Спосіб контролю якості формування багатопрохідного шва і пристрій для його здійснення
Номер патенту: 45863
Опубліковано: 15.04.2002
Автори: Тараричкін Ігор Олександрович, Оселедько Дмитро Анатольович

Формула / Реферат
1. Спосіб контролю якості формування багатопрохідного шва, при якому деталі, що зварюються, збирають під зварювання за допомогою вивідних технологічних планок і здійснюють зварювальний процес, який відрізняється тим, що при цьому контролюють геометричні розміри поперечного перерізу кожного наплавленого шару і його просторове положення шляхом їх вимірювання на кожній секції вивідної технологічної планки, почергово відокремлюваного від неї після завершення процесу виконання кожного проходу, і за результатами цих вимірювань здійснюють коректування зварювального пальника вздовж стику, що зварюється, і параметрів режиму зварювання.
2. Пристрій для реалізації способу за п. 1, виконаний у вигляді металевої вивідної планки товщиною, рівною товщині деталей, що зварюються, за допомогою якої кінцева ділянка шва виводиться за межі стику, що зварюється, який відрізняється тим, що виконаний з набору окремих металевих секцій, зв'язаних між собою будь-яким відомим способом, наприклад прихватками, причому між секціями встановлені тонкі прокладки з матеріалу, відмінного від матеріалу вивідної планки, при цьому кількість секцій, з яких складається вивідна технологічна планка, відповідає кількості шарів багатопрохідного шва.
3. Пристрій по п. 2, який відрізняється тим, що прокладки, що розділяють секції вивідної технологічної планки, виконані з неметалічного матеріалу, наприклад графіту або кераміки.
Текст
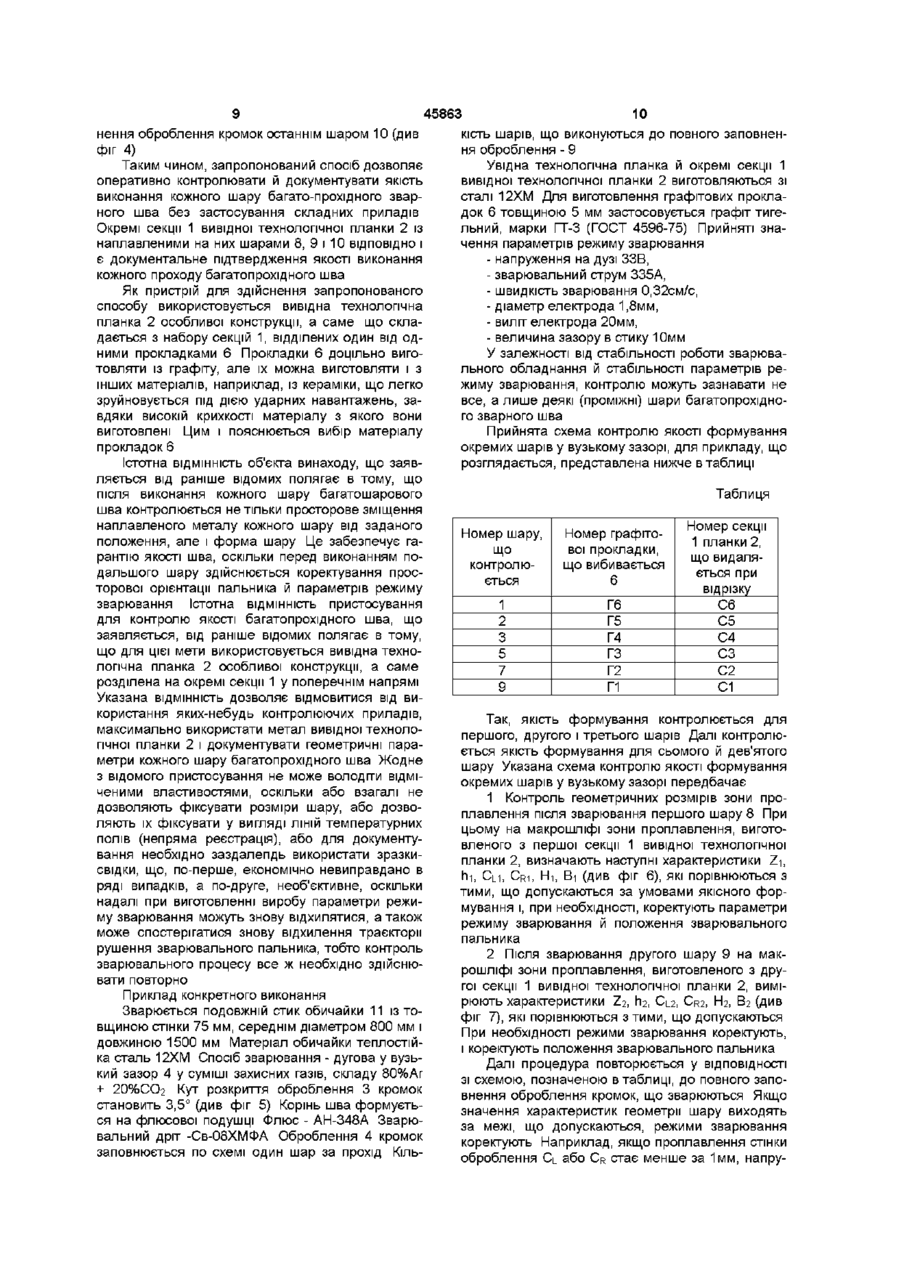
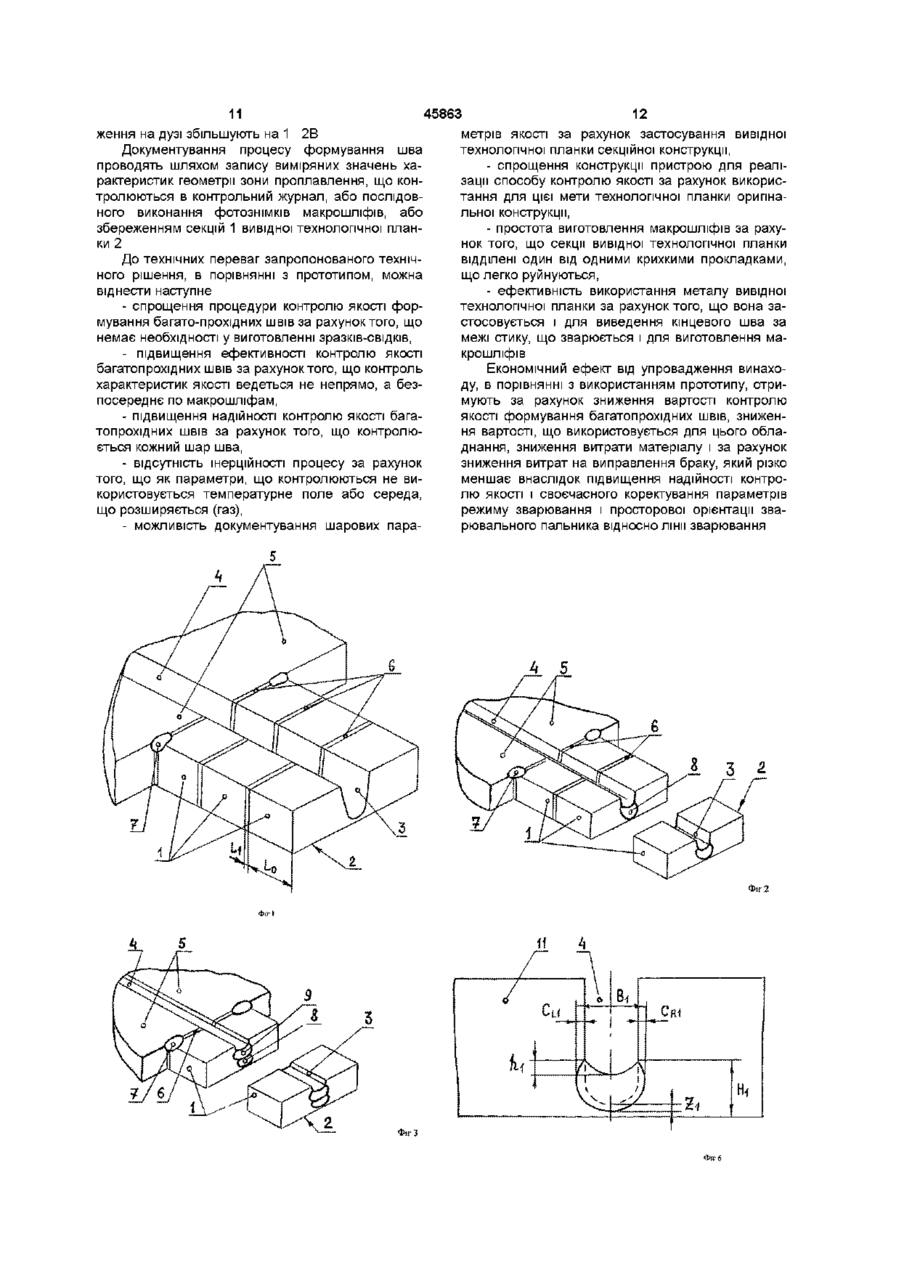
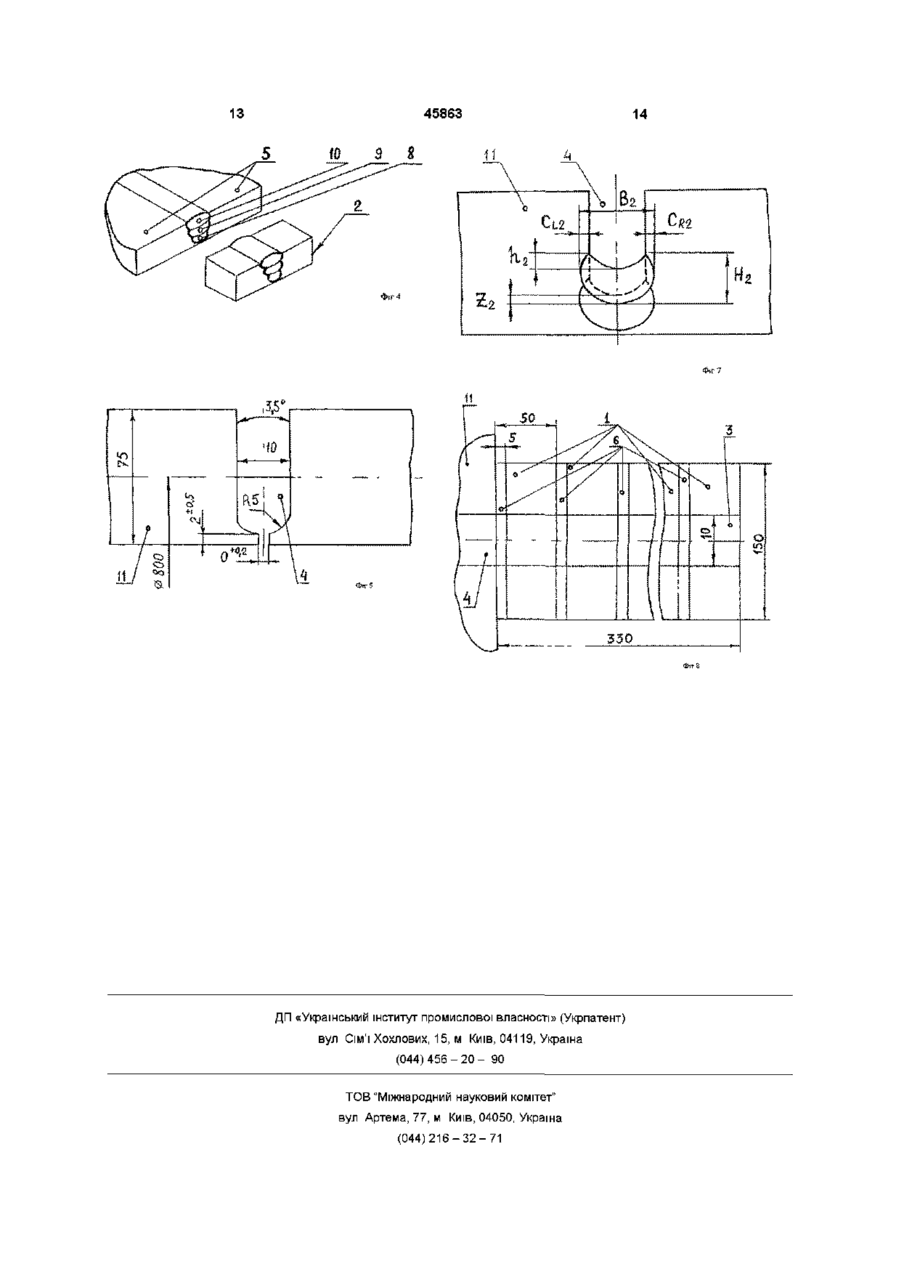
1 Спосіб контролю якості формування багатопрохідного шва, при якому деталі, що зварюються, збирають під зварювання за допомогою вивідних технологічних планок і здійснюють зварювальний процес, який відрізняється тим, що при цьому контролюють геометричні розміри поперечного перерізу кожного наплавленого шару і його просторове положення шляхом їх вимірювання на кожній секції вивідної технологічної планки, почергово відокремлюваного від неї після завершення процесу виконання кожного проходу, і за результатами цих вимірювань здійснюють коректування зварювального пальника вздовж стику, що зварюється, і параметрів режиму зварювання 2 Пристрій для реалізації способу за п 1, виконаний у вигляді металевої вивідної планки товщиною, рівною товщині деталей, що зварюються, за допомогою якої кінцева ділянка шва виводиться за межі стику, що зварюється, який відрізняється тим, що виконаний з набору окремих металевих секцій, зв'язаних між собою будь-яким відомим способом, наприклад прихватками, причому між секціями встановлені тонкі прокладки з матеріалу, ВІДМІННОГО від матеріалу вивідної планки, при цьому КІЛЬКІСТЬ секцій, з яких складається вивідна технологічна планка, відповідає КІЛЬКОСТІ шарів багатопрохідного шва 3 Пристрій по п 2, який відрізняється тим, що прокладки, що розділяють секції вивідної технологічної планки, виконані з неметалічного матеріалу, наприклад графіту або кераміки Винахід відноситься до зварювального виробництва і може бути використаний у дуговому зварюванні при виготовленні листових конструкцій з багатопрохідними поздовжніми швами Відомо, ЩО при зварюванні товстолистового металу застосовується, як правило, багатопрохідне автоматичне зварювання під шаром флюсу, внаслідок якої утвориться зварне з'єднання (стикове або кутове) із багатопрохідним швом При багатопрохідним зварюванні перед накладенням кожного подальшого шару, попередній шар багатопрохідного шва ретельно зачищається від шлаку, оскільки в іншому випадку між окремими шарами багатопрохідного шва можуть утворитися шлакові включення Контроль якості зачищення шарів шва від шлаку здійснюється візуально (ЗОВНІШНІМ оглядом), тобто без застосування якого-небудь пристосування, або для цих цілей використовується лупа із збільшенням до 10 разів Після завершення зварювальних робіт якість багатошарового шва контролюють, наприклад, ультразвуком У процесі контролю цим способом пучок ультразву кових коливань від вібруючої пластинки (пьезокристала) уводиться в багатопрохідний шов, що контролюється При зустрічі з дефектом ультразвукова хвиля відбивається від нього, і вловлюється іншою пластинкою, яка перетворює ультразвукові коливання в