Мітчик та спосіб його виготовлення
Номер патенту: 42766
Опубліковано: 15.11.2001
Автори: Шевченко Анатолій Іванович, Молоканов Анатолій Іванович

Формула / Реферат
1. Метчик, содержащий заборную, калибрующую и хвостовую части, угол подъема резьбы на каждом зубе которого меньше номинального угла подъема витков резьбы, отличающийся тем, что в нем угол подъема резьбы на каждом зубе меньше номинального угла подъема витков резьбы на величину от 2°30' до значения угла затылования боковой стороны зуба.
2. Способ изготовления метчика, при котором выполняют шлифование профиля резьбы с радиальным и осевым затылованием на ширине пера, результирующая векторов которых наклонена к оси метчика под острым углом, а вектор осевого затылования направляют в сторону заборной части при прохождении шлифовального круга от передней грани к тыльной поверхности зуба, отличающийся тем, что затылование осуществляют при величине угла наклона результирующей векторов радиального и осевого затылования к оси метчика от 0° до (90°-![]() ), где
), где ![]() - угол между перпендикуляром к оси метчика и боковой стороной профиля резьбы, обращенной к заборной части.
- угол между перпендикуляром к оси метчика и боковой стороной профиля резьбы, обращенной к заборной части.
Текст
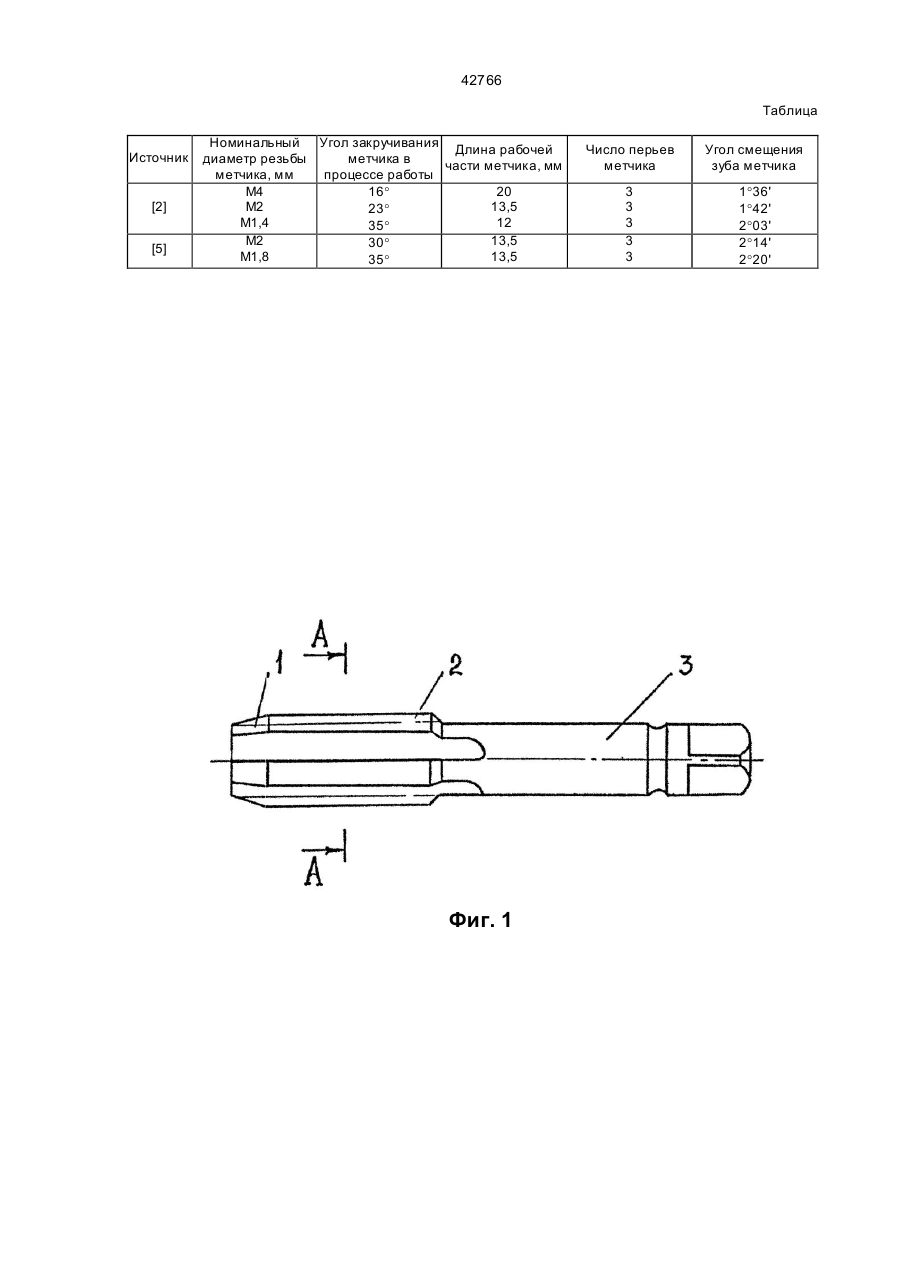
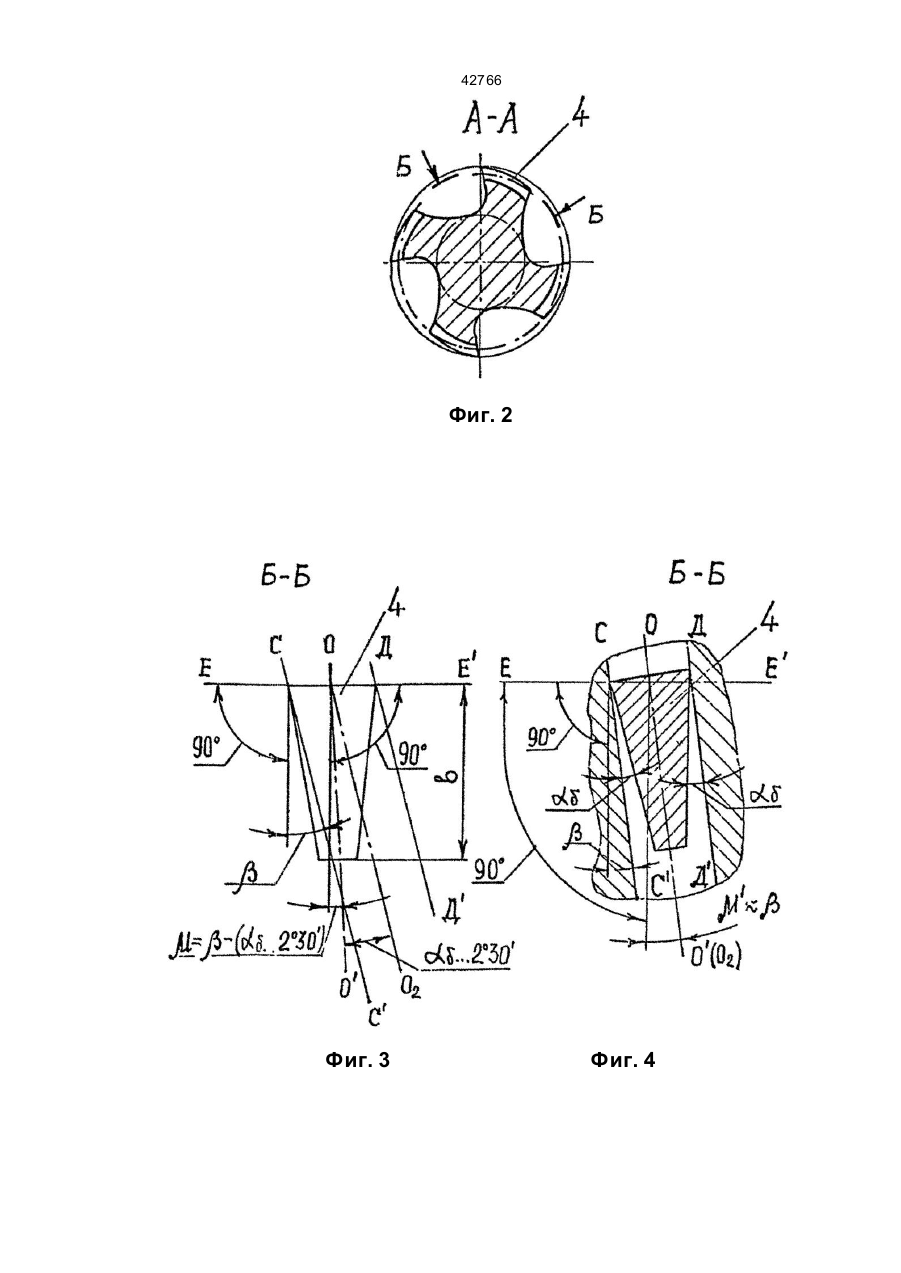
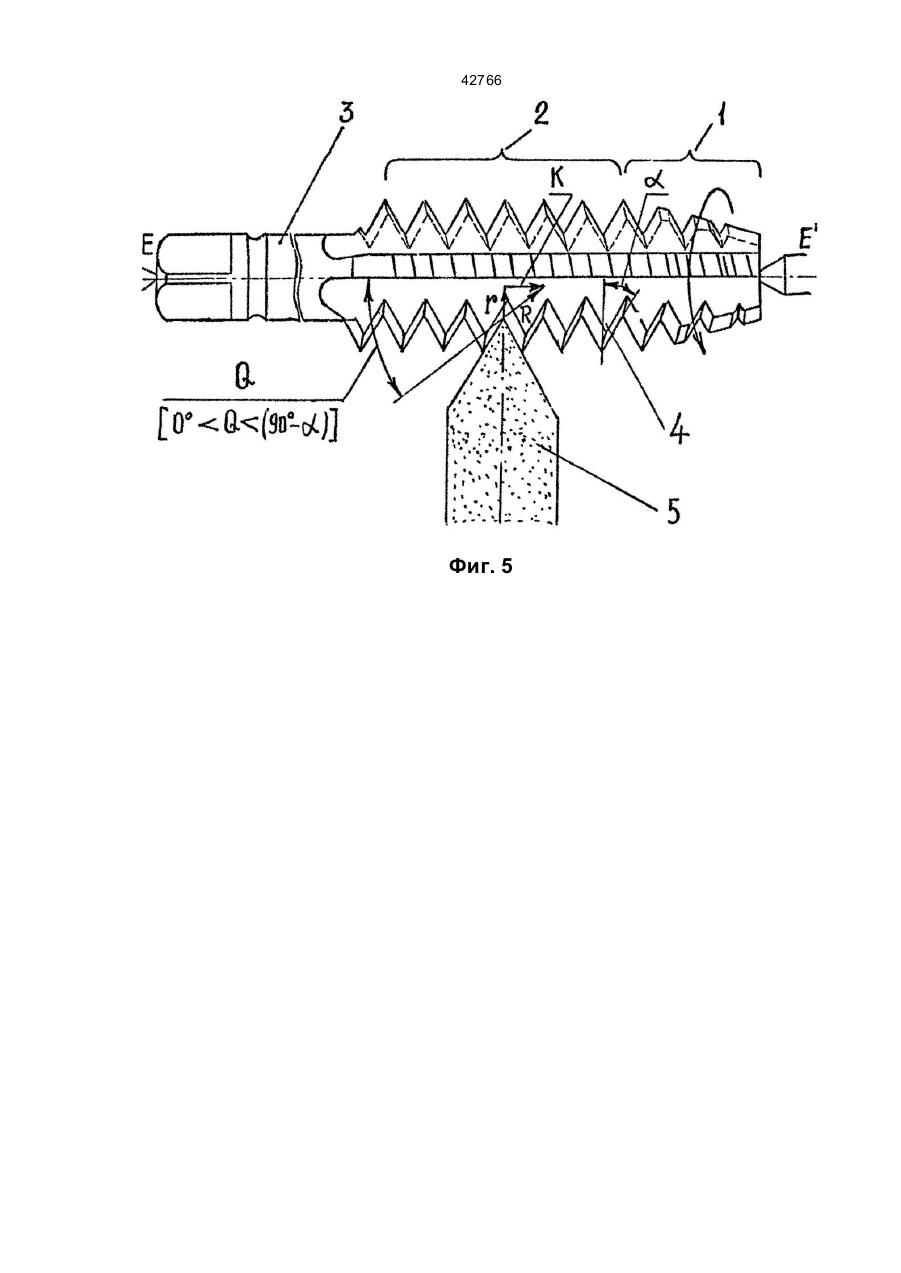
42766 Изобретения относятся к области машиностроения, а именно к металлообработке, в частности, к нарезанию внутренних резьб метчиками. Известен метчик [1], у которого, для повышения точности нарезаемой резьбы, угол подъема резьбы на каждом зубе назначен меньше номинального угла подъема витков резьбы. Недостатком этого те хнического решения является то, что проблема решена качественно, но не даны количественные параметры углов, на которые нужно уменьшить угол подъема резьбы на каждом зубе на метчиках различных типоразмеров, имеющих разную жесткость и подвергающихся различной нагрузке. Известен способ [2] изготовления таких метчиков, заключающийся в том, что перед окончательным изготовлением резьбы метчик скручивается крутящим моментом, равным нагрузке от момента, создаваемого силами резания, и в таком скрученном состоянии шлифуется. Недостатком данного способа является его сложность и низкая технологичность, не позволяющего широко внедрить его в производство. Известен метчик [3], целью создания которого является, как и у данного метчика, уменьшение "разбивания" резьбы при ее нарезке. У метчика [3] угол подъема резьбы на зубе может быть меньше или больше номинального угла подъема витков резьбы. Это зависит от того, в каком направлении действует на метчик осевая сила, обусловленная особенностью его конструкции. Если