Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович
Формула / Реферат
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим, що керування дугою здійснюють шляхом зміни величини радіальної та постійної по за напрямком аксіальної складової індукції магнітного поля, при цьому торці деталей нагрівають за допомогою керованого пересування дуги по зовнішнім кромкам, по досягненні потрібного нагріву дугу зміщують на внутрішні кромки або до центру, а потім разом з підвищенням зварювального струму пересувають до зовнішніх кромок деталей та виконують осадку.
Текст
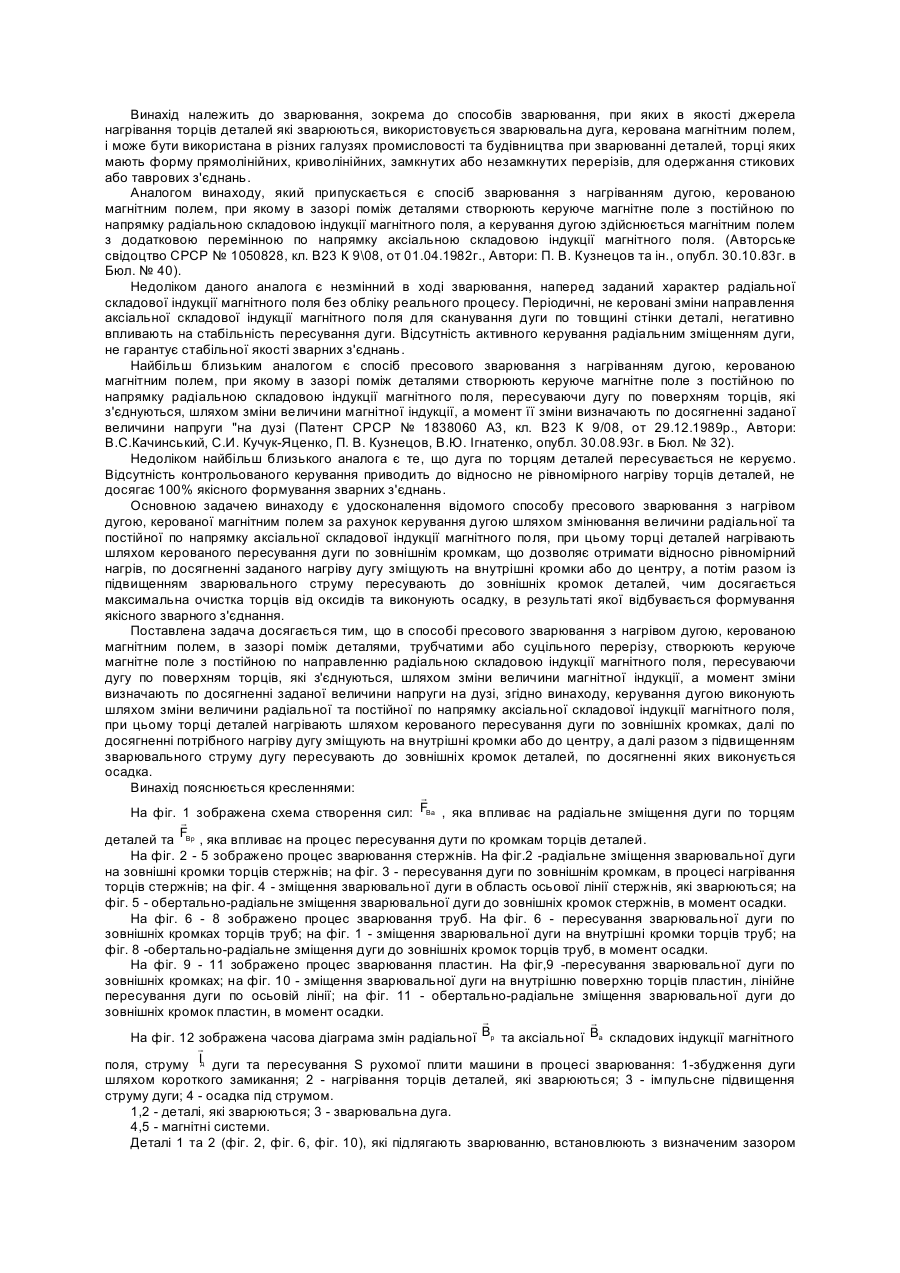
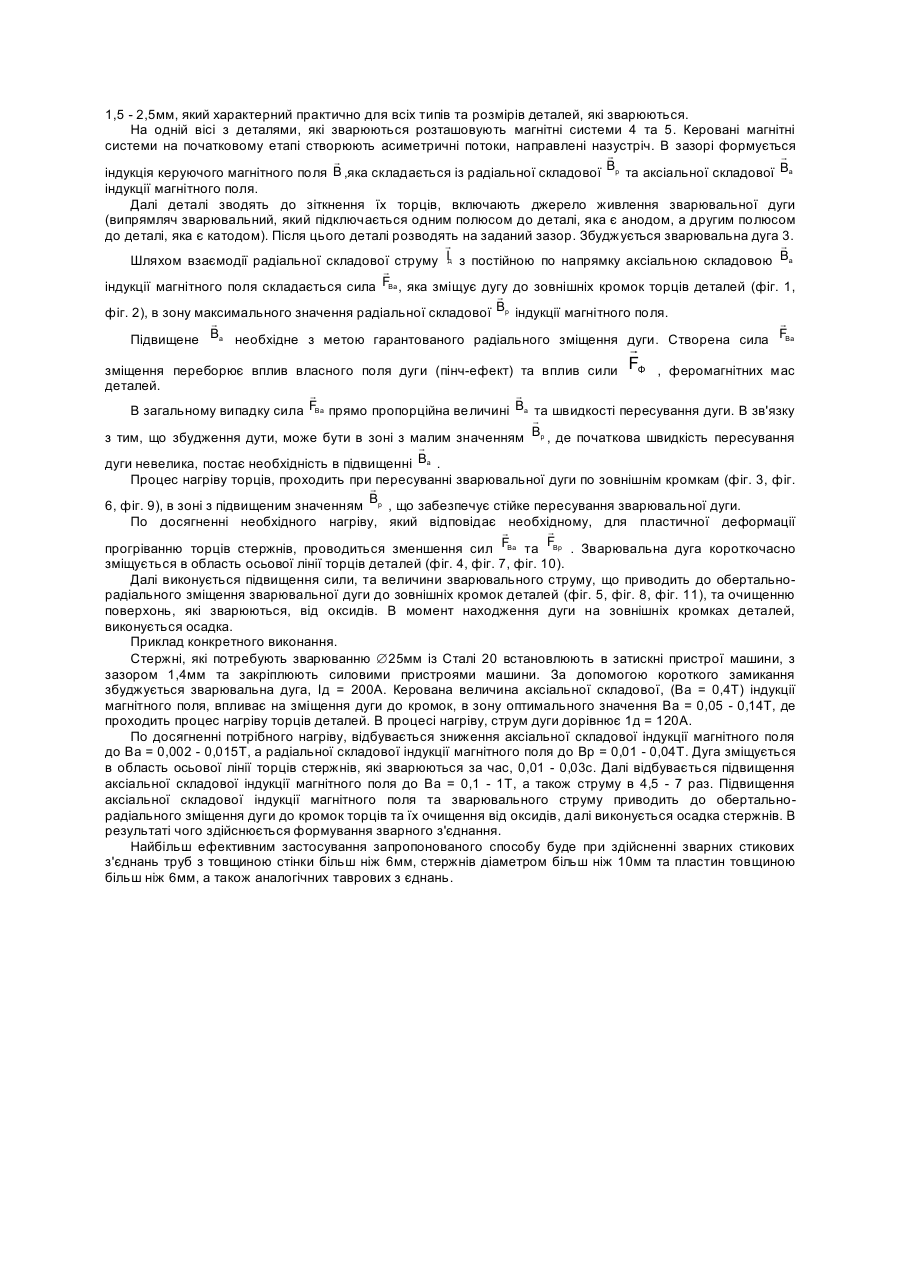
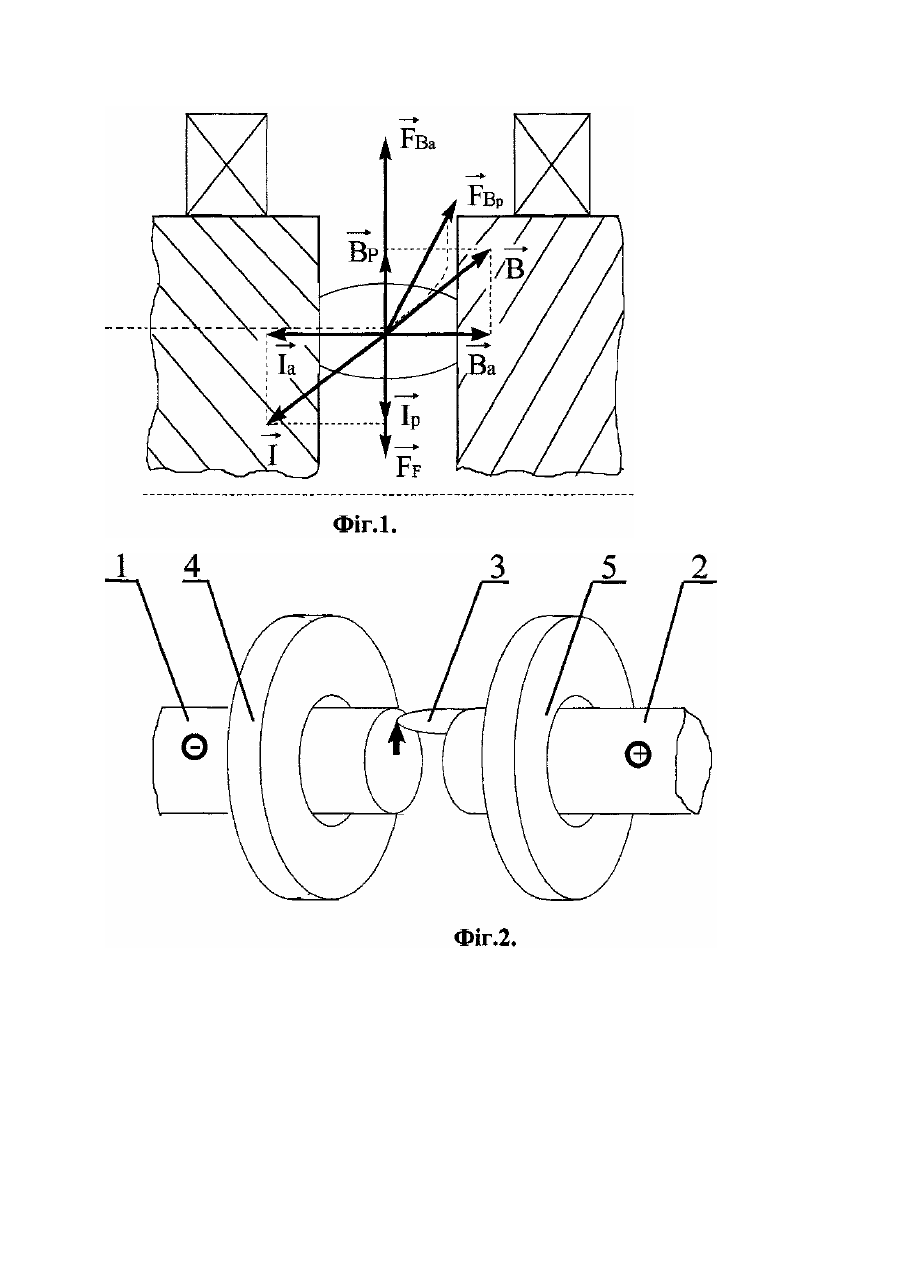
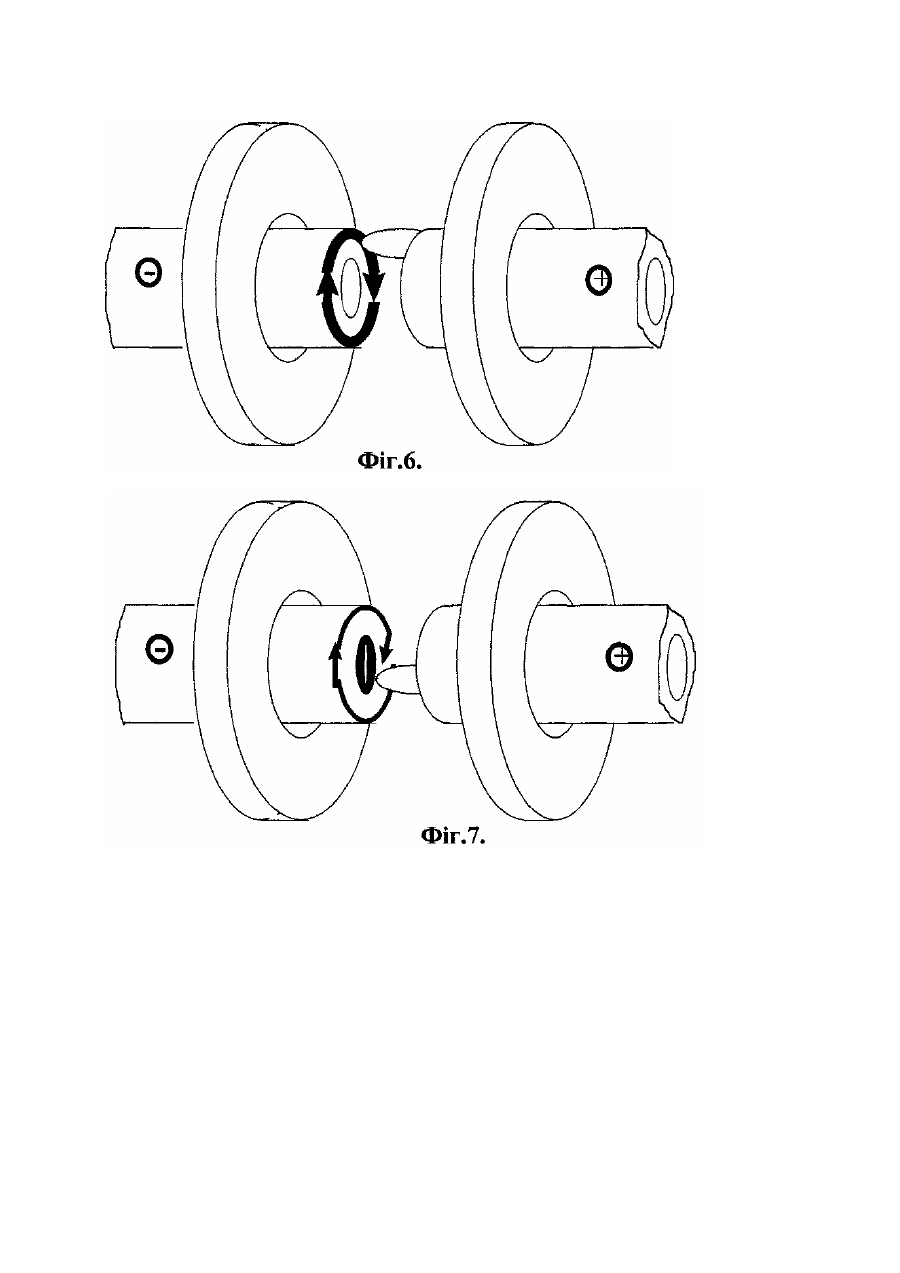
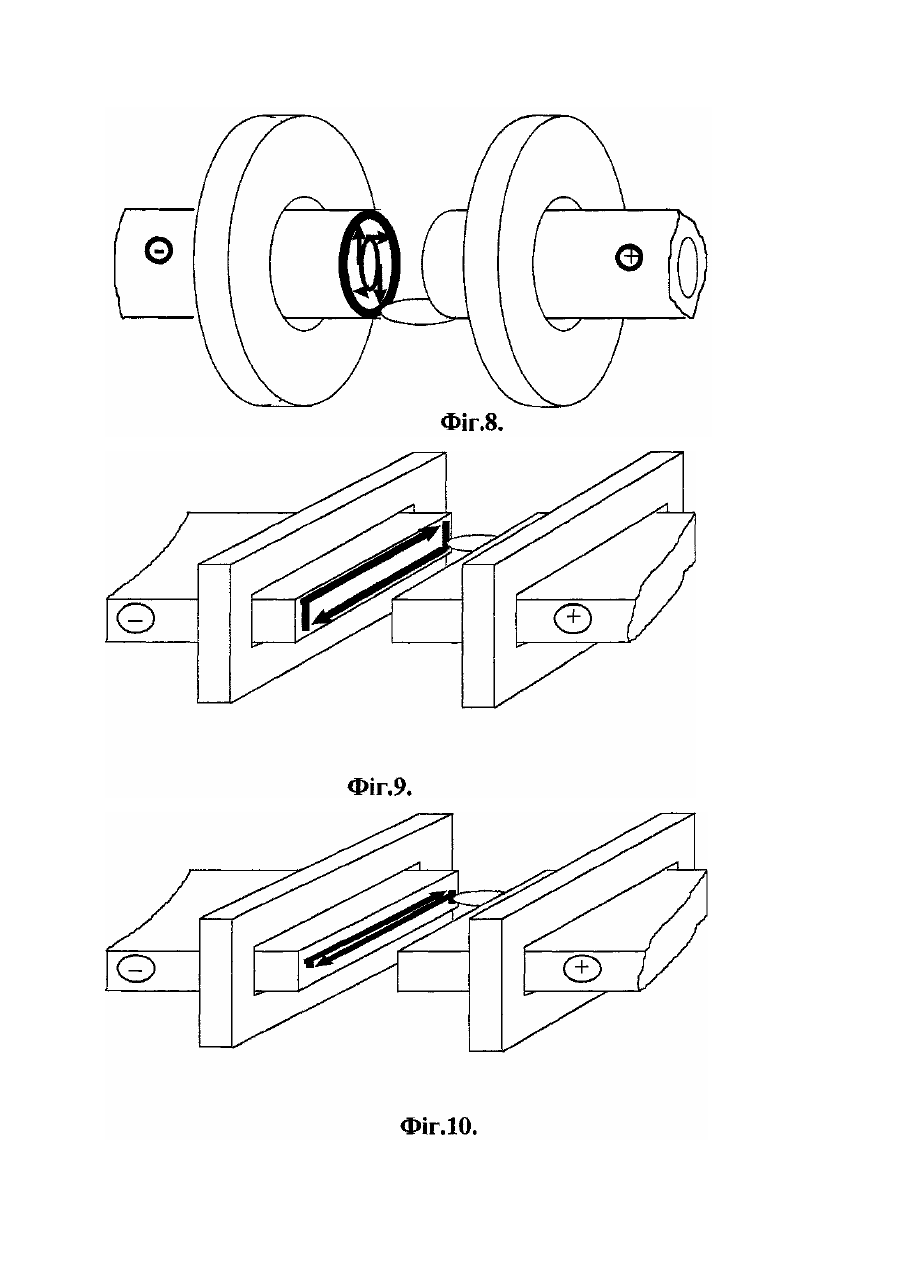
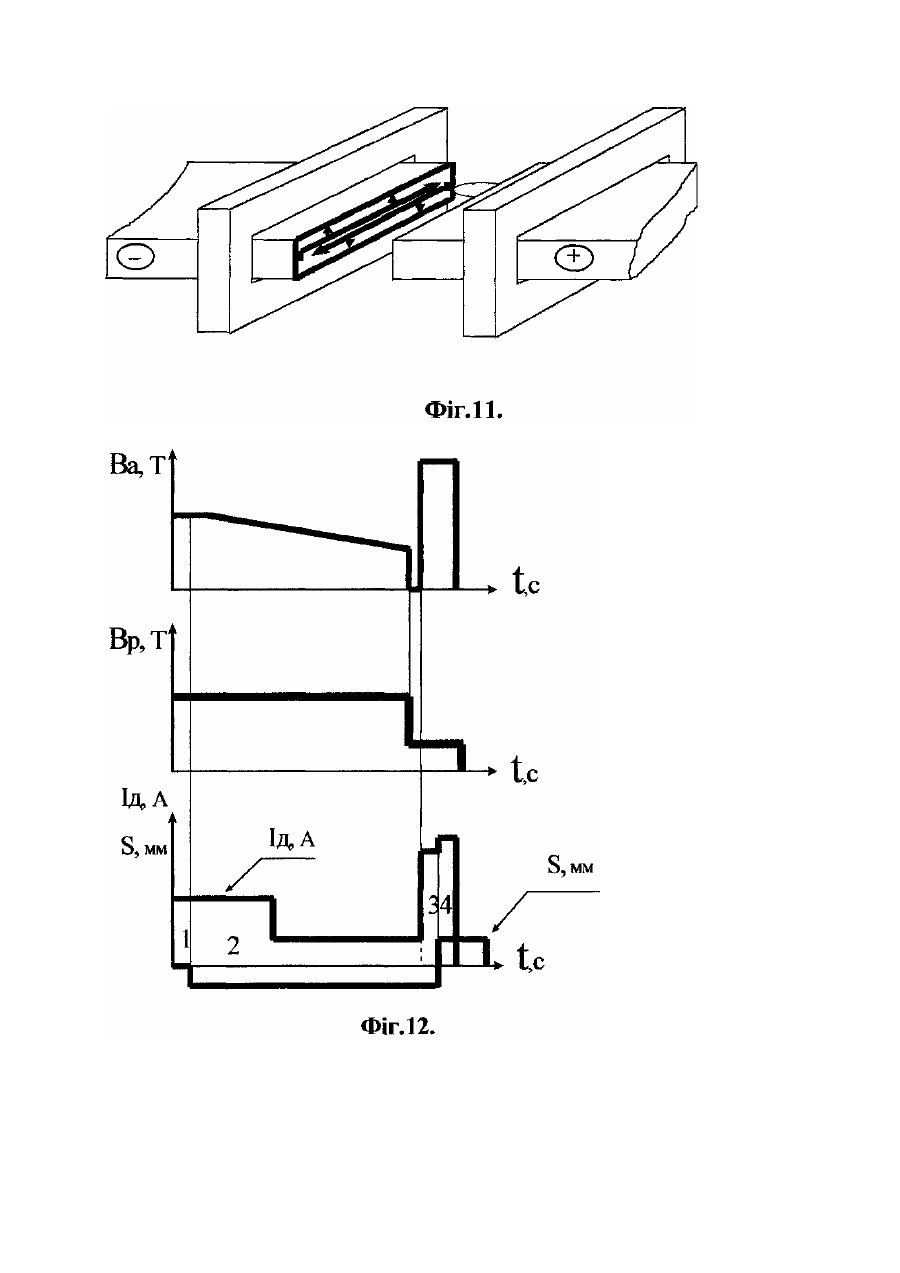
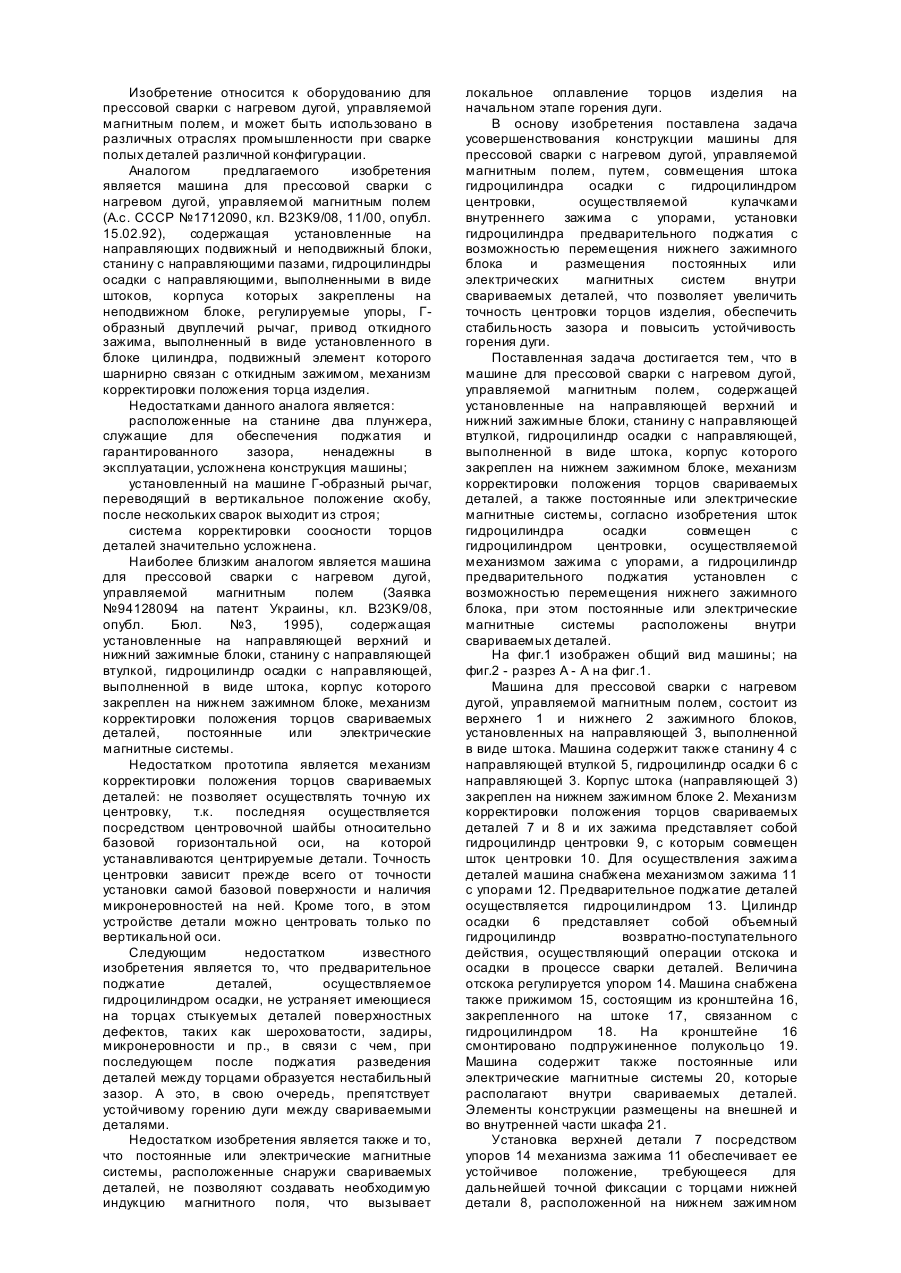
Винахід належить до зварювання, зокрема до способів зварювання, при яких в якості джерела нагрівання торців деталей які зварюються, використовується зварювальна дуга, керована магнітним полем, і може бути використана в різних галузях промисловості та будівництва при зварюванні деталей, торці яких мають форму прямолінійних, криволінійних, замкнутих або незамкнутих перерізів, для одержання стикових або таврових з'єднань. Аналогом винаходу, який припускається є спосіб зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями створюють керуюче магнітне поле з постійною по напрямку радіальною складовою індукції магнітного поля, а керування дугою здійснюється магнітним полем з додатковою перемінною по напрямку аксіальною складовою індукції магнітного поля. (Авторське свідоцтво СРСР № 1050828, кл. В23 К 98, от 01.04.1982г., Автори: П. В. Кузнецов та ін., опубл. 