електричні Ці коливання, після них посилення, подаються на екран електроннопроменевої трубки дефектоскопа, які у вигляді імпульсу свідчать про наявність дефектів При контролі пьезокристал, вмонтований у призматичний щуп, переміщують вздовж зварного з'єднання по хвилеподібній лінії, прозвучуваючі таким чином різні по глибині зони багато-прохідного шва По характеру імпульсів на екрані електроннопроменевої трубки дефектоскопа судять про протяжність дефектів і глибину їх, залягання (див сторінки 77 79, 284, 288 у книзі Щебеко Л П «Оборудование и технология автоматической и полуавтоматической сварки» 3 - е вид , - М Вища школа, 1981 -296 с ) Основним недоліком цього ультразвукового способу є те, що контроль якості багатопрохідного ГО (О 00 ю 45863 для реалізації цього способу контролю якості, мошва здійснюється вже після закінчення зварюважна віднести те, що для контролю теплового польних робіт Відомий спосіб тільки лише констатує довження кромок їх, що зварюються необхідно наявність дефектів у готовому багатопрохідному розміщувати практично поруч із зоною зварюваншві, й виключає можливість їх виявлення в проміня, тобто в зоні теплового впливу дуги і в зоні розжках між виконанням окремих шарів й, отже, виміщення вихідної технологічної планки Це привоключає можливість просторового коректування дить або до руйнування датчиків під дією зварювального пальника й параметрів режиму зварювальної дуги, або до необхідності їх, теплозварювання при виконанні подальших шарів шва, вої ізоляції або винесення із зони зварювання за що, у свою чергу, дозволило б зменшити або видопомогою додаткового пристосування ключити повністю появу, таких дефектів як не проплавлення кромок, виникаючих унаслідок зміщенНайбільш близькими по своїй суті й ефекту, ня зварювального пальника від заданої траєкторії що досягається, що приймаються за прототип, є и переміщення вздовж стику, що зварюється До спосіб контролю якості багатопрохідного шва, при нестач пристрою дефектоскопа, що забезпечує якому деталі, що зварюються збирають під зварюреалізацію відомого способу ультразвукового конвання за допомогою вивідних планок, а вздовж тролю якості шва, можна віднести високу вартість і стику, що зварюється по обидві сторони від нього складність конструкції, а також нестабільність свівстановлюють газонаповнені трубки Один торець дчення (рівня сигналу), як слідство зносу призмакожної газонаповненої трубки запаяний або загертичного щупа метизований іншим способом, а другий пов'язаний з датчиком тиску Виходи датчиків тиску двох газоЦей недолік, усунений у способі контролю яконаповнених трубок пов'язані з входами аналізатості, при якому у процесі зварювання з кожної кромра Вихід аналізатора підключений до коректуючоки деталей, що зварюються знімають сигнал, вего пристрою, кінематичне пов'язаного зі личина якого залежить від положення зварювальним пальником Контроль якості викозварювального пальника відносно стику, порівнюнання шва здійснюється таким чином У процесі ють їх між собою, і регулюють положення зварюзварювання тепло зварювальної дуги розповсювального пальника, домагаючись рівності згаданих джується в основний метал деталей і впливає на сигналів Як сигнал про положення зварювального газонаповнені трубки, які нагріваються, отже, напальника відносно заданої лінії зварювання, викогрівається в них і газ, що приводить до підвищення ристовується теплове подовження кромок, що тиск газу в трубках Тиск газу реєструється датчизварюються Якщо пальник зміщається від лінії ками тиску Електричні сигнали від останніх постузварювання, то він більше розігріває ту кромку, до пають в аналізатор, в якому сигнали посилюються якої виявиться ближчим У цьому випадку ця кромй порівнюються показники тиску, що поступили в ка розігрівається більше, і ВІДПОВІДНО більше дованалізатор від кожного датчика Якщо сигнали від шає, ніж друга, що і фіксується при контролі якості кожного датчика однакові, аналізатор не видає виконання шва Подовження кромок, що зварюсигнал на коректую чий пристрій, який сполучений ються, контролюють датчиками, які встановлюють з двигуном поперечного переміщення зварювальпо одному на торці виробу, що зварюється на рівного пальника У разі зміщення зварювального ній відстані від центра стику, що зварюється з бопальника від центра стику, що зварюється, деталь, ку, протилежної початку зварювання Як датчики у бік якої змістився зварювальний пальник, нагрідля