Спосіб електронно-променевого зварювання довільного криволінійного зварного стику
Формула / Реферат
1. Спосіб електронно-променевого зварювання довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та шляхом переміщення зварної деталі добиваються суміщення цієї точки та поточного положення осі електронно-променевої гармати, визначають систему координат, приймаючи за центр опорну точку, задають параметри сканування, виконують сканування, визначають координати напрямної точки або припиняють зварювання, ведуть зварювання від опорної до напрямної точки, переходять до наступного кроку зварювання, повторюючи операції із задання параметрів сканування, який відрізняється тим, що вибирають на контурі довільного криволінійного зварного стику будь-яку опорну точку O(x0, y0), переважно точку початку контуру для розімкненого контуру стику, та шляхом переміщення зварних деталей добиваються суміщення опорної точки О та поточного положення осі електронно-променевої гармати визначають систему координат, приймаючи за вісь OY проекцію дотичної в опорній точці О до кривої контуру довільного криволінійного зварного стику на площину XOY, а перпендикулярну їй пряму, що лежить в площині XOY та пересікає вісь OY в опорній точці О, приймають за вісь ОХ, задають параметри сканування, а саме вибирають радіус сканування R такий, що ![]() [мм], де RL - найменший радіус кривизни контуру зварного стику, визначають координати орієнтирної точки А(ха,уа), що лежить на контурі довільного криволінійного зварного стику на відстані R по прямій від опорної точки О в зворотному від зварювання напрямку, а для розімкнутого контуру стику лежить на осі OY;
[мм], де RL - найменший радіус кривизни контуру зварного стику, визначають координати орієнтирної точки А(ха,уа), що лежить на контурі довільного криволінійного зварного стику на відстані R по прямій від опорної точки О в зворотному від зварювання напрямку, а для розімкнутого контуру стику лежить на осі OY;
визначають напрямок сканування шляхом визначення параметра Gradient через величину ![]() кута
кута ![]() XOA таким чином, що якщо
XOA таким чином, що якщо ![]() , то Gradient = 0, якщо
, то Gradient = 0, якщо ![]() , то Gradient = 1, якщо
, то Gradient = 1, якщо ![]() , то Gradient = 2, якщо
, то Gradient = 2, якщо ![]() , то Gradient = 3; виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в опорній точці О та радіусом R, тобто кожний з імпульсів множини
, то Gradient = 3; виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в опорній точці О та радіусом R, тобто кожний з імпульсів множини ![]() попадав в точку V(xv, yv), координати якої по осях Х та Y визначаються як
попадав в точку V(xv, yv), координати якої по осях Х та Y визначаються як ![]() ,
, ![]() ,
,
де ![]() ,
, ![]() , К - коефіцієнт амплітуди, причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму;
, К - коефіцієнт амплітуди, причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму;
визначають координати напрямної точки В(хb, уb), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої xb=x0+kxv, yb=y0+kxv, де kv=±1 в залежності від взаємного розташування точок О та V та параметру Gradient, причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу зварювання припиняють; ведуть зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В протягом часу Тс, який визначається ![]() , де
, де ![]() - швидкість зварювання; переходять до наступного кроку зварювання, для чого в разі сканування відхиленням електронного променя орієнтирній точці А присвоюють координати (x0; y0) і опорній точці О присвоюють координати напрямної точки (хb; уb), а в разі сканування рухом електронно-променевої гармати орієнтирній точці А присвоюють координати (x0-хb, y0-yb) і опорній точці О присвоюють координати (0; 0), після чого повторюють вищевказані операції з визначення напрямку сканування.
- швидкість зварювання; переходять до наступного кроку зварювання, для чого в разі сканування відхиленням електронного променя орієнтирній точці А присвоюють координати (x0; y0) і опорній точці О присвоюють координати напрямної точки (хb; уb), а в разі сканування рухом електронно-променевої гармати орієнтирній точці А присвоюють координати (x0-хb, y0-yb) і опорній точці О присвоюють координати (0; 0), після чого повторюють вищевказані операції з визначення напрямку сканування.
2. Спосіб за п. 1, який відрізняється тим, що після переходу променя робочої потужності в точку В визначають напрямок перевірочного сканування півколом, протилежним за напрямком півколу на останньому кроці сканування, тобто
якщо поточне значення Gradient = 0, то присвоюють Gradient = 2;
якщо поточне значення Gradient = 1, то присвоюють Gradient = 3;
якщо поточне значення Gradient = 2, то присвоюють Gradient = 0;
якщо поточне значення Gradient = 3, то присвоюють Gradient = 1;
виконують перевірочне сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в точці В та радіусом R, тобто кожний з імпульсів множини ![]() попадав в точку V(xv,yv), координати якої відносно напрямної точки В по осях Х та Y визначається як
попадав в точку V(xv,yv), координати якої відносно напрямної точки В по осях Х та Y визначається як ![]() ,
, ![]() , де
, де ![]() ,
, ![]() , причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму; визначають точку F(хF, уF), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої: xF=xb+kvxv,
, причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму; визначають точку F(хF, уF), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої: xF=xb+kvxv,
yF=yb+kvyv, де kv=±1 в залежності від взаємного розташування точок О та V та параметру Gradient; причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу величина коректувального відхилення електронного променя вважається нульовою, і переходять до наступного кроку зварювання так, як це зазначено в п. 1;визначають величину коректувального відхилення електронного променя ![]() ,
,![]() , де кут
, де кут ![]() ,кут
,кут ![]() - кут між віссю ОХ та прямою OВ, довжина відрізка
- кут між віссю ОХ та прямою OВ, довжина відрізка ![]() , де
, де ![]() , переміщують електронно-променеву гармату відносно стику на величину коректувального відхилення електронного променя;переходять до наступного кроку зварювання так, як це зазначено в п. 1.
, переміщують електронно-променеву гармату відносно стику на величину коректувального відхилення електронного променя;переходять до наступного кроку зварювання так, як це зазначено в п. 1.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що до зварювання в робочому режимі додатково проводять попереднє навчання шляхом виконання всіх операцій за п. 1, але зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В замінюють переміщенням осі електронно-променевої гармати від опорної точки О до напрямної точки В, та запам'ятовують координати опорних та/або напрямних, та/або орієнтирних точок у послідовний масив даних, які в подальшому використовують при зварюванні в робочому режимі для синхронізованого переміщення зварних деталей відносно електронно-променевої гармати.
