Машина для пресового зварювання дугою, керованою магнітним полем
Номер патенту: 20241
Опубліковано: 15.07.1997
Автори: Ігнатенко Вадим Юрійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Головченко Сергій Йосипович, Качинський Володимир Станіславович, Степанченко Василь Андрійович, Андрієнко Федір Олександрович
Формула / Реферат
Машина для прессовой сварки дугой, управляемой магнитным полем, содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы, отличающаяся тем, что шток гидроцилиндра осадки совмещен с гидроцилиндром центровки, осуществляемой механизмом зажима с упорами, а гидроцилиндр предварительного поджатия установлен с возможностью перемещения нижнего за-жимного блока, при этом постоянные или электрические магнитные системы расположены внутри свариваемых деталей.
Текст
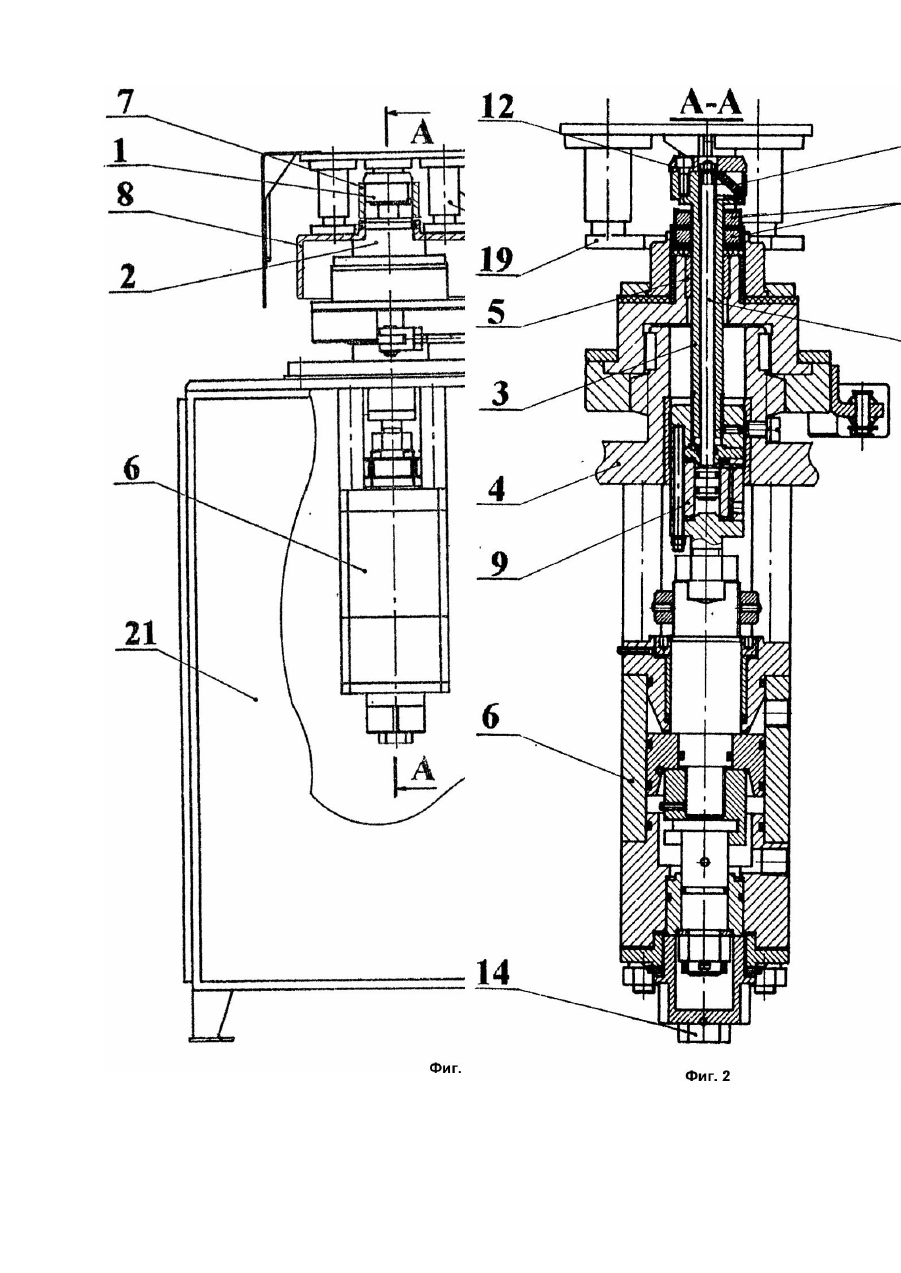
Изобретение относится к оборудованию для прессовой сварки с нагревом дугой, управляемой магнитным полем, и может быть использовано в различных отраслях промышленности при сварке полых деталей различной конфигурации. Аналогом предлагаемого изобретения является машина для прессовой сварки с нагревом дугой, управляемой магнитным полем (А.с. СССР №1712090, кл. B23K9/08, 11/00, опубл. 15.02.92), содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Гобразный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого шарнирно связан с откидным зажимом, механизм корректировки положения торца изделия. Недостатками данного аналога является: расположенные на станине два плунжера, служащие для обеспечения поджатия и гарантированного зазора, ненадежны в эксплуатации, усложнена конструкция машины; установленный на машине Г-образный рычаг, переводящий в вертикальное положение скобу, после нескольких сварок выходит из строя; система корректировки соосности торцов деталей значительно усложнена. Наиболее близким аналогом является машина для прессовой сварки с нагревом дугой, управляемой магнитным полем (Заявка №94128094 на патент Украины, кл. B23K9/08, опубл. Бюл. №3, 1995), содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы. Недостатком прототипа является механизм корректировки положения торцов свариваемых деталей: не позволяет осуществлять точную их центровку, т.