Спосіб одержання армованих виливків елементів теплообмінних апаратів шляхом лиття під тиском
Номер патенту: 49604
Опубліковано: 11.05.2010
Автори: Гоголь Олексій Миколайович, Чепурненко Віктор Павлович, Гоголь Микола Іванович, Лагутін Анатолій Юхимович, Чепурненко Віталій Аркадійович
Формула / Реферат
1. Спосіб одержання армованих виливків елементів теплообмінних апаратів шляхом лиття під тиском алюмінієвого сплаву у прес-форму з розміщеною в ній стальною трубою, який відрізняється тим, що армування поверхні труби здійснюється циклічно, тобто після закінчення кристалізації розплаву на певній ділянці труби і розкриття прес-форми, чергову ділянку труби переміщують у прес-форму, заливають розплавом і по завершенні кристалізації цикли повторюються до остаточного армування всієї довжині труби, яка не має обмежень.
2. Спосіб за п. 1, який відрізняється тим, що заповнення прес-форми складної конфігурації розплавом через ливники здійснюється під кутом до дотичної до радіусу відливки у межах 25-30°, що утворює турбулентно-дисперсний потік, попереджаючи зворотний рух розплаву.
3. Спосіб за пп. 1, 2, який відрізняється тим, що щонайбільш надійний тепловий контакт між алюмінієвим чохлом і очищеною поверхнею стальної труби досягається при одержанні швидкості впуску розплаву у прес-форму в межах 20-25 м/с з миттєвою підпресовкою, що забезпечує можливість одержати армовані відливки складної форми у вигляді круглих і еліптичних ребер трапецієвидного профілю.
4. Спосіб за пп. 2, 3, який відрізняється тим, що протягом усього періоду циклічної роботи прес-форми рівномірна кристалізація розплаву, замкненого у прес-формі, досягається шляхом стабільної рециркуляції води крізь внутрішню порожнину труби і канали у прес-формі.
Текст
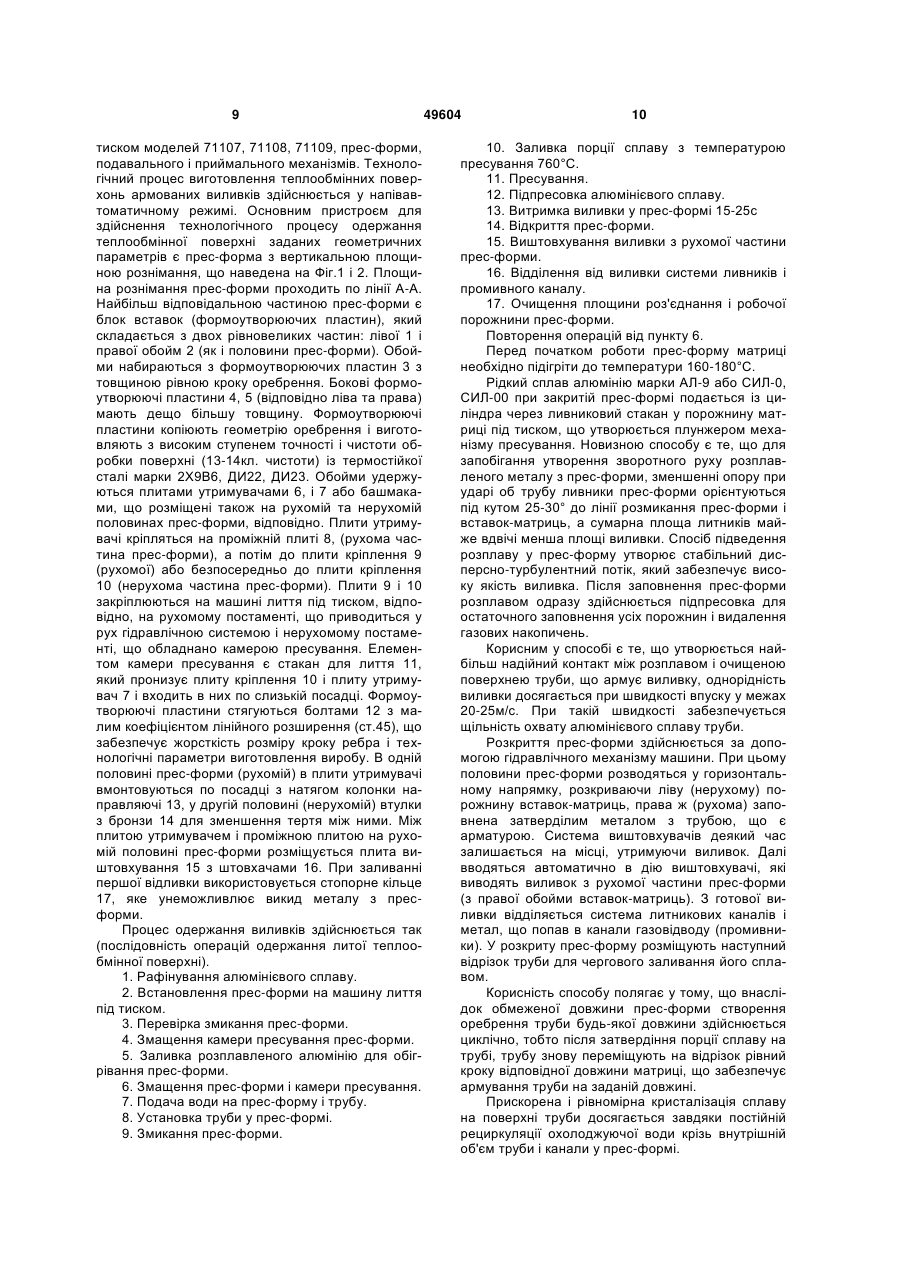
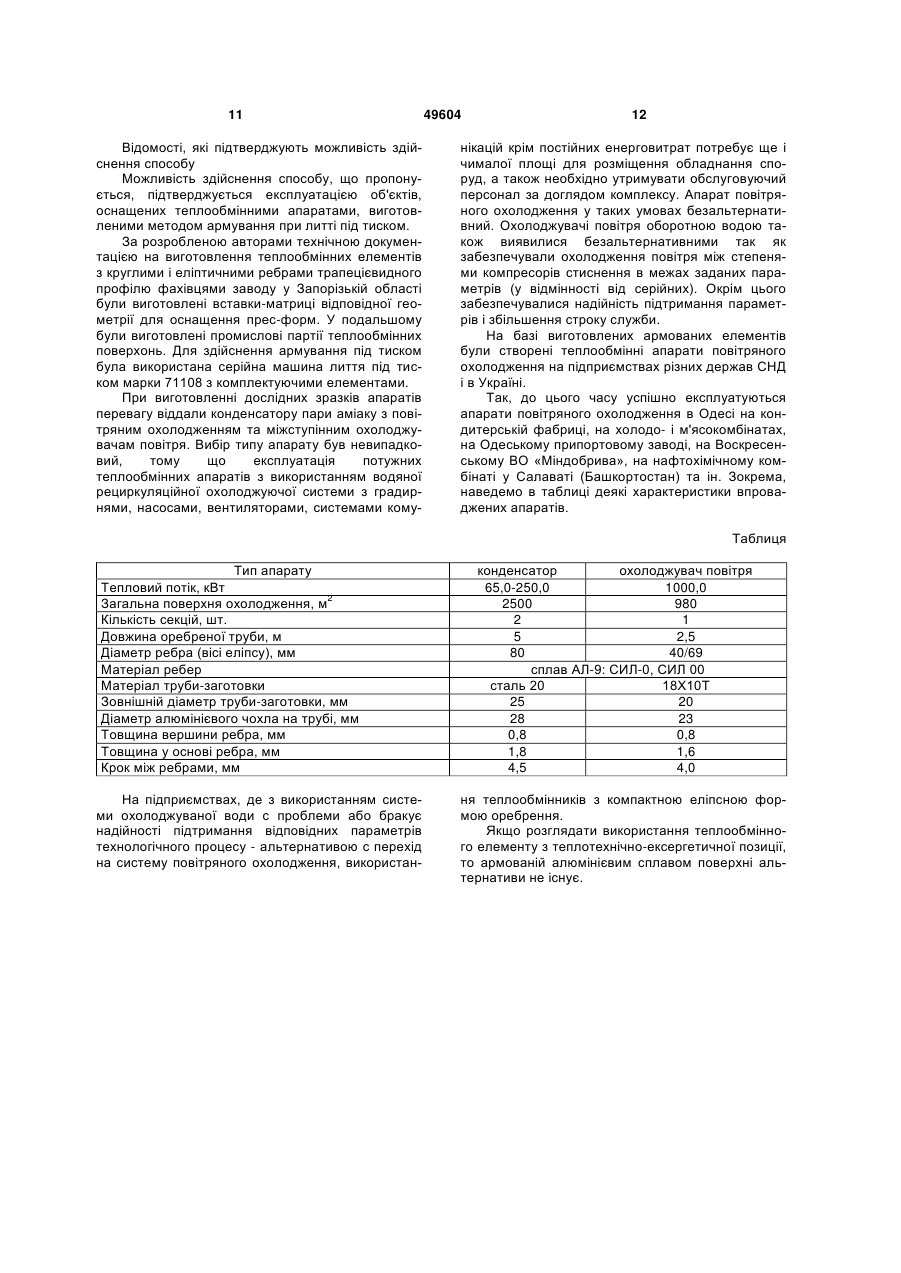
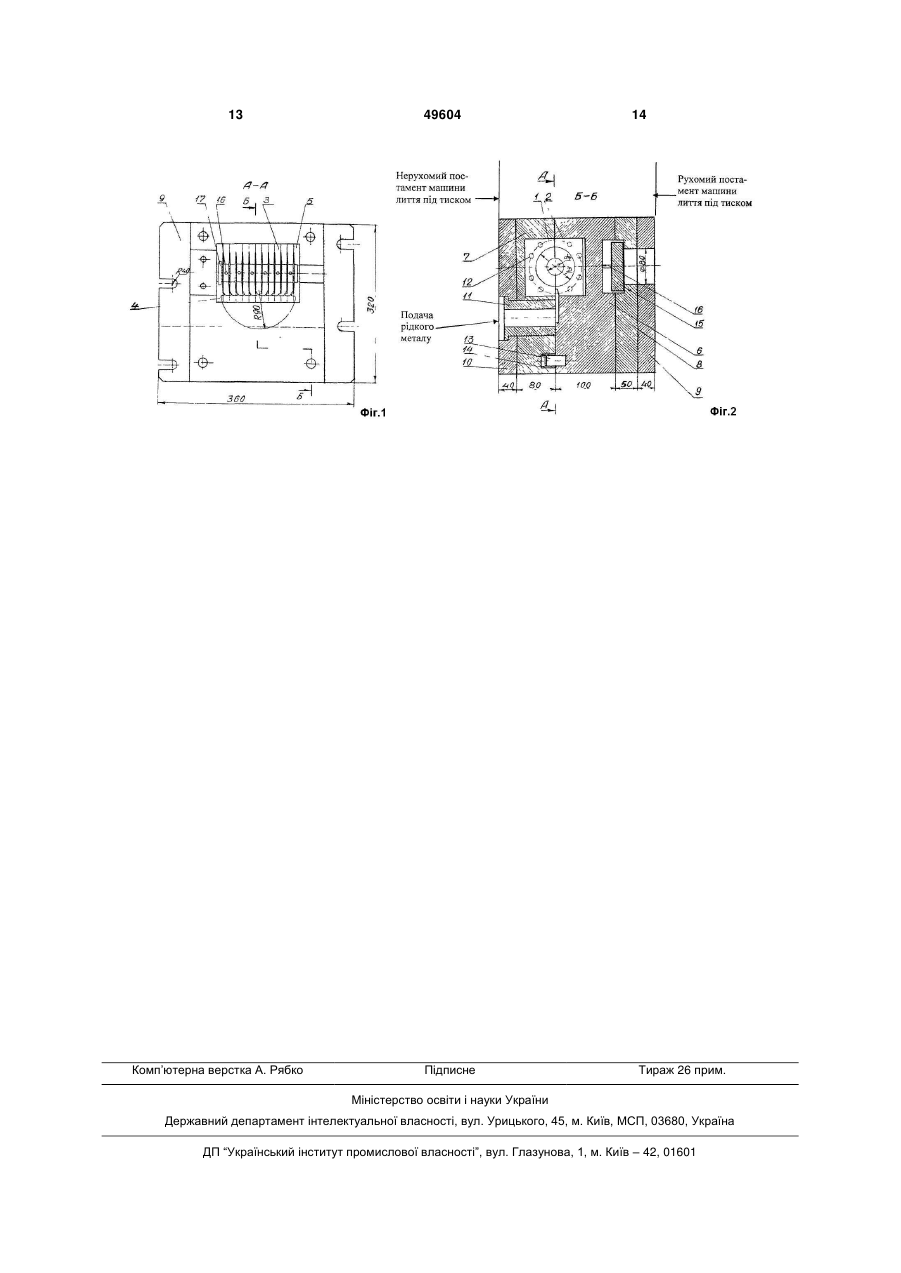
1. Спосіб одержання армованих виливків елементів теплообмінних апаратів шляхом лиття під тиском алюмінієвого сплаву у прес-форму з розміщеною в ній стальною трубою, який відрізняється тим, що армування поверхні труби здійснюється циклічно, тобто після закінчення кристалізації розплаву на певній ділянці труби і розкриття прес-форми, чергову ділянку труби переміщують у прес-форму, заливають розплавом і по завершенні кристалізації цикли повторюються до остаточного армування всієї довжині труби, яка не має обмежень. U 2 (19) 1 3 зміщують у прес-формі, яка містить у себе формоутворюючі пластини (вкладиші-матриці), заливають у прес-форму розплавлений алюмінієвий сплав, а в середину труби подають для охолодження воду, яка циркулює у замкненому оборотному контурі. У результаті охолодження, застигання і кристалізації виливки утворюється алюмінієвий чохол, що щільно охоплює трубу і, який є єдиним тілом з поперечними ребрами, тобто утворюється армована теплообмінна поверхня з ребрами круглої або еліпсоподібної форми, трапецеїдального профілю. Одержана поверхня в номінальному режимі забезпечує ефективність у межах 0,8-0,95, що свідчить про високу ефективність використання теплового потенціалу теплообмінних середовищ і мінімальні питомі витрати. Одержуваний трапецієвидний профіль ребра забезпечує максимальний коефіцієнт корисної дії поверхні при відведенні або підведенні теплового потоку. Нижче розглядаються способи і пристрої з одержання різноманітних ливарних виробів, їх позитивні і негативні характеристики. А.