30.10.83г. в Бюл. № 40). Недоліком даного аналога є незмінний в ході зварювання, наперед заданий характер радіальної складової індукції магнітного поля без обліку реального процесу. Періодичні, не керовані зміни направлення аксіальної складової індукції магнітного поля для сканування дуги по товщині стінки деталі, негативно впливають на стабільність пересування дуги. Відсутність активного керування радіальним зміщенням дуги, не гарантує стабільної якості зварних з'єднань. Найбільш близьким аналогом є спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями створюють керуюче магнітне поле з постійною по напрямку радіальною складовою індукції магнітного поля, пересуваючи дугу по поверхням торців, які з'єднуються, шляхом зміни величини магнітної індукції, а момент її зміни визначають по досягненні заданої величини напруги "на дузі (Патент СРСР № 1838060 A3, кл. В23 К 9/08, от 29.12.1989р., Автори: В.С.Качинський, С.И. Кучук-Яценко, П. В. Кузнецов, В.Ю. Ігнатенко, опубл. 30.08.93г. в Бюл. № 32). Недоліком найбільш близького аналога є те, що дуга по торцям деталей пересувається не керуємо. Відсутність контрольованого керування приводить до відносно не рівномірного нагріву торців деталей, не досягає 100% якісного формування зварних з'єднань. Основною задачею винаходу є удосконалення відомого способу пресового зварювання з нагрівом дугою, керованої магнітним полем за рахунок керування дугою шляхом змінювання величини радіальної та постійної по напрямку аксіальної складової