к. последняя осуществляется посредством центровочной шайбы относительно базовой горизонтальной оси, на которой устанавливаются центрируемые детали. Точность центровки зависит прежде всего от точности установки самой базовой поверхности и наличия микронеровностей на ней. Кроме того, в этом устройстве детали можно центровать только по вертикальной оси. Следующим недостатком известного изобретения является то, что предварительное поджатие деталей, осуществляемое гидроцилиндром осадки, не устраняет имеющиеся на торцах стыкуемых деталей поверхностных дефектов, таких как шероховатости, задиры, микронеровности и пр., в связи с чем, при последующем после поджатия разведения деталей между торцами образуется нестабильный зазор. А это, в свою очередь, препятствует устойчивому горению дуги между свариваемыми деталями. Недостатком изобретения является также и то, что постоянные или электрические магнитные системы, расположенные снаружи свариваемых деталей, не позволяют создавать необходимую индукцию магнитного поля, что вызывает локальное оплавление торцов изделия на начальном этапе горения дуги. В основу изобретения поставлена задача усовершенствования конструкции машины для прессовой сварки с нагревом дугой, управляемой магнитным полем, путем, совмещения штока гидроцилиндра осадки с гидроцилиндром центровки, осуществляемой кулачками внутреннего зажима с упорами, установки гидроцилиндра предварительного поджатия с возможностью перемещения нижнего зажимного блока и размещения постоянных или электрических магнитных систем внутри свариваемых деталей, что позволяет увеличить точность центровки торцов изделия, обеспечить стабильность зазора и повысить устойчивость горения дуги. Поставленная задача достигается тем, что в машине для прессовой сварки с нагревом дугой, управляемой магнитным полем, содержащей установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, а также постоянные или электрические магнитные системы, согласно изобретения шток гидроцилиндра осадки совмещен с гидроцилиндром центровки, осуществляемой механизмом зажима с упорами, а гидроцилиндр предварительного поджатия установлен с возможностью перемещения нижнего зажимного блока, при этом постоянные или электрические магнитные системы расположены внутри свариваемых деталей. На фиг.1 изображен общий вид машины; на фиг.2 - разрезА - А на фиг.1. Машина для прессовой сварки с нагревом дугой, управляемой магнитным полем, состоит из верхнего 1 и нижнего 2 зажимного блоков, установленных на направляющей 3, выполненной в виде штока. Машина содержит также станину 4 с направляющей втулкой 5, гидроцилиндр осадки 6 с направляющей 3. Корпус штока (направляющей 3) закреплен на нижнем зажимном блоке 2. Механизм корректировки положения торцов свариваемых деталей 7 и 8 и их зажима