с. SU 1668024, B22D17/32; 05.07.89; Бюл. №29, Спосіб визначення моменту розкриття пресформи машини лиття під тиском В основу способу визначення моменту відкриття прес-форми покладено, крім операцій по введенню у порожнину прес-форми розплавленого сплаву металів, його кристалізацію, вимірювання температури у точці об'єму прес-форми і відділення затверділої виливки, додається ще і контроль моменту кристалізації виливки, наприклад, по зусиллю на штовхачах. Вказаний контроль дозволяє урахувати вплив шару змащування і системи охолодження на процес кристалізації і охолодження виливки. Пристрій для реалізації способу складається з обчислювального блоку, виконаного на базі мікроЕОМ з модулями вводу аналогових і дискретних сигналів, датчика температури прес-форми термопарного типу, що встановлено в отворі пресформи на відстані 0,2-0,5мм від робочої поверхні, датчика вимірювання зусиль на штовхачі і ланцюга подачі сигналів при аварійній ситуації. Спосіб реалізується у послідовних опитуваннях датчика температури і продовжується при одержанні сигналу про початок кристалізації (зниження зусиль на плиту штовхачів до нуля): фіксується значення температури прес-форми і момент початку кристалізації виливки. Після чого визначається температура виливки по наведеній формулі з використанням параметрів, які одержувались у технологічному процесі. Визначення моменту розкриття прес-форми шляхом вимірювання температури на початку кристалізації за допомогою мікроЕОМ знаходиться під впливом низки вхідних даних, які не завжди однозначні, наприклад, у наведених формулах тривалість циклу 0 постійно змінюється внаслідок непередбачених об'єктивних причин, товщина шару змащення м по всій поверхні прес-форми нерівномірна, а показання термопари, що занурена у розплав залежить від координат датчика. Крім 49604 4 того, у формулах закладено припущення і наведені коефіцієнти можна трактувати у будь-якому значенні. Тому спосіб і методика його реалізації недосконалі і потребують значних зусиль висококваліфікованих фахівців для одержання вихідних даних і їх обробки на мініЕОМ. А.с. SU 1678517 B22D17/32; 23.09.91. Бюл. №35, Спосіб керування швидкістю прес-поршня машини лиття під тиском Мета - підвищення продуктивності ливарної машини. Спосіб керування швидкістю прес-поршня передбачає, крім вимірювання швидкості преспоршня, порівняння її поточного значення із заданим, керування положенням слідкуючого золотника і додаткове вимірювання маси, об'єму і лінійних розмірів виливка, визначення площі шпарин, їх розміру і кількості у відповідальних місцях дефектів, яких у процесі експлуатації виливка призводять до його руйнування. Пристрій, у якому здійснюється спосіб, містить відповідні вимірювачі об'єму і маси виливка, а також площі, розмірів і кількості шпарин, задатчик швидкості руху прес-поршня, обчислювальний блок. Пристрій працює наступним чином. За результатами вимірювання у блоці обчислювання розраховується задана швидкість прес-поршня за відповідною багатокомпонентною формулою, і задану швидкість руху прес-поршня порівнюють з фактичною, що вимірюється датчиком швидкості. За результатами порівняння впливають на золотник гідроприводу таким чином, щоб відхилення від заданої швидкості дорівнювалося нулю. У роботі порушені дуже важливі проблеми ливарного виробництва, що пов'язані з визначенням мінімальної кількості і розмірів шпарин у найбільш відповідальних місцях виливка. Але наведена методика обмежується тільки вимірюванням і обчислюванням одержаних параметрів уже готового виливка. Очевидно, що запропонований спосіб і його пристрій призначені тільки для відбракування готових виливків. А між тим, основним завданням є виявлення причин утворення шпарин і розробка заходів по їх усуненню. Багатоходова програма з обчислювальним блоком і неминучими збоями у його роботі, насичена невизначеними коефіцієнтами і критеріями з використанням складних і дорогих приладів, у тому числі рентгеноскопії, навряд чи знайде широкий попит у ливарному виробництві лиття під тиском. Патент UA 73977 B22D41/22;17.10.2005; Бюл. №10, Спосіб та пристрій для дозування потоку при безперервному литті розплавленого металу Пристрій для дозування потоку при безперервному литті розплавленого металу містить дозувальний шибер з трьома дошками, які використовуються для контролю швидкості потоку металу, що витікає з розливного агрегату. Шибер для дозування складається з блоку вогнетривких деталей, кожна з яких має проточний канал. Деталі шибера скріпляються за допомогою механічних засобів таким чином, що одна деталь, дросельна дошка, може висуватися вбік у блоці