Спосіб визначення моменту виникнення задирання у фрикційних вузлах
Номер патенту: 65019
Опубліковано: 25.11.2011
Автори: Космач Олександр Павлович, Філоненко Сергій Федорович, Косицька Тетяна Миколаївна

Формула / Реферат
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновки про момент виникнення задирання в фрикційному вузлі, який відрізняється тим, що як вищезгадані характеристики вимірюють дисперсію сумарної енергії сигналів акустичної емісії, а момент виникнення задирання визначають за різким зростанням дисперсії сумарної енергії сигналів акустичної емісії або різким зростанням швидкості її зміни.
Текст
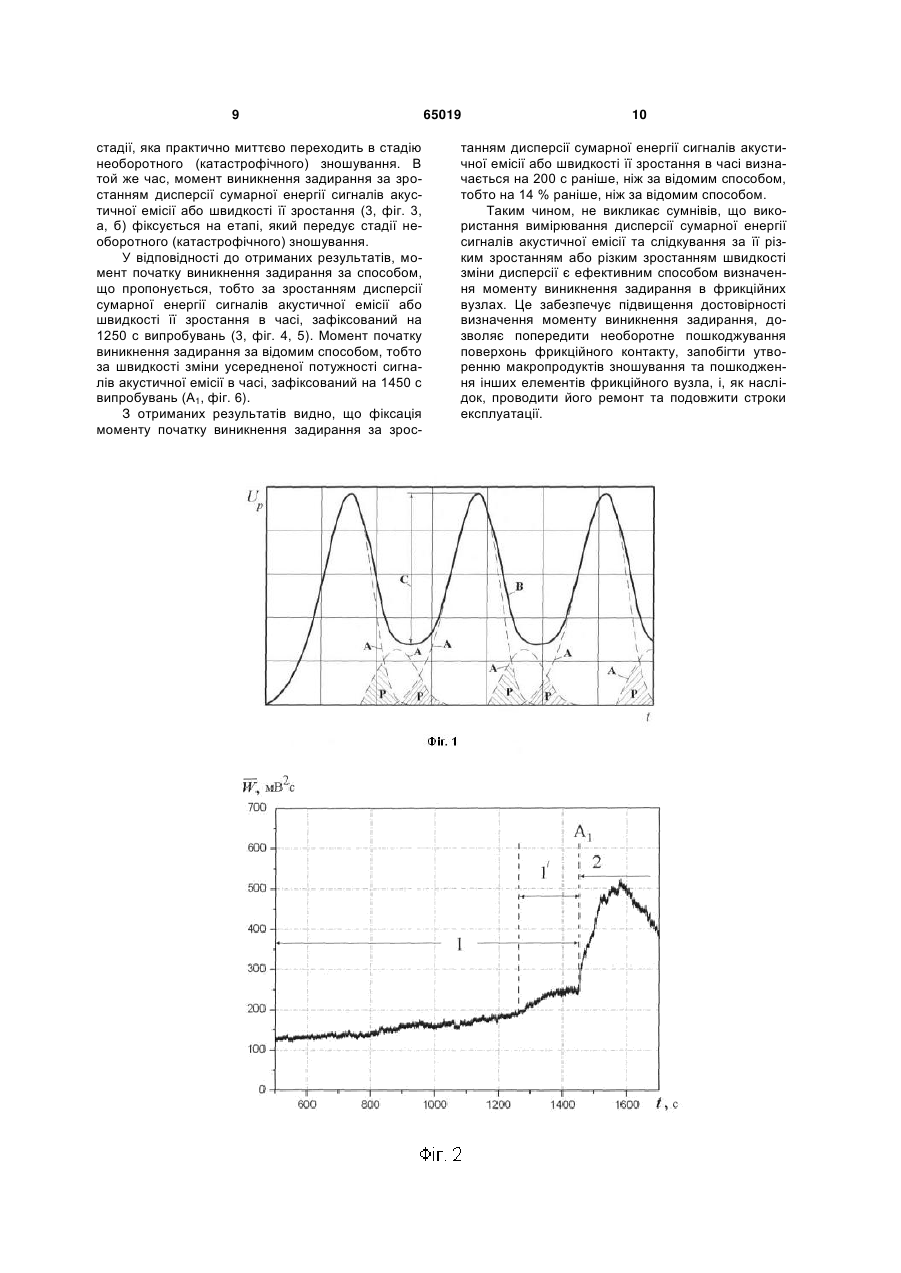
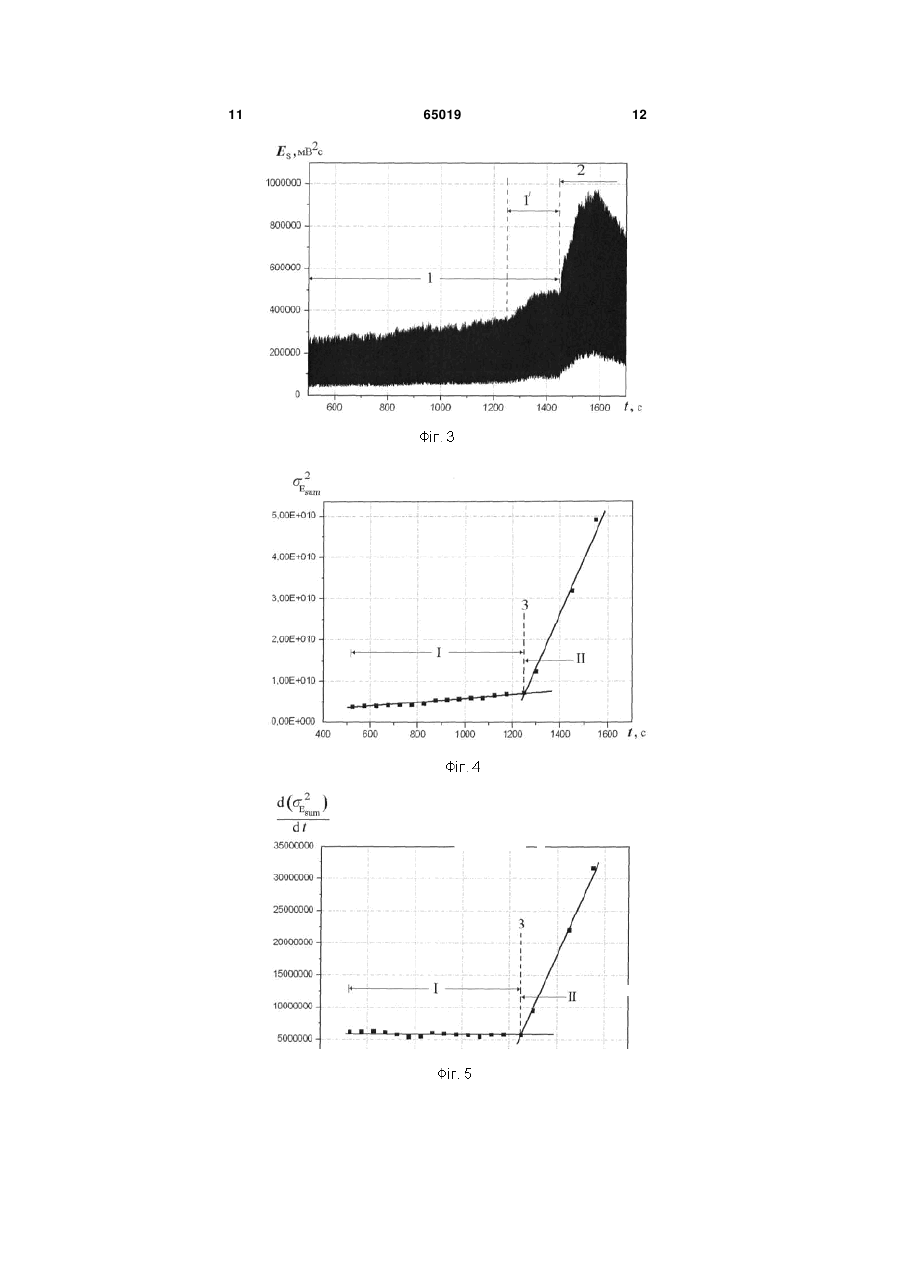
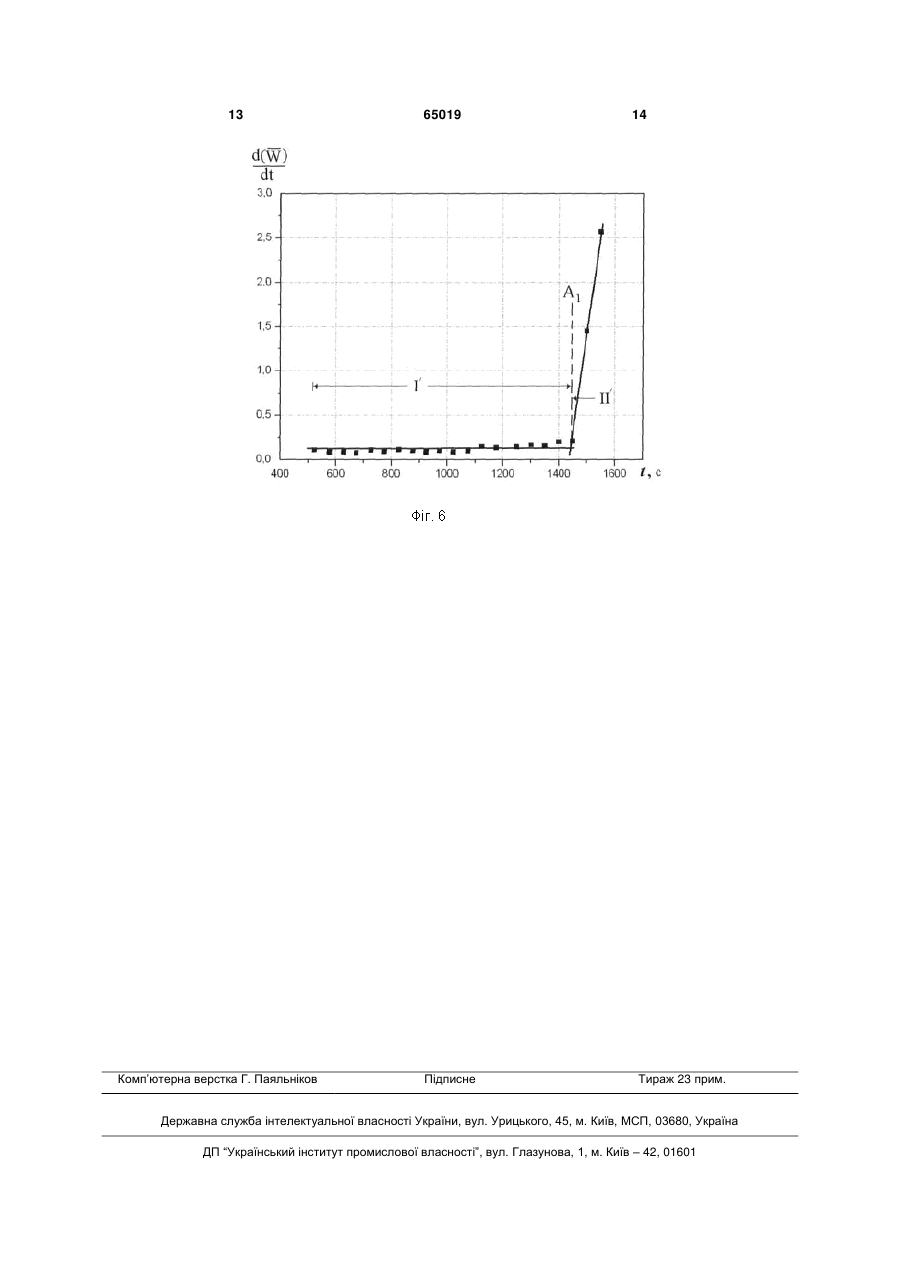
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає наванта 3 імовірність необоротних пошкоджень спряжених поверхневих шарів фрикційного контакту і фрикційного вузла в цілому, підвищується чутливість і розрізнювальна здатність. При цьому момент виникнення задирання визначається на рівні, який передує мікрорівню розвитку катастрофічного процесу руйнування поверхневих шарів фрикційного вузла, що дозволяє збільшити імовірність відновлення і подовження строків його експлуатації, зменшити фінансові, матеріальні та часові витрати. Поставлена задача вирішується тим, що у способі визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновки про момент виникнення задирання в фрикційному вузлі, згідно з винаходом, як вищезгадані характеристики вимірюють дисперсію сумарної енергії сигналів акустичної емісії, а момент виникнення задирання визначають за різким зростанням дисперсії сумарної енергії сигналів акустичної емісії або різким зростанням швидкості її зміни. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. При прикладенні до фрикційного вузла навантаження на його поверхнях контактної взаємодії відбуваються процеси, які пов'язані з порушенням фрикційних зв'язків. Дані процеси супроводжуються випромінюванням сигналів акустичної емісії, зміна параметрів яких в часі є відображенням кінетики процесів, що розвиваються на поверхнях фрикційного контакту, тобто відображенням кінетики зношування. Працездатність фрикційного вузла, як відомо, визначається досить тривалою стадією сталого зношування, яка передує стадії катастрофічного зношування. Для стадії сталого зношування характерним є стабілізація інтенсивності зношування з наступним поступовим її зростання протягом досить тривалого часу з наступним її переходом на стадію катастрофічного зношування з виникненням задирання та руйнування фрикційного вузла. Роботу фрикційного вузла на стадії сталого зношування можна розглядати у двох масштабах малі інтервали