осевая сила тянет метчик в сторону ввинчивания (метчик с правой резьбой и правыми крутыми спиральными перьями), то у этого метчика задний угол между боковой поверхностью зуба со стороны заборной части и боковой поверхностью нарезаемой резьбы назначают близким к 0°, чтобы эта осевая сила воспринималась большей площадью и чтобы резьба, таким образом не "разбивалась". При этом угол между второй боковой поверхностью зуба и боковой поверхностью нарезаемой резьбы будет удвоенным по сравнению с таким же метчиком с симметричным расположением боковых углов. В этом случае угол подъема резьбы на зубе выполнен меньше номинального угла подъема витков резьбы. И наоборот, если на ввинчивающийся метчик действует осевая сила, выталкивающая его из нарезаемого отверстия (метчик с правой резьбой и левыми спиральными перьями), то задний угол между боковой поверхностью зуба со стороны хвостовой части и боковой поверхностью нарезаемой резьбы назначают близким к 0°. В этом случае, угол подъема резьбы на зубе выполнен больше номинального угла подъема витков резьбы. Метчик [3] выбран в качестве прототипа. Известен способ [3] изготовления метчика [3], принятый в качестве прототипа, заключающийся в том, что метчик [3] получают с помощью одновременного движения затылования в радиальном и осевом направлениях, результирующая векторов которых наклонена в ту или другую сторону относительно перпендикуляра к оси метчика в зависимости от того, получают ли метчик с углом подъема резьбы на зубе больше или меньше номинального угла подъема витков резьбы. Однако, при изменении своего угла наклона результирующая не выходит за пределы углов резьбовой впадины метчика. В частности, при получении метчика, у которого угол подъема резьбы на зубе меньше номинального угла подъема витков резьбы, вектор осевого затылования направляют в сторону заборной части при прохождении шлифовального круга от передней грани к тыльной поверхности зуба При этом результирующая векторов радиального и осевого затылования не выходит за пределы угла (90°-a), где a - угол между перпендикуляром к оси метчика и боковой стороной профиля резьбы, обращенной к заборной части. Недостатки известной конструкции метчика [3] заключаются в том, что при смещении зубьев при скручивании метчика от нагрузки [1] (стр. 70, рис. 37; стр. 108, рис. 57), вызванном депланацией его поперечного сечения: - с боковых поверхностей нарезаемой резьбы срезаются дополнительные стружки боковыми режущими кромками зубьев заборной и калибрующей частей; - зубья метчика заклиниваются в витках нарезаемой резьбы при обработке вязких сплавов. Кроме "разбивания" резьбы, это приводит к нагрузке метчика дополнительным крутящим моментом, что увеличивает вероятность его