дозувального шибера для контролю швидкості потоку металу. Є велика кількість варіантів взаєморозміщення дро 5 сельної дошки відносно інших деталей шибера для регулювання витрати потоку металу. Спосіб дозування потоку при безперервному литті розплавленого металу полягає у чисельних варіантах використання отворів у дошках дозувального шибера. Наприклад, спосіб дозування потоку, в якому текуче середовище пропускають в отвір першого проточного каналу у верхній дошці дозувального шибера в першому вертикальному напрямку відрізняється тим, що перший вертикальний напрямок горизонтально зміщують відносно другого вертикального напрямку, і далі: дозувальний шибер додатково включає другу дошку, яку пересувають в напрямку переміщення, причому, друга дошка має отвір другого проточного каналу, який відповідає першій дошці, і так далі. Реалізація способу регулювання потоків розплавленого металу шляхом чисельних маніпуляцій з шибером для дозування, дошками і отворами в умовах безперервного лиття, без можливих помилок і збоїв технологічного циклу, маловірогідна. Велика кількість конструктивно складних блоків із дорогих металів ускладнює оптимальні умови експлуатації і потребує великої долі ручної праці, що пов'язано з можливими випадками порушення правил безпеки. Патент UA 46292 B22D7/04; 15.05.2002; Бюл. №5, Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення Мета - розробка нового способу одержання довгомірних порожнистих виливків та пристрій для його здійснення. Пристрій, на якому здійснюється спосіб, складається з виливниці, піддону, надставки, центрального стрижня-холодильника, ливникової чаші, кільцевого металоприймача з системою живильників і устаткування для вібрації стрижня. Запропонований спосіб передбачає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину, що утворюється між виливницею і центральним вібруючим стрижнем. При цьому метал із ливникової чаші через систему її каналівотворів, розміщених під різними кутами до осі стрижня, частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стриженьхолодильник. Затверділі частки металу з поверхні стрижня надходять в потік металу, що рухається вздовж стрижня і змішуються у металоприйомник мачі, а потім рідинно-тверда фаза через бокові живильники заповнює виливницю з безперервною зміною рівня подачі металу. Спосіб успішно реалізується при умові додержання вимог із співвідношення між твердою і рідкою фазами, що регулюється співвідношенням мас рідкого металу, що подається на вібруючий стрижень-холодильник чи вздовж його поверхні до кільцевого металоприймача. Його можна досягти тільки при визначенні необхідної кількості і діаметрів отворів у ливниковій чаші і металоприймачі. За наявності великої кількості затверділих часток, робота пристрою припиняється. Спосіб подачі металу із ливникової чаші у простір виливниці двома потоками призведе, з одного боку, до порушення геометрії внутрішньої поверхні 49604 6 виливка внаслідок нерівномірно розміщених твердих часток, а з другого - під час руху струменів рідкого металу із ливникової чаші до металоприймача, внаслідок розбризкування, можливі привари до стінок виливниці. A.с. 1496911 B22D7/04; 30.07.89; Бюл. №28, Спосіб одержання порожнистих виливків Мета - підвищення якості виливка за рахунок зменшення гарячих тріщин. Спосіб передбачає заливку металу у кільцеву порожнину між виливницею, що встановлено на піддоні, і порожнистою оправкою, подальшою кристалізацією і охолодженням виливка. На початку заливки металу у порожнистій оправці збуджують кругові коливання у горизонтальній площині з амплітудою, що перевищує у 1,5-3 рази величину усадки металу у твердому стані і припиняються коливання оправки при досягненні температури біля оправки 0,7-0,8 температури солідус. Після чого оправку віддаляють. Збудження коливань оправки забезпечує формування внутрішньої циліндричної порожнини виливка, внаслідок поступової пластичної деформації і лушпинки, що кристалізує метал, яка знаходиться у контакті з оправкою. Пристрій, на