Текст
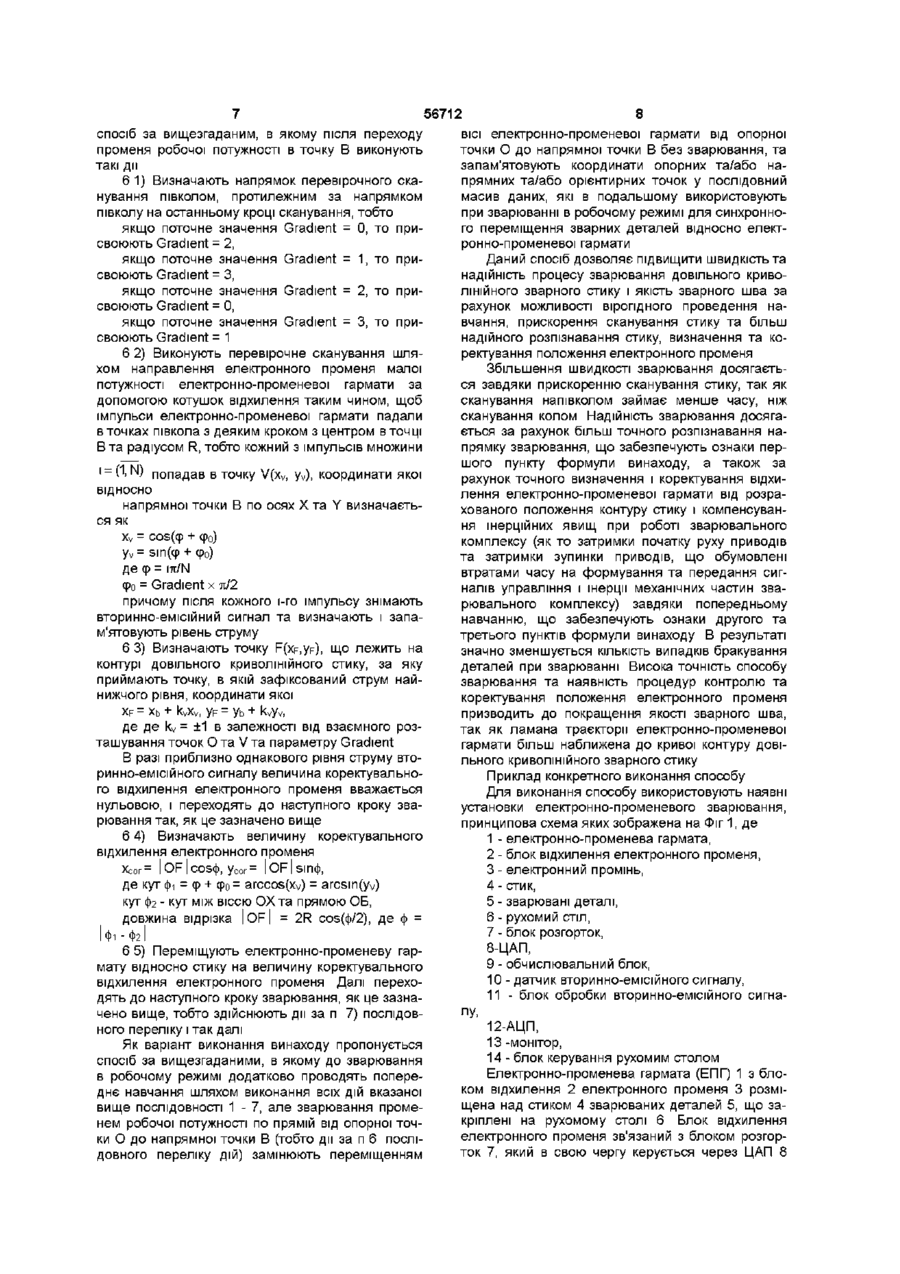
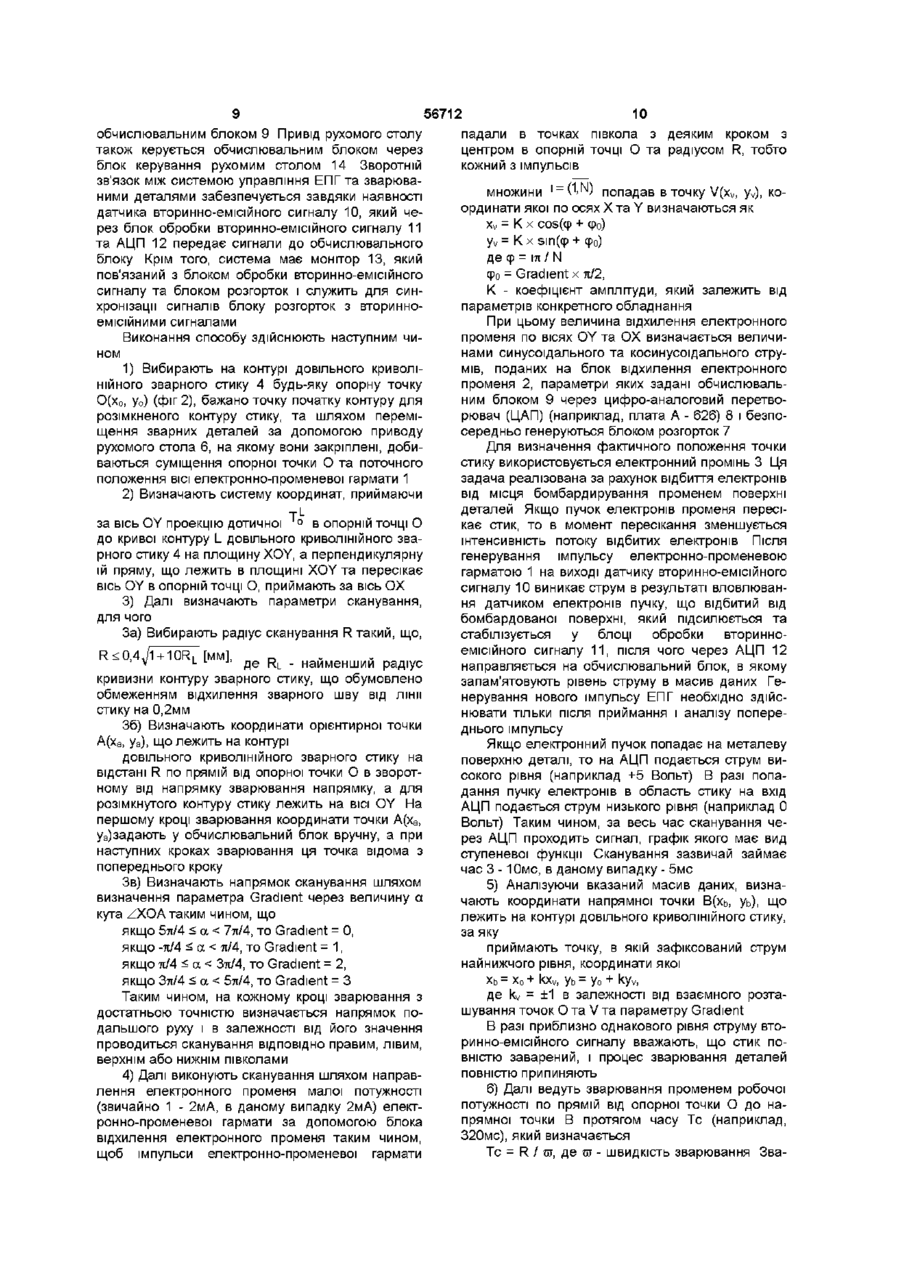
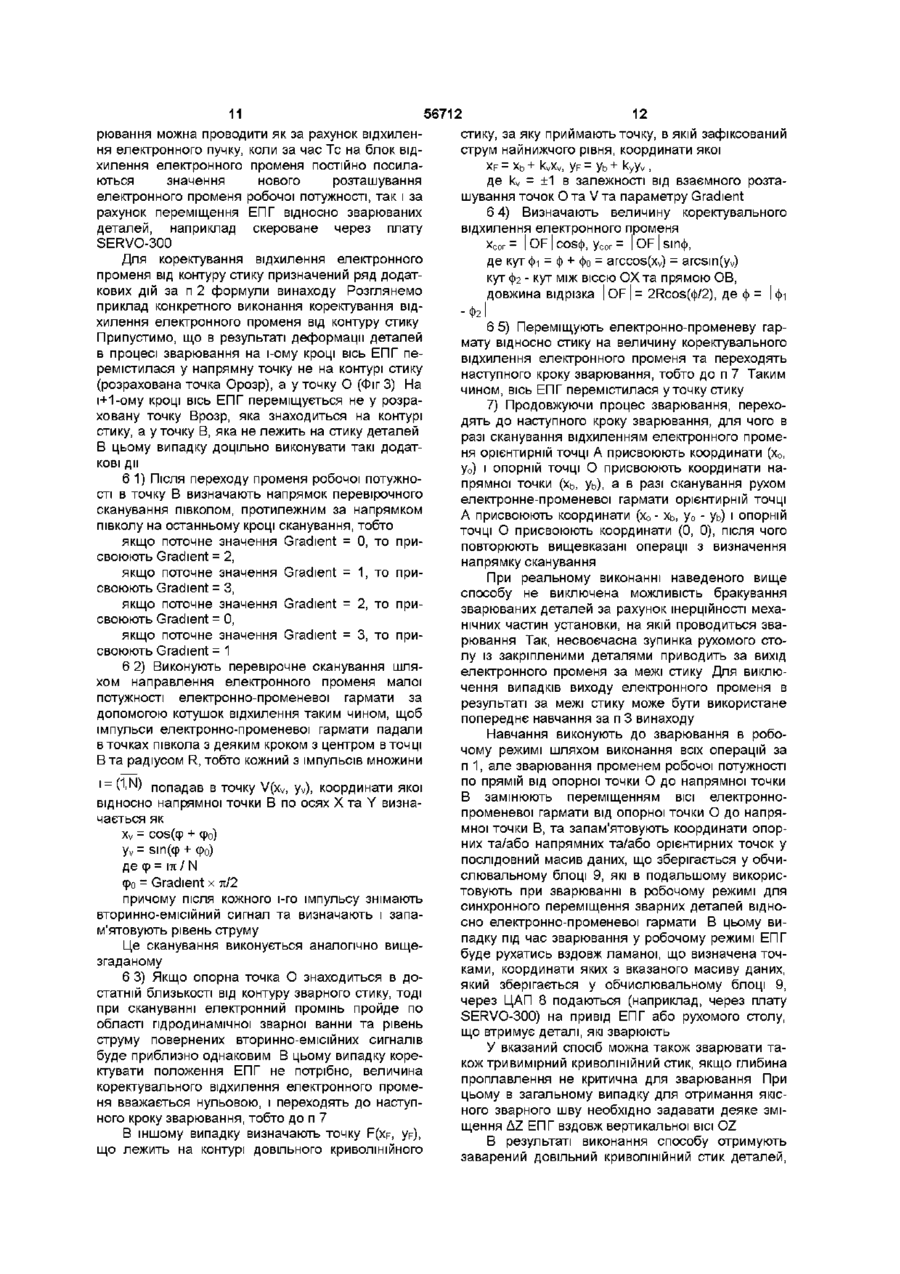
1 Спосіб електронно-променевого зварювання довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та шляхом переміщення зварної деталі добиваються суміщення цієї точки та поточного положення осі електронно-променевої гармати, визначають систему координат, приймаючи за центр опорну точку, задають параметри сканування, виконують сканування, визначають координати напрямної точки або припиняють зварювання, ведуть зварювання від опорної до напрямної точки, переходять до наступного кроку зварювання, повторюючи операції із задания параметрів сканування, який відрізняється тим, що вибирають на контурі довільного криволінійного зварного стику будь-яку опорну точку О(хо, уо), переважно точку початку контуру для розімкненого контуру стику, та шляхом переміщення зварних деталей добиваються суміщення опорної точки О та поточного положення осі електронно-променевої гармати визначають систему координат, приймаючи за вісь OY проекцію дотичної в опорній точці О до кривої контуру довільного криволінійного зварного стику на площину XOY, а перпендикулярну їй пряму, що лежить в площині ХОУта пересікає вісь OY в опорній точці О, приймають за вісь ОХ, задають параметри сканування, а саме вибирають радіус сканування R такий, що R < 0 , 4 ^ 1 + IORL [MM], де R_ - най| менший радіус кривизни контуру зварного стику, визначають координати орієнтирної точки А(ха,уа), що лежить на контурі довільного криволінійного зварного стику на відстані R по прямій від опорної точки О в зворотному від зварювання напрямку, а для розімкнутого контуру стику лежить на осі OY, визначають напрямок сканування шляхом визначення параметра Gradient через величину а кута Z ХОА таким чином, що якщо 5ті/4 < а < 7ті/4 , то Gradient = 0, якщо -ті/4 < а т о Gradient = 1, якщо т і / 4 < а < З т і / 4 , то Gradient = 2, якщо Зті/4 < а < 5л/4 , то Gradient = 3, виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в опорній точці О та радіусом R, тобто кожний з імпульсів множини (i = 1,Nj попадав в точку V(xv, yv), координати якої по осях X та Y визначаються як x v = Kxcos(cp + cpo), y v =Kxsin(cp+cp 0 ), де cp=i7i/N, фо = Gradientхті/2, К - коефіцієнт амплітуди, причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму, визначають координати напрямної точки В(хь, уь), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої Xb=xo+kxv, Уь-Уо+kXv, де kv=±1 в залежності від взаємного розташування точок О та V та параметру Gradient, причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу зварювання припиняють, ведуть зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В протягом часу Тс, який визначається Tc = R/co, де с - швидкість зварювання, перехоо дять до наступного кроку зварювання, для чого в разі сканування відхиленням електронного променя орієнтирній точці А присвоюють координати (хо, Уо) і опорній точці О присвоюють координати напрямної точки (хь, уь), а в разі сканування рухом електронно-променевої гармати орієнтирній точці А присвоюють координати (хо-хь, уо-уь) і опорній точці О присвоюють координати (0, 0), після чого повторюють вищевказані операції з визначення напрямку сканування 2 Спосіб за п 1, який відрізняється тим, що після переходу променя робочої потужності в точку В визначають напрямок перевірочного сканування півколом, протилежним за напрямком півколу на останньому кроці сканування, тобто якщо поточне значення Gradient = 0, то присвоюють Gradient = 2, 1 (О ю 56712 якщо поточне значення Gradient = 1, то присвоюють Gradient = З, якщо поточне значення Gradient = 2, то присвоюють Gradient = 0, якщо поточне значення Gradient = 3, то присвоюють Gradient = 1, виконують перевірочне сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в точці В та радіусом R, тобто кожний з імпульсів множини (i = 1,Nj попадав в точку V(xv,yv), координати якої відносно напрямної точки В по осях X та Y визначається як x v = cos(cp+ еро), y v = sin(cp + cpo), де Ф= i7i/N , фо = Gradientх ті/2 , причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму, визначають точку F(XF, yF), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої XF=Xb+kvxv, yF=yb+kvyv, де kv=±1 в залежності від взаємного розташування точок О та V та параметру Gradient, причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу величина коректувального відхилення електронного променя вва Винахід відноситься до галузі зварювання, а саме електронно-променевого зварювання, і може використовуватись для зварювання деталей вздовж довільного криволінійного зварного стику Відомий ряд систем електронно-променевого зварювання, які дозволяють формувати оптимальне розподілення ЩІЛЬНОСТІ потужності по поверхні виробів, що зварюються, шляхом програмного або апаратного управління пучком електроннопроменевої гармати (ЕПГ) в зоні термічного впливу із задаванням локальних коливань різної форми і амплітуди (див Сварочное оборудование Каталог-справочник в 10ч под ред БЕ Патона - Киев Наукова думка, 1972 - 1991) Хоча апаратна частина переважної більшості цих систем пристосована для зварювання як прямолінійних, так і криволінійних зварних стиків, в тому числі довільного контуру, але ВІДОМІ способи, за якими можна здійснювати зварювання, не забезпечують якісне та надійне зварювання довільних криволінійних стиків Найбільш близьким за технічною суттю є спосіб електронно-променевого зварювання довільного криволінійного зварного стику за допомогою кругової розгортки (US 3426174, Н01В7/18, 04 02 69), в якому послідовно здійснюють такі операції Вибирають на контурі зварного стику будь-яку опорну точку, та шляхом переміщення зварної деталі добиваються суміщення опорної точки та поточного положення ВІСІ електронно-променевої жається нульовою, і переходять до наступного кроку зварювання так, як це зазначено в п 1, визначають величину коректувального відхилення електронного променя OF sim л -— — O F COS! У cor де кут Р (y = Ф+ Фо = arccosfx» ) = arcsm v ),кут кут між віссю ОХ та прямою ОВ, довжина відрізка OF =2Rcos^/2), де ф= ф1 — ф2 , переміщують електронно-променеву гармату відносно стику на величину коректувального відхилення електронного променя,переходять до наступного кроку зварювання так, як це зазначено в п 1 З Спосіб за п 1 або п 2, який відрізняється тим, що до зварювання в робочому режимі додатково проводять попереднє навчання шляхом виконання всіх операцій за п 1, але зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В замінюють переміщенням осі електронно-променевої гармати від опорної точки О до напрямної точки В, та запам'ятовують координати опорних та/або напрямних, та/або орієнтирних точок у послідовний масив даних, які в подальшому використовують при зварюванні в робочому режимі для синхронізованого переміщення зварних деталей відносно електроннопроменевої гармати гармати, Визначають систему координат, приймаючи за центр опорну точку, Задають параметри сканування, а саме вибирають радіус сканування R, Виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках кола з деяким кроком з центром в опорній точці та радіусом R, причому після кожного і-го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму, Визначають напрямну точку, що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу процес зварювання повністю припиняють, Ведуть зварювання променем робочої потужності по прямій від опорної точки до напрямної точки, Переходять до наступного кроку зварювання, для чого в разі сканування відхиленням електронного променя опорній точці присвоюють поточні координати напрямної точки, а в разі сканування рухом електронно-променевої гармати опорній точці присвоюють нульові координати, після чого повторюють вищевказані операції з визначення параметрів сканування 56712 Недоліком вказаного способу є неможливість провести попереднє сканування довільного криволінійного стику з метою визначення поліпши, що апроксимує довільний криволінійний стик (тобто провести навчання), дані про яку використовують при робочому зварюванні для синхронізації рухів столу із закріпленими деталями та електроннопроменевої гармати, що дозволяє виключити бракування зварюваного виробу за рахунок інерційних явищ при реальній роботі приводів столу та електронно-променевої гармати в умовах робочого зварювання При використанні вказаного способу при навчанні на кожному кроці сканування як результат відгуку маємо дві напрямних точки, причому необхідно виділити з них точку, в яку перенести електронно-променеву гармату в подальший момент часу, і ВІДПОВІДНО відкинути іншу, яка реально знаходиться позаду від поточного положення електронно-променевої гармати При переході точки екстремуму криволінійного стику перша відсканована точка буде знаходитись позаду від поточного положення променя електронно-променевої гармати, і таким чином може бути невірно визначений напрямок зварювання, що призведе до бракування зварюваного виробу Ця проблема у вказаному способі може бути частково вирішена за рахунок зменшення радіусу сканування, але таке вирішення має суттєві апаратні обмеження Крім того, такий ефект може спостерігатися при робочому зварюванні, коли в результаті інерційних явищ можливе відхилення електронного променя від контуру зварного стику, причому при використанні вказаного способу спостерігається накопичення відхилення, яке неможливо розрахувати та компенсувати, що призводить до бракування зварюваних деталей Відсутність якісного зворотнього зв'язку при зварюванні, що не дає можливості вірогідно визначити коректувальне відхилення в разі зходу електронного променя з стику, є другим недоліком вказаного способу Задачею, на вирішення якої направлено винахід, є створення способу електронно-променевого зварювання довільного криволінійного зварного стику, що має підвищену швидкість та надійність зварювання довільного криволінійного зварного стику і якість зварного шва