по-ломки. Технический результат, обеспечиваемый изобретениями, состоит в улучшении эксплуатационных характеристик метчика включающих в себя повышение точности получаемой резьбы, уменьшении крутящего момента и увеличение надежности метчика. Технический результат, обеспечиваемый изобретениями, достигается тем, что у метчика, содержащего заборную, калибрующую и хвостовую части, угол подъема резьбы на каждом зубе которого меньше номинального угла подъема витков резьбы, согласно изобретению, в нем для метчиков от M1 до М36 угол подъема резьбы на каждом зубе меньше номинального угла подъема витков резьбы на величину от 2°30' до значения угла затылования боковой стороны зуба. Технический результат, обеспечиваемый изобретениями, достигается также тем, что в способе изготовления метчика, при котором выполняют шлифование профиля резьбы с радиальным и осевым затылованием на ширине пера, результирующая векторов которых наклонена к оси метчика под острым углом, а вектор осевого затылования направляют в сторону заборной части при прохождении шлифовального круга от передней грани к тыльной поверхности зуба, согласно изобретению, затылование осуществляют при величине угла наклона результирующей векторов радиального и осевого затылования к оси метчика от 0° до (90°-a), где a - угол между перпендикуляром к оси метчика и боковой стороной профиля резьбы, обращенной к заборной части. Именно в результате того, что в способе изготовления метчика затылование осуществляют при величине угла наклона результирующей векторов радиального и осевого затылования к оси метчика от 0° до (90°-a), обеспечивается получение заявляемого метчика и, тем самым, достижение технического 42766 результата предложенных изобретений. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом. Сравнение заявляемых те хнических решений с прототипом позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от прототипа, явным образом не следуют из уровня техники, и поэтому они обеспечивают предлагаемым техническим решениям соответствие критерию "изобретательский уровень". Сущность изобретений заключается в следующее. При нарезании резьбы нагрузка на метчик растет, быстро повышаясь при врезании в отверстие заборной части и дополнительно увеличиваясь при ввинчивании калибрующей части. При этом метчик скручивается, и все зубья заборной и калибрующей частей смещаются в витках нарезаемой резьбы из-за депланации поперечного сечения метчика, а угол подъема резьбы на каждом зубе меняется в сторону увеличения. На заявляемом метчике угол подъема резьбы на каждом зубе в статическом состоянии выполнен меньше номинального угла подъема витков резьбы на величину, равную значению угла смещения зубьев метчика данной жесткости под строго определенной