якому здійснюється спосіб, складається з виливниці, встановленої на піддоні, надставки і порожнинної оправки з розміщеним у ній вібратором. Зазор між оправкою і піддоном ущільнюється шнуровим асбестом, а верхня частина оправки підтримується траверсою, закріпленою на колонці. Величина амплітуди коливання регулюється діаметрами отворів у траверсі і у піддоні. А під час вібрації між оправкою і лушпинкою утворюється зазор, розмір якого дорівнюється амплітуді коливання. При амплітуді коливання менше 1,5 величини значення усадки металу ускладнюється видалення оправки із виливка, а при амплітуді коливань більше 3 величин значення усадки металу утворюються локальні розриви лушпинки, внаслідок чого туди проникає метал із серцевини виливка і псується внутрішня поверхня виливка. Тільки при витримуванні інтервалу 0,7-0,8 температури солідус тверда лушпинка внутрішньої порожнини забезпечує опір металостатичному тиску і розміри отвору порожнини при цьому дорівнюють сумі зовнішнього діаметра оправки і амплітуди коливань вібратора. Наведений спосіб не забезпечує спрямованого тверднення по висоті виливка, що важливо для забезпечення щільності металу по всій висоті довгомірних порожнистих виливків. А.с. 1570835 B22D7/04; 15.06.90; Бюл. №22, Пристрій для одержання порожнистих виливків Мета - зменшення трудомісткості при одержані виливка. Пристрій складається з піддона з установленою на ньому виливницею з надставкою і центральним стрижнем. У порожнині виливниці, опираючись на піддон, розміщені кільцевий плавучий стрижень-діафрагма з отворами для проходу рідкого металу і над ним - проміжний елемент у вигляді порожнистого тора з набором шамотних секцій у металевому каркасі з отворами у днищі і 7 встановленими у них розливочними стаканами. Труба для заливки із термостійкої тканини має вид гнучкого сильфона з нижнім фланцем і захватами, які закріплені на проміжному елементі, а верхній фланець, закріплений до надставки. Є і розливальний ківш. Робота пристрою починається із заливання розплаву з ковша через трубу для заливки у порожнину проміжного елемента, де останній разом зі стрижнем-діафрагмою переміщується вгору у порожнині виливниці аж до виступаючого нижнього торця надставки. При цьому зберігається контакт між меніском розплаву і нижнім торцем розливочних стаканів проміжного елемента, що забезпечує плавне заповнення виливниці без розбризкування. Потім стрижень-діафрагма фіксується біля нижнього торця надставки, а захвати здійснюють синхронний підйом ковша з проміжним елементом, і порожнина надставки заповнюється рідким металом. Після повного затвердіння і охолодження виливка форма розбирається і виливка видаляється. У результаті знижується трудомісткість виготовлення зливка, внаслідок спрощення процесу заливки і наявності надставки, що легко видаляється. Конструктивно складний пристрій з асиметричною подачею розплаву не забезпечить рівномірне заповнення виливниці, а перекоси стрижнядіафрагми, що будуть реалізовані при його переміщенні вздовж центрального стрижня, можуть викликати відхилення від заданої геометрії виливка. Тим більше, що конструкція розглянутого пристрою виключає можливість одержання тонкостінних порожнистих виливків у виді патрубків або муфт. Розглянуті способи і пристрої, які спрямовані на підвищення продуктивності ливарних машин і удосконалення робочих процесів прес-форм, управління швидкістю прес-поршня машин лиття під тиском, а також різноманітні конструктивні варіанти пристроїв для дозування потоку при безперервному литті і одержанні довгомірних порожнистих виливків, не завжди можна пропонувати до реалізації без додаткових доробок і уточнень. Внаслідок конструктивної складності пристроїв, перевантаження програми обчислення вихідних даних з безпідставними припущеннями і коефіцієнтами, насиченості великою кількістю вимірювальних приладів, що ускладнюють обслуговування і забезпечуються висококваліфікованими фахівцями, собівартість продукції, що виробляється, значно підвищується, тому вироби можуть стати неконкурентоспроможними. Найбільш близьким до заявленого способу, який здійснено в реальних умовах експлуатації машин лиття під тиском, є А.