за рахунок можливості вірогідного проведення навчання, прискорення сканування стику та більш надійного розпізнавання стику, визначення та коректування положення електронного променя Поставлена задача вирішується тим, що створений спосіб електронно-променевого зварювання довільного криволінійного зварного стику, який складається за наступної ПОСЛІДОВНОСТІ ДІЙ 1) Вибирають на контурі довільного криволінійного зварного стику будь-яку опорну точку О(х0, у0) переважно точку початку контуру для розімкненого контуру стику, та шляхом переміщення зварних деталей добиваються суміщення опорної точки О та поточного положення ВІСІ електроннопроменевої гармати 2) Визначають систему координат, приймаючи за вісь OY проекцію дотичної в опорній точці О до кривої контуру довільного криволінійного зварного стику на площину XOY, а перпендикулярну їй пряму, що лежить в площині ХОУта пересікає вісь OY в опорній точці О, приймають за вісь ОХ 3) Задають параметри сканування, а саме За) Вибирають радіус сканування R такий, що R < 0 , 4 j i + 10R, [MM], D L L J v де R_ - найменший радіус | кривизни контуру зварного стику 36) Визначають координати орієнтирної точки А(ха,Уа), що лежить на контурі довільного криволінійного зварного стику на відстані R по прямій від опорній точки О в зворотному від зварювання напрямку, а для розімкнутого контуру стику лежить на ВІСІ OY Зв) Визначають напрямок сканування шляхом визначення параметра Gradient через величину а кута ZXOA таким чином, що якщо 5ті/4 s а < 7ті/4, то Gradient = 0, якщо -ті/4 s а < ті/4, то Gradient = 1, якщо ті/4 s а < Зті/4, то Gradient = 2, якщо Зті/4 s а < 5ті/4, то Gradient = З 4) Виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в опорній точці О та радіусом R, тобто кожний з імпульсів множини (і = 1,N) попадав в точку V(xv,yv), координати якої по осях X та Y визначаються як xv = К х cos(cp + фо) y v = Kx sin(cp + фо) де ф = m / N Фо = Gradient х ті/2, К - коефіцієнт амплітуди, причому після кожного і-го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму 5) Визначають координати напрямної точки В(хь,уь), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої хь = хо + kxv, yb = уо + kyv, де kv = ±1 в залежності від взаємного розташування точок О та V та параметру Gradient В разі приблизно однакового рівня струму вторинно-емісійного сигналу зварювання припиняють 6) Ведуть зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В протягом часу Тс, який визначається Тс = R /го,де го - швидкість зварювання 7) Переходять до наступного кроку зварювання, тобто повторюють вищевказаніоперації з визначення напрямку сканування (тобто з п 3 послідовного переліку дій включно), причому 7а) в разі сканування відхиленням електронного променя орієнтирній точці А присвоюють координати (Хо, Уо), опорній точці О присвоюють координати напрямної точки (хь, уь), 76) в разі сканування рухом електроннопроменевої гармати орієнтирній точці А присвоюють координати (хо - хь, уо - Уь), опорній точці О присвоюють координати (0, 0) Як варіант виконання винаходу пропонується 56712 спосіб за вищезгаданим, в якому після переходу променя робочої потужності в точку В виконують такі дії 6 1) Визначають напрямок перевірочного сканування півколом, протилежним за напрямком півколу на останньому кроці сканування, тобто якщо поточне значення Gradient = 0, то присвоюють Gradient = 2, якщо поточне значення Gradient = 1, то присвоюють Gradient = З, якщо поточне значення Gradient = 2, то присвоюють Gradient = 0, якщо поточне значення Gradient = 3, то присвоюють Gradient = 1 6 2) Виконують перевірочне сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках півкола з деяким кроком з центром в точці В та радіусом R, тобто кожний з імпульсів множини |= (1. N) попадав в точку V(xv, yv), координати якої відносно напрямної точки В по осях X та Y визначається як xv = cos(cp + фо) y v = sin(cp + фо) де ф = m/N Фо = Gradient х ті/2 причому після кожного і-го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму 6 3) Визначають точку F(xF,yF), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої x F = хь + kvxv, yF = Уь + kvyv, де де kv = ±1 в залежності від взаємного розташування точок Ота Vта параметру Gradient В разі приблизно однакового рівня струму вторинно-емісійного сигналу величина коректувального відхилення електронного променя вважається нульовою, і переходять до наступного кроку зварювання так, як це зазначено вище 6 4) Визначають величину коректувального відхилення електронного променя Xoor ~ OF СОБф, Усог- OF sine де кут фі = ф + фо = arccos(xv) = arcsm(yv) кут ф2 - кут між віссю ОХ та прямою ОБ, довжина відрізка | OF | = 2R соз(ф/2), де ф = 6 5) Переміщують електронно-променеву гармату відносно стику на величину коректувального відхилення електронного променя Далі переходять до наступного кроку зварювання, як це зазначено вище, тобто здійснюють дм за п 7) послідовного переліку і так далі Як варіант виконання винаходу