Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій



Формула / Реферат
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з другою стороною (9b) пакувального матеріалу, в такий спосіб, що утворюється литтєва порожнина (7); котра охоплює край (8) отвору разом з частиною першої сторони (9а) пакувального матеріалу та з частиною другої сторони (9b) пакувального матеріалу, що знаходяться поблизу краю отвору, при цьому литтєва порожнина (7) має вхідний канал (10) для розплавленого пластику, а з протилежного від входу боку має торцеву щілину (11) для поширення пакувального матеріалу (9) за межi інструмента, і ця торцева щілина (11) розміщена між першою (1а, 1b) і другою (2) частинами інструмента, а вхідний канал (10) змінює свій напрям від першого напряму (F1) потоку в потоковій щілині (5) до другого напряму (F2) потоку всередину литтєвої порожнини (7), який відрізняється тим, що перша частина (1а, 1b) інструмента у вхідному каналі (10), має переважно суцільний дросельний виступ (12), який виступає в напрямі, котрий по суті співпадає із першим напрямом (F1) потоку
2. Iнструмент за п. 1, який відрізняється тим, що верхівка дросельного виступу (12) лежить по суті на одному рівні з центральною лінією (с) торцевої щілини (11), при цьому рівень верхівки дросельного виступу (12) лежить переважно в межах 40%, більш переважно в межах 30%, а найпереважніше в межах 20% від центральної лінії (с), рахуючи відносно ширини торцевої щілини (11).
3. Iнструмент за п. 1 або 2, який відрізняється тим, що перший напрям (F1) потоку і другий напрям (F2) потоку утворюють між собою кут у 20-120°, переважно у 30-110°, а більш переважно у 40-100°.
4. Iнструмент за будь-яким з попередніх пунктів, який відрізняється тим, що дросельний виступ (12) має першу бічну стінку (12а), яка обернена в напрямi потокової щілини (5), де ця перша бічна стінка має поверхню поширення, котра по сутi співпадає iз першим напрямом (F1) потоку, а також другу бічну стінку (12b), яка обернена в бік литтєвої порожнини (7), де ця друга бічна стінка має поверхню поширення, котра знаходиться під кутом по відношенню до першого напряму (F1) потоку i переважно також по відношенню до другого напряму (F2) потоку.
5. Iнструмент за будь-яким з попередніх пунктів, який відрізняється тим, що перша частина (1а, 1b) інструмента має першу ущільнювальну губку (13), якою визначений віддалений від центра кінець литтєвої порожнини (7) для пластику, на першій стороні (9а) пакувального матеріалу, і що друга частина (2) інструмента має другу ущільнювальну губку (14), якою визначений віддалений від центра кінець литтєвої порожнини (7) для пластику на другій стороні (9b) пакувального матеріалу, причому перша ущільнювальна губка (13) переважно розміщена ближче до вхідного каналу (10), ніж згадана друга ущільнювальна губка (14).
6. Iнструмент за п. 5, який відрізняється тим, що верхівка дросельного виступу (12) лежить по суті на одному рівні з кінцем другої ущільнювальної губки (14), переважно в межах 40%, більш переважно в межах 30%, а найпереважніше в межах 20% від рівня кінця другої ущільнювальної губки (14), а найбільш переважно, коли верхівка дросельного виступу (12) лежить нижче рівня кінця другої ущільнювальної губки (14), переважно щонайбільше на 30%, більш переважно щонайбільше на 20%, а найпереважніше щонайбільше на 10% нижче рівня кінця ущільнювальної губки (14), рахуючи відносно ширини щілини між ущільнювальними губками (13, 14).
7. Інструмент за п. 5 або 6, який відрізняється тим, що величина х в литтєвій порожнині (7), виміряна як відстань між рівнем кінця другої ущільнювальної губки (14) і найнижчою точкою литтєвої порожнини (7) у другій частині (2) інструмента, більша величини у литтєвій порожнині (7), виміряної як відстань між рівнем кінця першої ущільнювальної губки (13) і найвищою точкою литтєвої порожнини (7) у першій частині (1а, 1b) інструмента, переважно х>у>0,5х, більш переважно х>у>0,6х, і найпереважніше х>у>0,7х.
8. Iнструмент за будь-яким з пунктів від 5 до 7, який відрізняється тим, що перша частина (1а, 1b) інструмента має роздільні канавки (15), які розміщені з проміжками i знаходяться між дросельним виступом (12) і першою ущільнювальною губкою (13).
9. Спосіб лиття під тиском відкривального пристрою (20) з пластику в отворі в пакувальному матеріалі (9), що має форму листа або смуги, де отвором утворений край (8), який, при литті під тиском, охоплений литтєвою порожниною (7), де ця литтєва порожнина так само охоплює частину першої сторони (9а) пакувального матеріалу та частину другої сторони (9b) пакувального матеріалу, що знаходяться поблизу краю отвору, і де ця литтєва порожнина (7) має вхідний канал (10) для розплавленого пластику, а з протилежного від входу боку має торцеву щілину (11) для поширення пакувального матеріалу за межі литтєвої порожнини, причому потік розплавленого пластику відхиляється у вхідному каналі (10) від першого напряму (F1) потоку до другого напряму (F2) потоку всередину литтєвої порожнини (7), який відрізняється тим, що потік розплавленого пластику, у згаданому вхідному каналі (10), спрямовують повз переважно суцільний дросельний виступ (12), який виступає в напрямі, котрий по суті співпадає із першим напрямом (F1) потоку.
10. Спосіб за п. 9, який відрізняється тим, що потік розплавленого пластику спрямовують повз верхівку дросельного виступу (12), який лежить по суті на одному рівнi з центральною лінією (с) торцевої щілини (11), при цьому рівень верхівки дросельного виступу (12) лежить переважно в межах 40%, більш переважно в межах 30%, а найпереважніше в межах 20% від центральної лінії (с), рахуючи відносно ширини торцевої щілини (11).
11. Спосіб за п. 9 або 10, який відрізняється тим, що перший напрям (F1) потоку i другий напрям (F2) потоку утворюють між собою кут у 20-120°, переважно у 30-110°, а більш переважно у 40-100°.
12. Спосіб за будь-яким пунктом від 9 до 11, який відрізняється тим, що пакувальний матеріал (9) і край (8) отвору розміщують у литтєвій порожнині (7) з допомогою ущільнювальних губок (13, 14), які, відповідно, упираються в першу (9а) і другу (9b) сторони пакувального матеріалу, а також переважно з допомогою роздільних канавок (15), які розміщені з проміжками на першій стороні пакувального матеріалу і знаходяться між дросельним виступом (12) і ущільнювальною губкою (13) на першій стороні (9а) пакувального матеріалу.
13. Пакувальна тара, котра має виконаний литтям під тиском відкривальний пристрiй (20) з пластику, розміщений в отворі у пакувальному матеріалі (9), призначеному для пакувальної тари, де отвором утворений край (8), який охоплений частиною (7') відкривального пристрою (20) разом з частиною першої сторони (9а) пакувального матеріалу та частиною другої сторони (9b) пакувального матеріалу, що знаходяться поблизу краю отвору, причому охоплююча частина (7') своїм одним кінцем орієнтована від краю (8) отвору i закінчується відхиленою частиною (10') з відхиленням від другого головного напряму (U2) поширення охоплюючої частини до першого головного напряму (U1) поширення крайової частини (5') відкривального пристрою, яка відрізняється тим, що має видовжену і переважно суцільну западину 12' у відкривальному пристрої (20) біля відігнутої частини (10'), причому ця западина має напрям у глибину, який по суті співпадає із першим напрямом (U1) поширення крайової частини.
14. Пакувальна тара за п. 13, яка відрізняється тим, що дно западини (12') лежить по суті на рівні центральної лінії (с) поширення пакувального матеріалу (9) за межі охоплюючої частини (7'), при цьому рівень дна западини лежить переважно в межах 40%, більш переважно в межах 30%, а найпереважніше в межах 20% від центральної лінії (с), рахуючи відносно товщини пакувального матеріалу.
15. Пакувальна тара за п. 13, яка відрізняється тим, що дно западини (12') лежить по суті на рівні другої сторони (9b) пакувального матеріалу поблизу краю (8) отвору, переважно в межах 40%, більш переважно в межах 30%, а найпереважніше в межах 20% від рівня другої сторони (9b) пакувального матеріалу поблизу краю (8) отвору, а найбільш переважно, коли дно западини (12') лежить нижче рівня другої сторони (9b) пакувального матеріалу поблизу краю (8) отвору, переважно щонайбільше на 30%, більш переважно щонайбільше на 20%, а найпереважніше щонайбільше на 10% нижче рівня другої сторони (9b) пакувального матеріалу поблизу краю (8) отвору, рахуючи відносно товщини пакувального матеріалу.