реєстрації сигналів використовують індукційні вається сильніше, отже, тиск газу в газонаповненій датчики, що володіють високою чутливістю (див трубці, встановленій на цій деталі, зростає Це Авторське свідчення СРСР № 1230773 по класу підвищення тиску у газонаповненій трубці реєстВ23К9/10 опубліковане 15 05 86 р в Бюл №18) рується ВІДПОВІДНИМ датчиком тиску В цьому виОсновним недоліком відомого способу є, то, падку виникає різниця сигналів, що поступають в що його неможливо застосувати для багатопрохіаналізатор, який за результатами порівняння сигдного зварювання, оскільки після виконання перналів видає сигнал на, коректуючи й пристрій, який шого шару, кромки, що зварюються, вже пов'язані повертає пальник у центр стику, що зварюється металом шва між собою, й будуть переміщатися Таким чином, спосіб контролю якості шва, прийня(довшати) синхронно Отже, навіть якщо зварюватий за прототип, заснований на принципі контролю льний пальник істотно відхилиться від лінії зварюсиметричності теплового поля у деталях, що звавання, датчики будуть фіксувати однакові сигнали рюються й укладається, у суті, у збиранні деталей від теплового подовження кожної кромки, що не за допомогою вивідних планок, встановлених по дозволить здійснити своєчасне коректування прообидві сторони від стику пристроїв, що зварюється сторової орієнтації зварювального пальника Індля контролю температурного поля в деталях і в шим недоліком відомого способу контролю якості є коректуванні зварювального пальника відносно те, що для його здійснення деталі, що зварюються центра стику у процесі зварювання, на основі поне можна заздалегідь збирати на прихватках В рівняння різниці сигналів, що поступили від датчиіншому випадку кромки, що зварюються будуть ків тиску у аналізатор переміщатися синхронно незалежно від зміщення зварювального пальника Але збирання деталей Пристрій для реалізації описаного способу і без прихваток спричиняє в процесі зварювання їх прийнятий за прототип, містить суцільну металеву кутове переміщення відносно один одного, що вивідну планку, виконану у вигляді металевої плаприводить до появи нерівномірності розмірів шва стини товщиною, рівній товщині деталей, що звапо довжині зварного з'єднання або взагалі виклюрюються, з допомогою якої кінцева дільниця шва чає можливість ведення зварювального процесу виводиться за межі стику, що зварюється, газонаНедоліком пристрою датчиків, що застосовуються повнені трубки, датчики тиску, аналізатор і, корек 45863 туючи и пристрій, кінематичне повязании зі звака вздовж стику і и відхилення від заданої траєкторювальним пальником (див авторське свідчення рії переміщення СРСР № 1428541 по класу В23К9/10 опубліковане Недоліком відомого пристрою, що використо07 10 88 р вБюл №37) вується для реалізації описаного способу контроОсновним недоліком відомого способу контлю якості виконання шва, є його висока вартість, ролю якості виконання шва є складність його реаконструктивна складність, шерційність, низька налізації і низька ефективність при контролі якості дійність і неефективність використання окремих виконання багатопрохідних швів Цей недолік пойого частин Конструктивна складність, зумовлена яснюється наступним Для того щоб точно переданаявністю великої КІЛЬКОСТІ деталей і приладів, ти характеристику поширення тепла в деталі, що необхідних для реєстрації і обробки сигналів, назварюються від розплавленого металу шва, газоявності коректувального пристрою і датчиків тиску, наповнені трубки повинні щільно прилягати до газонаповнені трубки не універсальні їх, довжина поверхні деталей по всій довжині стику, що зварюповинна відповідати довжині стику, що зварюєтьється, що викликає необхідність у проведенні дося, тому для кожного розміру виробів повинні видаткових технологічних операцій по вирівнюванню користовуватися газонаповнені трубки відповідної площини деталей, що зварюються і притиснена до довжини, тобто бути в наявності набір таких труних газонаповнених трубок В іншому випадку набок Притискувати газонаповнені трубки до стику, грів газонаповнених трубок від деталей, через нащо зварюється необхідно за допомогою притисків явність між ними повітряних зазорів, не буде відабо іншим способом, при цьому необхідно забезповідати дійсному поширенню тепла в деталі, печити їх щільну прилягаючу до поверхні деталей, отже, сигнали, що поступають в аналізатор від що зварюються Усе це, загалом, знижує надійдатчиків тиску, будуть