пропонується спосіб за вищезгаданими, в якому до зварювання в робочому режимі додатково проводять попереднє навчання шляхом виконання всіх дій вказаної вище ПОСЛІДОВНОСТІ 1 - 7, але зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В (тобто дії за п 6 послідовного переліку дій) замінюють переміщенням 8 ВІСІ електронно-променевої гармати від опорної точки О до напрямної точки В без зварювання, та запам'ятовують координати опорних та/або напрямних та/або орієнтирних точок у послідовний масив даних, які в подальшому використовують при зварюванні в робочому режимі для синхронного переміщення зварних деталей відносно електронно-променевої гармати Даний спосіб дозволяє підвищити швидкість та надійність процесу зварювання довільного криволінійного зварного стику і якість зварного шва за рахунок можливості вірогідного проведення навчання, прискорення сканування стику та більш надійного розпізнавання стику, визначення та коректування положення електронного променя Збільшення швидкості зварювання досягається завдяки прискоренню сканування стику, так як сканування напівколом займає менше часу, ніж сканування колом Надійність зварювання досягається за рахунок більш точного розпізнавання напрямку зварювання, що забезпечують ознаки першого пункту формули винаходу, а також за рахунок точного визначення і коректування відхилення електронно-променевої гармати від розрахованого положення контуру стику і компенсування інерційних явищ при роботі зварювального комплексу (як то затримки початку руху приводів та затримки зупинки приводів, що обумовлені втратами часу на формування та передання сигналів управління і інерції механічних частин зварювального комплексу) завдяки попередньому навчанню, що забезпечують ознаки другого та третього пунктів формули винаходу В результаті значно зменшується КІЛЬКІСТЬ випадків бракування деталей при зварюванні Висока точність способу зварювання та наявність процедур контролю та коректування положення електронного променя призводить до покращення якості зварного шва, так як ламана траєкторії електронно-променевої гармати більш наближена до кривої контуру довільного криволінійного зварного стику Приклад конкретного виконання способу Для виконання способу використовують наявні установки електронно-променевого зварювання, принципова схема яких зображена на Фіг 1, де 1 - електронно-променева гармата, 2 - блок відхилення електронного променя, 3 - електронний промінь, 4 - стик, 5 - зварювані деталі, 6 - рухомий стіл, 7 - блок розгорток, 8-ЦАП, 9 - обчислювальний блок, 10 - датчик вторинно-емісійного сигналу, 11 - блок обробки вторинно-емісійного сигналу, 12-АЦП, 13 -монітор, 14 - блок керування рухомим столом Електронно-променева гармата (ЕПГ) 1 з блоком відхилення 2 електронного променя 3 розміщена над стиком 4 зварюваних деталей 5, що закріплені на рухомому столі 6 Блок відхилення електронного променя зв'язаний з блоком розгорток 7, який в свою чергу керується через ЦАП 8 56712 обчислювальним блоком 9 Привід рухомого столу також керується обчислювальним блоком через блок керування рухомим столом 14 Зворотній зв'язок між системою управління ЕПГта зварюваними деталями забезпечується завдяки наявності датчика вторинно-емісійного сигналу 10, який через блок обробки вторинно-емісійного сигналу 11 та АЦП 12 передає сигнали до обчислювального блоку Крім того, система має монітор 13, який пов'язаний з блоком обробки вторинно-емісійного сигналу та блоком розгорток і служить для синхронізації сигналів блоку розгорток з вторинноемісійними сигналами ном Виконання способу здійснюють наступним чи 1) Вибирають на контурі довільного криволінійного зварного стику 4 будь-яку опорну точку О(х0, Уо) (фіг 2), бажано точку початку контуру для розімкненого контуру стику, та шляхом переміщення зварних деталей за допомогою приводу рухомого стола 6, на якому вони закріплені, добиваються суміщення опорної точки О та поточного положення ВІСІ електронно-променевої гармати 1 2) Визначають систему координат, приймаючи за вісь OY проекцію дотичної ° в опорній точці О до кривої контуру L довільного криволінійного зварного стику 4 на площину XOY, а перпендикулярну їй пряму, що лежить в площині XOY та пересікає вісь OY в опорній точці О, приймають за вісь ОХ 3) Далі визначають параметри сканування, для чого За) Вибирають радіус сканування R такий, що, R < 0 , 4 j i + 10R, [MM], D L L J v де R_ - найменший радіус | кривизни контуру зварного стику, що обумовлено обмеженням відхилення зварного шву від лінії стику на 0,2мм 36) Визначають координати орієнтирної точки А(Х а , Уа), ЩО ЛеЖИТЬ НЭ КОНТурі довільного криволінійного зварного стику на відстані R по прямій від опорної точки О в зворотному від напрямку зварювання напрямку, а для розімкнутого контуру стику лежить на ВІСІ OY На першому кроці зварювання координати точки А(ха, уа)задають у обчислювальний блок вручну, а при наступних кроках зварювання ця точка відома з попереднього кроку Зв) Визначають