Машина для пресового зварювання з нагрівом дугою, керованою магнітним полем
Номер патенту: 19488
Опубліковано: 25.12.1997
Автори: Кривенко Валерій Георгійович, Головченко Сергій Іосипович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович
Формула / Реферат
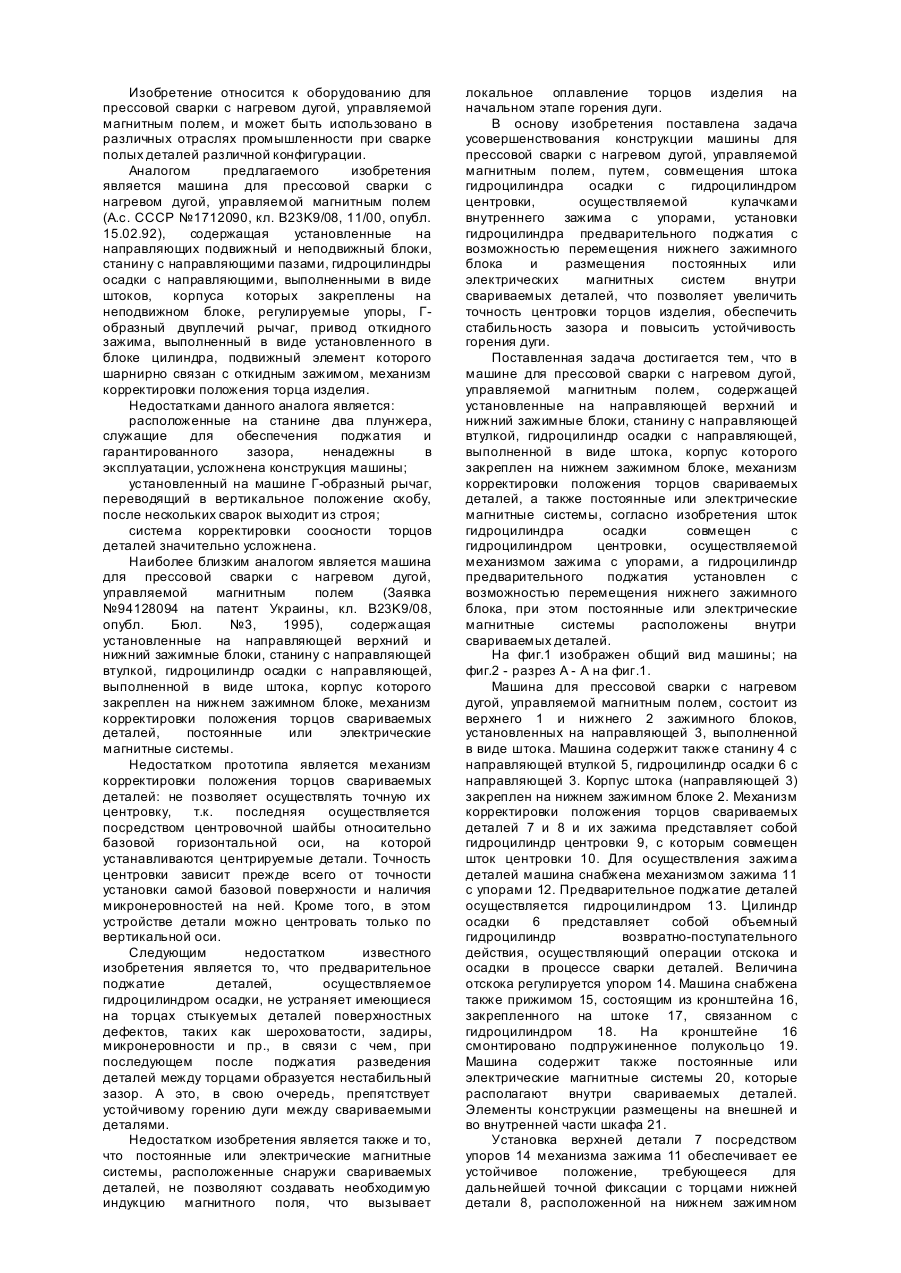
Машина для прессовой сварки с нагревом дугой, управляемой магнитным полем, содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Г-образный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого шарнирно связан с откидным зажимом, механизм корректировки положения торца изделия, отличающаяся тем, что каждый механизм зажатия снабжен копиром, регулируемые упоры установлены в цилиндре осадки с возможностью взаимодействия с упорами в контрштоке, а механизм корректировки положения торцов изделия установлен на одной из направляющих штанг, при этом он выполнен в виде несимметричной шайбы.
