Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Євсєєва Людмила Миколаївна, Ладікова Лідія Борисівна, Поляков Борис Миколайович, Мазур Володимир Максимович, Жагунов Юрій Валерійович, Решетняк Микола Максимович
Формула / Реферат
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.
2. Лопасть по п. 1, отличающаяся тем, что в качестве заполнителя используют пенопласт с наружной поверхностью, повторяющей внутреннюю форму наружной оболочки.
3. Лопасть по п. 1. отличающаяся тем, что наружная оболочка выполнена, по крайней мере, в виде двух спирально-винтовых слоев, пропитанных связующим стекло-ленты.
4. Способ изготовления лопасти ветрового колеса из композиционных материалов, включающий изготовление лонжерона состыковочными проушинами, размещение заполнителя из легкого материала, нанесение на поверхность лонжерона и заполнителя наружной оболочки, термоотверждение и нанесение декоративного покрытия, отличающийся тем, что лонжерон изготавливают с переменной толщиной стенки методом намотки спиральных слоев по линиям равного отклонения зональным способом, причем по мере удаления от оси вращения лопасти, длину каждой последующей зоны увеличивают, а угол намотки в каждом слое уменьшают, при этом образующиеся утолщения в местах ревенса витков перед намоткой последующего слоя обрезают и удаляют.
5. Способ по п. 4, отличающийся тем, что заполнитель размещают путем засыпки сухого полуфабриката пенопласта и вспенивания его в замкнутой форме с рабочей поверхностью, соответствующей внутренней поверхности наружной оболочки.
6. Способ по п. 4, отличающийся тем, что наружную оболочку наносят методом спиральной намотки, по крайней мере, двух слоев пропитанной связующим стекло-ленты, причем витки первого слоя располагают встык и ориентируют под углом к продольной оси. а витки второго слоя сдвигают на половину ширины наматываемой ленты и наклоняют под тем же углом, но в обратную сторону.
Текст
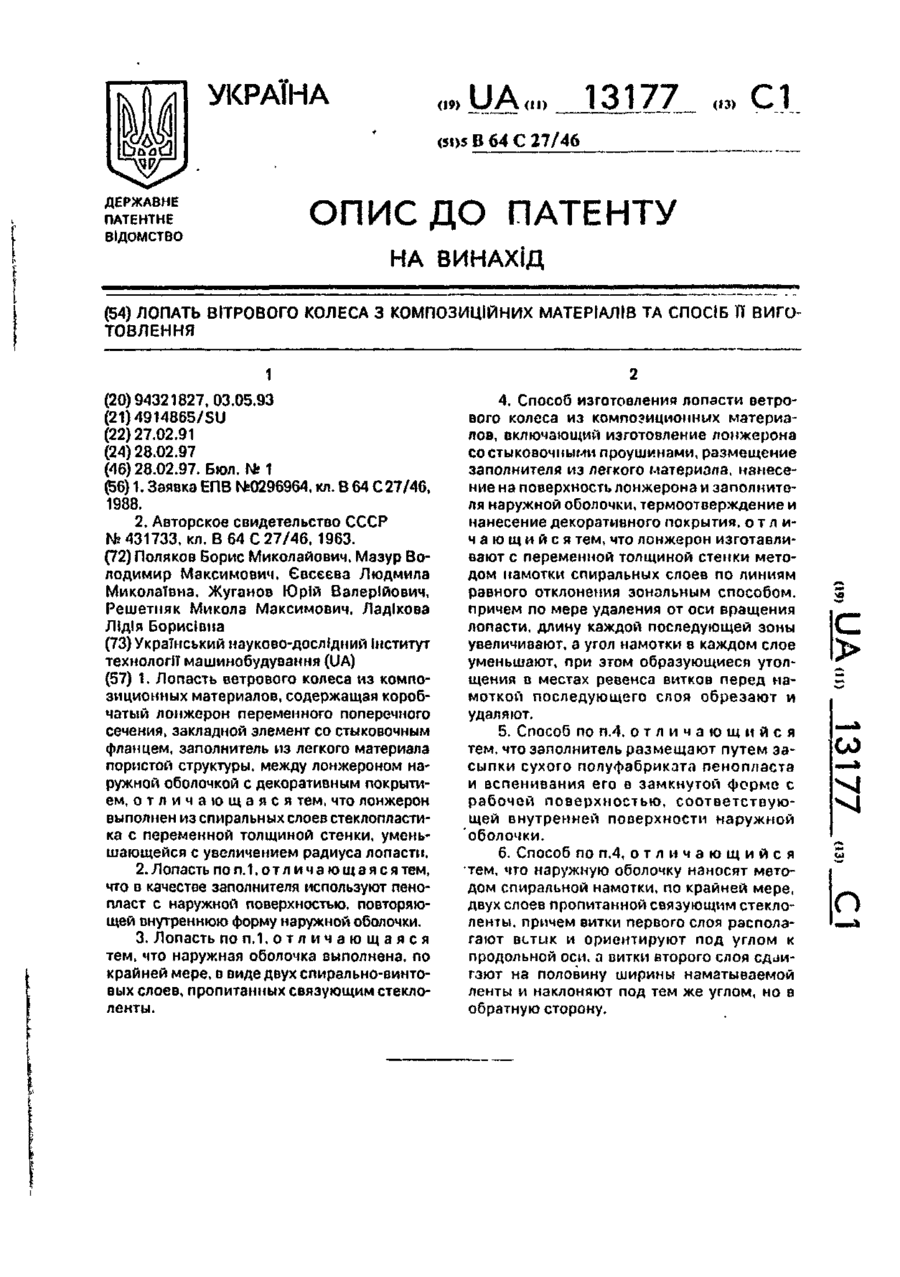
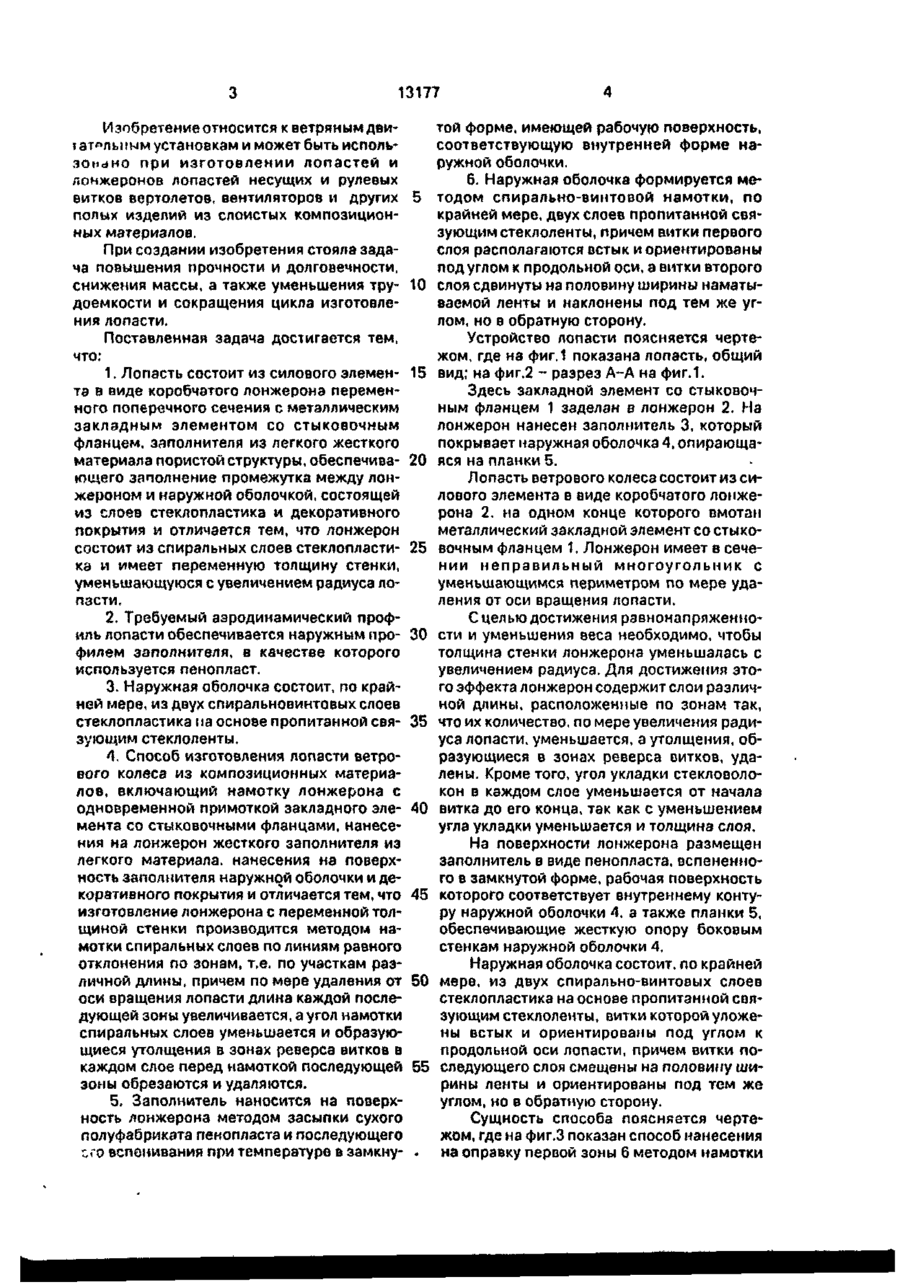
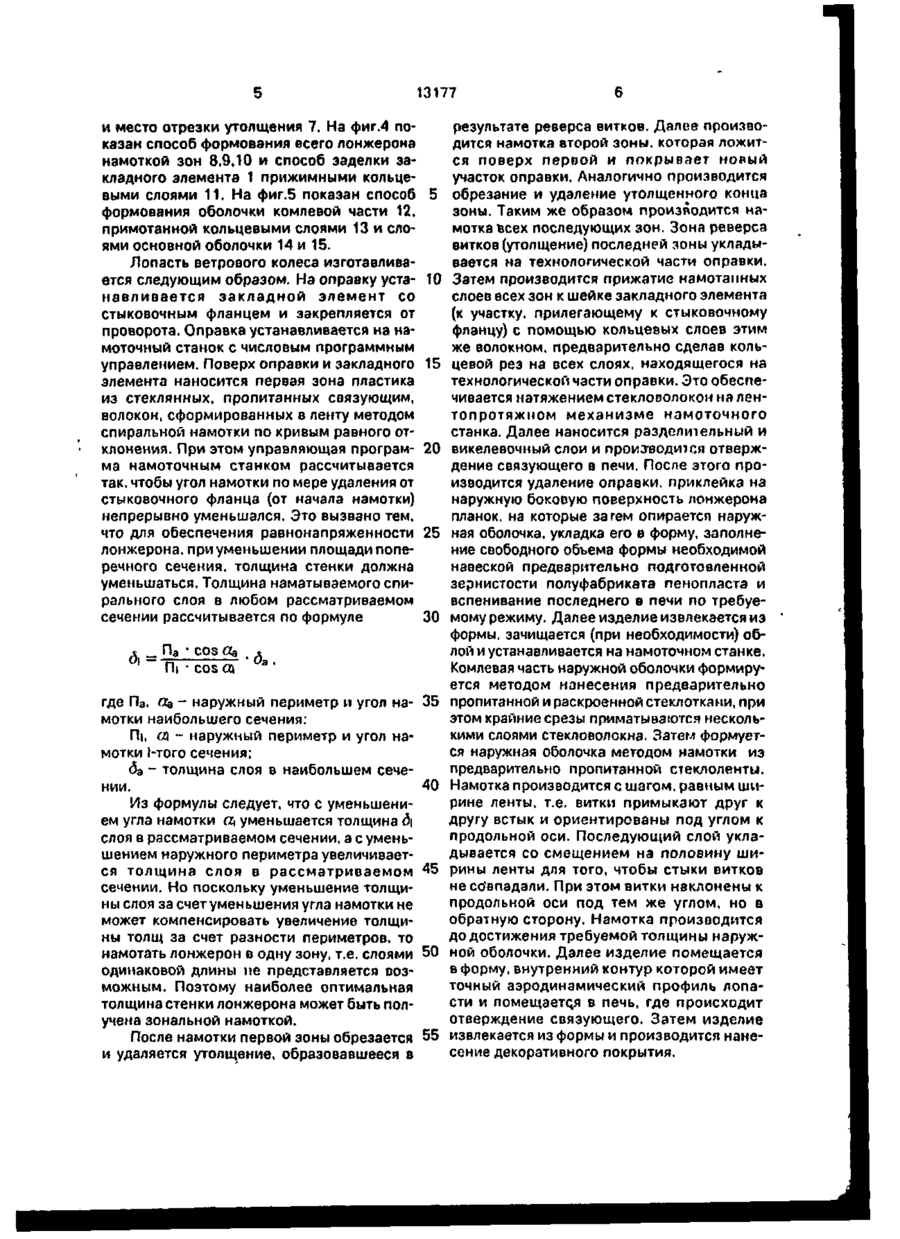
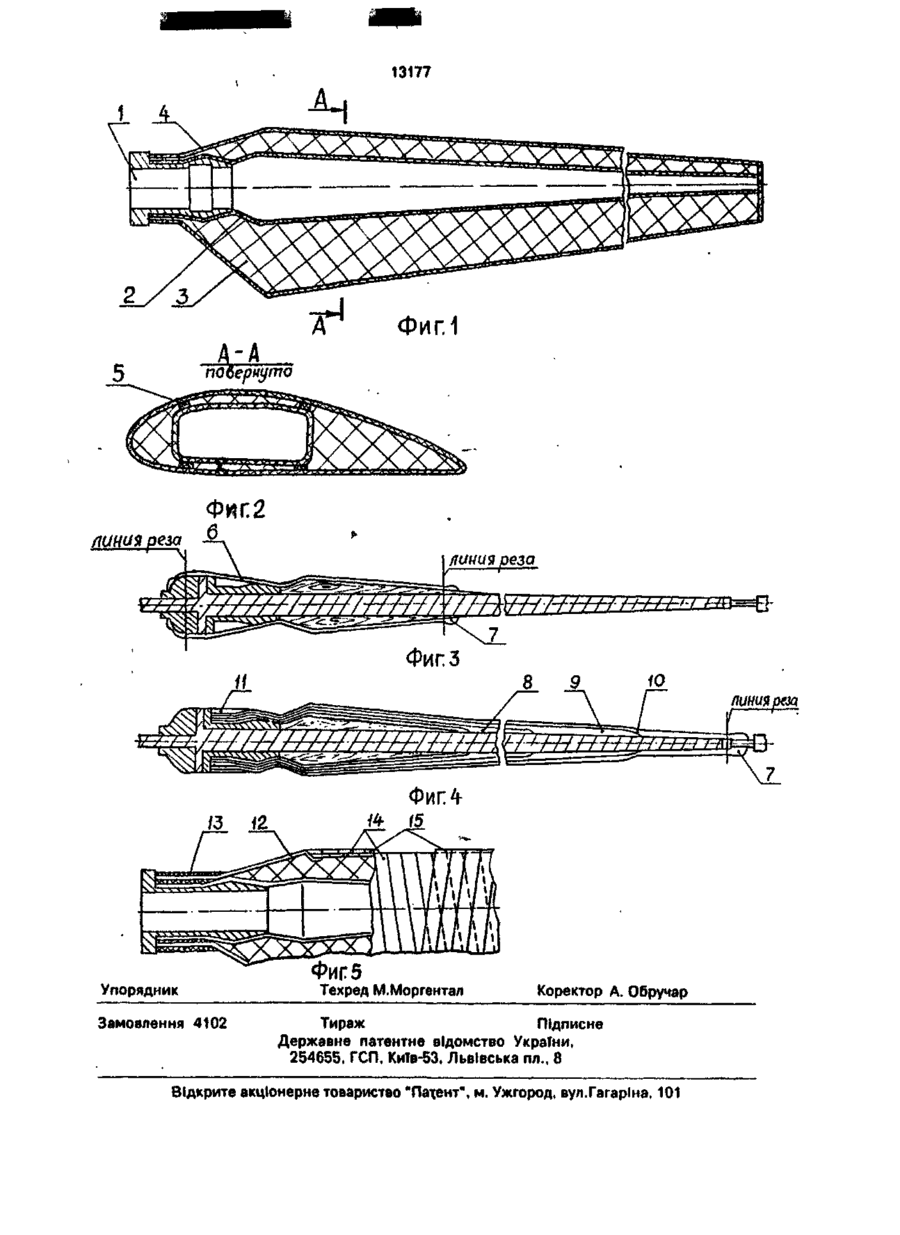