с. 971570. B22D19/02; 07.11.82; Бюл. №41, Спосіб лиття армованих заготовок Мета - зниження імовірності проживання труб та дефектів усадочного походження. Мета досягається тим, що у способі лиття армованих заготовок, що включають розміщення у формі армованих труб, заливку метала і продувку труб стисненим газом, продувку останніх здійснюють поперемінно з різних кінців. 49604 8 З початку продувки у місці входу в трубу, що є арматурою, газ інтенсивно відбирає тепло від металу виливка. Метал навколо труби починає кристалізуватись. Під час руху по трубі газ починає нагріватись, здатність його до відбирання тепла зменшується і зменшується і ступінь кристалізації металу навколо труби. У процесі продувки місце підводу стисненого газу у трубу змінюють (де був вхід газу - здійснюється його вихід). Таким чином змінюється напрямок руху газу у трубі, отже змінюються і ділянки труби з інтенсивним відбиранням тепла від залитого металу (там, де раніше був незначний, йде інтенсивне відбирання тепла і кристалізація металу навколо труби). Таким чином, при зміні напряму руху газу у трубі здійснюється згладжування, вирівнювання градієнта температур, який виникав внаслідок нерівномірного відбирання тепла газом, кристалізація металу навколо труб відбувається рівномірно, зменшується величина термічної напруги у виливка. Цикл зміни напряму руху стисненого газу у трубі залежить, в основному, від довжини і площі перерізу отвору труби. Чим довша труба і менша площа перерізу отвору, тим коротший цикл. Кількість циклів для відповідної армованої трубами виливки залежить від маси металу, що прилягає до труби, яка є арматурою. Чим більша маса металу, тим довший процес його кристалізації і тим більша кількість циклів, необхідних до повного затверднення виливки. Тривалість і кількість циклів визначаються дослідним шляхом для відповідної виливки з армованими трубами. Безумовно, спосіб, що пропонується має переваги у порівнянні з його прототипом, так як використання газу (азоту) із балонів, як охолоджуючої речовини, по-перше, ускладнює технологічний процес, внаслідок необхідності постійних перемикань потоків то з одного, то з другого балону; подруге, низька теплова інерція газових потоків навіть при зміні їх напрямів, наприклад, середина труби у 6м може опинитися у зоні перегріву, тому що уже на середині труби значно зменшиться температурний градієнт і ефект охолодження нівелюватиметься. При поточному виробництві армованих труб значно зростатиме потреба у балонах з газом, які можна придбати тільки на об'єктах кріогенної техніки. Використання газу, крім великих витрат (2 балони на одну 6-метрову трубу) ще й за умови техніки безпеки недоцільно, тому що висока його концентрація у закритих приміщеннях може при звести до непередбачених наслідків для людей і живих істот. Дешевше, безпечніше і технологічно виправданим було б замість азоту використати стиснене повітря середнього тиску (0,3÷0,5МПа) із системи мережі з газгольдерами, від яких централізовано підводиться повітря із пульта керування. Технічна задача, на вирішення якої спрямовано корисну модель, полягає у тому, що спосіб одержання армованих виливків елементів теплообмінних апаратів здійснюється шляхом лиття під тиском. Пристрій, на якому здійснюється заявлений спосіб, складається з машини для лиття під 9 тиском моделей 71107, 71108, 71109, прес-форми, подавального і приймального механізмів. Технологічний процес виготовлення теплообмінних поверхонь армованих виливків здійснюється у напівавтоматичному режимі. Основним пристроєм для здійснення технологічного процесу одержання теплообмінної поверхні заданих геометричних параметрів є прес-форма з вертикальною площиною рознімання, що наведена на Фіг.1 і 2. Площина рознімання прес-форми проходить по лінії А-А. Найбільш відповідальною частиною прес-форми є блок вставок (формоутворюючих пластин), який