Кристалізатор машини безперервного лиття слябових заготівок
Номер патенту: 82616
Опубліковано: 25.04.2008
Автори: Плугатар Віктор Семенович, Реука Юрій Юрійович, Чижик Володимир Васильович, Резников Віктор Іванович, Калашников Андрій Анатолійович, Романенко Віталій Володимирович, Білобров Юрій Миколайович, Грибанов Олексій Вячеславович



Формула / Реферат
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині стінок, який відрізняється тим, що на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною
![]() ,
,
де: В – ширина вузької мідної стінки кристалізатора,
![]() ,
,
де: σT1 – межа текучості матеріалу вставки,
σT2 – межа текучості матеріалу стінки,
і встановлена від нижньої сторони вузької мідної стінки на відстані
![]() ,
,
де: h - висота вставки,
і розміщена від бічної сторони вузької мідної стінки на відстані
![]()
![]() .
.
Текст
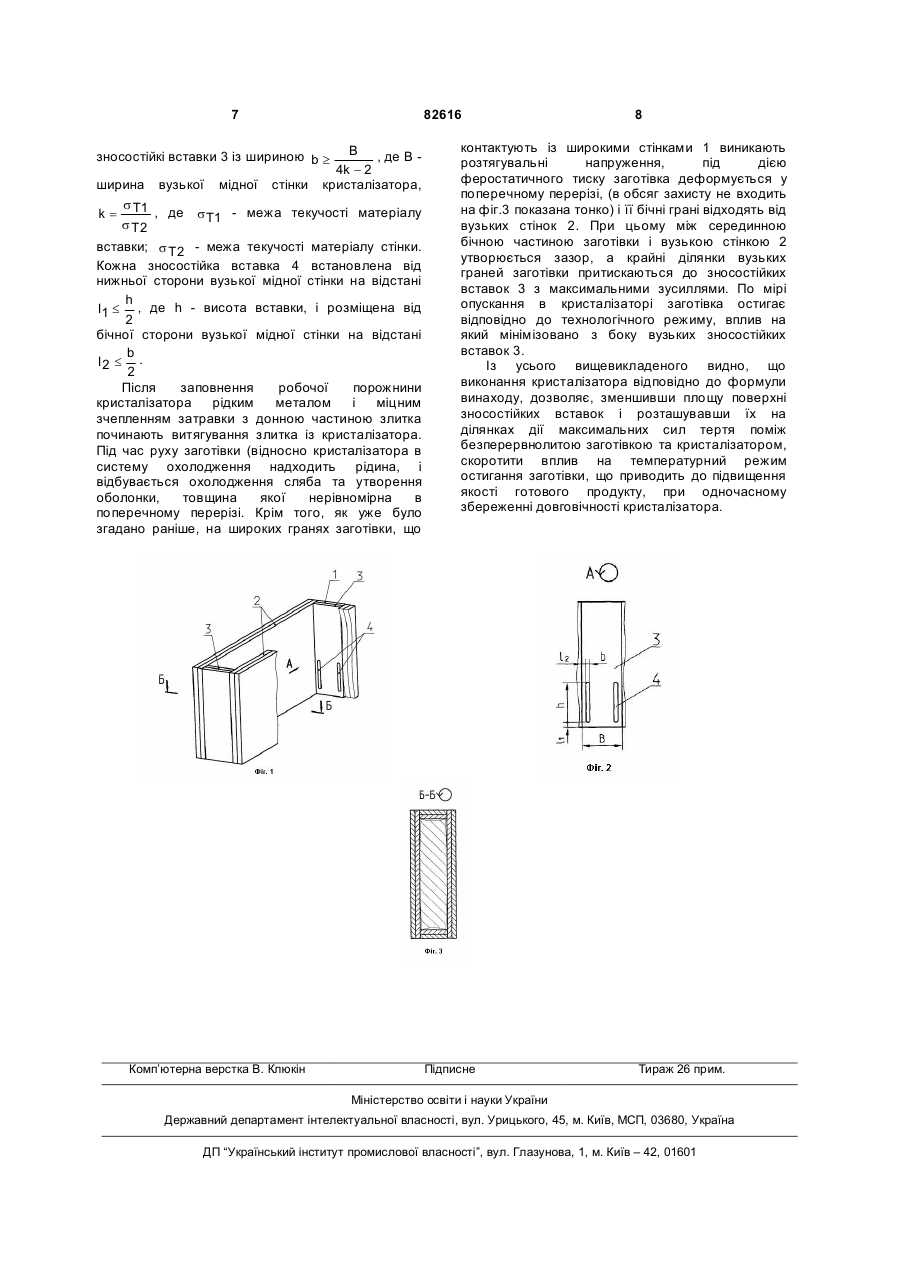
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з C2 2 (19) 1 3 машин безперервного лиття заготівок, особливо в нижній частині вузьких стінок. На збільшення зносу впливає той факт, що до складу шлакоутворюючої суміші, яка дійшла до нижньої частини кристалізатора, кількість змащення, що перебуває між стінкою кристалізатора та скоринкою заготівки мінімально, через вигоряння під дією високих температур. Крім того, має місце великий феростатичний тиск з боку рідкої серцевини заготівки що відливають на її оболонку та, відповідно, на стінки кристалізатора, [див. Нисковских В.М., Карпинский С.Е., Беренов А.Д., Машины непрерывного литья слябовых заготовок. - М.: Металлургия. 1991, с.56]. Для підвищення стійкості кристалізатора робочі поверхні його мідних стінок покривають зносостійкими матеріалами, які наносять, наприклад, гальванічним способом. Нанесення зносостійкого покриття гальванічним способом вимагає значних витрат часу, і для його здійснення потрібно передбачати організацію спеціальної ділянки для відновлення зношених деталей, оснащеної очисними спорудами. Відомий кристалізатор для безперервного розливання сталі згідно з [патентом на винахід України №29808 А, В22Д11/04]. Кристалізатор містить у собі водоохолоджувальний корпус, утворений широкими та вузькими мідними стінками, облицьованими по всьому периметру в нижній частині (у зоні інтенсивного зношування стінок кристалізатора) зносостійкими пластинами висотою 0,01-0,4 від висоти корпусу, яка у великій ступені визначається швидкістю лиття рідкого металу. Крім того, над вищезгаданими зносостійкими пластинами на вузьких бічних стінках біля їхніх вертикальних сторін, що примикають до широких стінок, закріплені поздовжні трапецоїдні пластини з металу, наприклад, бронзи, теплопровідність якої нижче теплопровідності мідних частин стінок кристалізатора. Це сприяє вирівнюванню інтенсивності відбору тепла на гранях заготівки, вирівнюванню зіступу оболонки заготівки у поперечному перерізі за рахунок зменшення відбору тепла від вузьких граней і зниженню розтягувальних пластини, щона широких гранях, і Зносостійкі напружень облицьовують нижню внутрішню до поліпшення якості поверхні сляба. приводить порожнину кристалізатора, захищають стінки від