нагрузкой, в пределах для метчиков от M1 до М36 от 2°30' до значения угла затылования боковой стороны зуба. Поэтому на каждом зубе угол подъема резьбы, увеличиваясь, становится равным номинальному углу подъема витков резьбы. При этом каждый зуб метчика при его сме-щении: - не врезается в обработанную поверхность и не срезает своей боковой ревущей кромкой дополнительный слой металла; - не заклинивается в витках нарезаемой резьбы. Точность нарезаемой резьбы получается наибольшей, приложенный крутящий момент - наименьшим, а надежность метчика становится наибольшей при прочих равных условия х, чем у метчика-прототипа [3]. Пределы значений величин углов, на которые угол подъема резьбы на каждом зубе уменьшен относительно номинального угла подъема витков резьбы, - от 2°30' до значения угла затылования боковой стороны зуба для метчиков от M1 до М36, - получены путем анализа графика "Угол смещения номинальный диаметр резьбы", который построен на основании данных работ [4], [5], [2]. Согласно [4] все метчики от М36 до М3 при их скручивании от нагрузки имеют депланацию поперечного сечения и все эти метчики резьбу "разбивают". "Разбивание" резьбы у метчиков от М36 до М3 вначале растет монотонно, в конце нарастает быстро. При этом "разбивание" резьбы у метчика М36 очень мало (0,006 мм). Но если она есть, то, следовательно, зуб смещается. Очевидно, что смещение зуба в пределах величины угла затылования боковой стороны зуба a б не приводит к "разбиванию" резьбы (см. [1], стр. 108, рис. 57). Если "разбивание" резьбы при применении метчика М36, хотя и маленькое, но есть, то, следовательно, его зуб смещается на величину угла несколько более a б . Расчеты показывают, что это превышение угла a б равно 0°02'. Если бы угол подъема резьбы на каждом зубе у метчика М36 был бы меньше номинального угла подъема витков резьбы на величину угла затылования боковой стороны зуба a б , то этот бы метчик по причине депланации поперечного сечения резьбу бы не разбивал. По работе 2 наибольший угол закручивания метчиков M1,4; М2; М4 в процессе работы соответственно составляет 35°; 23°; 16°. Согласно 5 угол закручивания метчиков M1,8 и М2 в процессе резьбонарезания достигает 30°-35°. На основании этих данных был подсчитан угол поворота зубьев метчиков малых типоразмеров (см. табл.). Интерполяция кривой графика "Угол смещения" - номинальный диаметр резьбы" до значений резьбы M1 дает максимальную величину угла сме-щения зуба - 2°30' (график не приводится). Прочностные расчеты также подтвердили правильность выбранного угла. Угол смещения зуба 2°30' для метчика М1 - это верхний предел значений углов смещения зуба. Нижний предел угла смещения зуба для метчика М36 - это величина значения угла затылования боковой