16. Пакувальна тара за будь-яким пунктом від 13 до 15, яка відрізняється тим, що перший напрям (U1) поширення і другий напрям (U2) поширення утворюють між собою кут у 20-120°, переважно у 30-110°, а більш переважно у 40-100°.
17. Пакувальна тара за будь-яким пунктом від 13 до 16, яка відрізняється тим, що западина (12') має першу бічну стінку (12а'), обернену до крайової частини (5'), де ця перша бічна стінка має поверхню поширення, яка по суті співпадає з першим напрямом (U1) поширення, а також другу бічну стінку (Ub'), обернену до охоплюючої частини (7'), де ця друга бічна стінка (12b') має поверхню поширення, яка знаходиться під кутом по відношенню до першого напряму (U1) поширення і переважно також по відношенню до другого напряму (U2) поширення.
18. Пакувальна тара за будь-яким пунктом від 13 до 17, яка відрізняється тим, що охоплююча частина (7') у другому фланці (7'b) на другій стороні (9b) пакувального матеріалу, котрою визначена внутрішня сторона пакувальної тари, поширюється назовні далі від краю (8) отвору, ніж у першому фланці (7'а) на першій стороні (9а) пакувального матеріалу, котрою визначена зовнішня сторона пакувальної тари.
19. Пакувальна тара за п. 18, яка відрізняється тим, що другий фланець (7'b) має товщину х, яка більше товщини першого фланця (7'а), переважно х>у>0,5х, більш переважно х>у>0,6х, і найпереважніше х>у>0,7х.
20. Пакувальна тара за будь-яким пунктом від 13 до 18, яка відрізняється тим, що охоплююча частина (7') має заглиблення (15'), які розміщені з проміжками на першій стороні (9а) пакувального матеріалу, котрою визначена зовнішня сторона пакувальної тари, причому в цих заглибленнях (15') охоплююча частина (7') переважно закінчується на краю (8) отвору.
Текст
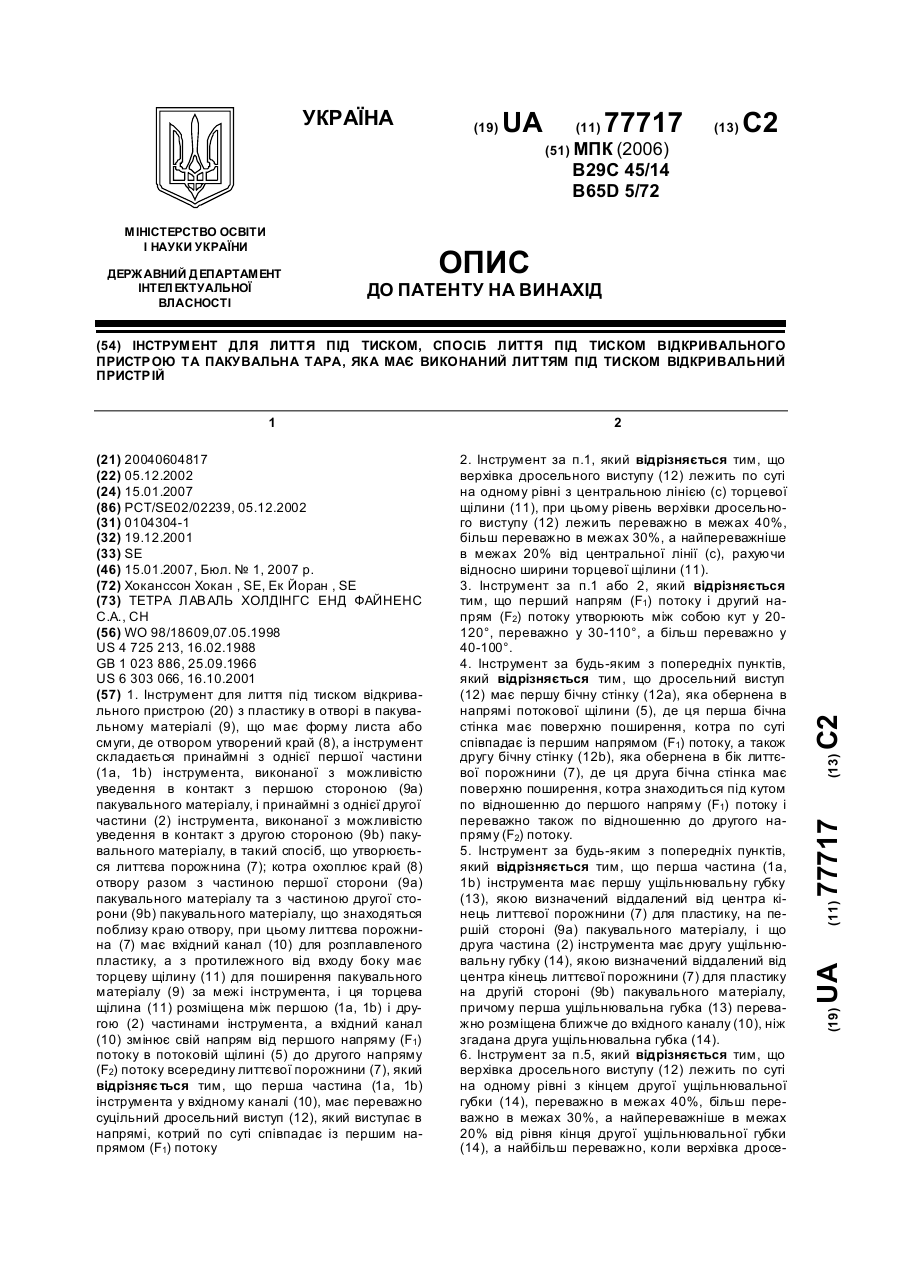
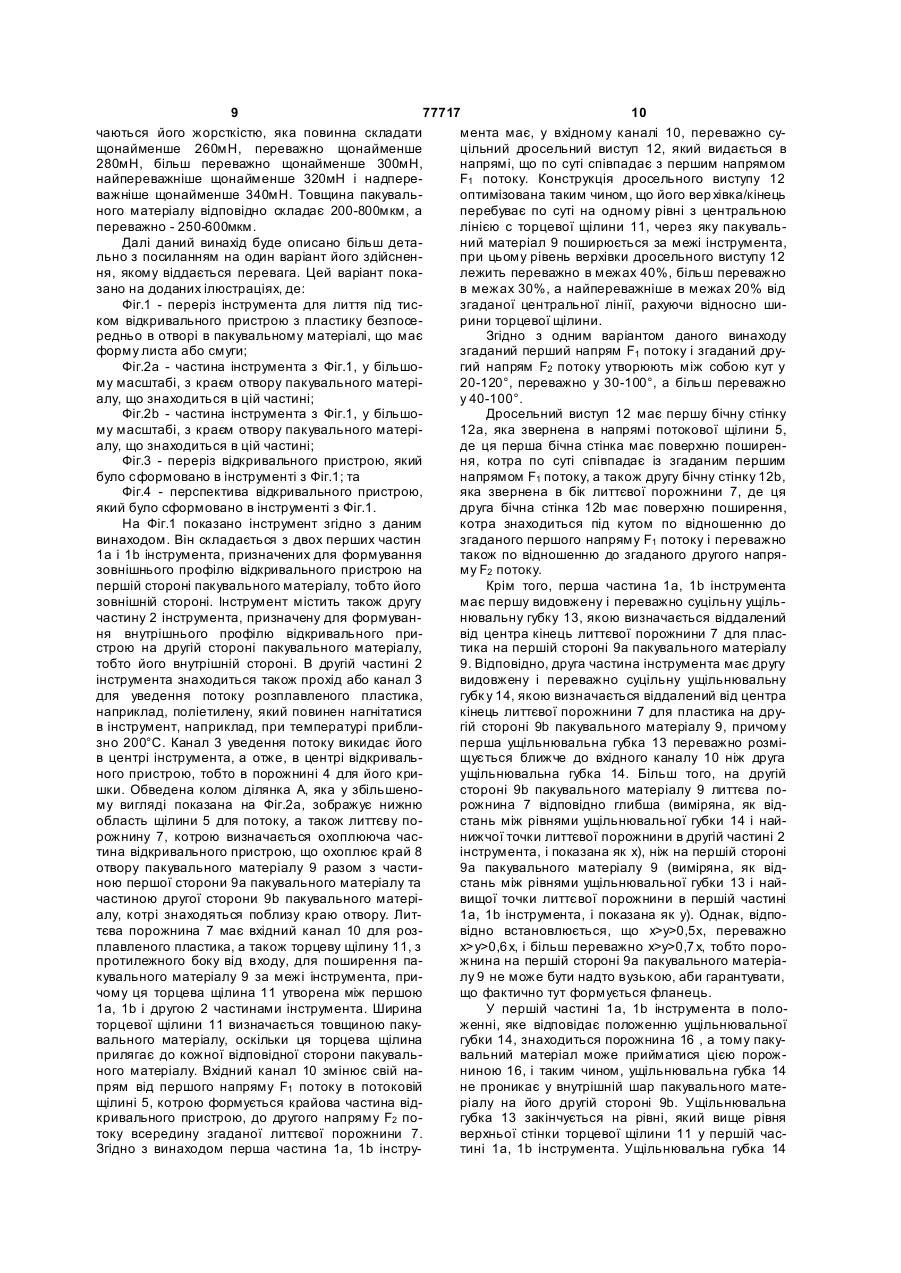
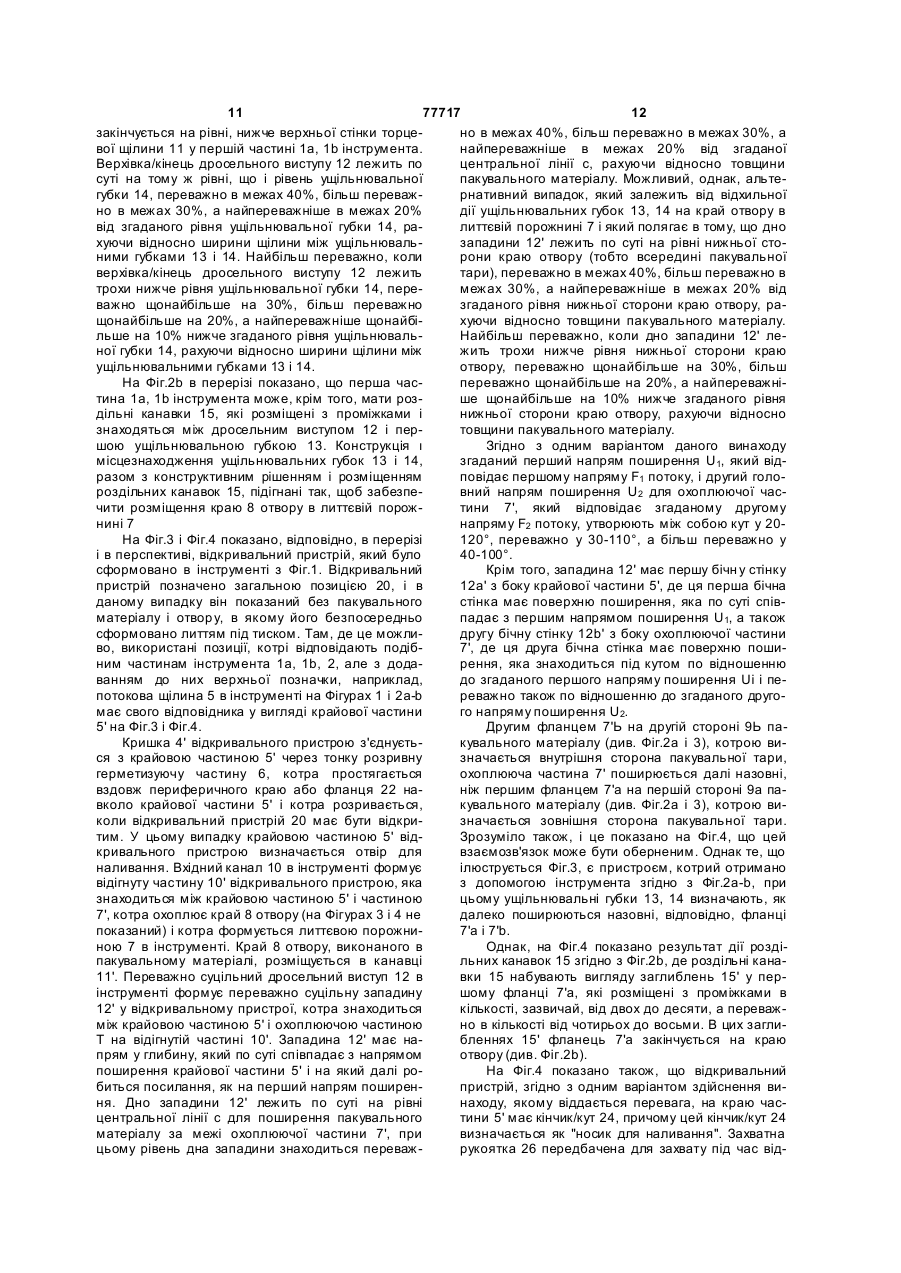
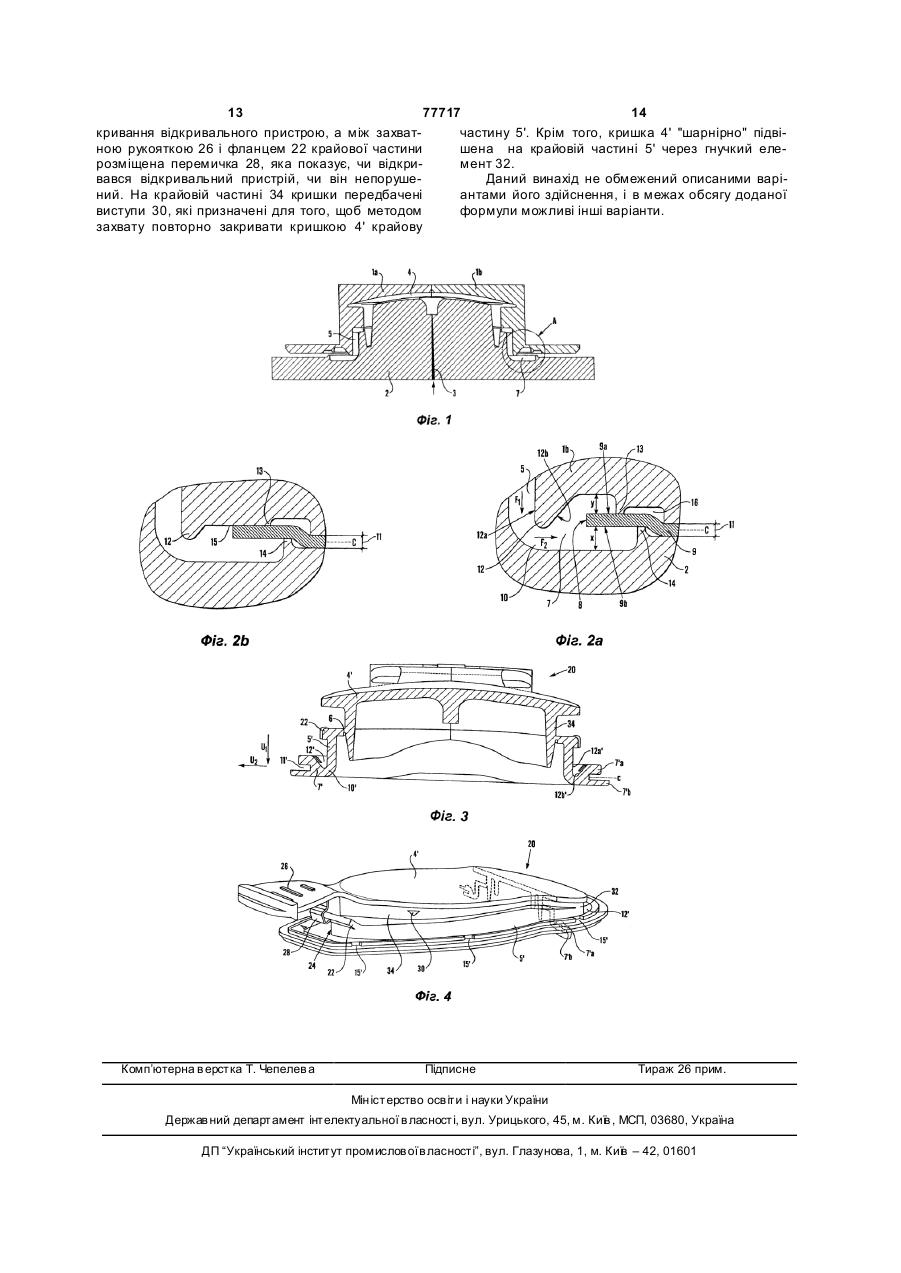
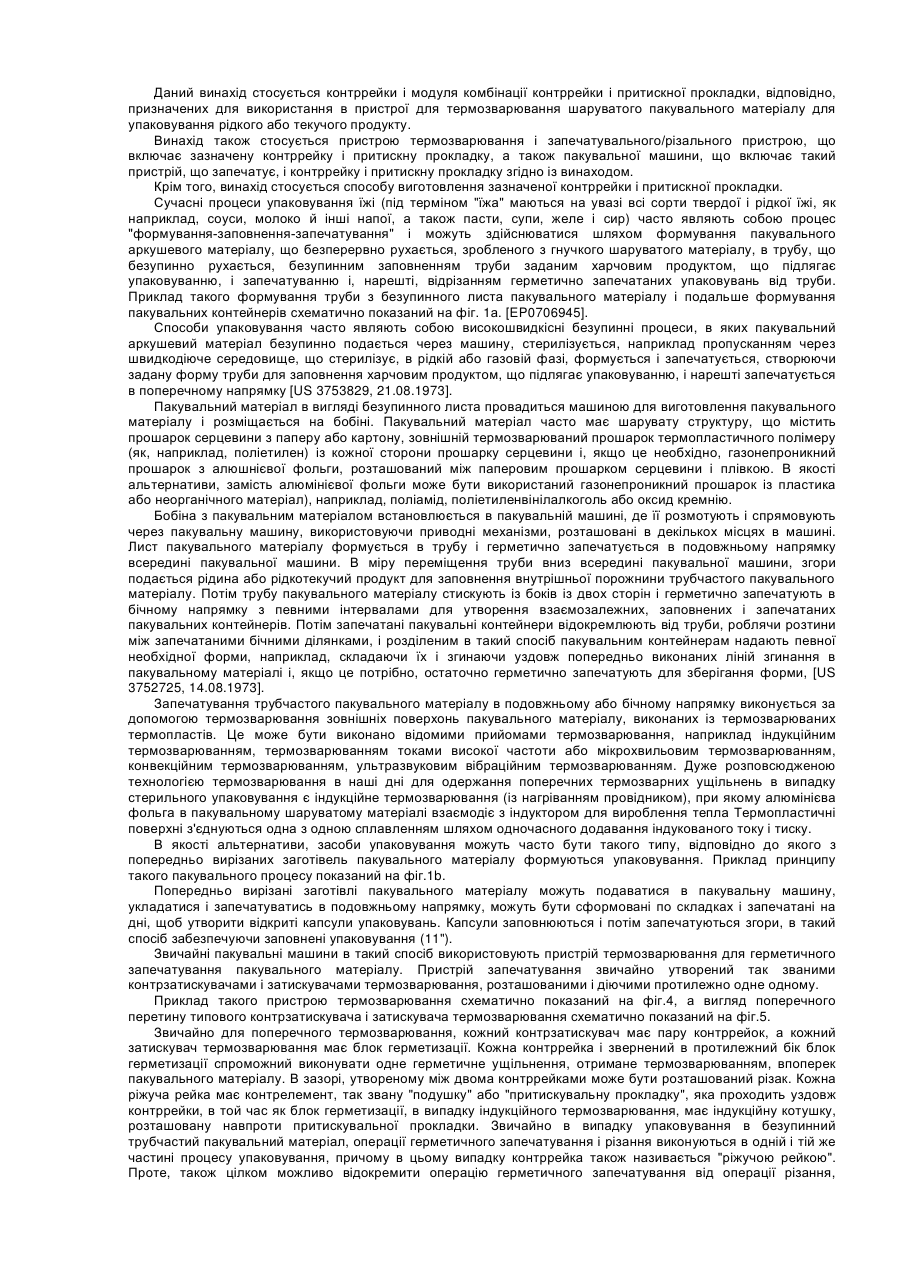
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з другою стороною (9b) пакувального матеріалу, в такий спосіб, що утворюється литтєва порожнина (7); котра охоплює край (8) отвору разом з частиною першої сторони (9а) пакувального матеріалу та з частиною другої сторони (9b) пакувального матеріалу, що знаходяться поблизу краю отвору, при цьому литтєва порожнина (7) має вхідний канал (10) для розплавленого пластику, а з протилежного від входу боку має торцеву щілину (11) для поширення пакувального матеріалу (9) за межi інструмента, і ця торцева щілина (11) розміщена між першою (1а, 1b) і другою (2) частинами інструмента, а вхідний канал (10) змінює свій напрям від першого напряму (F1) потоку в потоковій щілині (5) до другого напряму (F2) потоку всередину литтєвої порожнини (7), який відрізняє ться тим, що перша частина (1а, 1b) інструмента у вхідному каналі (10), має переважно суцільний дросельний виступ (12), який виступає в напрямі, котрий по суті співпадає із першим напрямом (F1) потоку 2 (19) 1 3 77717 4 льного виступу (12) лежить нижче рівня кінця друміщені з проміжками на першій стороні пакувальгої ущільнювальної губки (14), переважно щонайного матеріалу і знаходяться між дросельним більше на 30%, більш переважно щонайбільше на виступом (12) і ущільнювальною губкою (13) на 20%, а найпереважніше щонайбільше на 10% нипершій стороні (9а) пакувального матеріалу. жче рівня кінця ущільнювальної губки (14), рахую13. Пакувальна тара, котра має виконаний литтям чи відносно ширини щілини між ущільнювальними під тиском відкривальний пристрiй (20) з пластику, губками (13, 14). розміщений в отворі у пакувальному матеріалі (9), 7. Інструмент за п.5 або 6, який відрізняється призначеному для пакувальної тари, де отвором тим, що величина х в литтєвій порожнині (7), виміутворений край (8), який охоплений частиною (7') ряна як відстань між рівнем кінця другої ущільнювідкривального пристрою (20) разом з частиною вальної губки (14) і найнижчою точкою литтєвої першої сторони (9а) пакувального матеріалу та порожнини (7) у другій частині (2) інструмента, частиною другої сторони (9b) пакувального матебільша величини у литтєвій порожнині (7), виміряріалу, що знаходяться поблизу краю отвору, приної як відстань між рівнем кінця першої ущільнючому охоплююча частина (7') своїм одним кінцем вальної губки (13) і найвищою точкою литтєвої орієнтована від краю (8) отвору i закінчується відпорожнини (7) у першій частині (1а, 1b) інструменхиленою частиною (10') з відхиленням від другого та, переважно х>у>0,5 х, більш переважно головного напряму (U2) поширення охоплюючої х>у>0,6 х, і найпереважніше х>у>0,7 х. частини до першого головного напряму (U1) поши8. Iнструмент за будь-яким з пунктів від 5 до 7, рення крайової частини (5') відкривального приякий відрізняється тим, що перша частина (1а, строю, яка відрізняється тим, що має видовжену і 1b) інструмента має роздільні канавки (15), які переважно суцільну западину 12' у відкривальному розміщені з проміжками i знаходяться між дросепристрої (20) біля відігнутої частини (10'), причому льним виступом (12) і першою ущільнювальною ця западина має напрям у глибину, який по суті губкою (13). співпадає із першим напрямом (U1) поширення 9. Спосіб лиття під тиском відкривального прикрайової частини. строю (20) з пластику в отворі в пакувальному ма14. Пакувальна тара за п.13, яка відрізняється теріалі (9), що має форму листа або смуги, де оттим, що дно западини (12') лежить по суті на рівні вором утворений край (8), який, при литті