спотворюватися, а це, у ність роботи пристрою Інерційність роботи присвою чергу, приведе до неправильного коректустрою зумовлена тим, що як робоча середа привання просторового положення зварювального строю використовується газ, зокрема, його пальника відносно необхідної траєкторії и перемітеплове розширення Неефективність використанщення вздовж стику, що зварюється Низька ефекня частини пристрою полягає в тому, що вивідна тивність відомого способу контролю багатошаропланка, що має значну товщину, рівну товщині вих швів зумовлена тим, що після виконання деталей, що зварюються, використовується тільки першого шару шва деталі вже виявляються нагрідля виходу за межі зварного з'єднання кінцевої тими При виконанні другого й подальших шарів ДІЛЬНИЦІ шва Після завершення зварювального шва повторні нагріви деталей накладаються на процесу вивідна планка ВІДДІЛЯЄТЬСЯ ВІД стику і попередні температурні поля за принципом суперповторно не використовується, що приводить до позиції, що в принципі утрудняє здійснення контневиправданої витрати товстолистового металу ролю різниці температур при нагріві деталей при В основу винаходу поставлена задача підвивиконанні кожного шару багатопрохідного шва щення точності й надійності контролю якості викоДалі, відхилення зварювального пальника від нання багатопрохідних швів, а також спрощення центра стику, що зварюється на декілька міліметконструкції пристрою для реалізації способу, шлярів може привести до не сплавлення однієї з крохом вимірювання й оцінки геометричних розмірів мок деталей, однак таке відхилення настільки тропоперечних перетинів металу кожного шару шва і хи спотворює температурне поле, що його можна їх зміщення від лінії зварювання за рахунок застофіксувати тільки за допомогою високочутливих сування як пристрою контролю якості секційної датчиків температури (наприклад, шляхом зачекавивідної планки нювання термопар у поверхню деталей), до яких газонаповнені трубки віднести не можна Потрібно Вказана задача досягається тим, що у відомотакож врахувати, що процес поширення тепла ному способі контролю якості багатопрохідного шва, сить інерційний характер, тому сигнали від датчипри якому деталі, що зварюються збирають під ків тиску будуть запізнюватися, отже, коректування зварювання за допомогою вивідних планок і здійсположення зварювального пальника відносно стинюють зварювальний процес, при цьому контроку буде починатися й закінчуватися із спізненням, люють геометричні розміри поперечного перерызу тобто не своєчасно повертатися в задане полокожного наплавленого шару і його просторове поження До нестач відомого способу можна також ложення шляхом їх вимірювання на кожній секції віднести і те, що з його допомогою можна контровивідної технологічної планки почергово відокремлювати тільки відхилення шва від лінії зварюванлюваних від неї після завершення процесу виконя, але неможливо контролювати форму зони нання кожного проходу, і за результатами цих випроплавлення, від якої в основному залежить імомірювань здійснюють коректування зварювального вірність утворення різного роду дефектів (гарячих пальника що зварюється і параметри режиму зватріщин, підрізів, непроварів і т п ) а також механірювання чні властивості зварного з'єднання й рівень залиПристрій для реалізації запропонованого спошкових зварювальних деформацій І, останнє, вісобу контролю якості виконання багатопрохідного домий спосіб не дозволяє контролювати й шва, виконаний у вигляді металевої вивідної пландокументувати стан процесу зварювання, а також ки товщиною, рівної товщині деталей, що зварюгеометричні параметри окремого шару багатошаються, за допомогою якої кінцева дільниця шва рового шва, зокрема, його форму, розміри, наяввиводиться за межі стику, що зварюється, складаність необхідного рівня проплавлення кромок, внується з набору окремих металевих секцій, зв'язатрішніх дефектів і т п , тобто об'єктивно оцінити них між собою будь-яким відомим способом, настабільність переміщення зварювального пальниприклад, прихватками, причому між секціями встановлені тонкі прокладки з матеріалу ВІДМІННО 8 45863 Для того, щоб характеристики якості наплавленого го від матеріалу вивідної планки, при цьому КІЛЬшару можна було б об'єктивно оцінити по макроКІСТЬ секцій, із яких складається вивідна технологішліфу, на ВИВІДНІЙ технологічній планці 2 є обробчна планка, відповідає КІЛЬКОСТІ шарів багатопролення кромок 3, яке в поперечному