Спосіб виготовлення круглих плашок
Номер патенту: 5534
Опубліковано: 28.12.1994
Автори: Василець Володимир Семенович, Динкін Володимир Львович
Формула / Реферат
(57) Способ изготовления круглых плашек, заключающийся в сверлении в корпусе центрального и стружечных отверстий, образующих перья плашки, нарезании резьбы на калибрующих и режущих частях перьев, затыловании калибрующих и режущих частей перьев, термической обработке и доводке резьбы, отличающийся тем, что затылование калибрующих частей перьев осуществляют затылованным по задней поверхности метчиком с числом перьев, равным числу перьев плашки и шириной каждого пера, меньшей ширины просвета между перьями плашки, при этом метчик вводят в центральное отверстие плашки таким образом, что перья метчика располагаются в стружечных отверстиях плашки, и осуществляют поворот метчика относительно плашки в направлении спада задней поверхности перьев метчика.
Текст
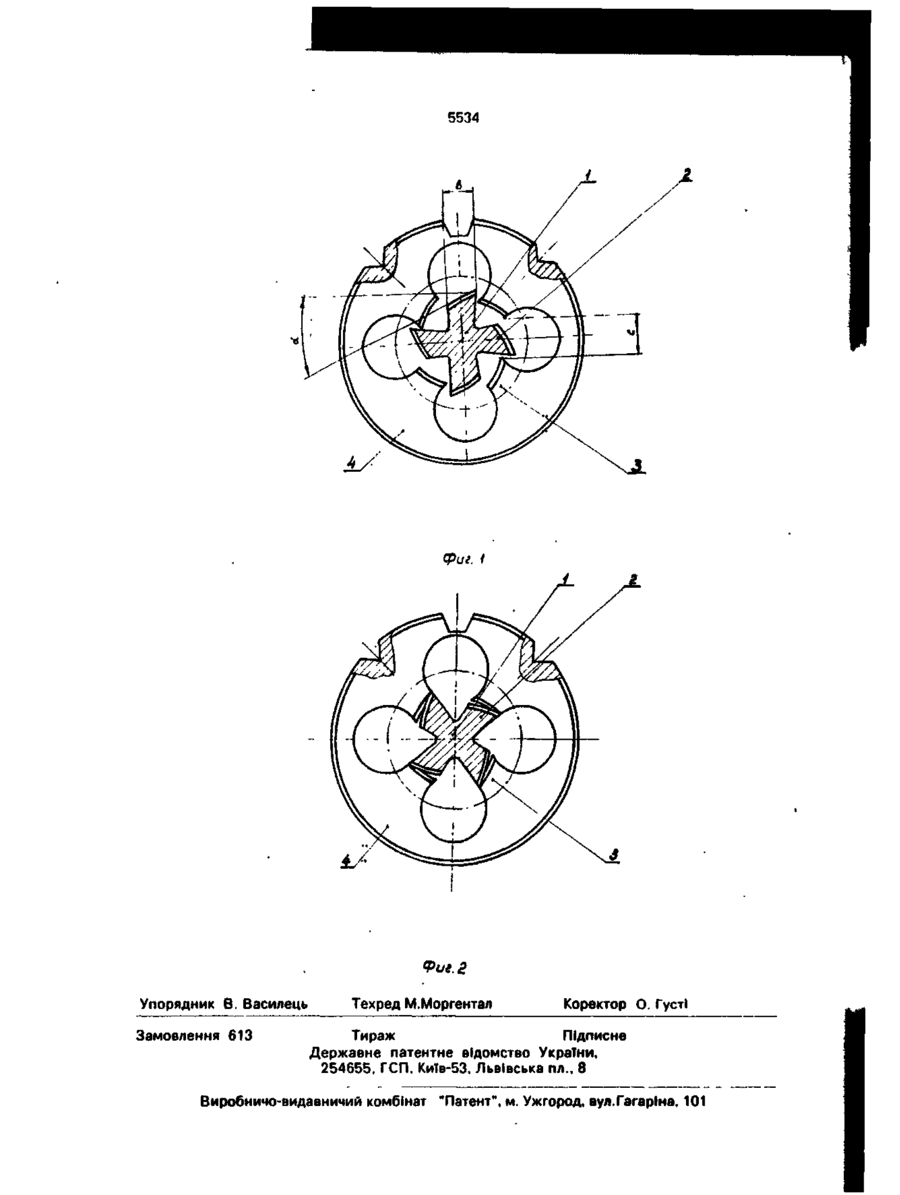
Способ изготовления круглыч плашек, заключающийся в сверлении в корпусе центрального и стружечных отверстий, образующих перья плашки, нарезании резьбы на калибрующих и режущих частях перьев, затыловании калибрующих и режущих частей перьев, термической обработке и доводке резьбы, о т л и ч а ю щ и й с я тем, что затылование калибрующих частей перьев осуществляют затылованным по задней поверхности метчиком с числом перьев, равным числу перьев плашки и шириной каждого пера, меньшей ширины просвета между перьями плашки, при этом метчик вводят в центральное отверстие плашки таким образом, что перья метчика располагаются в стружечных отверстиях плашки, и осуществляют поворот метчика относительно плашки в направлении спада задней поверхности перьев метчика. Изобретение относится к машиностроению, а именно к способам изготовления инструментов для нарезания резьбы. Известен способ изготовления режущей плашки, предусматривающий