1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, о т л и ч а ю щ а я с я тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти. 2. Лопасть по п. 1. о т л и ч а ю щ а я с я тем, что в качестве заполнителя используют пенопласт с наружной поверхностью, повторяющей внутреннюю форму наружной оболочки. 3. Лопасть по п.1. о т л и ч а ю щ а я с я тем, что наружная оболочка выполнена, по крайней мере, в виде двух спирально-винтовых слоев, пропитанных связующим стеклоленты. 4. Способ изготовления лопасти ветрового колеса из композиционных материалов, включающий изготовление лонжерона состыковочными проушинами, размещение заполнителя из легкого материала, нанесение на поверхность лонжерона и заполнителя наружной оболочки, термоотверждение и нанесение декоративного покрытия, о т л и ч а ю щ и й с я тем, что лонжерон изготавливают с переменной толщиной стенки методом намотки спиральных слоев по линиям равного отклонения зональным способом, причем по мере удаления от оси вращения лопасти, длину каждой последующей зоны увеличивают, а угол намотки в каждом слое уменьшают, при этом образующиеся утолщения в местах ревенса витков перед намоткой последующего слоя обрезают и удаляют. 5. Способ по п.4. о т л и ч а ю щ и й с я тем, что заполнитель размещают путем засыпки сухого полуфабриката пенопласта и вспенивания его в замкнутой форме с рабочей поверхностью, соответствующей внутренней поверхности наружной оболочки. 6. Способ по п.4, о т л и ч а ю щ и й с я тем, что наружную оболочку наносят методом спиральной намотки, по крайней мере, двух слоев пропитанной связующим стеклоленты, причем витки первого слоя располагают встык и ориентируют под углом к продольной оси. а витки второго слоя сдаигзют на половину ширины наматываемой ленты и наклоняют под тем же углом, но в обратную сторону. С > со О 13177 Изобретение относится к ветряным двиt ат^льнмм установкам и может быть испольЗОИСІНО при изготовлении лопастей и лонжеронов лопастей несущих и рулевых витков вертолетов, вентиляторов и других 5 полых изделий из слоистых композиционных материалов. При создании изобретения стояла задача повышения прочности и долговечности, снижения массы, а также уменьшения тру- 10 доемкости и сокращения цикла изготовления