стороны зуба. Метчик - прототип [3] характерен тем, что у него угол подъема резьбы на каждом зубе максимально может быть меньше или больше номинального подъема витков резьбы на величину не более угла затылования боковой стороны зуба. При этом у способа-прототипа [3] при затыловании углы наклона результирующей векторов радиального и осевого затылования не выходят за пределы углов резьбовой впадины. Поскольку у метчика угол подъема резьбы на каждом зубе уменьшен на величину, большую, чем значение угла затылования боковой стороны зуба, то для этого у данного способа при затыловании угол наклона результирующей векторов радиального и осевого затылования должен быть назначен меньше, чем у способа-прототипа [3], т.е. менее (90°-a), где a - угол между перпендикуляром к оси метчика и боковой стороной профиля резьбы, обращенной к заборной части. Минимальное значение угла наклона результирующей векторов радиального и осевого затылования у способа - 0°, поскольку обычно метчики менее М4 не затылуются (в радиальном направлении) - [6], а для получения данных метчиков с номинальным диаметром резьбы менее М4 необходимо использовать только осевое затылование. Сущность изобретения поясняется чертежом. На фиг. 1 показан общий вид метчика. На фиг. 2 изображено сечение А-А перпендикулярно оси метчика на фиг. 1. 42766 На фиг. 3 изображено цилиндрическое сечение Б-Б зуба по среднему диаметру резьбы метчика на фиг. 2 в статическом состоянии. На фиг. 4 изображено цилиндрическое сечение Б-Б зуба по среднему диаметру резьбы на фиг. 2 после нагружения метчика силами резания в момент нарезания резьбы. На фиг. 5 изображена схема затылования предложенного метчика. Метчик содержит заборную 1, калибрующую 2 и хвостовую 3 части. Каждый зуб 4 метчика, ширина пера которого равна "в", смещен так, что угол подъема резьбы "m" на нем в статическом состоянии меньше номинального угла подъема витков резьбы "b" на величину от значения угла затылования боковой стороны зуба a б до 2°30' ["m"="b"-(a б ...2°30')]. Метчик получают шли фованием при помощи абразивного круга 5, при этом шаг резьбы метчика равен шагу нарезаемой резьбы (Параллельные линии С-С' и Д-Д' наклоненные под углом "b" к перпендикуляру относительно оси метчика Е-Е', обозначают направление впадины нарезаемой резьбы. О-О' - ось симметрии зуба. О-О2 - ось симметрии резьбовой впадины). Метчик работает следующим образом. При нарезании резьбы нагрузка на метчик растет, быстро увеличиваясь при врезании заборной части 1 и дополнительно возрастая при ввинчивании калибрующей части 2. При этом от скручивания метчика все зубья 4 заборной 1 и калибрующей 2 частей смещаются, а угол подъема резьбы на каждом зубе увеличивается. Однако, в статическом состоянии