Текст
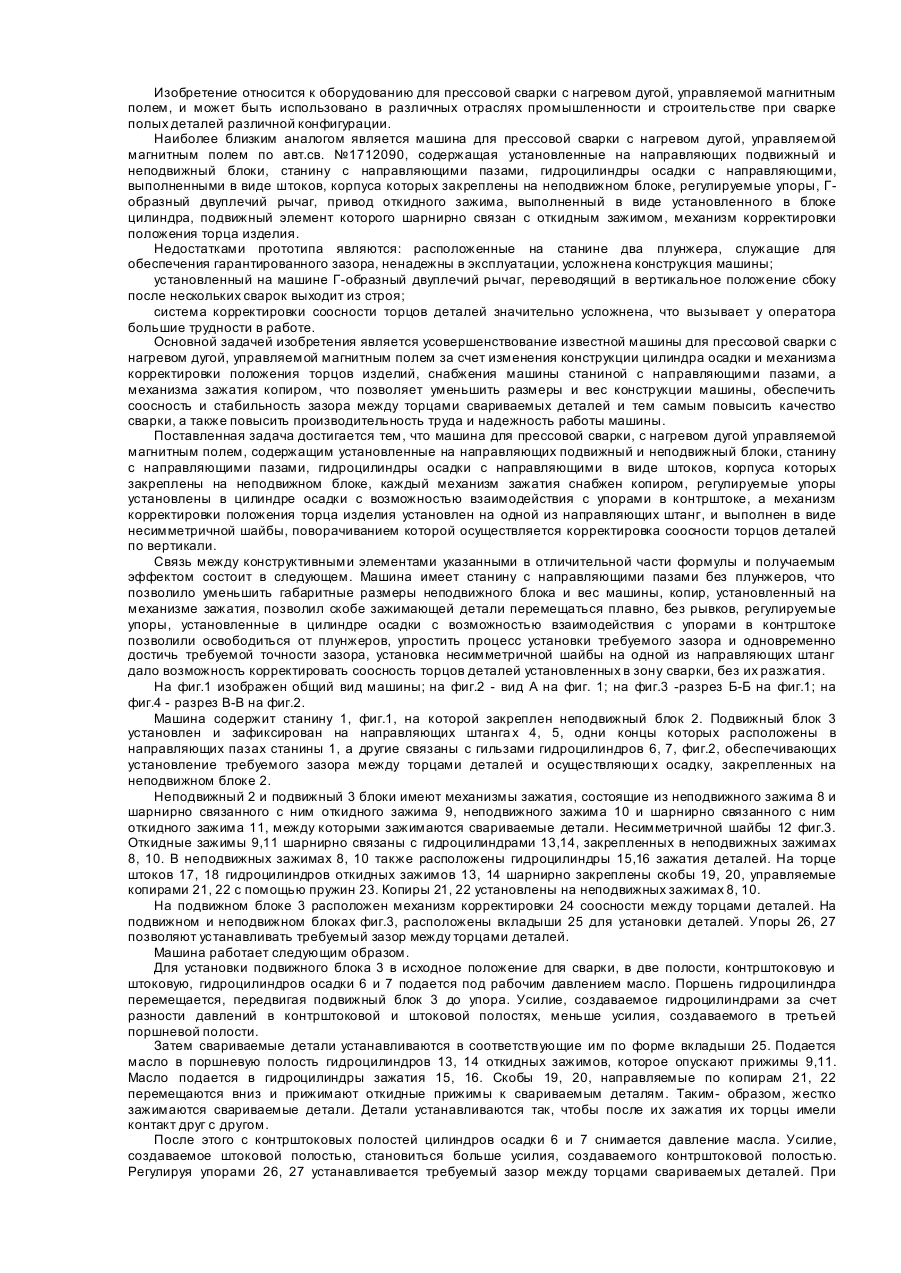
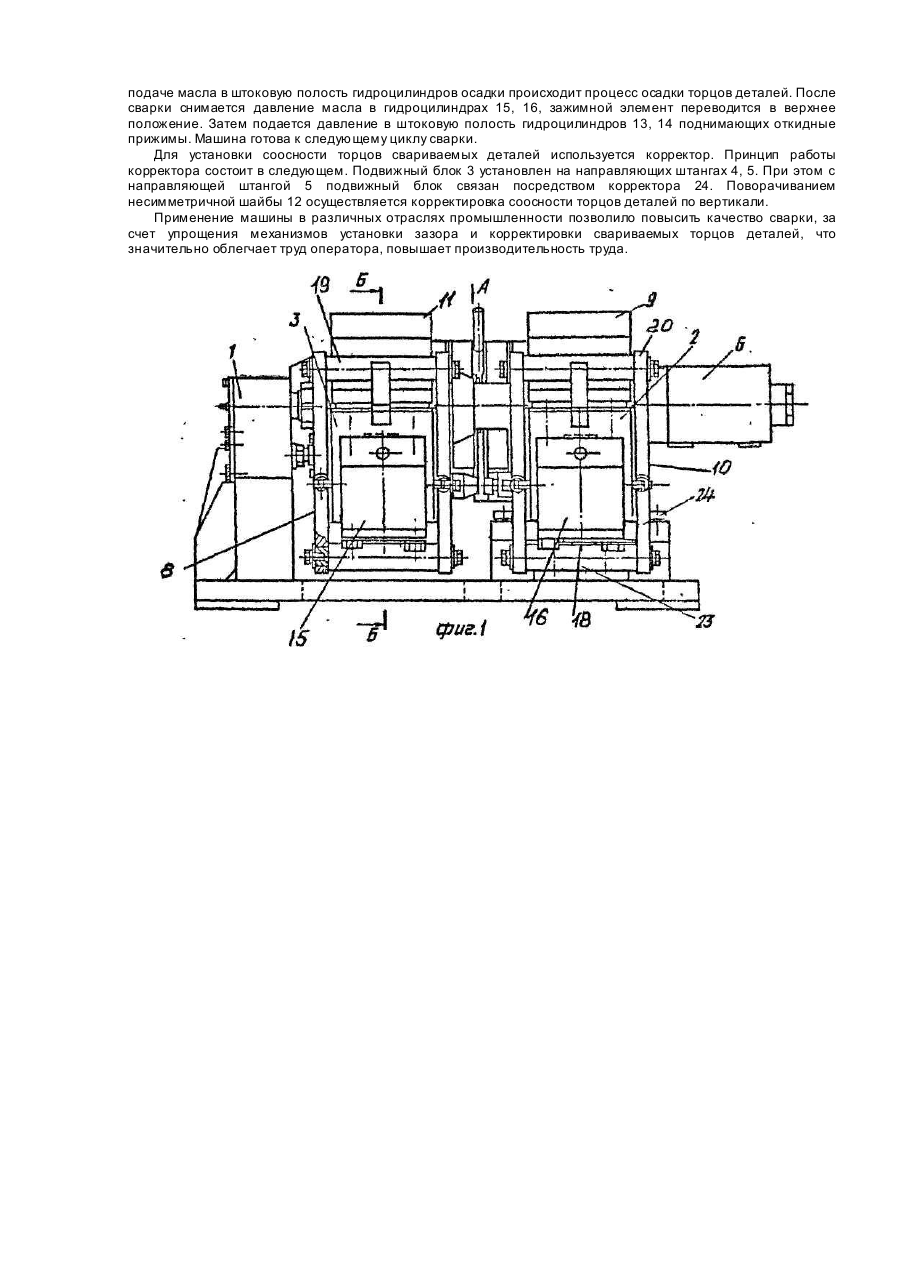
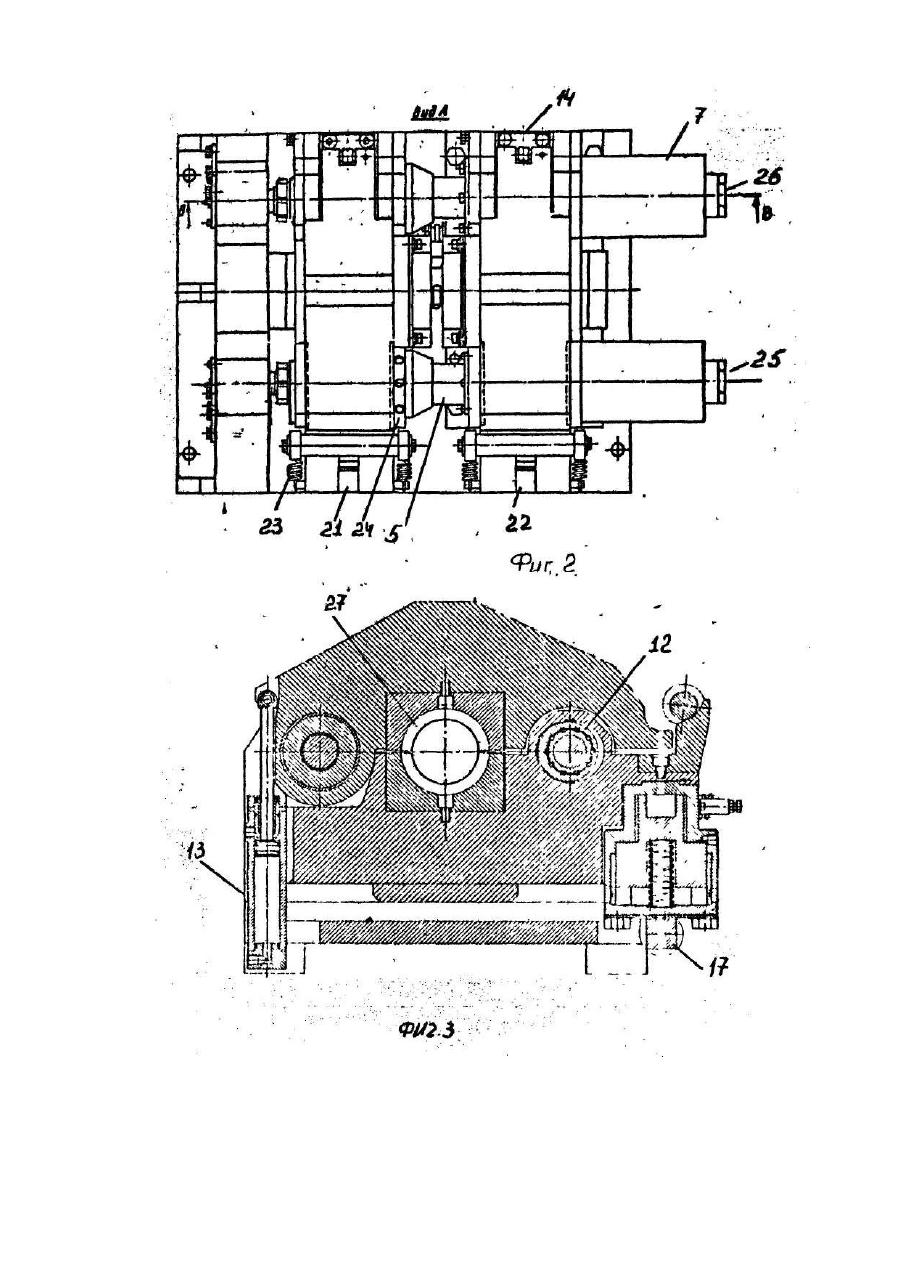
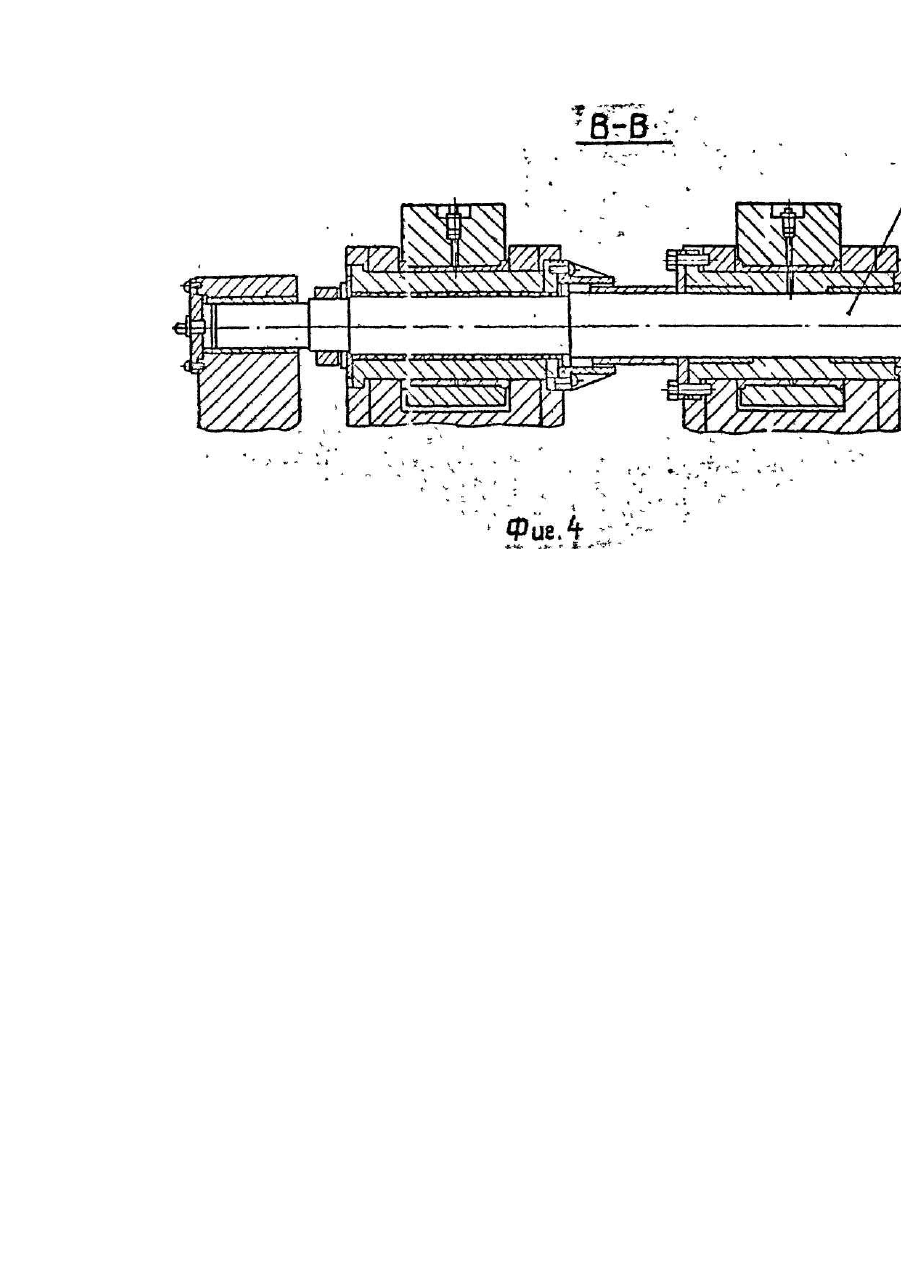
Изобретение относится к оборудованию для прессовой сварки с нагревом дугой, управляемой магнитным полем, и может быть использовано в различных отраслях промышленности и строительстве при сварке полых деталей различной конфигурации. Наиболее близким аналогом является машина для прессовой сварки с нагревом дугой, управляемой магнитным полем по авт.св. №1712090, содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Гобразный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого шарнирно связан с откидным зажимом, механизм корректировки положения торца изделия. Недостатками прототипа являются: расположенные на станине два плунжера, служащие для обеспечения гарантированного зазора, ненадежны в эксплуатации, усложнена конструкция машины; установленный на машине Г-образный двуплечий рычаг, переводящий в вертикальное положение сбоку после нескольких сварок выходит из строя; система корректировки соосности торцов деталей значительно усложнена, что вызывает у оператора большие трудности в работе. Основной задачей изобретения является усовершенствование известной машины для прессовой сварки с нагревом дугой, управляемой магнитным полем за счет изменения конструкции цилиндра осадки и механизма