перерізі повніхідного шва стю повторює конфігурацію и розміри оброблення Запропонований спосіб дозволяє контролювакромок 4 деталей, що зварюються 5 (повторює ти не тільки відхилення зварювального пальника конфігурацію й розміри вузького зазору) Для того від заданої траєкторії и переміщення, але і форму щоб гранично знизити трудомісткість виготовлення кожного шару шва, що дозволяє коректувати не макрошліфів, вивідна технологічна планка 2 викотільки орієнтацію пальника, але і параметри ренана секційної (складовий) КІЛЬКІСТЬ складових жиму зварювання, домагаючись максимальної секцій 1 вивідної технологічної планки 2, відповіякості шва і мінімальної ймовірності утворення дає КІЛЬКОСТІ проходів, що виконуються до повного дефектів у вигляді несплавлення кромок, підрізів, заповнення оброблення кромок 4 (КІЛЬКОСТІ шарів непроварів і т п багатошарового шва) Використання секційної вивідної технологічної планки дозволяє гранично скоротити КІЛЬКІСТЬ виМіж окремими секціями 3 товщиною І_о знахокористовуваного для контролю якості устаткування дяться графітові прокладки 6 товщиною І_і, що й пристосувань з одночасним підвищенням надійполегшує відділення секцій 1 вивідної технологічності контрольованих параметрів зварювального ної планки 2 один від одного Товщина І_і прокладпроцесу ки 6 вибирається з розрахунку, щоб при и видаленні (механічному руйнуванні) у зазор, що При цьому ефективність використання вивідутворився при цьому між суміжними секціями 1 ної планки максимальна вона використовується можна було б увести відрізний інструмент (наприне тільки для виведення кінцевого шва за межі клад, дискову фрезу на кресленнях не показана) стику, що зварюється, але і як пристрій для контдля відділення крайньої секції 1 від вивідної техролю якості виконання кожного проходу, а також як нологічної планки 2 Практично ширина прокладки пристрій контролю стану процесу зварювання 6 повинна бути приблизно на 1 1,5мм більше ніж Суть винаходу пояснюється ілюстративним ширина відрізного інструмента, який буде викорисматеріалом, на якому зображене наступне фіг 1 таний для відділення секцій 1 шляхом розрізки загальний вигляд стику, що зварюється з приєднанаплавленого металу ною до його торця секційною вивідною технологічною планкою, фіг 2 - 4 ПОСЛІДОВНІСТЬ відділення Спосіб контролю якості, формування швів і кожної секції вивідної технологічної планки по мірі стану процесу зварювання при багатопрохідному виконання кожного шару багатопрохідного шва, дуговому зварюванні у вузький зазор, що пропонуфіг 5 параметри поперечного перетину стикового ється, здійснюється в наступній ПОСЛІДОВНОСТІ з'єднання для зварювання у вузький зазор, приДеталі, що зварюються 5 збираються разом з клад, фіг 6 параметри першого шару багатошароувідною (не показана) і вивідною технологічною вого шва, що контролюються, фіг 7 - параметри планкою 2 на прихватках 7, причому КІЛЬКІСТЬ секдругого шару багатопрохідного, що контролюютьцій 1 секційної вивідної технологічної планки 2 відся шва, фіг 8 розміри вивідної технологічної планповідає числу шарів, що виконуються у зварному ки для приєднання до стику з розмірами, позначебагатопрохідному шві (див фіг 1) ними на фіг 5 Багатошарове зварювання у Після виконання першого проходу крайня секвузький зазор використовують, як правило, в умоція 1 вивідної технологічної планки 2, разом із певах одиничного або дрібносерійного виробництва ршим шаром 8 зварного шва, що формувався на Оцінка якості формування і стану процесу зварюній (див фіг 2), віддаляється шляхом вибиття вання в цьому випадку є актуальною задачею, і розділової графітової прокладки 6 і розрізки напов'язана з необхідністю визначення таких геомеплавленого шару 8, наприклад, переносним відрітричних характеристик зони проплавлення як угнузним колом Якщо наплавлений шар 8 має неветості шару п, проплавлення попереднього шару Z, ликий перерізі, то секцію 1 можна просто проплавлення стінки С, висота шару Н, ширина відламати На відділеній секції 1 вимірюють геомешару В тричні розміри наплавленого шару 8, а також оцінюють його просторове положення відносно Виникаючі при цьому складності пов'язані з тіцентра секції 1 і, якщо ці характеристики мають єю обставиною, що характеристики якості, що конвідхилення від заданих, проводять коректування тролюються h, Z, С, Н, В можуть бути визначені параметрів режиму зварювання й положення зватільки експериментальне, шляхом поперечної розрювального