часу, які обмежуються десятками секунд, та загальна тривала робота, яка охоплює інтервали часу в межах сотень і тисяч секунд (хвилини або часи). Експериментальні дослідження показують, що, у першому випадку, на окремих ділянках процесу зношування фіксується стабільне акустичного випромінювання, яке характеризується деякими середніми значеннями своїх параметрів. Наприклад, середньою амплітудою, потужністю, енергією тощо. Це означає, що на даних ділянках швидкість зростання аналізованих параметрів дорівнює нулю. У другому випадку, коли ми розглядаємо тривалий процес роботи фрикційного вузла, то спостерігається поступове зростання аналізованих параметрів, що відповідає існуючим уявленням про зношування поверхневих шарів матеріалів, тобто відбувається поступове їх зношування. Таке зростання носить практично 65019 4 лінійних характер. Це означає, що швидкість зростання аналізованих параметрів є сталою величиною. Такий процес триває, як показують експериментальні дослідження, до моменту виникнення задирання, коли спостерігається різка зміна величини усередненої потужності, тобто коли відбувається різка зміна швидкості її зростання. Однак, як показують теоретичні дослідження, в формований результуючий сигнал акустичної емісії вносять окремий вклад складові, які охоплюють всі рівні фізико-хімічних процесів, що відбуваються при терті поверхонь фрикційного контакту, тобто процеси, які відбуваються на субмікро, мікро- і макрорівнях. При цьому результуючий сигнал описується виразом виду Up t Uj t j , (1) j і де j - порядковий номер j-ої площадки контактної взаємодії; Uj t j - j-ий імпульсний сигнал АЕ, який формується на j-ій площадці контактної взаємодії. Безумовно, що окремі імпульсні сигнали, що формуються на даних рівнях, мають різні амплітудно-часові параметри (А, фіг. 1). З урахуванням цього, акустичне випромінювання характеризується не тільки деякими середніми значеннями реєстрованих параметрів але й величиною їх розкиду (С, фіг. 1), а результуючий сигнал (В, фіг. 1) буде неперервним і мати порізану форму. Це добре узгоджується з експериментом, де на залежностях зміни сумарної енергії сигналів акустичної емісії в часі спостерігається розкид (дисперсія) деякого середнього рівня реєстрованої сумарної енергії. Величина цього розкиду або дисперсія, як показують теоретичні дослідження (С, фіг. 1), залежать від амплітудно-часових параметрів окремих імпульсних сигналів акустичної емісії (А, фіг. 1), що формуються при протіканні фізико-хімічних процесів на окремих площадках фрикційного контакту, та умов їх часового перекриття (Р, фіг. 1). Оскільки може змінюватися місце положення цих площадок, їх величина, а також рівень, на якому