представляет собой гидроцилиндр центровки 9, с которым совмещен шток центровки 10. Для осуществления зажима деталей машина снабжена механизмом зажима 11 с упорами 12. Предварительное поджатие деталей осуществляется гидроцилиндром 13. Цилиндр осадки 6 представляет собой объемный гидроцилиндр возвратно-поступательного действия, осуществляющий операции отскока и осадки в процессе сварки деталей. Величина отскока регулируется упором 14. Машина снабжена также прижимом 15, состоящим из кронштейна 16, закрепленного на штоке 17, связанном с гидроцилиндром 18. На кронштейне 16 смонтировано подпружиненное полукольцо 19. Машина содержит также постоянные или электрические магнитные системы 20, которые располагают внутри свариваемых деталей. Элементы конструкции размещены на внешней и во внутренней части шкафа 21. Установка верхней детали 7 посредством упоров 14 механизма зажима 11 обеспечивает ее устойчивое положение, требующееся для дальнейшей точной фиксации с торцами нижней детали 8, расположенной на нижнем зажимном блоке 2. Точность центровки еще больше увеличивается за счет того, что шток гидроцилиндра осадки 6 совмещен с гидроцилиндром центровки 9, управляющим механизмом зажима 11. Последовательность срабатывания обоих гидроцилиндров обеспечивает центрирование как верхней 7, так и нижней 8 деталей не только в вертикальной плоскости (как это имеет место в известном изобретении), а и строго по оси. Снабжение заявляемого устройства гидроцилиндром предварительного поджатия 13, который проворачивает нижний зажимной блок 2, с установленной на нем деталью 8 после поджатия ее к верхней детали 7, позволяет устранить поверхностные дефекты и микронеровности на торцах деталей. В процессе проворачивания нижнего блока детали находятся под воздействием не только прижимающих усилий, а и усилий, направленных на истирание взаимодействующи х поверхностей, в результате чего обеспечивается ровная и гладкая поверхность торцов. Это, в свою очередь, создает оптимальные условия для поддержания устойчивого горения дуги между свариваемыми деталями, т.к. установившийся между ними после разведения торцов зазор равномерен по всему периметру, а значит, длина дугового промежутка везде одинакова. Дополнительным фактором, влияющим на устойчивое горение дуги, является размещение электрических или постоянных магнитных систем внутри свариваемых деталей. Дуга, управляемая магнитным полем, создаваемым магнитной системой, расположенной на внешней поверхности изделия, (как это описано в известном изобретении), характеризуется локальным нагревом и неустойчивостью, т.