інтенсивного зношування, яке досягає максимальних величин у зоні суттєвого механічного контакту твердіючої оболонки сляба із кристалізатором на виході з нього. Однак, зважаючи на те, що теплопровідність сталевих лицювальних пластин у 8-10 разів менше теплопровідності мідних стінок кристалізатора порушується температурний режим остигання заготівки, що спричиняє погіршення якості готового продукту. Відомий кристалізатор машини безперервного лиття заготівок по патенту Росії на корисну модель №12992, В22Д11/04, конструкція якого більше близька до заявляемого рішення, і прийнятий у якості прототипу, що виконаний у вигляді корпуса, утвореного широкими і вузькими стінками, облицьованими мідними пластинами, при цьому 82616 4 вузькі стінки в нижній частині облицьовані зносостійкими сталевими вставками, висота яких становить чверть висоти корпусу кристалізатора. Як показує досвід експлуатації машин безперервного лиття та численні експериментальні і розрахункові матеріали при остиганні та русі безупинно литої заготівки в кристалізаторі відбувається утворення і затвердіння поверхневої оболонки, товщина якої нерівномірна в поперечному перерізі злитка, тому що остигання заготівки в перетинах, близьким до кутів, відбувається більш інтенсивно через відбір тепла як з боку широких, так і з боку вузьких стінок кристалізатора. Це перешкоджає рівномірному зіступу злитка в поперечному перерізі, приводить до виникнення на широких гранях розтягувальних напружень, викликає деформацію злитка в поперечному перерізі, при цьому по широких гранях злиток випинає, у межах зазорів, які утворилися через зіступ, вузькі грані злитка відходять від вузької стінки кристалізатора, з утворенням максимального зазору в серединній частині злитка, а кутами злиток щільно підтискається до бічних частин вузьких стінок кристалізатора, викликаючи інтенсивне зношування цих ділянок при переміщенні відносно Для збереження довговічності кристалізатора досить установки зносостійких вставок на нижніх кристалізатора. ділянках вузьких сторін кристалізатора, підданих максимальному зношуванню. Крім того, розміщення зносостійких вставок тільки на вузьких сторонах кристалізатора дозволяє знизитив порівнянні з аналогом вплив на температурний режим остигання заготівки і декілька поліпшити її якість. Однак, вплив на температурний режим остигання заготівки залишається досить значним, тому що зносостійкі вставки в нижній частині корпуса кристалізатора займають всю ширину вузьких стінок і якість безперервнолитих заготівок залишається незадовільною. Таким чином, недоліком прототипу є незадовільна якість безперервнолитих заготівок, одержуваних з використанням даного кристалізатора. винаходу поставлене завдання До основи підвищення якості заготівок, одержуваних з використанням даного кристалізатора при одночасному збереженні його довговічності. Поставлене завдання вирішується за рахунок технічного результату, який полягає у мінімізації впливу на температурний режим охолодження сляба. Для досягнення вищевказаного технічного результату в кристалізаторі машини безперервного лиття слябових заготівок, що включає корпус із широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині, відповідно до винаходу на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною B , де: b³ 4k - 2 В ширина вузької мідної стінки кристалізатора, 5 k= s T1 , де: sT2 s T1 - межа текучості матеріалу вставки; s T2 - межа текучості матеріалу стінки, і встановлена від нижньої сторони вузької мідної стінки на відстані I1 £ h , де: h - висота 2 вставки, і розміщена від бічної сторони вузької мідної стінки на відстані I 2 £ b . 