відбуваються фізико-хімічні процеси зношування, то буде відбуватися зміна умов перекриття окремих імпульсних сигналів та величина їх вкладу в результуючий сигнал акустичної емісії. Це обумовлено зміною часу між появою окремих імпульсних сигналів акустичної емісії. Причому нижній і верхній рівні розкиду параметрів результуючого сигналу акустичної емісії (В, фіг. 1) визначаються рівнями процесів, на яких формуються окремі імпульсні сигнали акустичної емісії (А, фіг. 1), тобто величин їх амплітудно-часових параметрів. Якщо проводити вимірювання акустичної емісії з усередненням її параметрів, наприклад, усередненої потужності, то фактично буде відбуватися фільтрація вкладу окремих складових фізико-хімічних процесів, що протікають в поверхневих шарах фрикційного контакту. В першу чергу, це стосується процесів на субмікро- і мікрорівнях. За таких умов, буде зменшуватися вклад даних процесів в результуючий сигнал акустичної емісії і, як наслідок, відбуватися згладжування, наприклад, усередненої потужності акустичної емісії, та зменшуватися величина її 5 розкиду (значення нижнього рівня буде наближатися до значення верхнього рівня). Це спостерігається в результатах не тільки теоретичних але й в експериментальних досліджень, де дисперсія або розкид середнього рівня усередненої потужності сигналів акустичної емісії на стадії сталого і катастрофічного зношування є досить малими величинами (1, 2, фіг. 2). Внаслідок згладжування (усереднення) відбувається і втрата інформації про етап (1', рис. 2), який передує моменту виникнення задирання. При цьому момент виникнення задирання фіксується за різким зростанням усередненої потужності або різкою зміною її швидкості на початку переходу до необоротного (катастрофічного) процесу зношування (на початку стадії 2, фіг. 2). В той же час, як показали результати експериментальних досліджень, зміна сумарної енергії акустичної емісії в часі при тривалих випробуваннях характеризується не тільки зростанням середнього рівня але й значним зростанням її дисперсії (розкиду) (фіг. 3). Це обумовлено тим, що при відсутності згладжування відбувається найменша втрата складових фізико-хімічних процесів, які протікають в поверхневих шарах спряжених елементів. За таких умов, на залежностях зміни сумарної енергії акустичної емісії добре спостерігається етап (1', фіг. 3), який передує стадії необоротного (катастрофічного) розвитку процесів зношування поверхонь фрикційного контакту (2, фіг. 3). З початку етапу, який передує стадії необоротного (катастрофічного) розвитку процесів зношування, як показали експериментальні дослідження, відбувається стрибок у зростанні дисперсії сумарної енергії акустичної емісії (3, фіг. 4) або