корректировки положения торцов изделий, снабжения машины станиной с направляющими пазами, а механизма зажатия копиром, что позволяет уменьшить размеры и вес конструкции машины, обеспечить соосность и стабильность зазора между торцами свариваемых деталей и тем самым повысить качество сварки, а также повысить производительность труда и надежность работы машины. Поставленная задача достигается тем, что машина для прессовой сварки, с нагревом дугой управляемой магнитным полем, содержащим установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими в виде штоков, корпуса которых закреплены на неподвижном блоке, каждый механизм зажатия снабжен копиром, регулируемые упоры установлены в цилиндре осадки с возможностью взаимодействия с упорами в контрштоке, а механизм корректировки положения торца изделия установлен на одной из направляющих штанг, и выполнен в виде несимметричной шайбы, поворачиванием которой осуществляется корректировка соосности торцов деталей по вертикали. Связь между конструктивными элементами указанными в отличительной части формулы и получаемым эффектом состоит в следующем. Машина имеет станину с направляющими пазами без плунжеров, что позволило уменьшить габаритные размеры неподвижного блока и вес машины, копир, установленный на механизме зажатия, позволил скобе зажимающей детали перемещаться плавно, без рывков, регулируемые упоры, установленные в цилиндре осадки с возможностью взаимодействия с упорами в контрштоке позволили освободиться от плунжеров, упростить процесс установки требуемого зазора и одновременно достичь требуемой точности зазора, установка несимметричной шайбы на одной из направляющих штанг дало возможность корректировать соосность торцов деталей установленных в зону сварки, без их разжатия. На фиг.1 изображен общий вид машины; на фиг.2 - вид А на фиг. 1; на фиг.3 -разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2. Машина содержит станину 1, фиг.1, на которой закреплен неподвижный блок 2. Подвижный блок 3 установлен и зафиксирован на направляющих штанга х 4, 5, одни концы которых расположены в направляющих пазах станины 1, а другие связаны с гильзами гидроцилиндров 6, 7, фиг.2, обеспечивающих установление требуемого зазора между торцами деталей и осуществляющи х осадку, закрепленных на неподвижном блоке 2. Неподвижный 2 и подвижный 3 блоки имеют механизмы зажатия, состоящие из неподвижного зажима 8 и шарнирно связанного с ним откидного зажима 9, неподвижного зажима 10 и шарнирно связанного с ним откидного зажима 11, между которыми зажимаются свариваемые детали. Несимметричной шайбы 12 фиг.3. Откидные зажимы 9,11 шарнирно связаны с гидроцилиндрами 13,14, закрепленных в неподвижных зажимах 8, 10. В неподвижных зажимах 8, 10 также расположены гидроцилиндры 15,16 зажатия деталей. На