лопасти. Поставленная задача достигается тем, что: 1. Лопасть состоит из силового злемен- 15 тз в виде коробчатого лонжерона переменного поперечного сечения с металлическим закладным элементом со стыковочным фланцем, заполнителя из легкого жесткого материала пористой структуры, обеспечива- 20 ющего заполнение промежутка между лонжероном и наружной оболочкой, состоящей из слоев стеклопластика и декоративного покрытия и отличается тем, что лонжерон состоит из спиральных слоев стеклопласти- 25 ка и имеет переменную толщину стенки, уменьшающуюся с увеличением радиуса лопасти. 2. Требуемый аэродинамический профиль лопасти обеспечивается наружным про- 30 филем заполнителя, в качестве которого используется пенопласт. 3. Наружная оболочка состоит, по крайней мере, из двух спиральновинтовых слоев стеклопластика па основе пропитанной свя- 35 зующим стеклоленты. 4. Способ изготовления лопасти ветрового колеса из композиционных материалов, включающий намотку лонжерона с одновременной примоткой закладного эле- 40 мента со стыковочными фланцами, нанесения на лонжерон жесткого заполнителя из легкого материала, нанесения на поверхность заполнителя наружной оболочки и декоративного покрытия и отличается тем, что 45 изготовление лонжерона с переменной толщиной стенки производится методом намотки спиральных слоев по линиям равного отклонения по зонам, т.е. по участкам различной длины, причем по мере удаления от 50 оси вращения лопасти длина каждой последующей зоны увеличивается, а угол намотки спиральных слоев уменьшается и образующиеся утолщения в зонах реверса витков в каждом слое перед намоткой последующей 55 зоны обрезаются и удаляются. 5. Заполнитель наносится на поверхность лонжерона методом засыпки сухого полуфабриката пенопласта и последующего г,го вспенивания при температуре в замкну- < той форме, имеющей рабочую поверхность, соответствующую внутренней форме наружной оболочки. 