угол подъема резьбы "m" на каждом зубе выполнен меньше угла подъема витков резьбы "b" на определенный угол, равный точному значению угла смещения зубьев метчика дайной жесткости под строго определенной нагрузкой, для метчиков от M1 до М36 на величину в пределах от 2°30' до значения угла затылования боковой стороны зуба. Это приводит к тому, что з убья 4 метчика смещаются, а угол подъема резьбы "m'" на каждом зубе под нагрузкой становится равным номинальному углу подъема витков резьбы "b" ("m'"≈"b"). Метчик своими боковыми режущими кромками при смещении зубьев из-за депланации его поперечного сечения не срезает дополнительных стр ужек, нарезаемая резьба не "разбивается", а зубья 4 на заборной 1 и калибрующей частях не заклиниваются в витках нарезаемой резьбы. Метчик обеспечивает более высокую точность изготовления резьбы, на него действует меньший крутящий момент, надежность метчика более высокая по сравнению с метчиком-прототипом [3] при прочих равных условия х. При способе изготовления предложенного метчика затылование осуществляют, как и у способа r r прототипа [3], при одновременном движении радиального " r " и осевого " к " затылования. Для получения r данного метчика вектор осевого затылования " к " направляют в сторону заборной части при прохождении r r шлифовального круга от передней грани к тыльной поверхности зуба. Результирующая " R " векторов " r " и r " к " наклонена к оси метчика под острым углом Q. При этом угол Q: r r а) для затылованных метчиков, когда имеется радиальное " r " и осевое " к " движение затылования, равен Q
ДивитисяДодаткова інформація
Назва патенту англійськоюTap and method of its manufacture
Автори англійськоюMolokanov Anatolii Ivanovych, Shevchenko Anatolii Ivanovych
Назва патенту російськоюМетчик и способ его изготовления
Автори російськоюМолоканов Анатолий Иванович, Шевченко Анатолий Иванович
МПК / Мітки
Мітки: мітчик, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/7-42766-mitchik-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Мітчик та спосіб його виготовлення</a>
Спосіб виготовлення круглих плашок
Номер патенту: 5534
Опубліковано: 28.12.1994
Автори: Василець Володимир Семенович, Динкін Володимир Львович
МПК: B23G 5/00
Мітки: плашок, круглих, спосіб, виготовлення
Формула / Реферат:
(57) Способ изготовления круглых плашек, заключающийся в сверлении в корпусе центрального и стружечных отверстий, образующих перья плашки, нарезании резьбы на калибрующих и режущих частях перьев, затыловании калибрующих и режущих частей перьев, термической обработке и доводке резьбы, отличающийся тем, что затылование калибрующих частей перьев осуществляют затылованным по задней поверхности метчиком с числом перьев, равным числу перьев плашки...