швидкості зростання дисперсії (3, фіг. 5). Вимірювання дисперсії сумарної енергії акустичної емісії показало, що залежність її зміни характеризується двома стадіями. Перша стадія зростання дисперсії (І, фіг. 4), яка відповідає стадії сталого зношування, описується лінійною функцією виду E1t 0E1 1t , (2) де 1 - коефіцієнт пропорційності або швидкість зростання; t - час, 0E1 - початкове значення дисперсії сумарної енергії сигналів акустичної емісії. З виразу (1) витікає, що залежність зміни дисперсії сумарної енергії акустичної емісії має лінійний характер зростання, тобто швидкість її зміни на першій стадії є сталою (І, фіг. 5) і дорівнює 1 E1t 1 , (3) t Друга стадія зростання дисперсії (II, фіг. 6), яка передує початку необоротного (катастрофічного) розвитку процесів зношування поверхневих шарів і починається ще на стадії сталого зношування, також описується лінійною функцією виду E2 t 0E2 2t (4) де 2 - коефіцієнт пропорційності або швидкість зростання; t - час; 0E2 - початкове значення дисперсії сумарної енергії сигналів акустичної емі 65019 6 сії, яке відповідає початку різкої зміни (стрибку) дисперсії. З виразу (3) також витікає, що залежність зміни дисперсії сумарної енергії акустичної емісії після стрибка дисперсії має лінійний характер зростання, тобто швидкість її зміни на другій стадії є також сталою (II, фіг. 5) і дорівнює 2 E2 t 2 , (5) t При цьому завжди виконується співвідношення 2 1 , тобто відношення 2 / 1 1. Слід відмітити, що стрибок в зростанні дисперсії сумарної енергії акустичної емісії або швидкості її зростання завжди фіксується однозначно ще на стадії сталого зношування. Отже при реєстрації сигналів акустичної емісії і слідкування за зміною дисперсії сумарної енергії акустичної емісії або швидкості її зростання дозволяє однозначно визначити момент початку виникнення задирання у фрикційному вузлі. Цей момент, як показують дослідження, визначається значно раніше, ніж за швидкістю зміни усередненої потужності реєстрованих сигналів акустичної емісії. Стрибок дисперсії фіксується ще на стадії сталого зношування. Це означає, що значно збільшується точність і, безумовно, достовірність, визначення моменту виникнення задирання фрикційних вузлів за рахунок збільшення розрізнювальної здатності і точності вимірювань енергетичних параметрів сигналів акустичної емісії, тобто врахування енергетичного вкладу процесів зношування, які відбуваються на всіх рівнях в поверхневих шарах спряжених елементів. Таким чином, не викликає сумнівів, що використання контролю зростання дисперсії або швидкості зростання дисперсії сумарної енергії реєстрованих сигналів акустичної емісії є ефективним способом визначення моменту виникнення