під центральної лінії (с) поширення пакувального матиском, охоплений литтєвою порожниною (7), де теріалу (9) за межі охоплюючої частини (7'), при ця литтєва порожнина так само охоплює частину цьому рівень дна западини лежить переважно в першої сторони (9а) пакувального матеріалу та межах 40%, більш переважно в межах 30%, а найчастину др угої сторони (9b) пакувального матеріапереважніше в межах 20% від центральної лінії (с), лу, що знаходяться поблизу краю отвору, і де ця рахуючи відносно товщини пакувального мАлиттєва порожнина (7) має вхідний канал (10) для теріалу. розплавленого пластику, а з протилежного від 15. Пакувальна тара за п.13, яка відрізняється входу боку має торцеву щілину (11) для поширентим, що дно западини (12') лежить по суті на рівні ня пакувального матеріалу за межі литтєвої породругої сторони (9b) пакувального матеріалу пожнини, причому потік розплавленого пластику відблизу краю (8) отвору, переважно в межах 40%, хиляється у вхідному каналі (10) від першого більш переважно в межах 30%, а найпереважніше напряму (F1) потоку до другого напряму (F2) потоку в межах 20% від рівня другої сторони (9b) пакувавсередину литтєвої порожнини (7), який відрізняльного матеріалу поблизу краю (8) отвору, а найється тим, що потік розплавленого пластику, у більш переважно, коли дно западини (12') лежить згаданому вхідному каналі (10), спрямовують повз нижче рівня другої сторони (9b) пакувального мапереважно суцільний дросельний виступ (12), який теріалу поблизу краю (8) отвору, переважно щовиступає в напрямі, котрий по суті співпадає із найбільше на 30%, більш переважно щонайбільше першим напрямом (F1) потоку. на 20%, а найпереважніше щонайбільше на 10% 10. Спосіб за п.9, який відрізняється тим, що понижче рівня другої сторони (9b) пакувального матік розплавленого пластику спрямовують повз теріалу поблизу краю (8) отвору, рахуючи відносно верхівку дросельного виступу (12), який лежить по товщини пакувального матеріалу. суті на одному рівнi з центральною лінією (с) тор16. Пакувальна тара за будь-яким пунктом від 13 цевої щілини (11), при цьому рівень верхівки дродо 15, яка відрізняється тим, що перший напрям сельного виступу (12) лежить переважно в межах (U1) поширення і другий напрям (U2) поширення 40%, більш переважно в межах 30%, а найпереутворюють між собою кут у 20-120°, переважно у важніше в межах 20% від центральної лінії (с), 30-110°, а більш переважно у 40-100°. рахуючи відносно ширини торцевої щілини (11). 17. Пакувальна тара за будь-яким пунктом від 13 11. Спосіб за п.9 або 10, який відрізняється тим, до 16, яка відрізняється тим, що западина (12') що перший напрям (F1) потоку i другий напрям (F2) має першу бічну стінку (12а'), обернену до крайопотоку утворюють між собою кут у 20-120°, перевої частини (5'), де ця перша бічна стінка має поважно у 30-110°, а більш переважно у 40-100°. верхню поширення, яка по суті співпадає з першим 12. Спосіб за будь-яким пунктом від 9 до 11, який напрямом (U1) поширення, а також другу бічну відрізняє ться тим, що пакувальний матеріал (9) і стінку (Ub'), обернену до охоплюючої частини (7'), край (8) отвору розміщують у литтєвій порожнині де ця друга бічна стінка (12b') має поверхню по(7) з допомогою ущільнювальних губок (13, 14), які, ширення, яка знаходиться під кутом по відношенвідповідно, упираються в першу (9а) і другу (9b) ню до першого напряму (U1) поширення і перевасторони пакувального матеріалу, а також переважно також по відношенню до другого напряму (U2) жно з допомогою роздільних канавок (15), які розпоширення. 5 77717 6 18. Пакувальна тара за будь-яким пунктом від 13 більше товщини першого фланця (7'а), переважно до 17, яка відрізняється тим, що охоплююча часх>у>0,5 х, більш переважно х>у>0,6х, і найпереватина (7') у другому фланці (7'b) на другій стороні жніше х>у>0,7 х. (9b) пакувального матеріалу, котрою визначена 20. Пакувальна тара за будь-яким пунктом від 13 внутрішня сторона пакувальної тари, поширюється до 18, яка відрізняється тим, що охоплююча часназовні далі від краю (8) отвору, ніж у першому тина (7') має заглиблення (15'), які розміщені з фланці (7'а) на першій стороні (9а) пакувального проміжками на першій стороні (9а) пакувального матеріалу, котрою визначена зовнішня сторона матеріалу, котрою визначена зовнішня сторона пакувальної тари. пакувальної тари, причому в цих заглибленнях 19. Пакувальна тара за п.18, яка відрізняється (15') охоплююча частина (7') переважно закінчутим, що другий фланець (7'b) має товщину х, яка ється на краю (8) отвору. Даний винахід стосується інструмента для лиття під тиском відкривального пристрою з пластику безпосередньо в отворі в пакувальному матеріалі, що має форму листа або смуги, причому отвором окреслюється край отвору, а інструмент складається принаймні з однієї першої частини інструмента, призначеної для її уведення в контакт з першою стороною пакувального матеріалу, і принаймні з однієї другої частини інструмента, призначеної для уведення в контакт з другою стороною пакувального матеріалу в такий спосіб, що утворюється литтєва порожнина, котра охоплює згаданий край отвору разом з частиною першої сторони пакувального матеріалу та з частиною другої сторони пакувального матеріалу, які знаходяться поблизу краю отвору. Литтєва порожнина має вхідний канал для розплавленого пластику, а з протилежного боку від входу має торцеву щілину для поширення пакувального матеріалу за межі інструмента, причому ця торцева щілина розташована між першою