пальника відносно лінії зварювання різки окремих дільниць зварного шва Традиційно для цієї мети вирізають фрагменти зварного шва з Потім наплавляють другий шар 9 багатопрохіекспериментального зразка (зразка свідка) і робдного шва і знову аналогічним способом видалялять із них макрошліфи Це досить трудомістке ють наступну секцію 1 вивідної планки 2 (див фіг (товстолистовий метал) і економічно багатовитра3) Як і в попередньому випадку, на відділеній сектно (невиправдана витрата металу на виготовленції 1 вимірюють геометричні розміри наплавленого ня зразка, якій надалі не використовується) шару 9, а також оцінюють його просторове положення відносно центра секції 1 і, знову проводять У способі, що пропонується загальну оцінку коректування параметрів режиму зварювання й якості багатопрохідного шва здійснюють шляхом положення зварювального пальника відносно лінії проміжного контролю згаданих характеристик якозварювання, якщо в цьому виникає необхідність сті (h, Z, С, Н, В) у кожному наплавленому шарі по макрошліфам, для виготовлення яких використоЦю процедуру повторюють після виконання вуються секції 1 вивідної технологічної планки 2 кожного з подальших шарів, аж до повного запов 45863 10 нення оброблення кромок останнім шаром 10 (див КІСТЬ шарів, що виконуються до повного заповненфіг 4) ня оброблення - 9 Таким чином, запропонований спосіб дозволяє Увідна технологічна планка й окремі секції 1 оперативно контролювати й документувати якість вивідної технологічної планки 2 виготовляються зі виконання кожного шару багато-прохідного зварсталі 12ХМ Для виготовлення графітових прокланого шва без застосування складних приладів док 6 товщиною 5 мм застосовується графіт тигеОкремі секції 1 вивідної технологічної планки 2 із льний, марки ГТ-3 (ГОСТ 4596-75) Прийняті знанаплавленими на них шарами 8, 9 і 10 ВІДПОВІДНО І чення параметрів режиму зварювання є документальне підтвердження якості виконання - напруження на дузі 33В, кожного проходу багатопрохідного шва - зварювальний струм 335А, Як пристрій для здійснення запропонованого - швидкість зварювання 0,32см/с, способу використовується вивідна технологічна - діаметр електрода 1,8мм, планка 2 особливої конструкції, а саме що скла- виліт електрода 20мм, дається з набору секцій 1, відділених один від од- величина зазору в стику 10мм ними прокладками 6 Прокладки 6 доцільно вигоУ залежності від стабільності роботи зварюватовляти із графіту, але їх можна виготовляти і з льного обладнання й стабільності параметрів реінших матеріалів, наприклад, із кераміки, що легко жиму зварювання, контролю можуть зазнавати не зруйновується під дією ударних навантажень, завсе, а лише деякі (проміжні) шари багатопрохідновдяки високій крихкості матеріалу з якого вони го зварного шва виготовлені Цим і пояснюється вибір матеріалу Прийнята схема контролю якості формування прокладок 6 окремих шарів у вузькому зазорі, для прикладу, що розглядається, представлена нижче в таблиці Істотна ВІДМІННІСТЬ об'єкта винаходу, що заявляється від раніше відомих полягає в тому, що після виконання кожного шару багатошарового Таблиця шва контролюється не тільки просторове зміщення наплавленого металу кожного шару від заданого Номер секції Номер шару, Номер графітоположення, але і форма шару Це забезпечує га1 планки 2, що вої прокладки, рантію якості шва, оскільки перед виконанням пощо видаляконтролющо вибивається дальшого шару здійснюється коректування просється при ється 6 торової орієнтації пальника й параметрів режиму відрізку зварювання Істотна ВІДМІННІСТЬ пристосування 1 Г6 С6 для контролю якості багатопрохідного шва, що 2 Г5 С5 заявляється, від раніше відомих полягає в тому, 3 Г4 С4 що для цієї мети використовується вивідна техно5 ГЗ СЗ логічна планка 2 особливої конструкції, а саме 7 Г2 С2 розділена на окремі секції 1 у поперечнім напрямі Указана ВІДМІННІСТЬ ДОЗВОЛЯЄ ВІДМОВИТИСЯ ВІД ви користання яких-небудь контролюючих приладів, максимально використати метал вивідної технологічної планки 2 і документувати геометричні параметри кожного шару багатопрохідного шва Жодне з відомого пристосування не може володіти відміченими властивостями, оскільки або взагалі не дозволяють фіксувати розміри шару, або дозволяють їх фіксувати у вигляді ЛІНІЙ температурних полів (непряма реєстрація), або для документування необхідно заздалегідь використати зразкисвідки, що, по-перше, економічно невиправдано в ряді випадків, а