індукції магнітного поля, при цьому торці деталей нагрівають шляхом керованого пересування дуги по зовнішнім кромкам, що дозволяє отримати відносно рівномірний нагрів, по досягненні заданого нагріву дугу зміщують на внутрішні кромки або до центру, а потім разом із підвищенням зварювального струму пересувають до зовнішніх кромок деталей, чим досягається максимальна очистка торців від оксидів та виконують осадку, в результаті якої відбувається формування якісного зварного з'єднання. Поставлена задача досягається тим, що в способі пресового зварювання з нагрівом дугою, керованою магнітним полем, в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною по направленню радіальною складовою індукції магнітного поля, пересуваючи дугу по поверхням торців, які з'єднуються, шляхом зміни величини магнітної індукції, а момент зміни визначають по досягненні заданої величини напруги на дузі, згідно винаходу, керування дугою виконують шляхом зміни величини радіальної та постійної по напрямку аксіальної складової індукції магнітного поля, при цьому торці деталей нагрівають шляхом керованого пересування дуги по зовнішніх кромках, далі по досягненні потрібного нагріву дугу зміщують на внутрішні кромки або до центру, а далі разом з підвищенням зварювального струму дугу пересувають до зовнішніх кромок деталей, по досягненні яких виконується осадка. Винахід пояснюється кресленнями: r На фіг. 1 зображена схема створення сил: FВа , яка впливає на радіальне зміщення дуги по торцям r деталей та FВр , яка впливає на процес пересування дути по кромкам торців деталей. На фіг. 2 - 5 зображено процес