затылование рабочих участков (режущих и калибрующих) перьев режущей плашки путем отгибания этих перьев в радиальном направлении. При изготовлении этой плашки в стружечные отверстия вбивают клинья, за счет чего достигается отгибание перьев Недостатком известного способа является разрушение перьев и перемычек плашки за счет усилий возникающих в плашке от воздействия клиньев. Кроме того, этот способ изготовления плашки не обеспечивает требуемой точности резьбы и величины спада затылка. Задачей изобретения является получение высокоточных круглых режущих плашек с затыловкой резьбы по всей толщине перьев плашки методом ввода в центральное отверстие плашки метчика, перья которого при вводе проходят в стружечных отверсти- СП ях плашки и затем осуществляется поворот (J\ плашки в направлении подъема затылка f * ) резьбы метчика. Поставленная задача решается тем, что в способе изготовления круглых плашек, заключающийся в сверлении в корпусе центрального и стружечных отверстий, образующих перья плашки, нарезание резьбы на калибрирующих и режущих частях перьев, затыло- ^ | вании калибрующих и режущих частей перьев, термической обработке и доводке резьбы, согласно изобретению, заі ылование калибрующих частей перьев осуществляют затылованным по задней поверхности метчиком с числом перьев, равным числу перьев плашки и шириной каждого перл г з ширины просвета между перьями плашки, при этом метчик вводят в центральное отверстие плашки таким образом, что перья метчика располагаются в стружечных отверстиях плашки и осуществляют поворот мет- 5 чика относительно плашки в направлении спада задней поверхности перьев метчика. Сущность изобретения поясняется чертежами, где* на фиг. 1 показано положение метчика относительно плашки перед нача- 10 лом; на фиг. 2 - положение метчика в конце операции затылования При осуществлении предлагаемого способа, затыловку резьбы выполняют метчиком 1. Этот метчик имеет резьбовые перья 15 2, число которых .