Мітчик з внутрішнім підводом мастильно-охолоджувальної рідини
Номер патенту: 40579
Опубліковано: 15.08.2001
Автор: Молоканов Анатолій Іванович
МПК: B23G 5/00
Мітки: внутрішнім, мітчик, мастильно-охолоджувальної, підводом, рідини
Формула / Реферат:
1. Метчик с центральным каналом для охлаждения, содержащий заборную, калибрующую и хвостовую части, на боковых и задних поверхностях зубьев которого, а также в промежутке между зубьями выполнено эанижение, при этом границы занижения отстоят от передней и тыльной поверхностей зуба на расстоянии более 0,1 ширины пера, но не менее 0,15 мм, а величина занижения - не более 0,2 Р, где Р – шаг резьбы, и занижение соединено каналами с центральным...
Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Ладікова Лідія Борисівна, Поляков Борис Миколайович, Євсєєва Людмила Миколаївна, Мазур Володимир Максимович, Решетняк Микола Максимович, Жагунов Юрій Валерійович
МПК: B64C 27/32
Мітки: колеса, спосіб, композиційних, матеріалів, лопать, вітрового, виготовлення
Формула / Реферат:
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.2....
Спосіб виготовлення самозатягувальних стропів із кільцевого джгута та інструмент для його здійснення
Номер патенту: 24065
Опубліковано: 31.08.1998
Автори: Гришин Микола Савелійович, Полещук Валентин Михайлович, Паров Петро Георгійович, Вакула Леонід Анатолійович
МПК: B21F 3/00
Мітки: самозатягувальних, стропів, інструмент, кільцевого, спосіб, виготовлення, джгута, здійснення
Формула / Реферат:
1. Способ изготовления самозатягивающихся стропов из кольцевого жгута, включающий удержание части контура кольца, образование петель и их сближение, отличающийся тем, что образование петель производят навивкой другой части кольца с натяжением на поворотную, перемещающуюся относительно жгута конусную оправку с заборной частью и после обвивки жгута заборной частью последнюю выводят из зацепления со жгутом, а образовавшиеся петли увеличивают до...
Спосіб виготовлення скловолокна, пристрій для його здійснення і скло для виготовлення скловолокна
Номер патенту: 7158
Опубліковано: 30.06.1995
Автори: Жан Батіжеллі, Франсуа Буке, Ігор Фезенко, Жан Жак Массоль
МПК: C03B 37/01
Мітки: спосіб, виготовлення, здійснення, скло, скловолокна, пристрій
Формула / Реферат:
1. Способ изготовления стекловолокна путем подачи расплава на внутреннюю поверхность перфорированной стенки центрифуги и последующего вытягивания газовым потоком, отличающийся тем, что, с целью улучшения качества получаемого волокна, все стекло подают в зону верхних отверстий стенки центрифуги. 2. Устройство для изготовления стекловолокна, включающее полую центрифугу с перфорированной боковой стенкой, нижняя часть которой...
Попередній патент: Кондитерський продукт і спосіб його виробництва
Наступний патент: Спосіб розробки газоконденсатного родовища
Випадковий патент: Спосіб проведення прогресивної попередньої дефекації дифузійного соку