зварювання стержнів. На фіг.2 -радіальне зміщення зварювальної дуги на зовнішні кромки торців стержнів; на фіг. 3 - пересування дуги по зовнішнім кромкам, в процесі нагрівання торців стержнів; на фіг. 4 - зміщення зварювальної дуги в область осьової лінії стержнів, які зварюються; на фіг. 5 - обертально-радіальне зміщення зварювальної дуги до зовнішніх кромок стержнів, в момент осадки. На фіг. 6 - 8 зображено процес зварювання труб. На фіг. 6 - пересування зварювальної дуги по зовнішніх кромках торців труб; на фіг. 1 - зміщення зварювальної дуги на внутрішні кромки торців труб; на фіг. 8 -обертально-радіальне зміщення дуги до зовнішніх кромок торців труб, в момент осадки. На фіг. 9 - 11 зображено процес зварювання пластин. На фіг,9 -пересування зварювальної дуги по зовнішніх кромках; на фіг. 10 - зміщення зварювальної дуги на внутрішню поверхню торців пластин, лінійне пересування дуги по осьовій лінії; на фіг. 11 - обертально-радіальне зміщення зварювальної дуги до зовнішніх кромок пластин, в момент осадки. r r На фіг. 12 зображена часова діаграма змін радіальної Вр та аксіальної Ва складових індукції магнітного r поля, струму Ід дуги та пересування S рухомої плити машини в процесі зварювання: 1-збудження дуги шляхом короткого замикання; 2 - нагрівання торців деталей, які зварюються; 3 - імпульсне підвищення струму дуги; 4 - осадка під струмом. 1,2 - деталі, які зварюються; 3 - зварювальна дуга. 4,5 - магнітні системи. Деталі 1 та 2 (фіг. 2, фіг. 6, фіг. 10), які підлягають зварюванню, встановлюють з визначеним зазором 1,5 - 2,5мм, який характерний практично для всіх типів та розмірів