і другою частинами інструмента. Вхідний канал змінює свій напрям від першого напряму потоку в потоковій щілині, котрою визначається крайова частина відкривального пристрою, що має бути сформованим, до другого напряму потоку всередину згаданої литтєвої порожнини, котрою визначається охоплююча частина навколо краю отвору у відкривальному пристрої. Даний винахід стосується також способу лиття під тиском відкривального пристрою безпосередньо в отворі в пакувальному матеріалі, що має форму листа або смуги, а також стосується пакувальної тари, яка оснащена відкривальним пристроєм, виконаним литтям під тиском згідно з даним винаходом. Пакувальна тара і її відкривальний пристрій призначені, головним чином, для таких розливних харчових продуктів, як плодовоягідні соки, молоко, вино, томатний соус тощо. Типова пакувальна тара для розливних харчових продуктів являє собою упаковку у формі паралелепіпеда, котра відома під товарним знаком Tetra Brik® і формується шляхом згинання і зварювання ламінованого пакувального матеріалу, що має форму смуги. Ламінований пакувальний матеріал складається з шару волокнистого матеріалу, наприклад, паперу або картону, покритого з обох боків термопластичним матеріалом, наприклад, поліетиленом. Якщо пакувальна тара є асептичною пакувальною тарою для довготривалого зберігання харчових продуктів, як наприклад, мо лока ультрависокої пастеризації, то пакувальний матеріал містить також шар захисного матеріалу, наприклад, алюмінієвої фольги (Alifoil), який у свою чергу покривається шаром термопластичного матеріалу, котрий виконує роль внутрішньої поверхні пакувальної тари, тобто тієї поверхні, що контактує з харчовим продуктом. Якщо пакувальна тара призначена для утримування пастеризованого продукту, котрий зберігається в холодильнику, то захисний шар зазвичай відсутній. Подібна пакувальна тара виготовляється в повністю автоматичних машинах, де із смуги пакувального матеріалу формується суцільна труба. Смуга пакувального матеріалу при необхідності стерилізується і подається до пристрою формування, де вона згинається у поздовжньому напрямі і термозварюється з метою формування труби. Після цього труба заповнюється харчовим продуктом, а потім термозварюється поперечним швом, по якому згодом розрізається для утворення подушкоподібних упаковок, які в подальшому піддаються механічному формуванню згинанням з утворенням завершеної пакувальної тари у формі паралелепіпеда. Альтернативно, пакувальний матеріал може бути порізаним на листові заготовки, які формуються обгортанням на оправках з утворенням пакувальної тари. Далі такі упаковки заповнюються харчовим продуктом і термозварюються. Одним з відомих прикладів пакувальної тари цього виду є так звані "гостроверхі" упаковки, котрі відомі також, як Tetra Rex®. Відомо, що пакувальну тару будь-якого вищезгаданого типу оснащають відкривальним пристроєм багаторазової дії, який виконується литтям під тиском безпосередньо в отворі у пакувальному матеріалі перед тим, як його перетворюють у пакувальну тару. В цьому випадку гарячий пластик сплавляється з термопластичним шаром на пакувальному матеріалі, внаслідок чого утворюється щільний відкривальний пристрій. Такий відкривальний пристрій містить крайову частин у, якою визначається отвір для наливання, а також кришку, котра "шарнірним"/гнучким елементом прикріплена до крайової частини. Коли відкривальний пристрій виконують литтям під тиском, кришка виготовляється як єдине ціле з крайовою частиною і щільно з'єднана з нею через тонку розривну герметизуючу частину, котра простягається вздовж периферії навколо крайової частини. Як тільки ця гермети 7 77717 8 зуюча частина розривається, кришка може перез тим, що в папір на краю отвору може проникати міщатися між відкритим положенням і закритим волога і/або що край отвору піднімається. Обидва положенням, в якому вона взаємодіє з крайовою випадки небажані - якщо в папір проникає волога, частиною так, що стає по суті щільною для рідини. то він набухає і в найгіршому варіанті вкривається Відкривальний пристрій розглядуваного тут цвіллю, що кінцевим споживачем розцінюється як виду показано [в документі ЕР 00111550.0]. [У донегігієнічність. Якщо край отвору піднімається, то кументі WO 98/18609] також описано відкривальце справляє враження дешевої і простої упаковки, ний пристрій відповідного типу, тут розглядається і в той же час це спричинює ризик руйнування питання, як край отвору, в якому має бути встаноконфігураційної стабільності пакувальної тари, влений цей відкривальний пристрій, може розміособливо на загнутих краях та кутках поблизу відщуватися в ли ттєвій порожнині інструмента для кривального пристрою. лиття під тиском. У даному випадку предметом Задача даного винаходу полягає в тому, щоб винаходу, у варіанті здійснення згідно з Фіг.6, є те, подолати вищеописаний комплекс проблем. Зокщо відкривальний пристрій охоплює частину біля рема, задачею даного винаходу є запропонувати краю отвору, а саме ту, котра оточує край отвору, пакувальну тару з відкривальним пристроєм, який разом з частиною першої сторони пакувального виконано литтям під тиском безпосередньо у відматеріалу та з частиною др угої сторони пакувалькритому отворі в пакувальному матеріалі і який ного матеріалу, котрі знаходяться поблизу краю має надійну та відтворювану у формуванні охопотвору. Однак, виявилося, що потужний потік плалюючу частину навколо краю отвору, причому стика, який при литті під тиском входить через охоплююча