6. Наружная оболочка формируется методом спирально-винтовой намотки, по крайней мере, двух слоев пропитанной связующим стеклоленты, причем витки первого слоя располагаются встык и ориентированы под углом к продольной оси, а витки второго слоя сдвинуты на половину ширины наматываемой ленты и наклонены под тем же углом, но в обратную сторону. Устройство лопасти поясняется чертежом, где на фиг.1 показана лопасть, общий вид; на фиг.2 - разрез А-А на фиг.1. Здесь закладной элемент со стыковочным фланцем 1 заделан в лонжерон 2. На лонжерон нанесен заполнитель 3, который покрывает наружная оболочка 4, опирающаяся на планки 5. Лопасть ветрового колеса состоит из силового элемента в виде коробчатого лонжерона 2. на одном конце которого вмотан металлический закладной элемент со стыковочным фланцем 1. Лонжерон имеет в сечении неправильный многоугольник с уменьшающимся периметром по мере удаления от оси вращения лопасти. С целью достижения равнонапряженности и уменьшения веса необходимо, чтобы толщина стенки лонжерона уменьшалась с увеличением радиуса. Для достижения этого эффекта лонжерон содержит слои различной длины, расположенные по зонам так, что их количество, по мере увеличения радиуса лопасти, уменьшается, а утолщения, образующиеся в зонах реверса витков, удалены. Кроме того, угол укладки стекловолокон в каждом слое уменьшается от начала витка до его конца, так как с уменьшением угла укладки уменьшается и толщина слоя. На поверхности лонжерона размещен заполнитель в виде пенопласта, вспененного в замкнутой форме, рабочая поверхность которого соответствует внутреннему контуру наружной оболочки 4, а также планки 5, обеспечивающие жесткую опору боковым стенкам наружной оболочки 4. Наружная оболочка состоит, по крайней мере, из двух спирально-винтовых слоев стеклопластика на основе пропитанной связующим стеклоленты, витки которой уложены встык и ориентированы под углом к продольной оси лопасти, причем витки последующего слоя смещены на половину ширины ленты и ориентированы под тем же углом, но в обратную сторону. Сущность способа поясняется чертежом, где на фиг.