деталей, які зварюються. На одній вісі з деталями, які зварюються розташовують магнітні системи 4 та 5. Керовані магнітні системи на початковому етапі створюють асиметричні потоки, направлені назустріч. В зазорі формується r r r індукція керуючого магнітного поля В ,яка складається із радіальної складової Вр та аксіальної складової Ва індукції магнітного поля. Далі деталі зводять до зіткнення їх торців, включають джерело живлення зварювальної дуги (випрямляч зварювальний, який підключається одним полюсом до деталі, яка є анодом, а другим полюсом до деталі, яка є катодом). Після цього деталі розводять на заданий зазор. Збуджується зварювальна дуга 3. r r Шляхом взаємодії радіальної складової струму Ід з постійною по напрямку аксіальною складовою Ва r індукції магнітного поля складається сила FВа , яка зміщує дугу до зовнішніх кромок торців деталей (фіг. 1, r фіг. 2), в зону максимального значення радіальної складової Вр індукції магнітного поля. r r Підвищене Ва необхідне з метою гарантованого радіального зміщення дуги. Створена сила FВа r FФ зміщення переборює вплив власного поля дуги (пінч-ефект) та вплив сили , феромагнітних мас деталей. r r В загальному випадку сила FВа прямо пропорційна величині Ва та швидкості пересування дуги. В зв'язку r з тим, що збудження дути, може бути в зоні з малим значенням Вр , де початкова швидкість пересування r дуги невелика, постає необхідність в підвищенні Ва . Процес нагріву торців, проходить при пересуванні зварювальної дуги по зовнішнім кромкам (фіг. 3, фіг. r 6, фіг. 9), в зоні з підвищеним значенням Вр , що забезпечує стійке пересування