за ходом волочіння. Деформація металу в цьому випадку здШснюєтьоя в режимі "прокатка-волочіння", для якої потрібна сила волочіння меншої величини. Осередок деформації, утворений рівчаковими без випусків роликами, І оправкою з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою, мас мінімальну неоднорідність, що дозволяє ефективно ре алізувати переваги деформації металу в режимі "прокатка-волочіння" на підвищення разової деформації. На фіг. І представлено загальний вид пропонованого стану, на Фіг; 2J3 ВІДПОВІДНО перерізи по А~А І Б^Б фіг. І. Стан для волочіння труб, містить тягнучий орган І, забезпечений приводом 2, вузол деформації 3, стержень h t стержньоутримувач 5 І засоби для надягання трубчатої заготовки на оправку І задачу їх у вузол деформації (на рис.не показані). Вузол деформації 3" складається Із калібру б, утвореного рівчаковими без випусків роликами 7, в порожнині якого розміщена закріплена на стержні Ц оправка 8, яка містить циліндричну калібруючу частину 9 І обтискуючу, що збільшується до неї поперечним перерізом, ділянку 10, І приводу її для обертання рівчакових без випусків роликів 7. При цьому привід її взаємозв'язаний з приводом 2 тягнучого органу, наприклад, системою регулювання по швидкості, або привід 2 взаємозв'язаний кинематично з рівчаковими без випусків роликами 7. Виготовлення труб на пропонованому стані здійснюсться таким чином, виходячи Із маршруту волочіння на стані встановлюють технологічний Інструмент, що складається Із калібру б, Створеного рівчаковими без випусків роликами 7,^орравку 8.Настроюють у ВІДПОВІДНОСТІ З ч режимом деформації окружну швидкість рівчакових без випусків роликів І ШВИДКІСТЬ ВОЛОЧІННЯ. Трубчату заготовку 12 з попередньо підготовленою захваткою І нанесеною технологічною змазкою надягають на стержень Ч І задають k разом з оправкою 8 в калібр б. Тягнучий орган І захоплює трубчату заготовку 12 І протягує через вузол деформації. При протягуванні трубчата заготовку 12 піддається деформації на обтискній ДІЛЯНЦІ і і 10 оправки 8 рівчаковими без випусків роликами 7, які примусово обертаються. При цьому дотичні напруження по контактній поверхні труби з калібром б спрямовані по ходу волочіння, а по контактній поверхні з оправкою 8 спрямовані в протилежному напрямі І деформація металу буде здійснюватись в режимі "прокатка-волочіння". для Волочені 9иг.2. Автор . Сизоненісо Г.О
ДивитисяДодаткова інформація
Назва патенту англійськоюTube-drawing machine
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюСтан для волочения труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21C 1/16
Код посилання
<a href="https://ua.patents.su/5-32954-stan-dlya-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Стан для волочіння труб</a>
Двонитковий довгоправочний стан для волочіння труб
Номер патенту: 13740
Опубліковано: 25.04.1997
Автори: Куценко Олександр Іванович, Вєдєрніков Алєксандр Константіновіч,, Чуб Анатолій Васильович, Семенов Олег Олексійович, Бабасов Михайло Владимирович, Миргородський Євген Вадимович, Хаустов Георгій Іосифович, Ламін Алєксандр Борісовіч,, Хижняк Володимир Дмитрович, Єрємєєв Валєрій Константіновіч,, Лобанов Олександр Іванович, Кузнєцов Андрєй Лєонідовіч,
МПК: B21C 1/16
Мітки: двонитковий, стан, волочіння, довгоправочний, труб
Текст:
...пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение гележек таково, что когда одна из них находится у стойки волок 4. другая находится"у привода 11 Ли- 45 ния волочения соединена с линией обкатки перекладчиком (на фиг.1 не показан) и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм обкат-. ки 15 с неприводными роликами. Для протя- 50 гивания оправки с трубой через роликовый...
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Сергєєв Віктор Володимирович, Ламін Алєксандр Борісовіч,, Лобанов Олександр Іванович, Орро Юрій Павлович, Миргородський Євген Вадимович, Мартинов Вячеслав Іванович
МПК: B21C 1/16
Мітки: переважно, волочильний, капілярних, довгомірних, труб, виробництва, стан
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Спосіб волочіння труб
Номер патенту: 18668
Опубліковано: 25.12.1997
Автори: Кармазін Володимир Яковлевич, Шешегова Лілія Іванівна, Хотимський Юрій Леонтійович, Умеренков Володимир Миколайович, Епішев Олександр Михайлович, Сивак Віктор Володимирович
МПК: B21C 1/16
Мітки: волочіння, спосіб, труб
Формула / Реферат:
Способ волочения труб, включающий деформацию в волоке термически и химически обработанной сварной заготовки с подготовленным концом, отличающийся тем, что используют при деформации электросварную трубу с внутренним гратом, которую обжимают по стенке на 1,5 - 5% в первом проходе на короткой оправке.