задирання у фрикційних вузлах. При цьому використання контролю зростання дисперсії або швидкості зростання дисперсії сумарної енергії реєстрованих сигналів акустичної емісії дозволяє здійснювати визначення моменту виникнення задирання значно раніше, ніж за контролем швидкості зростання усередненої потужності сигналів акустичної емісії, що, безумовно, забезпечує підвищення його достовірності. Як показали дослідження, момент виникнення задирання визначається на 12…15 % раніше, ніж за швидкістю зміни усередненої потужності сигналів акустичної емісії і на 25…30 % раніше, ніж за моментом тертя. Крім того, це дозволяє попередити необоротне пошкоджування поверхонь фрикційного контакту, запобігти утворення макропродуктів зношування, які впливають на пошкодження інших елементів фрикційного вузла, як конструкції в цілому, і, як наслідок, збільшити імовірність відновлення спряжених поверхонь та подовження строків експлуатації фрикційних вузлів, тобто своєчасно вилучити їх з роботи, значно зменшити фінансові, матеріальні та часові витрати на відновлення та ремонт. Спосіб проілюстровано на фіг. 1, фіг. 2, 3, фіг. 4, 5, фіг. 6, де на фіг. 1 показано принцип формування результуючого сигналу акустичної емісії при 7 терті: А - імпульсні сигнали, що формуються при зношуванні окремих ділянок спряжених поверхонь; В - результуючий формований сигнал акустичної емісії; С - розкид амплітуди результуючого сигналу акустичної емісії; Р - зона перекриття параметрів окремих імпульсних сигналів (амплітуди і тривалості); на фіг. 2, 3 показано залежності зміни усередненої потужності сигналів акустичної емісії в часі (а) та сумарної енергії сигналів акустичної емісії в часі на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: 1 - стадія сталого зношування; 2 стадія необоротного (катастрофічного) зношування; 1' - етап на стадії сталого зношування, який передує стадії необоротного зношування; на фіг. 4, 5 показано залежності зміни дисперсії сумарної енергії сигналів акустичної емісії в часі (а) та швидкості її зміни в часі (б) на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою "дискдиск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: І - стадія, що відноситься до стадії сталого зношування; II - стадія, що відноситься до стадії необоротного (катастрофічного) зношування; 3 - точка, яка відповідає моменту початку виникнення задирання фрикційного вузла за зміною дисперсії сумарної енергії сигналів акустичної емісії або швидкістю її зміни; на фіг. 6 показано залежність швидкості зміни усередненої потужності сигналів акустичної емісії в часі на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою „диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок зі сплаву Д16 з твердосплавним покриттям ВК6: І' стадія сталого зношування; II' - стадія необоротного (катастрофічного) зношування; А1 - точка, яка відповідає моменту початку виникнення задирання фрикційного вузла за швидкості зміни усередненої потужності сигналів акустичної емісії. Приклад конкретної реалізації способу, що заявляється Визначався момент виникнення задирання фрикційного вузла, який працює за конструктивною схемою "диск-диск". У відповідності до схеми випробувань, один із зразків фрикційного вузла був нерухомим, а другий зразок встановлювався в патрон на шпинделі машини тертя СМТ-1, і обертався із заданою постійною швидкістю. Зразки представляли собою втулки з тертям площі торцевих сторін. Рухомий зразок був виготовлений зі сплаву Д16 з твердосплавним покриттям ВК6, а нерухомий зразок - зі сталі 30ХГСА. Розміри зразків складали: зовнішній діаметр 28 мм; внутрішній діаметр 20 мм; товщина стінки 8 мм; висота 22 мм. Швидкість обертання приводного вала машини тертя СМТ-1 складала 500 об/хв. Осьове робоче навантаження на фрикційний вузол складало 450 Н. як мастильне середовище використовувалося мастило М10Г2К. Витрата мастила складало 1,2 л/год. 65019 8 При випробуваннях проводилась реєстрація сигналів акустичної емісії. Для цього застосовано перетворювач, який був виготовлений із п'єзокераміки ЦТС-19. Перетворювач встановлювався на нерухомому зразку фрикційного вузла. Сигнали з виходу перетворювача підсилювалися, а потім вимірювалися та оброблялися з використанням акусто-емісійної системи, яка була побудована на базі мобільного комп'ютера. Результат вимірювання параметрів реєстрованих сигналів акустичної емісії представлявся у вигляді графічних залежностей зміни дисперсії сумарної енергії сигналів акустичної емісії в часі, швидкості зміни дисперсії сумарної енергії в часі, а також швидкості зміни усередненої потужності сигналів акустичної емісії в часі. При цьому проводилося порівняння результатів визначення моменту виникнення задирання за відомим способом і способом, що пропонується. Результати проведених випробувань наведено на фіг. 4, 5, фіг. 6, де на фіг. 4, 5 показано залежності зміни дисперсії сумарної енергії сигналів акустичної емісії в часі (а) та швидкості її зміни в часі (б) на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: І - стадія, що відноситься до стадії сталого зношування; II - стадія, що відноситься до стадії необоротного (катастрофічного) зношування; 3 - точка, яка відповідає моменту початку виникнення задирання фрикційного вузла за зміною дисперсії сумарної енергії сигналів акустичної емісії або швидкістю її зміни; на фіг. 4 показано залежність швидкості зміни усередненої потужності