частина охоплює згаданий край отвору канал для потоку, котрим окреслюється крайова разом з частиною першої сторони краю. Задачею частина відкривального пристрою, призводить до даного винаходу є також запропонувати інструризику розриву краю отвору та/або його неконтромент для лиття під тиском та спосіб лиття під тисльованого загинання, внаслідок чого край отвору ком, який усуває або принаймні зменшує вищезгазаважає потоку пластика проходити в той, чи індані проблеми, властиві процесу лиття під тиском, ший бік литтєвої порожнини інструмента, якою та, як наслідок, проблеми пакувальної тари. визначається охоплююча частина. В даному випаЦі та інші цілі досягаються з допомогою індку існує серйозний ризик, що охоплююча частина струмента, способу та пакувальної тари згідно з буде неконтрольовано погано формуватися і буде даним винаходом так, як вони визначені в доданій сформована або зовні пакувальної тари та/або формулі. всередині неї. Концепція винаходу ґр унтується на ідеї, що [В патенті США 4,725,213] показано ще один потік пластика всередину литтєвої порожнини інвідкривальний пристрій, в якому згідно з варіантом струмента, котрою визначається охоплююча часйого здійснення з Фіг.7, крайова частина відсутня, і тина відкривального пристрою, спрямовується з в цьому випадку кришка занурюється безпосереддопомогою дросельного виступу, що видається в ньо в охоплюючу частину. В цьому прикладі між тому ж напрямі, в якому рухається первинний потік кришкою і охоплюючою частиною знаходиться всередину вхідного каналу в литтєву порожнину. ослаблення, яке має вигляд тонкої розривної герЗа рахунок оптимізації конструкції цього дросельметизуючої частини, котра повинна розриватися ного виступ у потік пластика може бути спрямовапри відкриванні відкривального пристрою. Недоліним таким чином, що пріоритетно буде формуваком, притаманним відкривальному пристрою згідно тися внутрішня область (тобто область з [з патентом США 4,725,213], є те, що під час опевнутрішньої сторони пакувальної тари) охоплююрації лиття під тиском пріоритет віддається зовнічої частини порівняно із зовнішньою її областю, і в шній стороні охоплюючої частини, тобто тій сторотой же час гарантується, що зовнішня область ні, котра розміщена зовні пакувальної тари, фактично формується без краю отвору, загнутого порівняно з внутрішньою стороною охоплюючої так, щоб він заважав потоку пластика. Зокрема, це частини, при цьому виникає ризик, що внутрішня знайшло своє втілення в тому, що конструкція сторона буде неповністю сформована. Це значна дросельного виступу оптимізована так, що його обставина, оскільки у потужному потоці пластика, верхівка/кінець лежить по суті на одному рівні з край отвору піддається ризику бути відігнутим у бік центральною лінією торцевої щілини, через яку нижньої області литтєвої порожнини інструмента, пакувальний матеріал поширюється за межі інкотрою визначається внутрішня сторона охоплююструмента. Крім того, згідно з одним варіантом чої частини, при цьому краєм отвору буде перепиздійснення винаходу, якому віддається перевага, нятися потік пластика в цю нижню область. Це не ризик загинання ще більше зменшується за рахуможна розглядати, ні як оптимальний результат, ні нок ущільнювальних губок і роздільних канавок в як прийнятний, оскільки формування і конструкція інструменті, які спроектовані і розміщені в ньому з внутрішньої частини є найбільш важливими для метою зменшення або усунення загинання краю щільності відкривального пристрою в нерозірваотвору. ному стані, тобто при зберіганні і транспортуванні. У сформованій пакувальній тарі дросельний Незважаючи на вищевикладене, важливо тавиступ інструмента матиме вигляд западини між кож, щоб була зовнішня частина, котра охоплює охоплюючою частиною відкривального пристрою і край отвору і частково зовнішню сторону пакувайого крайовою частиною. льної тари поблизу краю отвору. Мотивом для Пакувальним матеріалом для пакувальної тацього є те, що у разі відсутності такої зовнішньої ри переважно є ламінований пакувальний матерічастини, наприклад, як це показано на Фіг.5 [докуал виду, описаного вище в розділі "Рівень техніки". мента WO 98/18609], виникає проблема, пов'язана Відповідні розміри пакувального матеріалу визна 9 77717 10 чаються його жорсткістю, яка повинна складати мента має, у вхідному каналі 10, переважно сущонайменше 260мН, переважно щонайменше цільний дросельний виступ 12, який видається в 280мН, більш переважно щонайменше 300мН, напрямі, що по суті співпадає з першим напрямом найпереважніше щонайменше 320мН і надпереF1 потоку. Конструкція дросельного виступу 12 важніше щонайменше 340мН. Товщина пакувальоптимізована таким чином, що його вер хівка/кінець ного матеріалу відповідно складає 200-800мкм, а перебуває по суті на одному рівні з центральною переважно - 250-600мкм. лінією с торцевої щілини 11, через яку пакувальДалі даний винахід буде описано більш детаний матеріал 9 поширюється за межі інструмента, льно з посиланням на один варіант його здійсненпри цьому рівень верхівки дросельного виступу 12 ня, якому віддається перевага. Цей варіант покалежить переважно в межах 40%, більш переважно зано на доданих ілюстраціях, де: в межах 30%, а найпереважніше в межах 20% від Фіг.1 - переріз інструмента для лиття під тисзгаданої центральної лінії, рахуючи відносно шиком відкривального пристрою з пластику безпосерини торцевої щілини. редньо в отворі в пакувальному матеріалі, що має Згідно з одним варіантом даного винаходу форму листа