напрямок сканування шляхом визначення параметра Gradient через величину а кута ZXOA таким чином, що якщо 5ті/4 s а < 7ті/4, то Gradient = 0, якщо -ті/4 s а < ті/4, то Gradient = 1, якщо ті/4 s а < Зті/4, то Gradient = 2, якщо Зті/4 s а N) попадав в точку V(xv, yv), координати якої по осях X та Y визначаються як xv = К х cos(cp + фо) y v = K x sin(cp + фо) де ф = m / N фо = Gradient х ті/2, К - коефіцієнт амплітуди, який залежить від параметрів конкретного обладнання При цьому величина відхилення електронного променя по вісях OY та ОХ визначається величинами синусоїдального та косинусоїдального струмів, поданих на блок відхилення електронного променя 2, параметри яких задані обчислювальним блоком 9 через цифро-аналоговий перетворювач (ЦАП) (наприклад, плата А - 626) 8 і безпосередньо генеруються блоком розгорток 7 Для визначення фактичного положення точки стику використовується електронний промінь 3 Ця задача реалізована за рахунок відбиття електронів від місця бомбардирування променем поверхні деталей Якщо пучок електронів променя пересікає стик, то в момент пересікання зменшується інтенсивність потоку відбитих електронів Після генерування імпульсу електронно-променевою гарматою 1 на виході датчику вторинно-емісійного сигналу 10 виникає струм в результаті вловлювання датчиком електронів пучку, що відбитий від бомбардованої поверхні, який підсилюється та стабілізується у блоці обробки вторинноемісійного сигналу 11, після чого через АЦП 12 направляється на обчислювальний блок, в якому запам'ятовують рівень струму в масив даних Генерування нового імпульсу ЕПГ необхідно здійснювати тільки після приймання і аналізу попереднього імпульсу Якщо електронний пучок попадає на металеву поверхню деталі, то на АЦП подається струм високого рівня (наприклад +5 Вольт) В разі попадання пучку електронів в область стику на вхід АЦП подається струм низького рівня (наприклад 0 Вольт) Таким чином, за весь час сканування через АЦП проходить сигнал, графік якого має вид ступеневої функції Сканування зазвичай займає час 3 - Юмс, в даному випадку - 5мс 5) Аналізуючи вказаний масив даних, визначають координати напрямної точки В(хь, уь), що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, координати якої хь = х0 + kxv, уь = Уо + kyv, де kv = ±1 в залежності від взаємного розташування точок О та V та параметру Gradient В разі приблизно однакового рівня струму вторинно-емісійного сигналу вважають, що стик повністю заварений, і процес зварювання деталей повністю припиняють 6) Далі ведуть зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки В протягом часу Тс (наприклад, 320мс), який визначається Тс = R /го,дего- швидкість зварювання Зва 56712 12 11 рювання можна проводити як за рахунок відхиленстику, за яку приймають точку, в якій зафіксований ня електронного пучку, коли за час Тс на блок відструм найнижчого рівня, координати якої хилення електронного променя постійно посилаx F = хь + kvxv, yF = Уь + k y y v , ються значення нового розташування де kv = ±1 в залежності від взаємного розтаелектронного променя робочої потужності, так і за шування точок О та V та параметру Gradient рахунок переміщення ЕПГ відносно зварюваних 6 4) Визначають величину коректувального деталей, наприклад скероване через плату відхилення електронного променя SERVO-300 OF COS( OF sine Для коректування відхилення електронного де кут фі = ф + ф = arccos(xv) = arcsm(yv) о променя від контуру стику призначений ряд додаткут фг - кут між віссю ОХ та прямою ОВ, кових дій за п 2 формули винаходу Розглянемо довжина відрізка І OF | = 2Rcos^/2), де ф = і фі приклад конкретного виконання коректування відхилення електронного променя від контуру стику 6 5) Переміщують електронно-променеву гарПрипустимо, що в результаті деформації деталей мату відносно стику на величину коректувального в процесі зварювання на і-ому кроці вісь ЕПГ певідхилення електронного променя та переходять ремістилася у напрямну точку не на контурі стику наступного кроку зварювання, тобто до п 7 Таким (розрахована точка Орозр), а уточку О (Фіг 3) На чином, вісь ЕПГ перемістилася уточку стику і+1-ому кроці вісь ЕПГ переміщується не у розра7) Продовжуючи процес зварювання, перехоховану точку Врозр, яка знаходиться на контурі дять до наступного кроку зварювання, для чого в стику, а у точку В, яка не лежить на стику деталей разі сканування відхиленням електронного промеВ цьому випадку доцільно виконувати такі додатня орієнтирній точці А присвоюють координати (х0, кові дії у0) і опорній точці О присвоюють координати на6 1) Після переходу променя робочої потужнопрямної точки (хь, уь), а в разі сканування рухом сті в точку В визначають напрямок перевірочного електронне-променевої гармати орієнтирній точці сканування півколом, протилежним за напрямком А присвоюють координати (х0 - хь, у0 - Уь) і опорній півколу на останньому кроці сканування, тобто точці О присвоюють координати (0, 0), після чого якщо поточне значення