сигналів акустичної емісії в часі на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлено зі сталі 30ХГСА, а рухомий зразок - зі сплаву Д16 з твердосплавним покриттям ВК6: І' - стадія сталого зношування; II' - стадія необоротного (катастрофічного) зношування; А1 - точка, яка відповідає моменту початку виникнення задирання фрикційного вузла за швидкості зміни усередненої потужності сигналів акустичної емісії в часі. Результати проведених випробувань показали, що перехід фрикційного вузла зі стадії сталого зношування на стадію катастрофічного зношування з виникненням задирання спостерігається, як за різкою зміною дисперсії сумарної енергії сигналів акустичної емісії в часі або різким зростанням швидкості зміни дисперсії сумарної енергії в часі, так і за різким зростанням швидкості зміни усередненої потужності сигналів акустичної емісії в час (3, фіг. 4, 5; А1, фіг. 6). Для способу, що пропонується, зростання дисперсії сумарної енергії сигналів акустичної емісії або її швидкості відбувається стрибкоподібно. Для відомого способу зростання швидкості усередненої потужності сигналів акустичної емісії також відбувається стрибкоподібно. Однак момент виникнення задирання за зростанням швидкості зміни усередненої потужності сигналів акустичної емісії (А1, фіг. 6) фіксується на 9 стадії, яка практично миттєво переходить в стадію необоротного (катастрофічного) зношування. В той же час, момент виникнення задирання за зростанням дисперсії сумарної енергії сигналів акустичної емісії або швидкості її зростання (3, фіг. 3, а, б) фіксується на етапі, який передує стадії необоротного (катастрофічного) зношування. У відповідності до отриманих результатів, момент початку виникнення задирання за способом, що пропонується, тобто за зростанням дисперсії сумарної енергії сигналів акустичної емісії або швидкості її зростання в часі, зафіксований на 1250 с випробувань (3, фіг. 4, 5). Момент початку виникнення задирання за відомим способом, тобто за швидкості зміни усередненої потужності сигналів акустичної емісії в часі, зафіксований на 1450 с випробувань (А1, фіг. 6). З отриманих результатів видно, що фіксація моменту початку виникнення задирання за зрос 65019 10 танням дисперсії сумарної енергії сигналів акустичної емісії або швидкості її зростання в часі визначається на 200 с раніше, ніж за відомим способом, тобто на 14 % раніше, ніж за відомим способом. Таким чином, не викликає сумнівів, що використання вимірювання дисперсії сумарної енергії сигналів акустичної емісії та слідкування за її різким зростанням або різким зростанням швидкості зміни дисперсії є ефективним способом визначення моменту виникнення задирання в фрикційних вузлах. Це забезпечує підвищення достовірності визначення моменту виникнення задирання, дозволяє попередити необоротне пошкоджування поверхонь фрикційного контакту, запобігти утворенню макропродуктів зношування та пошкодження інших елементів фрикційного вузла, і, як наслідок, проводити його ремонт та подовжити строки експлуатації. 