2 У результаті порівняльного аналізу технічного рішення, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: - корпус із широкими і вузькими мідними стінками; - виконання вузьких стінок зі зносостійкими вставками, розміщеними в нижній частині; і відмітні ознаки: - розміщення на кожній вузькій стінці по дві зносостійкі вставки, кожна з яких виготовлена із шириною b ³ B , де: 4k - 2 В - ширина вузької стінки кристалізатора, k= s T1 ; sT2 sT1 - межа текучості матеріалу вставки: sT1 - межа текучості матеріалу стінки; - встановлення кожної вставки від нижньої сторони вузької мідної стінки на відстані I1 £ h , 2 де: h - висота вставки, встановлення кожної зносостійкої вставки від бічної сторони вузької стінки на відстані I 2 £ b . 2 Таким чином, технічне рішення, що заявляється, має нові розміри виконання конструктивних елементів кристалізатора, нові взаємні розміщення елементів. Між відмітними ознаками та технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що на кожній вузькій стінці кристалізатора розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною b ³ B , де В - ширина 4k - 2 s вузької стінки кристалізатора, k = T1 , де sT1 sT2 межа текучості матеріалу вставки, s T2 - межа текучості матеріалу стінки, стало можливим зберегти температурний режим, забезпечити рівномірність відбору тепла від заготівки, обумовлені технологією її одержання, які сприяють утворенню поверхневої скоринки необхідної товщини за рахунок збільшення внутрішньої площі поверхні корпуса кристалізатора, облицьованої міддю, що має високу теплопровідність і забезпечує ефективний відбір тепла від заготівки, 82616 6 що проходить через корпус кристалізатора, і підвищує якість одержуваного продукту; а завдяки встановленню зносостійких вставок від нижньої сторони вузької мідної стінки на відстані I1 £ h , де: h - висота вставки, і 2 розміщенню кожної вставки на відстані I 2 £ b , де 2 b - ширина вставки від бічної сторони вузької мідної стінки тобто в місцях, максимально близьких до кутів корпуса кристалізатора, які контактують із кутами заготівки, що мають до моменту виходу із кристалізатора оболонку найбільшої товщини, в умовах збільшених сил тертя, стало можливим зберегти довговічність кристалізатора. Виключення з вищевказаної сукупності відмітних ознак хоча б одної з них не забезпечує рішення поставленого завдання. Рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Рішення, що заявляється, має винахідницький рівень, тому що пропоноване виконання кристалізатора для машини безперервного лиття слябових заготівок для фахівця не є очевидним з рівня техніки. Рішення, що заявляється, промислово придатне, тому що його технічне і технологічне