зварювальної дуги. По досягненні необхідного нагріву, який відповідає необхідному, для пластичної деформації r r прогріванню торців стержнів, проводиться зменшення сил FВа та FВр . Зварювальна дуга короткочасно зміщується в область осьової лінії торців деталей (фіг. 4, фіг. 7, фіг. 10). Далі виконується підвищення сили, та величини зварювального струму, що приводить до обертальнорадіального зміщення зварювальної дуги до зовнішніх кромок деталей (фіг. 5, фіг. 8, фіг. 11), та очищенню поверхонь, які зварюються, від оксидів. В момент находження дуги на зовнішніх кромках деталей, виконується осадка. Приклад конкретного виконання. Стержні, які потребують зварюванню Æ25мм із Сталі 20 встановлюють в затискні пристрої машини, з зазором 1,4мм та закріплюють силовими пристроями машини. За допомогою короткого замикання збуджується зварювальна дуга, Ід = 200А. Керована величина аксіальної складової, (Ва = 0,4Т) індукції магнітного поля, впливає на зміщення дуги до кромок, в зону оптимального значення Ва = 0,05 - 0,14Т, де проходить процес нагріву торців деталей. В процесі нагріву, струм дуги дорівнює 1д = 120А. По досягненні потрібного нагріву, відбувається зниження аксіальної складової індукції магнітного поля до Ва = 0,002 - 0,015Т, а радіальної складової індукції магнітного поля до Вр = 0,01 - 0,04Т. Дуга зміщується в область осьової лінії торців стержнів, які зварюються за час, 0,01 - 0,03с. Далі відбувається підвищення аксіальної складової індукції магнітного поля до Ва = 0,1 - 1Т, а також струму в 4,5 - 7 раз. Підвищення аксіальної складової індукції магнітного поля та зварювального