к. величина индукции магнитного поля на внутренней поверхности ферромагнитных свариваемых деталей всегда меньше, чем на внешней, и магнитное рассеивание велико. Размещение магнитных систем согласно предполагаемого изобретения позволяет уменьшить рассеивание силовых магнитных линий и обеспечить устойчивый дуговой процесс. Машина работает следующим образом. Для установки верхнего зажимного блока 1 в исходное положение для сварки в гидроцилиндр осадки 6 подается под рабочим давлением масло. Поршень гидроцилиндра перемещается, передвигая верхний блок 1 до упора. Свариваемая деталь 8 устанавливается на основание нижнего зажимного блока 2, а при подаче масла в гидроцилиндр 9, перемещается его поршень, разводя кулачки зажима 11, которые, упираясь в стенки детали 7, плотно зажимают и центрируют ее. Затем подается масло в гидроцилиндр предварительного поджатия 13, проворачивающий нижний зажимной блок 2, так, чтобы торцы деталей 7 и 8 имели контакт друг с другом. Далее, масло подается в гидроцилиндр 18. При перемещении штока 17, гидроцилиндром 18 производится проворот и перемещение вниз кронштейна 16. Деталь 8 прижимается подпружиненным полукольцом 19 к основанию нижнего зажимного блока 2. После этого с гидроцилиндра осадки 6 снимается давление масла. Регулируя упором 14, устанавливают оптимальный зазор между торцами свариваемых деталей 7 и 8, обеспечивающий устойчивое горение дуги между торцами деталей. При подаче масла в гидроцилиндр осадки 6 происходит процесс отскока и осадки торцов свариваемых деталей. После осадки снимается давление масла в гидроцилиндре 6. Подается масло в гидроцилиндр 9, разжимая кулачки зажима 11, а также в гидроцилиндры 13 и 18, осуществляя возврат в исходное положение верхнего зажимного блока 1 и штока 17 цилиндра 18, поднимающего кронштейн 16 с подпружиненным полукольцом 19. Машина готова к следующему циклу сварки. Применение машины в различных отраслях промышленности позволит получать качественные сварные соединения за счет упрощения механизмов центровки, установки зазора и постоянных или электрических магнитов, установленных вн утри свариваемых деталей, что облегчает труд оператора, повышает производительность труда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for press welding by arc controlled by magnetic field
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Andriienko Fedir Oleksandrovych, Kachynskyi Volodymyr Stanislavovych, Holovchenko Serhii Yosypovych, Stepanchenko Vasyl Andriiovych, Ihnatenko Vadym Yuriiovych