використання не представляє складностей. З використанням рішення, що заявляється, виконаний робочий проект для машини безперервного лиття слябових заготівок ВАТ «МК«Азовсталь», м. Маріуполь. Таким чином, пропонованому технічному рішенню може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промислово придатне, тобто відповідає критеріям винаходу. Практичні дані характеру зношування стінок кристалізатора підтверджують наявність максимального зношування вузьких стінок у їхніх нижніх частинах, розташованих біля бічних вертикальних сторін, тобто ближче до кутів корпуса кристалізатора. Тому доцільно і достатньо розміщати зносостійкі вставки, виготовлені із шириною, наведеною у формулі винаходу, із двох сторін на вузькій стінці кристалізатора в нижній частині його корпуса на відстанях, максимально близьких до кутів корпуса кристалізатора, які розраховують по виразах, наведених у формулі, тобто на ділянках дії підвищених величин сил тертя, що викликають максимальне зношування вузьких стінок кристалізатора. Винахід пояснюється кресленнями, на яких зображене наступне. фіг.1 - загальний вид кристалізатора; фіг.2 - вид А на фіг.1; фіг.3 - поперечний розріз Б по кристалізатору. Кристалізатор машини безперервного лиття слябових заготівок містить у собі корпус чотиригранної форми, робоча порожнина якого утворена мідними широкими стінками 1 і мідними вузькими стінками 2. Кристалізатор оснащений системою охолодження. На кожній вузькій стінці 2 виконано по два паза, у кожному з яких розміщені 7 82616 B , де В 4k - 2 кристалізатора, зносостійкі вставки 3 із шириною b ³ ширина вузької мідної стінки s T1 , де sT1 - межа текучості матеріалу k= s T2 вставки; s T2 - межа текучості матеріалу стінки. Кожна зносостійка вставка 4 встановлена від нижньої сторони вузької мідної стінки на відстані h I1 £ , де h - висота вставки, і розміщена від 2 бічної сторони вузької мідної стінки на відстані b I2 £ . 2 Після заповнення робочої порожнини кристалізатора рідким металом і міцним зчепленням затравки з донною частиною злитка починають витягування злитка із кристалізатора. Під час руху заготівки (відносно кристалізатора в систему охолодження надходить рідина, і відбувається охолодження сляба та утворення оболонки, товщина якої нерівномірна в поперечному перерізі. Крім того, як уже було згадано раніше, на широких гранях заготівки, що Комп’ютерна верстка В. Клюкін 8 контактують із широкими стінками 1 виникають розтягувальні напруження, під дією феростатичного тиску заготівка деформується у поперечному перерізі, (в обсяг захисту не входить на фіг.3 показана тонко) і її бічні грані відходять від вузьких стінок 2. При цьому між серединною бічною частиною заготівки і вузькою стінкою 2 утворюється зазор, а крайні ділянки вузьких граней заготівки притискаються до зносостійких вставок 3 з максимальними зусиллями. По мірі опускання в кристалізаторі заготівка остигає відповідно до технологічного режиму, вплив на який мінімізовано з боку вузьких зносостійких вставок 3. Із усього вищевикладеного видно, що виконання кристалізатора відповідно до формули винаходу, дозволяє, зменшивши площу поверхні зносостійких вставок і розташувавши їх на ділянках дії максимальних сил тертя поміж безперервнолитою заготівкою та кристалізатором, скоротити вплив на температурний режим остигання заготівки, що приводить до підвищення якості готового продукту, при одночасному збереженні довговічності кристалізатора. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSlab continuous casting mold