З показан способ нанесения на оправку первой зоны 6 методом намотки 13177 результате реверса витков. Далее производится намотка второй зоны, которая ложится поверх первой и покрывает ноиый участок оправки. Аналогично производится обрезание и удаление утолщенного конца зоны. Таким же образом производится намотка всех последующих зон. Зона реверса витков (утолщение) последней зоны укладывается на технологической части оправки. Затем производится прижатие намотанных слоев всех зон к шейке закладного элемента (к участку, прилегающему к стыковочному фланцу) с помощью кольцевых слоев этим же волокном, предварительно сделав кольцевой рез на всех слоях, находящегося на технологической части оправки. Это обеспечивается натяжением стекловолокон на лентопротяжном механизме намоточного станка. Далее наносится разделительный и викелевочный слои и производится отверждение связующего в печи. После этого производится удаление оправки, приклейка на наружную боковую поверхность лонжерона планок, на которые за гем опирается наружная оболочка, укладка его в форму, заполнение свободного объема формы необходимой навеской предварительно подготовленной зернистости полуфабриката пенопласта и вспенивание последнего в печи по требуемому режиму. Далее изделие извлекается из формы, зачищается (при необходимости) облой и устанавливается на намоточном станке. COS П Комлевая часть наружной оболочки формиру^ П , -coso, ( 5 а ' ется методом нанесения предварительно пропитанной и раскроенной стеклоткани, при где Па, Оа - наружный периметр и угол на- 35 этом крайние срезы приматываются нескольмотки наибольшего сечения: кими слоями стекловолокна. Затем формуетПі, (А - наружный периметр и угол нася наружная оболочка методом намотки из мотки і-того сечения; предварительно пропитанной стеклоленты. да - толщина слоя в наибольшем сечеНамотка производится с шагом, равным шинии. 40 рине ленты, т.е. витки примыкают друг к Из формулы следует, что с уменьшенидругу встык и ориентированы под углом к ем угла намотки а( уменьшается толщина б\ продольной оси. Последующий слой укласлоя в рассматриваемом сечении, а с уменьдывается со смещением на половину шишением наружного периметра увеличиваетрины ленты для того, чтобы стыки витков ся толщина слоя в рассматриваемом 45 не совпадали. При этом витки наклонены к сечении. Но поскольку уменьшение толщипродольной оси под тем же углом, но в ны слоя за счет уменьшения угла намотки необратную сторону. Намотка производится может компенсировать увеличение толщидо достижения требуемой толщины наружны толщ за счет разности периметров, то ной оболочки. Далее изделие помещается намотать лонжерон в одну зону, т.