струму приводить до обертальнорадіального зміщення дуги до кромок торців та їх очищення від оксидів, далі виконується осадка стержнів. В результаті чого здійснюється формування зварного з'єднання. Найбільш ефективним застосування запропонованого способу буде при здійсненні зварних стикових з'єднань труб з товщиною стінки більш ніж 6мм, стержнів діаметром більш ніж 10мм та пластин товщиною більш ніж 6мм, а також аналогічних таврових з єднань.
ДивитисяДодаткова інформація
Автори англійськоюKachynskyi Volodymyr Stanislavovych, Kuchuk-Yatsenko Serhii Ivanovych, Ihnatenko Vadym Yuriiovych
Автори російськоюКачинский Владимир Станиславович, Кучук-Яценко Сергей Иванович, Игнатенко Вадим Юрьевич
МПК / Мітки
МПК: B23K 9/08
Мітки: зварювання, полем, дугою, спосіб, нагріванням, керованою, пресового, магнітним
Код посилання
<a href="https://ua.patents.su/7-45411-sposib-presovogo-zvaryuvannya-z-nagrivannyam-dugoyu-kerovanoyu-magnitnim-polem.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем</a>
Машина для пресового зварювання дугою, керованою магнітним полем
Номер патенту: 20241
Опубліковано: 15.07.1997
Автори: Степанченко Василь Андрійович, Кривенко Валерій Георгійович, Качинський Володимир Станіславович, Головченко Сергій Йосипович, Ігнатенко Вадим Юрійович, Андрієнко Федір Олександрович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: полем, дугою, магнітним, зварювання, пресового, керованою, машина
Формула / Реферат:
Машина для прессовой сварки дугой, управляемой магнитным полем, содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы, отличающаяся тем, что шток гидроцилиндра...