складається з двох рівновеликих частин: лівої 1 і правої обойм 2 (як і половини прес-форми). Обойми набираються з формоутворюючих пластин 3 з товщиною рівною кроку оребрення. Бокові формоутворюючі пластини 4, 5 (відповідно ліва та права) мають дещо більшу товщину. Формоутворюючі пластини копіюють геометрію оребрення і виготовляють з високим ступенем точності і чистоти обробки поверхні (13-14кл. чистоти) із термостійкої сталі марки 2Х9В6, ДИ22, ДИ23. Обойми удержуються плитами утримувачами 6, і 7 або башмаками, що розміщені також на рухомій та нерухомій половинах прес-форми, відповідно. Плити утримувачі кріпляться на проміжній плиті 8, (рухома частина прес-форми), а потім до плити кріплення 9 (рухомої) або безпосередньо до плити кріплення 10 (нерухома частина прес-форми). Плити 9 і 10 закріплюються на машині лиття під тиском, відповідно, на рухомому постаменті, що приводиться у рух гідравлічною системою і нерухомому постаменті, що обладнано камерою пресування. Елементом камери пресування є стакан для лиття 11, який пронизує плиту кріплення 10 і плиту утримувач 7 і входить в них по слизькій посадці. Формоутворюючі пластини стягуються болтами 12 з малим коефіцієнтом лінійного розширення (ст.45), що забезпечує жорсткість розміру кроку ребра і технологічні параметри виготовлення виробу. В одній половині прес-форми (рухомій) в плити утримувачі вмонтовуються по посадці з натягом колонки направляючі 13, у другій половині (нерухомій) втулки з бронзи 14 для зменшення тертя між ними. Між плитою утримувачем і проміжною плитою на рухомій половині прес-форми розміщується плита виштовхування 15 з штовхачами 16. При заливанні першої відливки використовується стопорне кільце 17, яке унеможливлює викид металу з пресформи. Процес одержання виливків здійснюється так (послідовність операцій одержання литої теплообмінної поверхні). 1. Рафінування алюмінієвого сплаву. 2. Встановлення прес-форми на машину лиття під тиском. 3. Перевірка змикання прес-форми. 4. Змащення камери пресування прес-форми. 5. Заливка розплавленого алюмінію для обігрівання прес-форми. 6. Змащення прес-форми і камери пресування. 7. Подача води на прес-форму і трубу. 8. Установка труби у прес-формі. 9. Змикання прес-форми. 49604 10 10. Заливка порції сплаву з температурою пресування 760°С. 11. Пресування. 12. Підпресовка алюмінієвого сплаву. 13. Витримка виливки у прес-формі 15-25с 14. Відкриття прес-форми. 15. Виштовхування виливки з рухомої частини прес-форми. 16. Відділення від виливки системи ливників і промивного каналу. 17. Очищення площини роз'єднання і робочої порожнини прес-форми. Повторення операцій від пункту 6. Перед початком роботи прес-форму матриці необхідно підігріти до температури 160-180°С. Рідкий сплав алюмінію марки АЛ-9 або СИЛ-0, СИЛ-00 при закритій прес-формі подається із циліндра через ливниковий стакан у порожнину матриці під тиском, що утворюється плунжером механізму пресування. Новизною способу є те, що для запобігання утворення зворотного руху розплавленого металу з прес-форми, зменшенні опору при ударі об трубу ливники прес-форми орієнтуються під кутом 25-30° до лінії розмикання прес-форми і вставок-матриць, а сумарна площа литників майже вдвічі менша площі виливки. Спосіб підведення розплаву у прес-форму утворює стабільний дисперсно-турбулентний потік, який забезпечує високу якість виливка. Після заповнення прес-форми розплавом одразу здійснюється підпресовка для остаточного заповнення усіх порожнин і видалення газових накопичень. Корисним у способі є те, що утворюється найбільш надійний контакт між розплавом і очищеною поверхнею труби, що армує виливку, однорідність виливки досягається при швидкості впуску у межах 20-25м/с. При такій швидкості забезпечується щільність охвату алюмінієвого сплаву труби. Розкриття прес-форми здійснюється за допомогою гідравлічного механізму машини. При цьому половини прес-форми розводяться у горизонтальному напрямку, розкриваючи ліву (нерухому) порожнину вставок-матриць, права ж (рухома) заповнена