Gradient = 0, то приповторюють вищевказані операції з визначення своюють Gradient = 2, напрямку сканування якщо поточне значення Gradient = 1, то приПри реальному виконанні наведеного вище своюють Gradient = З, способу не виключена можливість бракування якщо поточне значення Gradient = 2, то призварюваних деталей за рахунок шерційності мехасвоюють Gradient = 0, нічних частин установки, на якій проводиться зваякщо поточне значення Gradient = 3, то прирювання Так, несвоєчасна зупинка рухомого стосвоюють Gradient = 1 лу із закріпленими деталями приводить за вихід 6 2) Виконують перевірочне сканування шляелектронного променя за межі стику Для виклюхом направлення електронного променя малої чення випадків виходу електронного променя в потужності електронно-променевої гармати за результаті за межі стику може бути використане допомогою котушок відхилення таким чином, щоб попереднє навчання за п 3 винаходу імпульси електронно-променевої гармати падали Навчання виконують до зварювання в робов точках півкола з деяким кроком з центром в точці чому режимі шляхом виконання всіх операцій за В та радіусом R, тобто кожний з імпульсів множини п 1, але зварювання променем робочої потужності по прямій від опорної точки О до напрямної точки |= 0.N) попадав в точку V(xv, yv), координати якої В замінюють переміщенням ВІСІ електронновідносно напрямної точки В по осях X та Y визнапроменевої гармати від опорної точки О до напрячається як мної точки В, та запам'ятовують координати опорxv = cos(cp + фо) них та/або напрямних та/або орієнтирних точок у y v = sin(cp + фо) послідовний масив даних, що зберігається у обчиде ф = m / N слювальному блоці 9, які в подальшому викорисФо = Gradient х ті/2 товують при зварюванні в робочому режимі для причому після кожного і-го імпульсу знімають синхронного переміщення зварних деталей відновторинно-емісійний сигнал та визначають і запасно електронно-променевої гармати В цьому вим'ятовують рівень струму падку під час зварювання у робочому режимі ЕПГ Це сканування виконується аналогічно вищебуде рухатись вздовж ламаної, що визначена точзгаданому ками, координати яких з вказаного масиву даних, 6 3) Якщо опорна точка О знаходиться в доякий зберігається у обчислювальному блоці 9, статній близькості від контуру зварного стику, тоді через ЦАП 8 подаються (наприклад, через плату при скануванні електронний промінь пройде по SERVO-300) на привід ЕПГ або рухомого столу, області гідродинамічної зварної ванни та рівень що втримує деталі, які зварюють струму повернених вторинно-емісійних сигналів У вказаний спосіб можна також зварювати табуде приблизно однаковим В цьому випадку корекож тривимірний криволінійний стик, якщо глибина ктувати положення ЕПГ не потрібно, величина проплавлення не критична для зварювання При коректувального відхилення електронного промецьому в загальному випадку для отримання якісня вважається нульовою, і переходять до наступного зварного шву необхідно задавати деяке зміного кроку зварювання, тобто до п 7 щення UZ ЕПГ вздовж вертикальної ВІСІ OZ В іншому випадку визначають точку F(XF, yF), В результаті виконання способу отримують що лежить на контурі довільного криволінійного заварений довільний криволінійний стик деталей, 13 56712 який відрізняється високою якістю шву, причому процес зварювання проходить швидко та з мінімальним ризиком бракування зварного шву Спосіб може бути застосований з використанням наявних апаратів електронно-променевого 14 зварювання в енергетиці, машинобудуванні, авіаКОСМІЧНІЙ промисловості, суднобудуванні, ХІМІЧНІЙ індустрії, електроніці та багатьох інших галузях господарства Y X о Фіг.2 0 Фіг.3 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electron-beam welding of an arbitrary welded joint
Назва патенту російськоюСпособ электронно-лучевой сварки произвольного криволинейного сварного стыка
МПК / Мітки
МПК: G05B 19/18, B23K 37/047, B23K 15/00
Мітки: зварювання, довільного, електронно-променевого, стику, криволінійного, спосіб, зварного
Код посилання
<a href="https://ua.patents.su/7-56712-sposib-elektronno-promenevogo-zvaryuvannya-dovilnogo-krivolinijjnogo-zvarnogo-stiku.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого зварювання довільного криволінійного зварного стику</a>
Спосіб електронно-променевого наплавлення
Номер патенту: 46128
Опубліковано: 15.05.2002
Автори: Патон Борис Євгенович, ТРИГУБ Микола Петрович, Кучук-Яценко Сергій Іванович, ДЕРЕЧА Олександр Якович
МПК: C22B 9/22, C22B 9/04, B23K 15/00
Мітки: електронно-променевого, наплавлення, спосіб
Формула / Реферат:
1. Спосіб електронно-променевого наплавлення, що включає формування зони оплавлення на поверхні виробу електронним променем з лінійною розгорткою двох або декількох паралельних ліній, подачу матеріалу, який наплавляють, в зону оплавлення першої лінії розгортки і переміщення виробу, який відрізняється тим, що матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури поверхні (0,90...0,95)Тпл, ...