торце штоков 17, 18 гидроцилиндров откидных зажимов 13, 14 шарнирно закреплены скобы 19, 20, управляемые копирами 21, 22 с помощью пружин 23. Копиры 21, 22 установлены на неподвижных зажимах 8, 10. На подвижном блоке 3 расположен механизм корректировки 24 соосности между торцами деталей. На подвижном и неподвижном блоках фиг.3, расположены вкладыши 25 для установки деталей. Упоры 26, 27 позволяют устанавливать требуемый зазор между торцами деталей. Машина работает следующим образом. Для установки подвижного блока 3 в исходное положение для сварки, в две полости, контрштоковую и штоковую, гидроцилиндров осадки 6 и 7 подается под рабочим давлением масло. Поршень гидроцилиндра перемещается, передвигая подвижный блок 3 до упора. Усилие, создаваемое гидроцилиндрами за счет разности давлений в контрштоковой и штоковой полостях, меньше усилия, создаваемого в третьей поршневой полости. Затем свариваемые детали устанавливаются в соответствующие им по форме вкладыши 25. Подается масло в поршневую полость гидроцилиндров 13, 14 откидных зажимов, которое опускают прижимы 9,11. Масло подается в гидроцилиндры зажатия 15, 16. Скобы 19, 20, направляемые по копирам 21, 22 перемещаются вниз и прижимают откидные прижимы к свариваемым деталям. Таким- образом, жестко зажимаются свариваемые детали. Детали устанавливаются так, чтобы после их зажатия их торцы имели контакт друг с