затверділим металом з трубою, що є арматурою. Система виштовхувачів деякий час залишається на місці, утримуючи виливок. Далі вводяться автоматично в дію виштовхувачі, які виводять виливок з рухомої частини прес-форми (з правої обойми вставок-матриць). З готової виливки відділяєтьсясистема литникових каналів і метал, що попав в канали газовідводу (промивники). У розкриту прес-форму розміщують наступний відрізок труби для чергового заливання його сплавом. Корисність способу полягає у тому, що внаслідок обмеженої довжини прес-форми створення оребрення труби будь-якої довжини здійснюється циклічно, тобто після затвердіння порції сплаву на трубі, трубу знову переміщують на відрізок рівний кроку відповідної довжини матриці, що забезпечує армування труби на заданій довжині. Прискорена і рівномірна кристалізація сплаву на поверхні труби досягається завдяки постійній рециркуляції охолоджуючої води крізь внутрішній об'єм труби і канали у прес-формі. 11 Відомості, які підтверджують можливість здійснення способу Можливість здійснення способу, що пропонується, підтверджується експлуатацією об'єктів, оснащених теплообмінними апаратами, виготовленими методом армування при литті під тиском. За розробленою авторами технічною документацією на виготовлення теплообмінних елементів з круглими і еліптичними ребрами трапецієвидного профілю фахівцями заводу у Запорізькій області були виготовлені вставки-матриці відповідної геометрії для оснащення прес-форм. У подальшому були виготовлені промислові партії теплообмінних поверхонь. Для здійснення армування під тиском була використана серійна машина лиття під тиском марки 71108 з комплектуючими елементами. При виготовленні дослідних зразків апаратів перевагу віддали конденсатору пари аміаку з повітряним охолодженням та міжступінним охолоджувачам повітря. Вибір типу апарату був невипадковий, тому що експлуатація потужних теплообмінних апаратів з використанням водяної рециркуляційної охолоджуючої системи з градирнями, насосами, вентиляторами, системами кому 49604 12 нікацій крім постійних енерговитрат потребує ще і чималої площі для розміщення обладнання споруд, а також необхідно утримувати обслуговуючий персонал за доглядом комплексу. Апарат повітряного охолодження у таких умовах безальтернативний. Охолоджувачі повітря оборотною водою також виявилися безальтернативними так як забезпечували охолодження повітря між степенями компресорів стиснення в межах заданих параметрів (у відмінності від серійних). Окрім цього забезпечувалися надійність підтримання параметрів і збільшення строку служби. На базі виготовлених армованих елементів були створені теплообмінні апарати повітряного охолодження на підприємствах різних держав СНД і в Україні. Так, до цього часу успішно експлуатуються апарати повітряного охолодження в Одесі на кондитерській фабриці, на холодо- і м'ясокомбінатах, на Одеському припортовому заводі, на Воскресенському ВО «Міндобрива», на нафтохімічному комбінаті у Салаваті (Башкортостан) та ін. Зокрема, наведемо в таблиці деякі характеристики впроваджених апаратів. Таблиця Тип апарату Тепловий потік, кВт Загальна поверхня охолодження, м2 Кількість секцій, шт. Довжина оребреної труби, м Діаметр ребра (вісі еліпсу), мм Матеріал ребер Матеріал труби-заготовки Зовнішній діаметр труби-заготовки, мм Діаметр алюмінієвого чохла на трубі, мм Товщина вершини ребра, мм Товщина у основі ребра, мм Крок між ребрами, мм На підприємствах, де з використанням системи охолоджуваної води с проблеми або бракує надійності підтримання відповідних параметрів технологічного процесу - альтернативою с перехід на систему повітряного охолодження, використан конденсатор охолоджувач повітря 65,0-250,0 1000,0 2500 980 2 1 5 2,5 80 40/69 сплав АЛ-9: СИЛ-0, СИЛ 00 сталь 20 18Х10Т 25 20 28 23 0,8 0,8 1,8 1,6 4,5 4,0 ня теплообмінників з компактною еліпсною формою оребрення. Якщо розглядати використання теплообмінного елементу з теплотехнічно-ексергетичної позиції, то армованій алюмінієвим сплавом поверхні альтернативи не існує. 13 Комп’ютерна верстка А. Рябко 49604 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing reinforced castings of elements of heat exchangers by press moulding