по-друге, необ'єктивне, оскільки надалі при виготовленні виробу параметри режиму зварювання можуть знову відхилятися, а також може спостерігатися знову відхилення траєкторії рушення зварювального пальника, тобто контроль зварювального процесу все ж необхідно здійснювати повторно Приклад конкретного виконання Зварюється подовжній стик обичайки 11 із товщиною стінки 75 мм, середнім діаметром 800 мм і довжиною 1500 мм Матеріал обичайки теплостійка сталь 12ХМ Спосіб зварювання - дугова у вузький зазор 4 у суміші захисних газів, складу 80%Аг + 20%СО2 Кут розкриття оброблення 3 кромок становить 3,5° (див фіг 5) Корінь шва формується на флюсової подушці Флюс - АН-348А Зварювальний дріт -Св-08ХМФА Оброблення 4 кромок заповнюється по схемі один шар за прохід КІЛЬ 9 П С1 Так, якість формування контролюється для першого, другого і третього шарів Далі контролюється якість формування для сьомого й дев'ятого шару Указана схема контролю якості формування окремих шарів у вузькому зазорі передбачає 1 Контроль геометричних розмірів зони проплавлення після зварювання першого шару 8 При цьому на макрошліфі зони проплавлення, виготовленого з першої секції 1 вивідної технологічної планки 2, визначають наступні характеристики Z-i, hi, Си, CRI, Н-І, В І (ДИВ фіг 6), які порівнюються з тими, що допускаються за умовами якісного формування і, при необхідності, коректують параметри режиму зварювання й положення зварювального пальника 2 Після зварювання другого шару 9 на макрошліфі зони проплавлення, виготовленого з другої секції 1 вивідної технологічної планки 2, вимірюють характеристики 2.2, гі2, С|_2, CR2, H2, В2 (див фіг 7), які порівнюються з тими, що допускаються При необхідності режими зварювання коректують, і коректують положення зварювального пальника Далі процедура повторюється у ВІДПОВІДНОСТІ ЗІ схемою, позначеною в таблиці, до повного заповнення оброблення кромок, що зварюються Якщо значення характеристик геометрії шару виходять за межі, що допускаються, режими зварювання коректують Наприклад, якщо проплавлення стінки оброблення С_ або CR стає менше за 1мм, напру| 11 45863 12 ження на дузі збільшують на 1 2В метрів якості за рахунок застосування вивідної технологічної планки секційної конструкції, Документування процесу формування шва проводять шляхом запису виміряних значень ха- спрощення конструкції пристрою для реалірактеристик геометрії зони проплавлення, що конзації способу контролю якості за рахунок використролюються в контрольний журнал, або послідовтання для цієї мети технологічної планки оригінаного виконання фотознімків макрошліфів, або льної конструкції, збереженням секцій 1 вивідної технологічної план- простота виготовлення макрошліфів за рахуки 2 нок того, що секції вивідної технологічної планки відділені один від одними крихкими прокладками, До технічних переваг запропонованого технічщо легко руйнуються, ного рішення, в порівнянні з прототипом, можна віднести наступне - ефективність використання металу вивідної - спрощення процедури контролю якості фортехнологічної планки за рахунок того, що вона замування багато-прохідних швів за рахунок того, що стосовується і для виведення кінцевого шва за немає необхідності у виготовленні зразків-свідків, межі стику, що зварюється і для виготовлення макрошліфів - підвищення ефективності контролю якості багатопрохідних швів за рахунок того, що контроль Економічний ефект від упровадження винахохарактеристик якості ведеться не непрямо, а безду, в порівнянні з використанням прототипу, отрипосереднє по макрошліфам, мують за рахунок зниження вартості контролю якості формування багатопрохідних швів, знижен- підвищення надійності контролю якості баганя вартості, що використовується для цього облатопрохідних швів за рахунок того, що контролюднання, зниження витрати матеріалу і за рахунок ється кожний шар шва, зниження витрат на виправлення браку, який різко - відсутність шерційності процесу за рахунок меншає внаслідок підвищення надійності контротого, що як параметри, що контролюються не вилю якості і своєчасного коректування параметрів користовується температурне поле або середа, режиму зварювання і просторової орієнтації зващо розширяється (газ), рювального пальника відносно лінії зварювання - можливість документування шарових пара к 5 11 ФІГ З k 13 14 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюTararychkin Ihor Oleksandrovych
Автори російськоюТарарычкин Игорь Александрович