або смуги; згаданий перший напрям F1 потоку і згаданий друФіг.2а - частина інструмента з Фіг.1, у більшогий напрям F2 потоку утворюють між собою кут у му масштабі, з краєм отвору пакувального матері20-120°, переважно у 30-100°, а більш переважно алу, що знаходиться в цій частині; у 40-100°. Фіг.2b - частина інструмента з Фіг.1, у більшоДросельний виступ 12 має першу бічну стінку му масштабі, з краєм отвору пакувального матері12а, яка звернена в напрямі потокової щілини 5, алу, що знаходиться в цій частині; де ця перша бічна стінка має поверхню поширенФіг.3 - переріз відкривального пристрою, який ня, котра по суті співпадає із згаданим першим було сформовано в інструменті з Фіг.1; та напрямом F1 потоку, а також другу бічну стінку 12b, Фіг.4 - перспектива відкривального пристрою, яка звернена в бік литтєвої порожнини 7, де ця який було сформовано в інструменті з Фіг.1. друга бічна стінка 12b має поверхню поширення, На Фіг.1 показано інструмент згідно з даним котра знаходиться під кутом по відношенню до винаходом. Він складається з двох перших частин згаданого першого напряму F1 потоку і переважно 1а і 1b інструмента, призначених для формування також по відношенню до згаданого другого напрязовнішнього профілю відкривального пристрою на му F2 потоку. першій стороні пакувального матеріалу, тобто його Крім того, перша частина 1а, 1b інструмента зовнішній стороні. Інструмент містить також другу має першу видовжену і переважно суцільну ущільчастину 2 інструмента, призначену для формуваннювальну губку 13, якою визначається віддалений ня внутрішнього профілю відкривального привід центра кінець литтєвої порожнини 7 для пласстрою на другій стороні пакувального матеріалу, тика на першій стороні 9а пакувального матеріалу тобто його внутрішній стороні. В другій частині 2 9. Відповідно, друга частина інструмента має другу інструмента знаходиться також прохід або канал 3 видовжену і переважно суцільну ущільнювальну для уведення потоку розплавленого пластика, губк у 14, якою визначається віддалений від центра наприклад, поліетилену, який повинен нагнітатися кінець литтєвої порожнини 7 для пластика на друв інструмент, наприклад, при температурі приблигій стороні 9b пакувального матеріалу 9, причому зно 200°С. Канал 3 уведення потоку викидає його перша ущільнювальна губка 13 переважно розмів центрі інструмента, а отже, в центрі відкривальщується ближче до вхідного каналу 10 ніж друга ного пристрою, тобто в порожнині 4 для його криущільнювальна губка 14. Більш того, на другій шки. Обведена колом ділянка А, яка у збільшеностороні 9b пакувального матеріалу 9 литтєва пому вигляді показана на Фіг.2а, зображує нижню рожнина 7 відповідно глибша (виміряна, як відобласть щілини 5 для потоку, а також литтєву постань між рівнями ущільнювальної губки 14 i найрожнину 7, котрою визначається охоплююча часнижчої точки литтєвої порожнини в другій частині 2 тина відкривального пристрою, що охоплює край 8 інструмента, i показана як х), ніж на першій стороні отвору пакувального матеріалу 9 разом з части9а пакувального матеріалу 9 (виміряна, як відною першої сторони 9а пакувального матеріалу та стань між рівнями ущільнювальної губки 13 і найчастиною другої сторони 9b пакувального матерівищої точки литтєвої порожнини в першій частині алу, котрі знаходяться поблизу краю отвору. Лит1а, 1b інструмента, і показана як у). Однак, відпотєва порожнина 7 має вхідний канал 10 для розвідно встановлюється, що х>у>0,5х, переважно плавленого пластика, а також торцеву щілину 11, з х>у>0,6 х, і більш переважно х>у>0,7 х, тобто поропротилежного боку від входу, для поширення пажнина на першій стороні 9а пакувального матеріакувального матеріалу 9 за межі інструмента, прилу 9 не може бути надто вузькою, аби гарантувати, чому ця торцева щілина 11 утворена між першою що фактично тут формується фланець. 1а, 1b і другою 2 частинами інструмента. Ширина У першій частині 1а, 1b інструмента в полоторцевої щілини 11 визначається товщиною пакуженні, яке відповідає положенню ущільнювальної вального матеріалу, оскільки ця торцева щілина губки 14, знаходиться порожнина 16 , а тому пакуприлягає до кожної відповідної сторони пакувальвальний матеріал може прийматися цією порожного матеріалу. Вхідний канал 10 змінює свій наниною 16, і таким чином, ущільнювальна губка 14 прям від першого напряму F1 потоку в потоковій не проникає у внутрішній шар пакувального матещілині 5, котрою формується крайова частина відріалу на його другій стороні 9b. Ущільнювальна кривального пристрою, до другого напряму F2 погубка 13 закінчується на рівні, який вище рівня току всередину згаданої литтєвої порожнини 7. верхньої стінки торцевої щілини 11 у першій часЗгідно з винаходом перша частина 1а, 1b інструтині 1а, 1b інструмента. Ущільнювальна губка 14 11 77717 12 закінчується на рівні, нижче верхньої стінки торцено в межах 40%, більш переважно в межах 30%, а вої щілини 11 у першій частині 1а, 1b інструмента. найпереважніше в межах 20% від згаданої Верхівка/кінець дросельного виступу 12 лежить по центральної лінії с, рахуючи відносно товщини суті на тому ж рівні, що і рівень ущільнювальної пакувального матеріалу. Можливий, однак, альтегубки 14, переважно в межах 40%, більш переважрнативний випадок, який залежить від відхильної но в межах 30%, а найпереважніше в межах 20% дії ущільнювальних губок 13, 14 на край отвору в від згаданого рівня ущільнювальної губки 14, ралиттєвій порожнині 7 і який полягає в тому, що дно хуючи відносно ширини