другом. После этого с контрштоковых полостей цилиндров осадки 6 и 7 снимается давление масла. Усилие, создаваемое штоковой полостью, становиться больше усилия, создаваемого контрштоковой полостью. Регулируя упорами 26, 27 устанавливается требуемый зазор между торцами свариваемых деталей. При подаче масла в штоковую полость гидроцилиндров осадки происходит процесс осадки торцов деталей. После сварки снимается давление масла в гидроцилиндрах 15, 16, зажимной элемент переводится в верхнее положение. Затем подается давление в штоковую полость гидроцилиндров 13, 14 поднимающих откидные прижимы. Машина готова к следующему циклу сварки. Для установки соосности торцов свариваемых деталей используется корректор. Принцип работы корректора состоит в следующем. Подвижный блок 3 установлен на направляющих штангах 4, 5. При этом с направляющей штангой 5 подвижный блок связан посредством корректора 24. Поворачиванием несимметричной шайбы 12 осуществляется корректировка соосности торцов деталей по вертикали. Применение машины в различных отраслях промышленности позволило повысить качество сварки, за счет упрощения механизмов установки зазора и корректировки свариваемых торцов деталей, что значительно облегчает труд оператора, повышает производительность труда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for press welding with heating by arc controlled by magnetic field
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Holovchenko Serhii Iosypovych, Ihnatenko Vadym Yuriiovych, Kachynskyi Volodymyr Stanislavovych
Назва патенту російськоюМашина для прессовой сварки с нагревом дугой, управляемой магнитным полем
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Головченко Сергей Иосифович, Игнатенко Вадим Юрьевич, Качинский Владимир Станиславович
МПК / Мітки
МПК: B23K 9/08
Мітки: пресового, зварювання, магнітним, полем, керованою, машина, дугою, нагрівом
Код посилання
<a href="https://ua.patents.su/4-19488-mashina-dlya-presovogo-zvaryuvannya-z-nagrivom-dugoyu-kerovanoyu-magnitnim-polem.html" target="_blank" rel="follow" title="База патентів України">Машина для пресового зварювання з нагрівом дугою, керованою магнітним полем</a>
Машина для пресового зварювання дугою, керованою магнітним полем
Номер патенту: 20241
Опубліковано: 15.07.1997
Автори: Кучук-Яценко Сергій Іванович, Степанченко Василь Андрійович, Ігнатенко Вадим Юрійович, Головченко Сергій Йосипович, Качинський Володимир Станіславович, Андрієнко Федір Олександрович, Кривенко Валерій Георгійович
МПК: B23K 9/08
Мітки: керованою, зварювання, полем, дугою, пресового, машина, магнітним
Формула / Реферат:
Машина для прессовой сварки дугой, управляемой магнитным полем, содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы, отличающаяся тем, что шток гидроцилиндра...