равно числу перьев 3 плашки 4. Перья 2 метчика 1 затылованы по задней поверхности под углом а. Ширина И Ь" перьев 2 метчика меньше, чем ширина просвета - "с" между перьями 3 плашки. 20 После нарезания резьбы на перьях плашки в центральное отверстие плашки вводят метчик затылованный по задней поверхности, размещая его перья в просветах между перьями плашки. Для затыловки резьбы 25 плашки, в нее вдавливают резьбу метчика, проворачивая его в направлении против спада затыловки перьев метчика. Это позволяет предотвратить заклинивание метчика в плашке. Для попадания резьбы метчика в 30 резьбу плашки, метчик устанавливают с возможностью осевого установочного перемещения. Искажения резьбы, вогникшие при ее пластическом деформировании в процессе 35 затылования. устраняют вместе с искажениями, возникшими в процессе термической обработки, путем доводки резьбы резьбовыми притирами с закрепленными на них алмазными зернами. 40 П р и м е р : Резьбу в плашке М12х1 нарезают метчиком-раскатником на вертикально-сверлильном станке 2Д152, модернизированном для нарезания резьбы. Затем плашку устанавливают на специальном 45 станке для затылцвки резьбы, ориентируя ее по стружечным отверстиям. Затыловку резьбы выполняют метчиком, зэтылованным по задней поверхности под углом затыловки 2°30'. Шаг резьбы метчика равен шагу обрабатываемой резьбы плашки. Средний диаметр резьбы метчика на 0,1 мм меньше среднего диаметра резьбы плашки. Ширина пера метчика на 1 мм меньше ширины просвета между перьями. Метчик устанавливают в плавающем патроне с возможностью осевого перемещения до 1 мм и кинематически связан с приводом, обеспечивающим его колебательные движения с амплитудой 0,8 мм на среднем диаметре. Метчик вводят в плашку при осевой подаче, размещая его перья в просветах между перьями плашки и приводят его в колебательное движение с указанной амплитудой. Поворачивают