щілини між ущільнювальзападини 12' лежить по суті на рівні нижньої стоними губками 13 і 14. Найбільш переважно, коли рони краю отвору (тобто всередині пакувальної верхівка/кінець дросельного виступу 12 лежить тари), переважно в межах 40%, більш переважно в трохи нижче рівня ущільнювальної губки 14, перемежах 30%, а найпереважніше в межах 20% від важно щонайбільше на 30%, більш переважно згаданого рівня нижньої сторони краю отвору, ращонайбільше на 20%, а найпереважніше щонайбіхуючи відносно товщини пакувального матеріалу. льше на 10% нижче згаданого рівня ущільнювальНайбільш переважно, коли дно западини 12' леної губки 14, рахуючи відносно ширини щілини між жить трохи нижче рівня нижньої сторони краю ущільнювальними губками 13 і 14. отвору, переважно щонайбільше на 30%, більш На Фіг.2b в перерізі показано, що перша часпереважно щонайбільше на 20%, а найпереважнітина 1а, 1b інструмента може, крім того, мати розше щонайбільше на 10% нижче згаданого рівня дільні канавки 15, які розміщені з проміжками і нижньої сторони краю отвору, рахуючи відносно знаходяться між дросельним виступом 12 і пертовщини пакувального матеріалу. шою ущільнювальною губкою 13. Конструкція ι Згідно з одним варіантом даного винаходу місцезнаходження ущільнювальних губок 13 і 14, згаданий перший напрям поширення U1, який відразом з конструктивним рішенням і розміщенням повідає першому напряму F1 потоку, і другий голороздільних канавок 15, підігнані так, щоб забезпевний напрям поширення U2 для охоплюючої часчити розміщення краю 8 отвору в литтєвій порожтини 7', який відповідає згаданому другому нині 7 напряму F2 потоку, утворюють між собою кут у 20На Фіг.3 і Фіг.4 показано, відповідно, в перерізі 120°, переважно у 30-110°, а більш переважно у і в перспективі, відкривальний пристрій, який було 40-100°. сформовано в інструменті з Фіг.1. Відкривальний Крім того, западина 12' має першу бічн у стінку пристрій позначено загальною позицією 20, і в 12а' з боку крайової частини 5', де ця перша бічна даному випадку він показаний без пакувального стінка має поверхню поширення, яка по суті співматеріалу і отвор у, в якому його безпосередньо падає з першим напрямом поширення U1, а також сформовано литтям під тиском. Там, де це можлидругу бічну стінку 12b' з боку охоплюючої частини во, використані позиції, котрі відповідають подіб7', де ця друга бічна стінка має поверхню пошиним частинам інструмента 1а, 1b, 2, але з додарення, яка знаходиться під кутом по відношенню ванням до них верхньої позначки, наприклад, до згаданого першого напряму поширення Ui і пепотокова щілина 5 в інструменті на Фігурах 1 і 2а-b реважно також по відношенню до згаданого другомає свого відповідника у вигляді крайової частини го напряму поширення U2. 5' на Фіг.3 і Фіг.4. Другим фланцем 7'Ь на другій стороні 9Ь паКришка 4' відкривального пристрою з'єднуєтькувального матеріалу (див. Фіг.2а і 3), котрою вися з крайовою частиною 5' через тонку розривну значається внутрішня сторона пакувальної тари, герметизуючу частину 6, котра простягається охоплююча частина 7' поширюється далі назовні, вздовж периферичного краю або фланця 22 наніж першим фланцем 7'а на першій стороні 9а павколо крайової частини 5' і котра розривається, кувального матеріалу (див. Фіг.2а і 3), котрою виколи відкривальний пристрій 20 має бути відкризначається зовнішня сторона пакувальної тари. тим. У цьому випадку крайовою частиною 5' відЗрозуміло також, і це показано на Фіг.4, що цей кривального пристрою визначається отвір для взаємозв'язок може бути оберненим. Однак те, що наливання. Вхідний канал 10 в інструменті формує ілюструється Фіг.3, є пристроєм, котрий отримано відігнуту частину 10' відкривального пристрою, яка з допомогою інструмента згідно з Фіг.2а-b, при знаходиться між крайовою частиною 5' і частиною цьому ущільнювальні губки 13, 14 визначають, як 7', котра охоплює край 8 отвору (на Фігурах 3 і 4 не далеко поширюються назовні, відповідно, фланці показаний) і котра формується литтєвою порожни7'а і 7'b. ною 7 в інструменті. Край 8 отвору, виконаного в Однак, на Фіг.4 показано результат дії роздіпакувальному матеріалі, розміщується в канавці льних канавок 15 згідно з Фіг.2b, де роздільні кана11'. Переважно суцільний дросельний виступ 12 в вки 15 набувають вигляду заглиблень 15' у перінструменті формує переважно суцільну западину шому фланці 7'а, які розміщені з проміжками в 12' у відкривальному пристрої, котра знаходиться кількості, зазвичай, від двох до десяти, а переважміж крайовою частиною 5' і охоплюючою частиною но в кількості від чотирьох до восьми. В цих заглиΤ на відігнутій частині 10'. Западина 12' має набленнях 15' фланець 7'а закінчується на краю прям у глибину, який по суті співпадає з напрямом отвору (див. Фіг.2b). поширення крайової частини 5' і на який далі роНа Фіг.4 показано також, що відкривальний биться посилання, як на перший напрям поширенпристрій, згідно з одним варіантом здійснення виня. Дно западини 12' лежить по суті на рівні находу, якому віддається перевага, на краю часцентральної лінії с для поширення пакувального тини 5' має кінчик/кут 24, причому цей кінчик/кут 24 матеріалу за межі охоплюючої частини 7', при визначається як "носик для наливання". Захватна цьому рівень дна западини знаходиться переважрукоятка 26 передбачена для захвату під час від 13 77717 14 кривання відкривального пристрою, а між захватчастину 5'. Крім того, кришка 4' "шарнірно" підвіною рукояткою 26 і фланцем 22 крайової частини шена на крайовій частині 5' через гнучкий елерозміщена перемичка 28, яка показує, чи відкримент 32. вався відкривальний пристрій, чи він непорушеДаний винахід не обмежений описаними варіний. На крайовій частині 34 кришки передбачені антами його здійснення, і в межах обсягу доданої виступи 30, які призначені для того, щоб методом формули можливі інші варіанти. захвату повторно закривати кришкою 4' крайову Комп’ютерна в ерстка Т. Чепелев а Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for injection molding, method of injection molding of opening arrangement and packaging container with opening arrangement made by injection molding