Пристрій для волочіння труб
Номер патенту: 16839
Опубліковано: 29.08.1997
Автори: Тир Світлана Гаврилівна, Тир Валентин Рудольфович
МПК: B21C 3/14
Мітки: труб, волочіння, пристрій
Формула / Реферат:
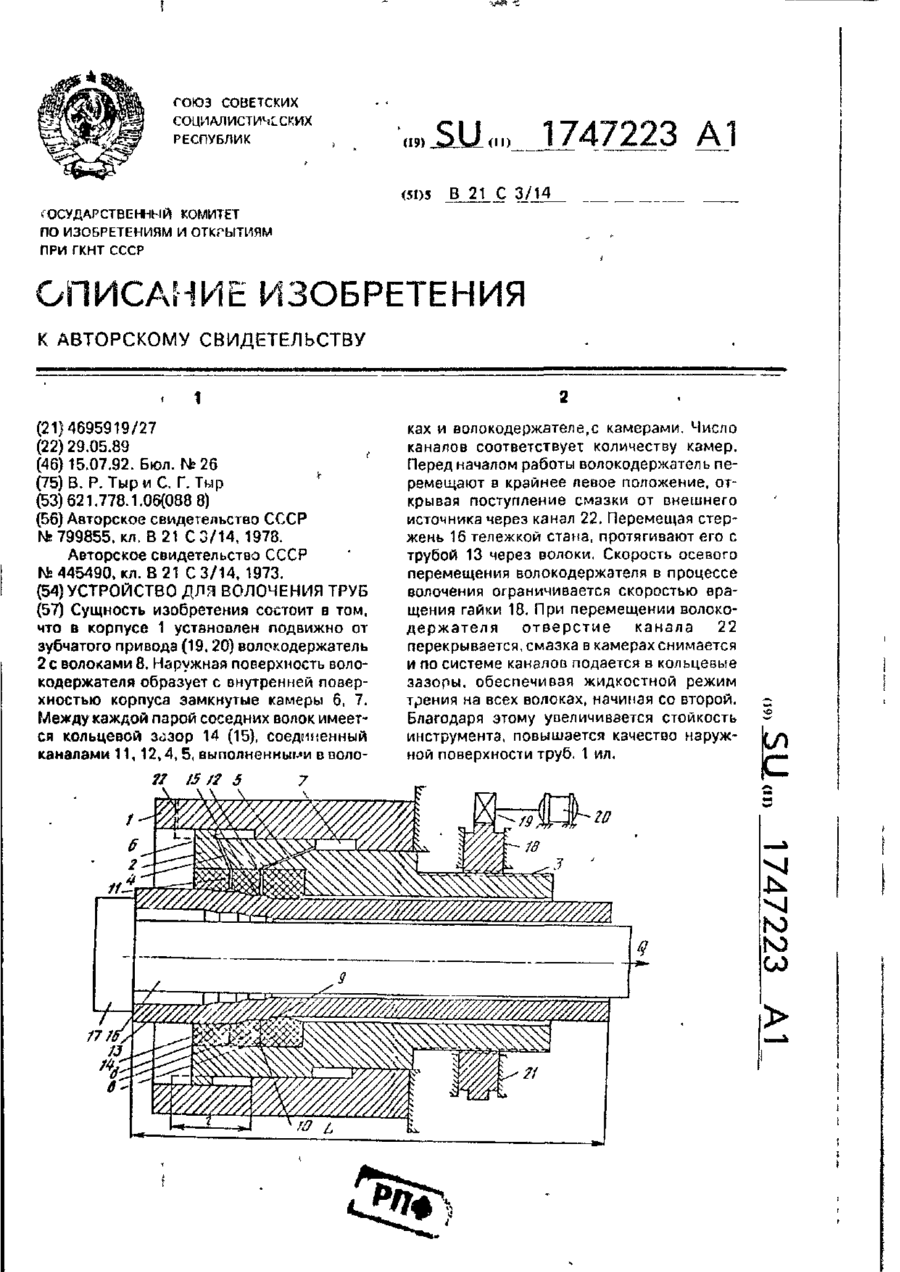
Устройство для волочения труб, включающее корпус с установленным в нем подвижно волокодержателем, образующим своей наружной поверхностью с внутренней поверхностью корпуса замкнутую камеру, заполненную смазкой, и размещенные в волокодержателе волоки с кольцевым зазором между ними, соединенным каналом в стенке волокодержателя с камерой, отличающееся тем, что, с целью повышения качества наружной поверхности труб путем увеличения дробности...
Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Островський Ігор Петрович, Чуб Анатолій Васильович, Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Кореняк Юрій Костянтинович, Борисенко Юрій Миколайович
МПК: B21C 3/16
Мітки: товщиною, волочіння, пристрій, металевих, перемінною, вздовж, стінки, труб
Формула / Реферат:
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью...
Попередній патент: Засіб визначення складу та кількісних характеристик фітонейстону
Наступний патент: Стальний рамний каркас багатоповерхової будівлі
Випадковий патент: Топка для спалювання твердого палива