плашку в направлении подъема затылка метчика с подачей 2 мм/мин на среднем диаметре резьбы. Сочетание колебаний метчика и поворота плашки обеспечивает его постепенное прерывистое вдавливание резьбы метчика в резьбу плашки. Поворот плашки выполняют до упора. Положение упора выбирают так, чтобы на перьях плашки оставалась незатылованная цилиндрическая ленточка длиной 1 мм. По достижении упора, срабатывает конечный переключатель, подающий команду на повороте плашки в исходное положение. После термической обработке плашки, ее резьбу доводят, ввинчивая в нее резьбовый притир с закрепленным методом гальваностегии алмазным зерном. Использование предлагаемого способа позволит значительно упростить затылование резьбы плашки на ее калибрующей части. При осуществлении предлагаемого способа отпадает необходимость в нарезании какой-либо иной резьбы, кроме рабочей резьбы плашки, снижаются требования к точности установки инструментов и заготовки перед затылованием, уменьшается трудоемкость работы. 5534 (Риг. і Фиі.2 Упорядник В. Василець Замовлення 613 Техред М.Моргентал Коректор О. Густі Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for round dies producing
Автори англійськоюVasylets Volodymyr Semenovych, Dynkin Volodymyr Lvovych
Назва патенту російськоюСпособ изготовления круглых плашек
Автори російськоюВасилец Владимир Семенович, Дынкин Владимир Львович
МПК / Мітки
МПК: B23G 5/00
Мітки: плашок, виготовлення, круглих, спосіб
Код посилання
<a href="https://ua.patents.su/4-5534-sposib-vigotovlennya-kruglikh-plashok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення круглих плашок</a>
Долото для обертального буріння
Номер патенту: 54
Опубліковано: 30.04.1993
Автори: Свешніков Ігор Аркадійович, Олейніков Борис Андрійович, Краснік Вячеслав Григорович
МПК: E21B 10/46
Мітки: буріння, обертального, долото
Формула / Реферат:
1. Долото для вращательного бурения, содержащее хвостовик с двумя калибрующими выступами, выполненную за одно целое с хвостовиком рабочую головку с двумя центральными и двумя периферийными перьями с установленными на перьях алмазно-твердосплавными пластинами и двумя износостойкими калибрующими вставками, расположенными по одной на боковой наружной поверхности каждого периферийного пера, отличающееся тем, что периферийные перья оснащены...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22F 1/04, C22C 21/06
Мітки: виготовлення, алюмінієвого, банок, корпусів, сплаву, лист, спосіб
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Приймально-вивідний пристрій рулонної друкарської машини
Номер патенту: 2583
Опубліковано: 26.12.1994
Автори: Дідич Володимир Петрович, Піх Богдан Григорович
МПК: B41F 21/00
Мітки: друкарської, приймально-вивідний, пристрій, рулонної, машини
Формула / Реферат:
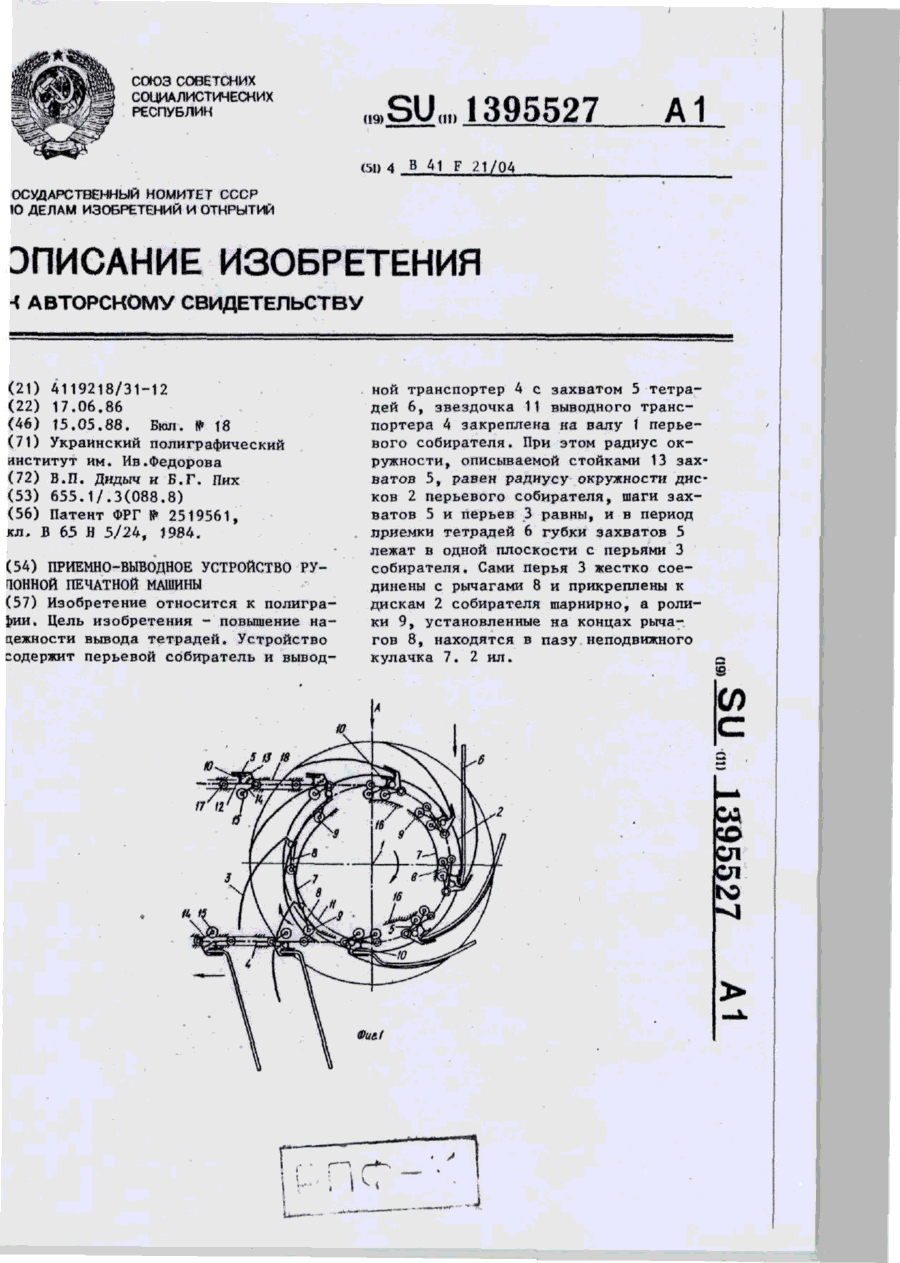
Приемно-выводное устройство рулонной печатной машины, содержащее перьевой собиратель тетрадей, состоящий из установленных на валу несущих перья дисков, и выводной цепной транспортер с захватами для тетрадей, отличающееся тем, что, с целью повышения надежности вывода тетрадей, собиратель снабжен неподвижным пазовым кулачком для контакта с его перьями посредством жестко связанных с ними рычагов с роликами, при этом перья шарнирно...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: профілів, прокатування, спосіб, круглих
Формула / Реферат:
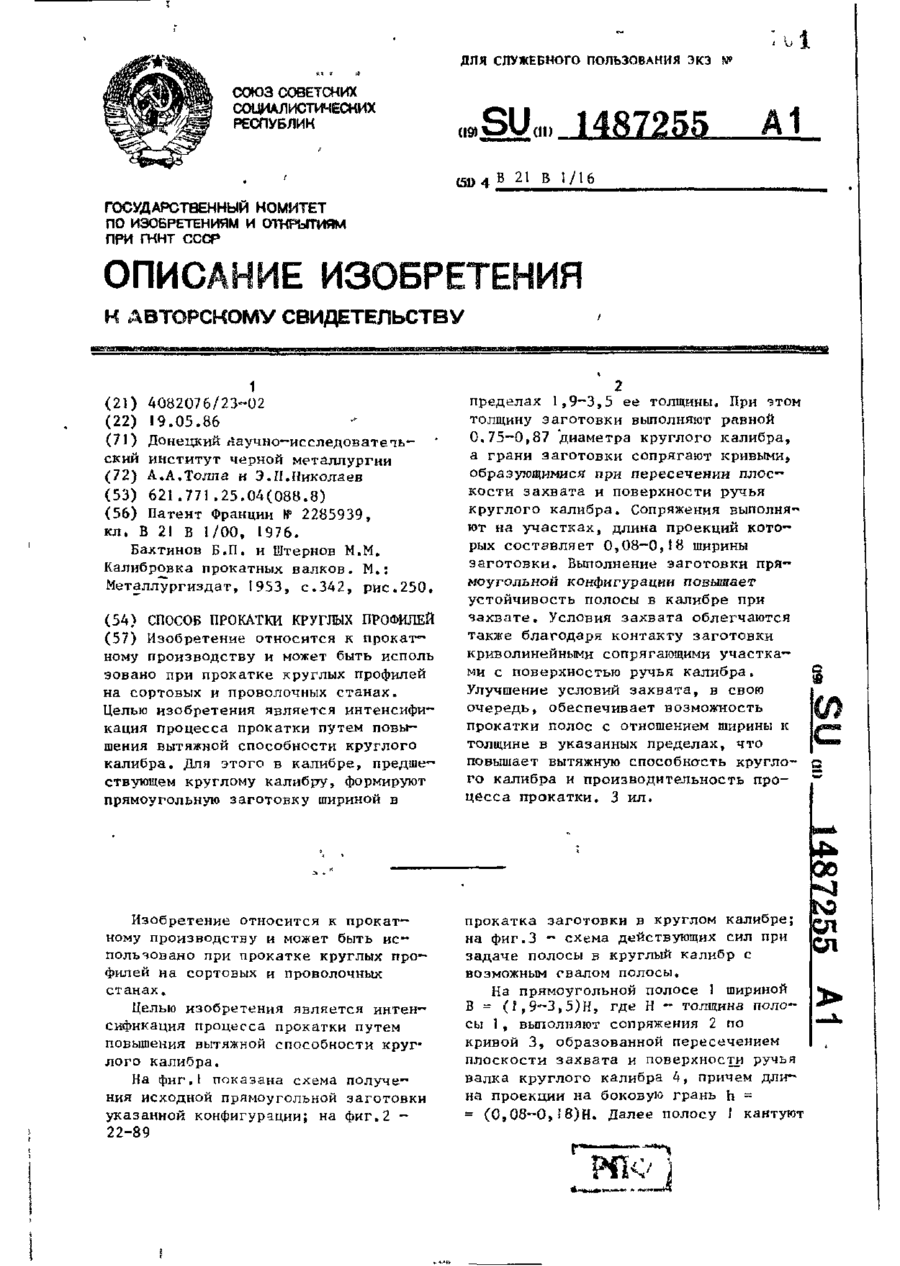
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Кокурін Олександр Миколайович, Півень Євген Григорович, Порошин Григорій Васильович
МПК: B29C 69/00, B32B 37/00
Мітки: листового, спосіб, матеріалу, виготовлення, шаруватого
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Привод фурми
Наступний патент: Опора для руки при обстеженнях телевізійним капіляроскопом
Випадковий патент: Шліфувальний верстат