е. слоями 50 в форму, внутренний контур которой имеет одинаковой длины не представляется возточный аэродинамический профиль лопаможным. Поэтому наиболее оптимальная сти и помещается в печь, где происходит толщина стенки лонжерона может быть полотверждение связующего. Затем изделие учена зональной намоткой. извлекается из формы и производится нанеПосле намотки первой зоны обрезается 55 сение декоративного покрытия. и удаляется утолщение, образовавшееся в и место отрезки утолщения 7. На фиг.4 показан способ формования всего лонжерона намоткой зон 8,9,10 и способ заделки закладного элемента 1 прижимными кольцевыми слоями 11. На фиг.5 показан способ 5 формования оболочки комлевой части 12, примотанной кольцевыми слоями 13 и слоями основной оболочки 14 и 15. Лопасть ветрового колеса изготавливается следующим образом. На оправку уста- 10 навливается закладной элемент со стыковочным фланцем и закрепляется от проворота. Оправка устанавливается на намоточный станок с числовым программным управлением. Поверх оправки и закладного 15 элемента наносится первая зона пластика из стеклянных, пропитанных связующим, волокон, сформированных в ленту методом спиральной намотки по кривым равного отклонения. При этом управляющая програм- 20 ма намоточным станком рассчитывается так. чтобы угол намотки по мере удаления от стыковочного фланца (от начала намотки) непрерывно уменьшался. Это вызвано тем, что для обеспечения равнонапряженности 25 лонжерона, при уменьшении площади поперечного сечения, толщина стенки должна уменьшаться. Толщина наматываемого спирального слоя в любом рассматриваемом сечении рассчитывается по формуле 30 13177 линия реза Упорядник Замовлення 4102 Фиг 5 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство *Пат.ент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюBlade of wheel from composite materials and method of its manufacture
Автори англійськоюPoliakov Borys Mykolaiovych, Mazur Volodymyr Maksymovych, Yevsieieva Liudmyla Mykolaivna, Zhahunov Yurii Valeriiovych, Reshetniak Mykola Maksymovych, Ladikova Lidiia Borysivna