Назва патенту російськоюИнструмента для литья под давлением, способ литья под давлением открывающего приспособления и упаковочная тара, которая имеет выполненное литьем под давлением открывающее устройство
МПК / Мітки
МПК: B29C 45/14, B65D 5/72
Мітки: інструмент, тара, пристрій, тиском, має, пакувальна, лиття, спосіб, литтям, відкривальний, відкривального, яка, пристрою, виконаний
Код посилання
<a href="https://ua.patents.su/7-77717-instrument-dlya-littya-pid-tiskom-sposib-littya-pid-tiskom-vidkrivalnogo-pristroyu-ta-pakuvalna-tara-yaka-maeh-vikonanijj-littyam-pid-tiskom-vidkrivalnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій</a>
Спосіб приєднання відкривального пристрою до пакувального матеріалу та упаковка, отримана цим способом
Номер патенту: 76968
Опубліковано: 16.10.2006
Автори: Мокк Ельмар, Бергмен Сеппо, Молін Ола
МПК: B65D 5/74
Мітки: пакувального, приєднання, цим, спосіб, отримана, упаковка, матеріалу, відкривального, способом, пристрою
Формула / Реферат:
1. Спосіб приєднання відкривального пристрою (3, 3', 3") до листового пакувального матеріалу для пакування розливних харчових продуктів, який містить певну кількість ліній згину, по яких пакувальний матеріал складають з отриманням упаковки (1, 1', 1"), наповненої розливним харчовим продуктом, причому відкривальний пристрій (3, 3', 3") містить каркас (10, 30), який має отвір (11, 31) для розливання та рухому кришечку (13, 33)...
Виконавчий пристрій інгалятора-дозатора під тиском, виріб з композицією лікувальних аерозольних розчинів, що має такий виконавчий пристрій, та спосіб виготовлення цього пристрою
Номер патенту: 75770
Опубліковано: 15.05.2006
Автори: Мікін Брайан Джон, Дейвіс Ребекка Джейн, Люіс Дейвід Ендрю, ендертон Дейвід
МПК: B05B 15/02, A61K 9/00, A61M 15/00
Мітки: виготовлення, пристрій, розчинів, лікувальних, композицією, тиском, пристрою, інгалятора-дозатора, виконавчий, цього, має, спосіб, аерозольних, виріб
Формула / Реферат:
1. Виконавчий пристрій інгалятора-дозатора під тиском, який має сопловий блок з отвором виконавчого пристрою, що веде до розширювальної камери, який відрізняється тим, що діаметр отвору виконавчого пристрою дорівнює 0,10-0,20 мм по всій довжині отвору, а довжина отвору становить 0,60-1,00 мм. 2. Виконавчий пристрій за п. 1, який відрізняється тим, що діаметр його отвору дорівнює 0,11-0,18 мм, переважно 0,12-0,18 мм, і, зокрема,...
Спосіб та формувальне знаряддя для лиття під тиском пластмасової частини в листі пакувального матеріалу
Номер патенту: 66348
Опубліковано: 17.05.2004
Автор: Карлссон Магне
МПК: B29C 45/14
Мітки: тиском, пакувального, спосіб, частини, матеріалу, формувальне, знаряддя, лиття, листі, пластмасової
Формула / Реферат:
1. Спосіб лиття під тиском пластмасової частини в отворі, який виконаний в листі пакувального матеріалу, і який утворює край отвору листа пакувального матеріалу, при якому розміщують принаймні одне зовнішнє формувальне знаряддя в контакті із зовнішньою стороною листа пакувального матеріалу та розміщують принаймні одне внутрішнє формувальне знаряддя у контакті з внутрішньою стороною листа пакувального матеріалу і, таким чином, утворюють...
Пакувальна тара
Номер патенту: 13103
Опубліковано: 28.02.1997
Автори: Погорєлий Віктор Григорович, Вол Дмитро Владиславович
МПК: B65D 81/02, B65D 85/38
Мітки: тара, пакувальна
Формула / Реферат:
(57) Упаковочная тара, содержащая прямоугольный короб и два рамочных амортизатора из пенопласта, расположенных внутри у торцевых стенок короба, отличающаяся тем, что тара снабжена планками, длина которых меньше расстояния между торцами тары, но больше расстояния между амортизаторами, на внешних продольных ребрах которых выполнены углубления для установки концов планок, при этом длина углубления равна половине разности длины планки и...
Контррейка із притискною прокладкою, пристрій для термозварювання, запечатувальний/різальний пристрій, пакувальна машина
Номер патенту: 73494
Опубліковано: 15.08.2005
Автори: Мартелль Мартін, Схокрі Ебі, Маццетто Мауріціо, Пальмквіст Роланд
МПК: B29C 65/02, B65B 51/26, B65B 47/00
Мітки: контррейка, прокладкою, пристрій, машина, пакувальна, притискною, термозварювання
Формула / Реферат:
1. Контррейка із щонайменше однією притискною прокладкою, яка призначена для використання у пристрої для термозварювання шаруватого пакувального матеріалу, який складається з внутрішнього шару і зовнішніх шарів з термозварювального пластику і який використовується для упаковування рідкого або рідкотекучого продукту, яка відрізняється тим, що контррейка і притискна прокладка, кожна, виконані по суті з пластичного матеріалу.2. Контррейка...
Попередній патент: Спосіб відновлення верхньої межі лісу
Наступний патент: Спосіб ідентифікації протипухлинних цільових ензимів
Випадковий патент: Спосіб закривання посудини методом закупорювання