Машина для пресового зварювання з нагрівом дугою, керованою магнітним полем
Номер патенту: 19488
Опубліковано: 25.12.1997
Автори: Кучук-Яценко Сергій Іванович, Головченко Сергій Іосипович, Кривенко Валерій Георгійович, Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: керованою, машина, магнітним, пресового, нагрівом, дугою, зварювання, полем
Формула / Реферат:
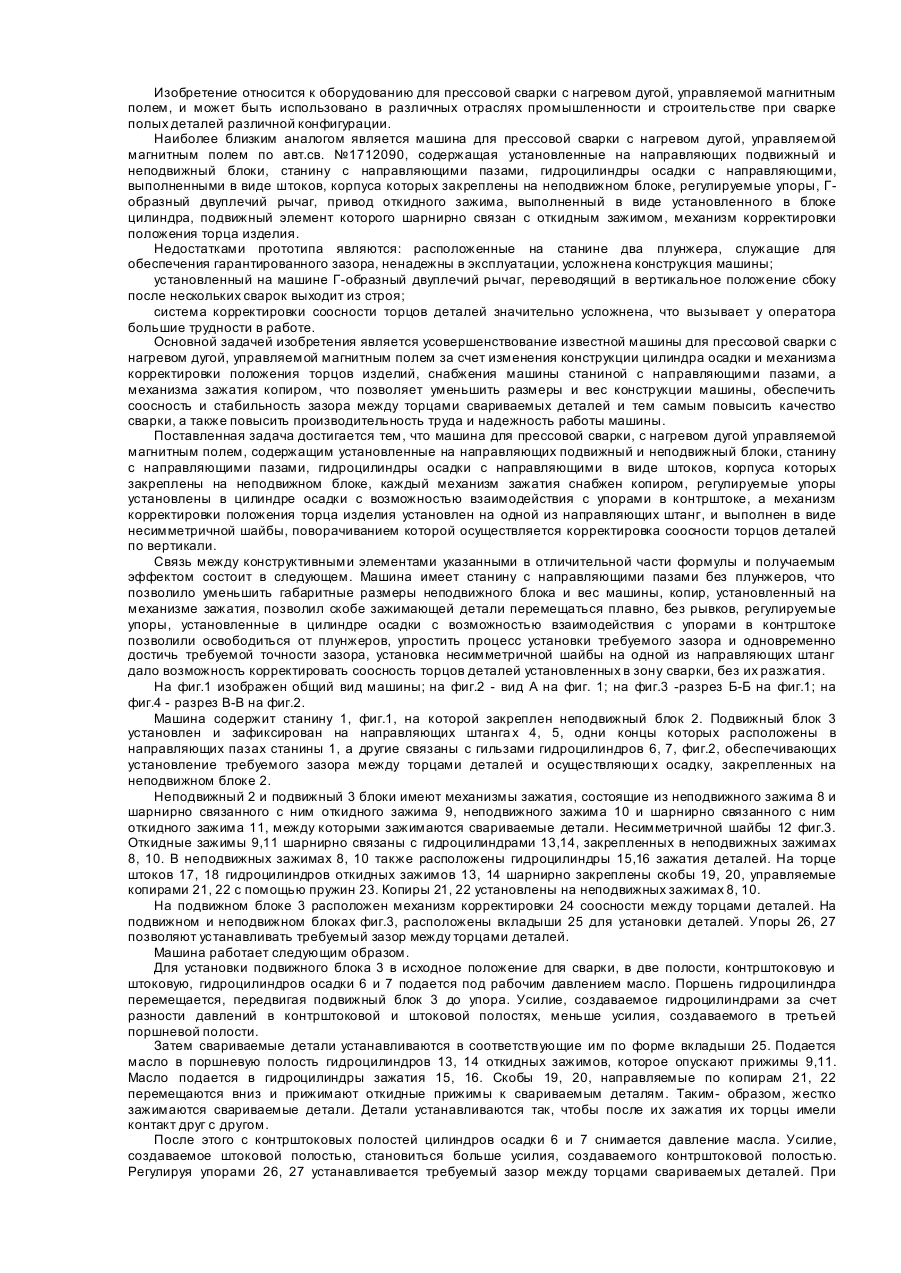
Машина для прессовой сварки с нагревом дугой, управляемой магнитным полем, содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Г-образный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого...
Пристрій для обробки водних розчинів магнітним полем

Номер патенту: 37414
Опубліковано: 15.05.2001
Автори: Дроздовський Володимир Броніславович, Баран Богдан Андрійович
МПК: C02F 1/48
Мітки: пристрій, полем, магнітним, обробки, розчинів, водних
Формула / Реферат:
Пристрій для обробки водних розчинів магнітним полем, що складається з котушки, на яку намотаний електропровід та магнітопроводу і який відрізняється тим, що магнітопровід, в якому зроблені отвори для проходження водних розчинів, розміщено всередині котушки, а сам магнітопровід складається з окремих пластин, кількість яких змінюється довільно, в залежності від задання градієнту поля без зміни параметрів самої котушки.
Пристрій для обробки рідини магнітним полем
Номер патенту: 15186
Опубліковано: 30.06.1997
Автори: Садов Анатолій Михайлович, Козак Клара Ігнатівна, Манюк Семен Васильович, Рудий Мирослав Іванович, Тарабаринов Петро Васильович, Кукуєв Анатолій Григорович
МПК: E21B 43/08
Мітки: обробки, рідини, полем, магнітним, пристрій
Формула / Реферат:
Пристрій для обробки рідини магнітним полем, який містить магніти і центральне осереддя з радіальними опорами, який відрізняється тим, що центральне осереддя виконано із діамагнітного матеріалу з поперечним перерізом у вигляді правильного багатокутника з парною кількістю сторін і встановленими попарно на протилежних гранях центрального осереддя вздовж його осі магнітами, одноіменними полюсами до осереддя, причому кожна наступна пара магнітів...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Ігнатенко Вадим Юрійович, Богорський Михайло Володимирович, Юматов Віктор Васильович, Кучук-Яценко Сергій Іванович, Голомовзюк Іван Корнійович, Чепурний Володимир Васильович
МПК: B23K 9/08
Мітки: спосіб, зварювання, магнітному, обертається, дугою, полі
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Попередній патент: Спосіб термічного перероблення інфікованих медичних відходів та пристрій для його здійснення
Наступний патент: Спосіб виготовлення патронного фільтрувального елемента
Випадковий патент: Спосіб переробки нативного курячого посліду