Назва патенту російськоюЛопасть ветрового колеса из композиционных материалов и способ его изготовления
Автори російськоюПоляков Борис Николаевич, Мазур Владимир Максимович, Евсеева Людмила Николаевна, Жагунов Юрий Валерьевич, Решетняк Николай Максимович, Ладикова Лидия Борисовна
МПК / Мітки
МПК: B64C 27/32
Мітки: колеса, лопать, виготовлення, композиційних, вітрового, спосіб, матеріалів
Код посилання
<a href="https://ua.patents.su/4-13177-lopat-vitrovogo-kolesa-z-kompozicijjnikh-materialiv-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення</a>
Лопать робочого колеса пропелерної гідротурбіни
Номер патенту: 8379
Опубліковано: 29.03.1996
Автори: Гольдшмідт Володимир Якович, Потетенко Олег Васильович, Серебряннікова Светлана Павловна, Швачко Володимир Костянтинович, Нагорний Михайло Васильович, Вапник Борис Кирилович, Зав'ялов Павло Сергійович, Веремеєнко Ігор Степанович
МПК: F03B 3/12
Мітки: робочого, лопать, пропелерної, колеса, гідротурбіни
Формула / Реферат:
Лопасть рабочего колеса пропеллерной гидротурбины с втулочным отношением, равным 0,35, отличающаяся тем, что, с целью повышения КПД и быстроходности гидротурбины, лопасть имеет параметры, описываемые следующими соотношениями: b1=9,8875`r2 - 11,1517`r + 3,5394-лопастный угол на входе, b2 = 0,6826`r2 - 1,091`r + 0,6096 -лопастный угол на выходе,`fмакс = 0,2222`r2 - 0,2944`r + 0,1017 - максимальный прогиб средней линии профиля, `dмакс =...
Лопать
Номер патенту: 3011
Опубліковано: 26.12.1994
Автори: Шевченко Юрій Валер'янович, Коваленко Володимир Іванович, Шихайлов Микола Олександрович, Коханєвич Володимир Петрович
МПК: F03D 1/06
Мітки: лопать
Формула / Реферат:
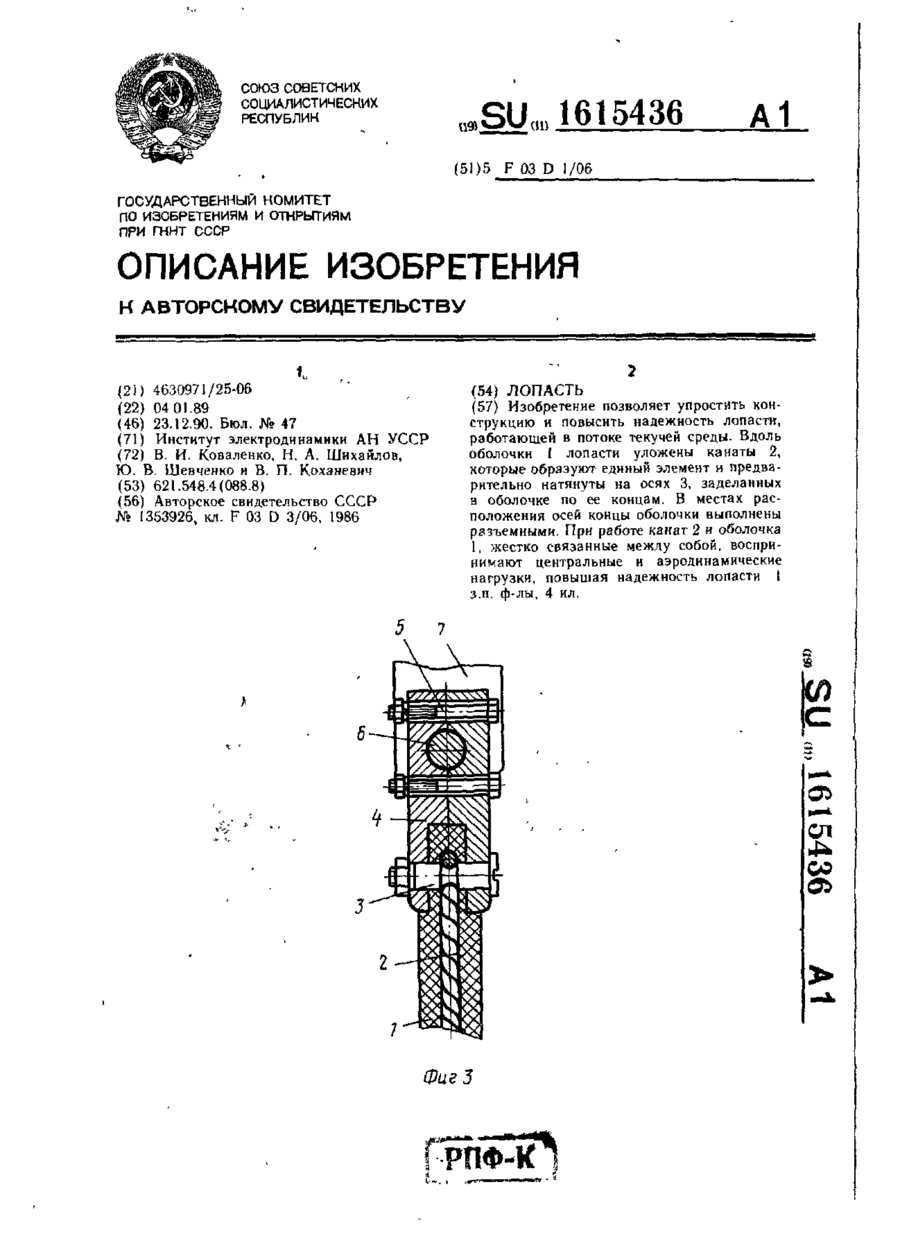
Лопасть, содержащая оболочку и размещенный в ней продольный ряд предварительно натянутых канатов, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности, лопасть снабжена осями, закрепленными на концах оболочки в ее теле, а канаты соединены между собой с образованием единого элемента, охватывающегооси, закрепленного концамив оболочке и жестко связанного с ней. 2. Лопасть по п. 1, отличающаяся тем, что концы...