МПК / Мітки
МПК: B23K 9/00, B23K 28/00
Мітки: спосіб, шва, пристрій, багатопрохідного, контролю, здійснення, формування, якості
Код посилання
<a href="https://ua.patents.su/7-45863-sposib-kontrolyu-yakosti-formuvannya-bagatoprokhidnogo-shva-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості формування багатопрохідного шва і пристрій для його здійснення</a>
Спосіб контролю якості запресування труб і пристрій для його здійснення
Номер патенту: 15575
Опубліковано: 30.06.1997
Автори: Вовк Іван Трохимович, Соболєва Майя Борисівна
МПК: B21D 26/12
Мітки: запресування, якості, здійснення, пристрій, контролю, спосіб, труб
Формула / Реферат:
1. Способ контроля качества запрессовки труб, заключающийся в том, что измеряют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, отличающийся тем, что первоначально фиксируют каждый момент подхода электрода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданного интервала времени, при этом фиксируют отсутствие взрыва...
Спосіб контролю якості короткозамкненої обмотки ротора і пристрій для його реалізації
Номер патенту: 27451
Опубліковано: 15.09.2000
Автори: Хліпальський Юліан Збігневич, Стасьо Роман Іванович, Яцун Михайло Андрійович
МПК: G01R 31/02
Мітки: контролю, спосіб, обмотки, реалізації, пристрій, ротора, короткозамкненої, якості
Текст:
...і ремонту асинхронних електродвигунів Поставлена задача розв'язується таким чи ном, що в способі контролю якості короткозамкненої обмотки ротора, при якому ротор обертають, збуджують в ньому змінні магнітні потоки, виділяють вторинні магнітні потоки, викликані струмами, що наведені в обмотці ротора збуджуючими змінними магнітними потоками і протікають по стержнях короткозамкненої обмотки ротора, вимірюють ЕРС, індуковані вторинними...
Спосіб поліпшення якості питної води і пристрій для його здійснення
Номер патенту: 21336
Опубліковано: 02.12.1997
Автори: Литвиненко Олександр Анатолійович, Некоз Олександр Іванович
МПК: C02F 1/00
Мітки: поліпшення, здійснення, спосіб, якості, пристрій, води, питної
Формула / Реферат:
1. Спосіб поліпшення якості питної води, який включає операції фільтрування і електрохімічної обробки з використанням срібних електродів, який відрізняється тим, що вода піддається комплексній дії кавітації з одночасною електрохімічною обробкою, а також фітонцидній дії рослин-фітонцидів.2. Пристрій для поліпшення якості питної води, який містить фільтри, робочу камеру з срібними електродами, які підключено до джерела живлення, який...
Спосіб подання твердого палива та пристрій для його здійснення, спосіб одержання горючих газів з твердого палива (варіанти) та пристрій для його здійснення (варіанти), спосіб підвищення якості сирих фосфатів, я
Номер патенту: 42672
Опубліковано: 15.11.2001
Автори: Хаскін Марк, Гольдман Даніель, Сінякевіч Борис, Броніцкі Люсьєн І., Яффе Елі, Дорон Бенжамін
МПК: F23B 30/00
Мітки: фосфатів, спосіб, подання, палива, одержання, пристрій, підвищення, горючих, твердого, сирих, варіанти, якості, газів, здійснення
Формула / Реферат:
1. Способ подачи твердого топлива, содержащего газы с относительно низким давлением, к участку, содержащему газы с более высоким давлением, отличающийся тем, что осуществляют прием и транспортировку твердого топлива вдоль шнекового конвейера к ротору, имеющему основной ротор, круглую плиту и дополнительный ротор, размещенные на оси шнекового конвейера ближе к его концу для подачи твердого топлива в печь.2. Способ по п. 1, отличающийся...
Спосіб контролю радіозахисних властивостей харчового продукту та пристрій для його здійснення

Номер патенту: 18831
Опубліковано: 25.12.1997
Автор: Теличко Федір Федорович
МПК: G01N 27/00, G01N 33/02
Мітки: пристрій, радіозахисних, властивостей, харчового, продукту, здійснення, спосіб, контролю
Формула / Реферат:
1. Способ контроля радиозащитных свойств пищевого продукта, предусматривающий определение показателя его радиозащитных свойств, характеризуемого величиной поглощающей способности электромагнитных и механических колебаний, причем установление величины последней осуществляют путем сравнения измеренного значения относительной плотности продукта посредством компьютерного томографа по шкале Хоунсфильда с заранее заданным эталонным значением...
Попередній патент: Спосіб лікування гострого холециститу
Наступний патент: Фітобіореактор-коректор води
Випадковий патент: Універсальний комплекс складально-транспортного обладнання