Автори англійськоюReznykov Viktor Ivanovych, Chyzhyk Volodymyr Vasyliovych, Hrybanov Oleksii Viacheslavovych, Kalashnykov Andrii Anatoliovych, Romanenko Vitalii Volodymyrovych, Reuka Yurii Yuriiovych, Pluhatar Viktor Semenovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюКристаллизатор машины непрерывного литья слябовых заготовок
Автори російськоюРезников Виктор Иванович, Чижик Владимир Васильевич, Грибанов Алексей Вячеславович, Калашников Андрей Анатольевич, Романенко Виталий Владимирович, Реука Юрий Юрьевич, Плугатар Виктор Семенович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B22D 11/04
Мітки: безперервного, лиття, слябових, кристалізатор, машини, заготівок
Код посилання
<a href="https://ua.patents.su/4-82616-kristalizator-mashini-bezperervnogo-littya-slyabovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор машини безперервного лиття слябових заготівок</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Вольвач Олександр Євгенійович, Попік Вадим Геннадійович, Смирнов Віктор Григорович, Титаренко Олександр Іванович, Калашников Андрій Анатолійович
МПК: B22D 11/04
Мітки: машини, кристалізатор, безперервного, заготівок, лиття
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 82023
Опубліковано: 25.02.2008
Автори: Гордієнко Олександр Володимирович, Білобров Юрій Миколайович, Петрусенко Віктор Андрійович, Птуха Сергій Вікторович, Плугатар Віктор Семенович
МПК: B22D 11/128, B22D 11/20, B22D 11/12
Мітки: заготівок, безперервного, машини, лиття, слябових, роликова, секція
Формула / Реферат:
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з регульованим зазором напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, зчленованій з гідравлічними засобами її переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, та чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/14, B22D 11/08
Мітки: підготовки, роботи, спосіб, безперервного, заготівок, лиття, машини
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Найдек Володимир Леонтійович, Ніколаєв Генадій Андрійович, Галай Ірина Генадіївна, Сахно Валерій Олександрович, Якобше Ришард Якубович, Галай Володимир Петрович, Носоченко Олег Васильович
МПК: B22D 11/04, B22D 11/112
Мітки: лиття, заготовок, машини, кристалізатор, безперервного
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Тіунов Володимир Миколайович, Плугатар Віктор Семенович, Баначенков Володимир Геннадійович, Широкорад Сергій Іванович
МПК: B22D 11/08
Мітки: ділянка, заготівок, безперервного, лиття, машини, формування
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Попередній патент: Дуттьова фурма доменної печі
Наступний патент: Деталь прес-форми або каркаса прес-форми для виливання пластмас під тиском
Випадковий патент: Спосіб діагностики розвитку атеросклерозу