Машина для контактного стикового зварювання
Номер патенту: 9912
Опубліковано: 30.09.1996
Автори: Марчевський Олег Якович, Чепурний Володимир Васильович, Чебанов Леонід Сергійович, Гуляєв Ігор Васильович
МПК: B23K 11/00
Мітки: зварювання, стикового, контактного, машина
Формула / Реферат:
(57) 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, одни концы которых связаны с гидроцилиндрами осадки, а также механизмы для установки зазора между свариваемыми заготовками, при этом каждый блок содержит механизм зажатия с зажимными элементами и гидроцилиндром зажатия, отличающася тем, что свободные конці штанг закреплены на подвижном блоке, в неподвижном блоке...
Машина для контактного стикового зварювання
Номер патенту: 9911
Опубліковано: 30.09.1996
Автори: Марчевський Олег Якович, Гуляєв Ігор Васильович, Чебанов Леонід Сергійович, Чепурний Володимир Васильович
МПК: B23K 11/00
Мітки: контактного, машина, стикового, зварювання
Формула / Реферат:
(57) 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направляющих штангах, закрепленных на подвижном болте, механизмы зажатия с гидроцилиндрами зажатия и зажимными элементами, а также гидроцилиндры осадки, отличающаяся тем, что каждый механизм зажатия снабжен роликами, закрепленными на гильзе гидроцилиндра зажатия, а зажимные элементы выполнены в виде двух рычагов, установленных на...
Машина для контактного стикового зварювання

Номер патенту: 19819
Опубліковано: 25.12.1997
Автори: Головачов Віктор Миколайович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Сахарнов Василь Олексійович, Галян Борис Панасович, Мірошниченко Олександр Петрович
МПК: B23K 11/04
Мітки: контактного, машина, зварювання, стикового
Формула / Реферат:
Машина для контактной стыковой сварки, содержащая два гидроцилиндра оплавления и осадки, расположенные симметрично относительно ее вертикальной оси, а также подвижный и неподвижный в осевом направлении механизмы зажатия, каждый из которых включает гидроцилиндр зажатия, установленный на корпусе, выполненном с опорной поверхностью для взаимодействия с частью свариваемого изделия, и два поворотных рычага, одни концы которых снабжены...
Машина для контактного стикового зварювання
Номер патенту: 5778
Опубліковано: 29.12.1994
Автор: Шевченко Віктор Григорович
МПК: B23K 11/04
Мітки: зварювання, машина, стикового, контактного
Формула / Реферат:
1. Машина для контактной стыковой сварки, содержащая корпус, сварочный трансформатор, токоподводящие губки, механизмы зажатия и механизм осадки, включающий две параллельно расположенные тяги и два гидроцилиндра, отличающаяся тем, что, с целью снижения массы машины, корпус машины выполнен из двух электроизолированных жестко соединенных частей и снабжен жестко соединенными с корпусом опорами, в которых с возможностью продольного перемещения...
Попередній патент: Грудниця ткацького верстата
Наступний патент: Спосіб оцінки психічного здоров’я
Випадковий патент: Вакцинний штам fusobacterium necrophorum чн-2000