Пристрій для електронно-променевого зварювання
Номер патенту: 1994
Опубліковано: 20.12.1994
Автори: Рагозін Володимир Олександрович, Нестеренков Володимир Михайлович, Порутчиков Віктор Якович, Небесний Станіслав Васильович
МПК: B23K 15/00
Мітки: зварювання, електронно-променевого, пристрій
Формула / Реферат:
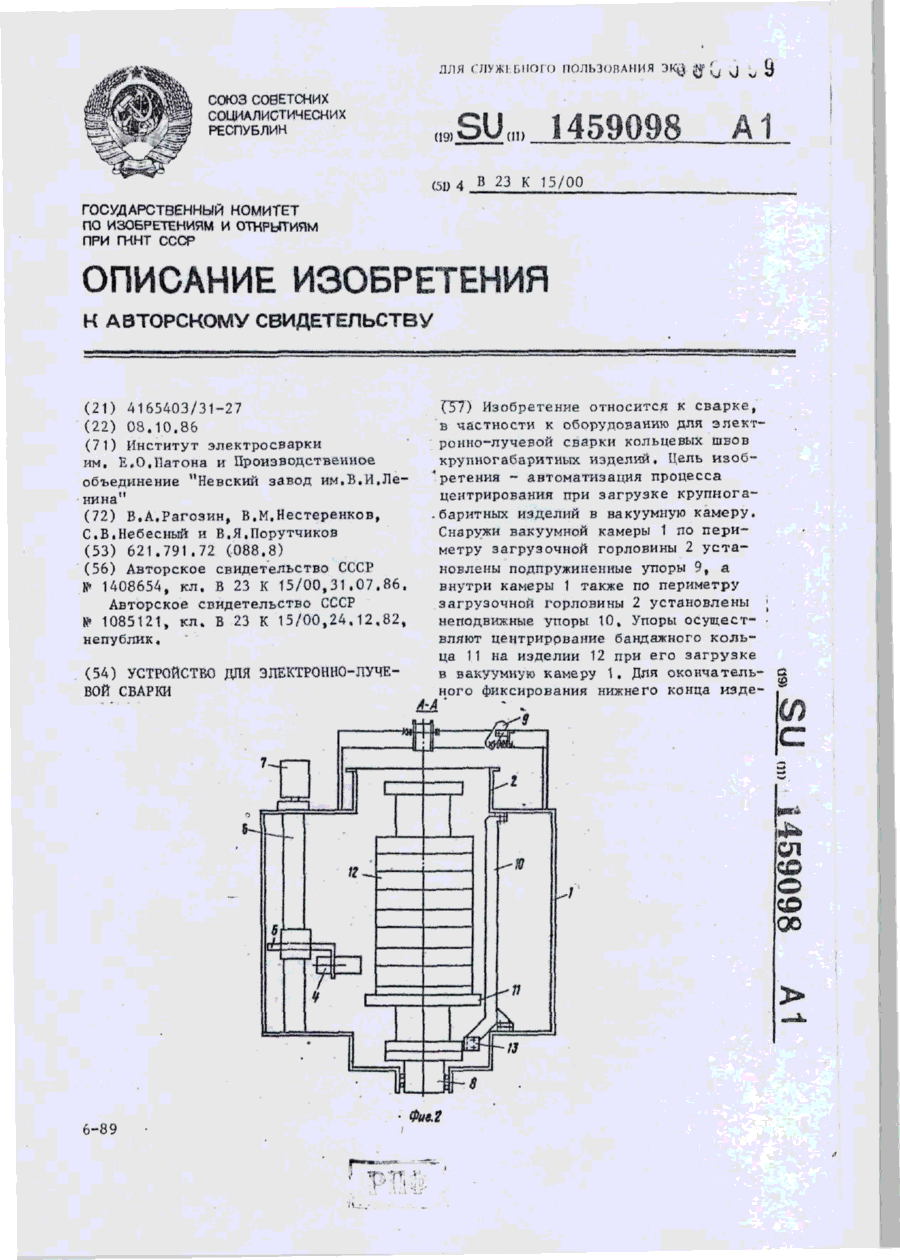
Устройство для электроннолучевой сварки, содержащее вакуумную камеру с загрузочной горловиной и крышкой, электроннолучевые пушки, смонтированные на горизонтальных направляющих, установленных на вертикальных станинах, вращатель изделия, отличающееся тем, что, с целью автоматизации процесса центрирования при загрузке крупногабаритных изделий в вакуумную камеру, оно снабжено сменными бандажными кольцами для изделия, тремя или более...
Установка для електронно-променевого зварювання
Номер патенту: 2486
Опубліковано: 26.12.1994
Автори: Назаренко Олег Кузьмич, Ташлай Василь Йосипович, Галушка Віктор Васильович, Гінзбург Володимир Юхимович, Локшин Віктор Юхимович
МПК: B23K 15/00
Мітки: установка, електронно-променевого, зварювання
Формула / Реферат:
Установка для электронно-лучевой сварки, содержащая технологическую электронную пушку, силовой источник питания, электронный регулирующий элемент, включенный между силовым источником питания и электронной пушкой, делитель напряжения, включенный параллельно электронной пушке, включенные между выходом делителя напряжения и электронным регулирующим элементом формирователь импульсов и последовательно соединенные операционный и оконечный...
Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання
Номер патенту: 43927
Опубліковано: 15.01.2002
Автори: Мовчан Борис Олексійович, Гаврилюк Олег Якович
МПК: H01J 29/46, H01J 29/48
Мітки: лінійним, електронно-променевого, гармата, нагрівання, термокатодом, електронна
Формула / Реферат:
1.Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання, що включає променевід 1 із закріпленим на ньому прискорюючим анодом 2, з'єднаним високовольтними ізоляторами 3 .через катодну плиту 4 з катодним вузлом 5, що містить лінійний термокатод 6, закріплений у двох катодотримачах 7, і фокусуючий електрод 12, співвісно розташований і охоплюючий двогранною: поверхнею лінійний термокатод 6, яка відрізняється тим, що...
Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання
Номер патенту: 40664
Опубліковано: 15.08.2001
Автори: Гречанюк Микола Іванович, Дятлова Олена Костянтинівна, Кучеренко Павло Петрович, ПІЮК Євген Леонідович
МПК: H01J 29/48
Мітки: лінійним, термокатодом, електронна, електронно-променевого, гармата, нагрівання
Формула / Реферат:
Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання, яка містить прискорювальний анод, з'єднаний високовольтними ізоляторами з катодним вузлом, до складу якого входять корпус, плоский ізолятор, змонтований в зазначеному корпусі, лінійний термокатод, встановлений в двох катодотримачах на корпусі, один з яких рухомий і з'єднаний з корпусом через плоский ізолятор за допомогою щонайменше двох струмопровідних пружин...