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Титов Вячеслав Андрійович, Сергацький Георгій Іванович, Чаюн Андрій Григорович, Борисов Михайло Тимофійович
МПК: B23K 33/00
Мітки: заготівок, матеріалів, зварювання, засіб, композиційних, плакірованих, встик, металевих
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Спосіб одержання вуглець-вуглецевих композиційних матеріалів та пристрій для його здійснення
Номер патенту: 5523
Опубліковано: 28.12.1994
Автори: Селезньов Юрій Володимирович, Губор Віктор Володимирович, Фрич Олег Ігоревич, Плохий Анатолій Васильович
МПК: C04B 35/52, C01B 31/02
Мітки: здійснення, композиційних, спосіб, матеріалів, одержання, пристрій, вуглець-вуглецевих
Формула / Реферат:
(57) 1. Способ получения углерод-углеродных композиционных материалов, включающий пропитку углеродсодержащего материала пироуглеродом путем нагрева его в среде углеводородов, отличающийся тем, что нагрев осуществляют за счет теплоты сжигания отходящих газов пиролиза.2. Устройство для получения углерод-углеродных композиционных материалов, содержащее обогреваемую реакционную камеру для пропитки изделий, снабженную средствами для подвода...
Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів
Номер патенту: 9457
Опубліковано: 30.09.1996
Автори: Кривов Георгій Олексійович, Чаюн Андрій Григорович, Титов Вячеслав Андрійович, Сергацький Георгій Іванович
МПК: B23K 31/02
Мітки: засіб, з'єднання, металевих, тонколистових, зварюванням, композиційних, заготівок, матеріалів
Формула / Реферат:
Способ соединения сваркой тонколистовых заготовок из металлических композиционных материалов, при котором перед сваркой на свариваемые поверхности каждой кромки наносят по меньшей мере один плакирующий слой, а стыковку под сварку заготовок производят по плакирующему слою, отличающийся тем, что, с цельюснижения материалоем-кости и повышения прочности соединения, после нанесения плакирующего слоя изгибают по меньшей мере одну из кромок в...
Попередній патент: Вантажозахватний пристрій
Наступний патент: Консольно-поворотний кран
Випадковий патент: Пристрій для сушіння харчових дисперсних матеріалів