Назва патенту російськоюМашина для прессовой сварки дугой, управляемой магнитным полем
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Андриенко Федор Александрович, Качинский Владимир Станиславович, Головченко Сергей Иосифович, Степанченко Василий Андреевич, Игнатенко Вадим Юрьевич
МПК / Мітки
МПК: B23K 9/08
Мітки: дугою, магнітним, полем, пресового, машина, керованою, зварювання
Код посилання
<a href="https://ua.patents.su/3-20241-mashina-dlya-presovogo-zvaryuvannya-dugoyu-kerovanoyu-magnitnim-polem.html" target="_blank" rel="follow" title="База патентів України">Машина для пресового зварювання дугою, керованою магнітним полем</a>
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: спосіб, полі, обертається, зварювання, дугою, магнітному
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: зварювання, стикового, контактного, труб, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: машина, оплавленням, стикового, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Богорський Михайло Володимирович, Юматов Віктор Васильович, Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович, Чепурний Володимир Васильович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: обертається, дугою, спосіб, магнітному, зварювання, полі
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Машина для стикового зварювання
Номер патенту: 5159
Опубліковано: 28.12.1994
Автори: Шкурко Віктор Григорович, Головченко Сергій Йосипович, Кривенко Валерій Георгійович, Юматов Віктор Васильович, Гуляєв Ігор Васильович, Череднічок Віталій Тимофійович, Чебанов Леонід Сергійович, Іваненко Петро Филипович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/00
Мітки: машина, стикового, зварювання
Формула / Реферат:
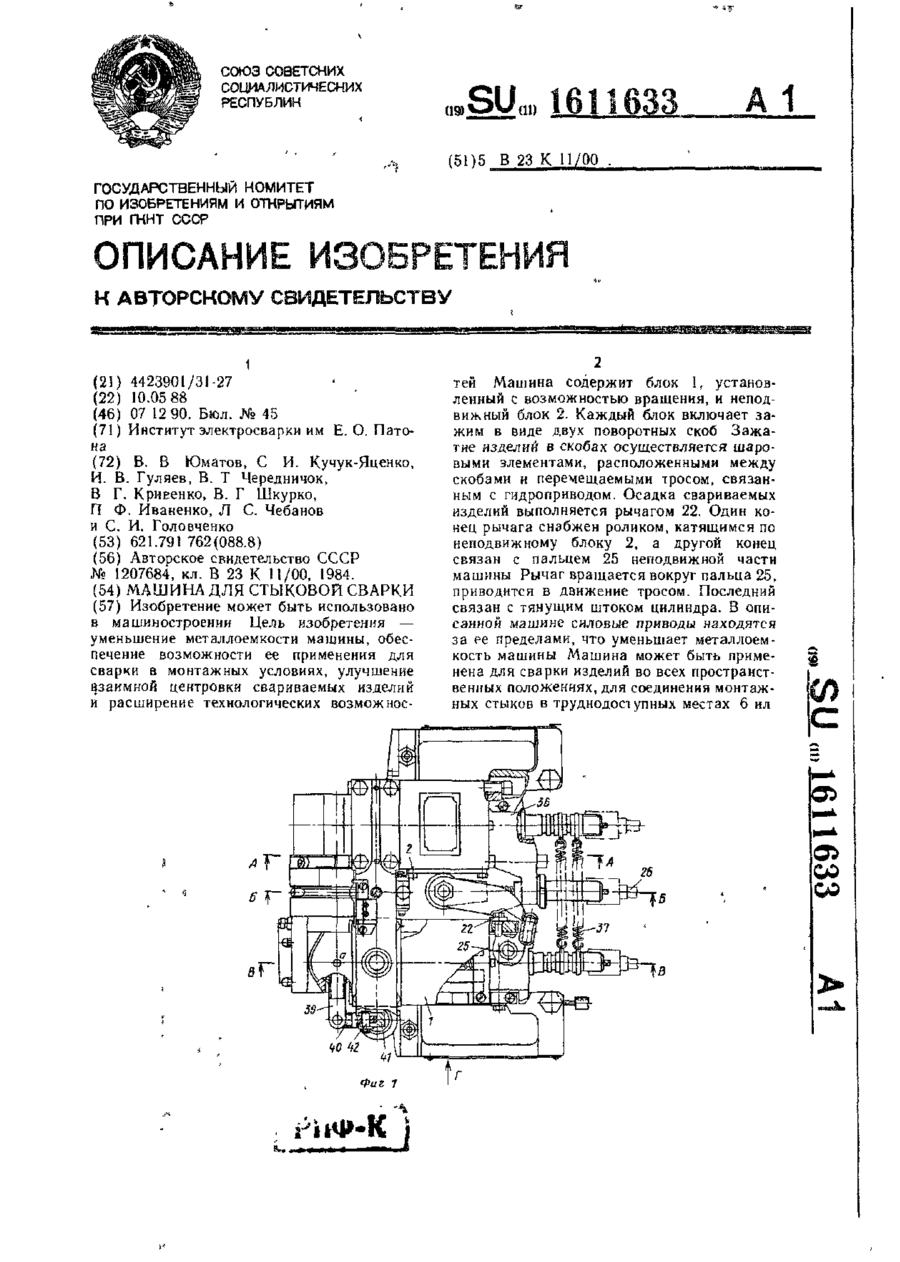
Машина для стыковой сварки, содержащая два блока, один из которых неподвижен, а другой установлен с возможностью взаимодействия с приводом осадки в виде силового цилиндра, зажимные устройства, включающие приводы зажатия с силовыми цилиндрами и установленные в каждом блоке скобы с зажимными вкладышами, а также блок управления силовыми цилиндрами, отличающаяся тем, что, с целью уменьшения металлоемкости машины, обеспечения возможности ее...
Попередній патент: Спосіб отримування скляної луски з мінерального розплаву
Наступний патент: Пристрій для закупорювання пляшок
Випадковий патент: Моторний візок високошвидкісного залізничного транспортного засобу