Автори англійськоюChepurnenko Viktor Pavlovych, Lahutin Anatolii Yukhymovych, Hohol Mykola Ivanovych, Chepurnenko Vitalii Arkadiiovych, Hohol Oleksii Mykolaiovych
Назва патенту російськоюСпособ получения армированных отливок элементов теплообменных аппаратов путем литья под давлением
Автори російськоюЧепурненко Виктор Павлович, Лагутин Анатолий Ефимович, Гоголь Николай Иванович, Чепурненко Виталий Аркадьевич, Гоголь Алексей Николаевич
МПК / Мітки
МПК: B22D 17/00, B22D 19/02
Мітки: апаратів, виливків, лиття, одержання, теплообмінних, тиском, спосіб, елементів, шляхом, армованих
Код посилання
<a href="https://ua.patents.su/7-49604-sposib-oderzhannya-armovanikh-vilivkiv-elementiv-teploobminnikh-aparativ-shlyakhom-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання армованих виливків елементів теплообмінних апаратів шляхом лиття під тиском</a>
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Теряєв Олександр Митрофанович, Шенфельд Гліб Глібович, Северенчук Андрій Станіславович, Трухін Микола Олексійович
МПК: B22D 7/00
Мітки: лиття, виливків, спосіб
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Спосіб одержання армованих виливків
Номер патенту: 43695
Опубліковано: 25.08.2009
Автори: Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Болюх Віталій Анатолійович
Мітки: спосіб, одержання, виливків, армованих
Формула / Реферат:
1. Спосіб одержання армованих виливків за моделями, що газифікуються, що включає встановлення в порожнину прес-форми армуючих елементів та їх фіксацію, задування гранул пінополістиролу, спікання в автоклаві, охолодження, складання, фарбування, формування та заливання рідким розплавом, який відрізняється тим, що армуючі елементи виконані у вигляді металевих стрижнів, пластин та вогнетривких волокон.2. Спосіб одержання армованих виливків...
Спосіб капсульного лиття під тиском
Номер патенту: 72130
Опубліковано: 17.01.2005
Автори: Головаченко Віктор Петрович, Жовтий Олександр Миколайович, Зайцев Микола Олександрович, Борисов Георгій Павлович, Вернидуб Анатолій Григорович
МПК: B22D 17/00
Мітки: спосіб, капсульного, тиском, лиття
Формула / Реферат:
Спосіб капсульного лиття під тиском, що включає виготовлення брикетів із гранул, їх нагрівання, заповнення під дією тиску порожнини ливарної форми металом та кристалізацію виливка, який відрізняється тим, що гранули матричного матеріалу брикетів нагрівають до температури двофазного або рідкого стану, який утримується в них завдяки наявності поверхневої окисної плівки (капсули).
Спосіб лиття виливків спокійної сталі
Номер патенту: 86733
Опубліковано: 12.05.2009
Автори: Бенецький Олексій Геннадійович, Буров Іван Валентинович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Трухачов Сергій Юрійович
МПК: B22D 7/00
Мітки: сталі, лиття, виливків, спокійної, спосіб
Формула / Реферат:
Спосіб лиття виливків спокійної сталі, що включає заливання рідкого металу в виливницю з утепленням її бічних робочих поверхонь в її верхній частині або із утеплювальною прибутковою надставкою та утеплення дзеркала металу твердим теплоізолюючим матеріалом, який відрізняється тим, що після закінчення заливання рідкого металу у виливницю як твердий теплоізлюючий матеріал для утеплення дзеркала металу використовують плиту, яку виготовляють з...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B65D 5/72, B29C 45/14
Мітки: тара, яка, пристрій, лиття, має, пакувальна, відкривальний, інструмент, виконаний, тиском, спосіб, литтям, відкривального, пристрою
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Попередній патент: Вертикально-осьове вітроколесо
Наступний патент: Пристрій для моделювання індивідуальної програми лікування, реабілітації та спортивної підготовки спортсменів-інвалідів
Випадковий патент: Спосіб моделювання дозованої стриктури загальної жовчної протоки