11 65019 12 13 Комп’ютерна верстка Г. Паяльніков 65019 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of time of tear taking placein friction units
Автори англійськоюFilonenko Serhii Fedorovych, Kosmach Oleksandr Pavlovych, Kosytska Tetiana Mykolaivna
Назва патенту російськоюСпособ определения момента возникновения задира в фрикционных узлах
Автори російськоюФилоненко Сергей Федорович, Космач Александр Павлович, Косицкая Татьяна Николаевна
МПК / Мітки
МПК: G01N 3/56, G01N 29/04
Мітки: моменту, вузлах, визначення, виникнення, спосіб, задирання, фрикційних
Код посилання
<a href="https://ua.patents.su/7-65019-sposib-viznachennya-momentu-viniknennya-zadirannya-u-frikcijjnikh-vuzlakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення моменту виникнення задирання у фрикційних вузлах</a>
Спосіб визначення моменту виникнення задирання в фрикційних вузлах
Номер патенту: 31663
Опубліковано: 25.04.2008
Автори: Стадниченко В'ячеслав Миколайович, Філоненко Сергій Федорович, Бабак Віталій Павлович
МПК: G01N 29/04, G01N 29/14, G01N 3/56
Мітки: визначення, фрикційних, спосіб, моменту, виникнення, задирання, вузлах
Формула / Реферат:
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про момент виникнення задирання в фрикційному вузлі, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а момент виникнення задирання визначають за швидкістю зростання середньої потужності реєстрованих сигналів...
Спосіб визначення контактного навантаження в фрикційних вузлах в момент виникнення заїдання
Номер патенту: 34919
Опубліковано: 26.08.2008
Автори: Філоненко Сергій Федорович, Стадниченко В'ячеслав Миколайович, Кравченко Віталій Григорович, Стахова Анжеліка Петрівна
МПК: G01N 29/04, G01N 3/56
Мітки: задання, фрикційних, спосіб, виникнення, навантаження, момент, контактного, визначення, вузлах
Формула / Реферат:
Спосіб визначення контактного навантаження в фрикційних вузлах в момент виникнення заїдання, що включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про контактне навантаження в фрикційному вузлі в момент виникнення заїдання, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а контактне навантаження в момент виникнення заїдання...
Спосіб визначення моменту скочування шлаку
Номер патенту: 61575
Опубліковано: 25.07.2011
Автори: Жук Сергій Васильович, Богушевський Володимир Святославович
МПК: C21C 5/46
Мітки: моменту, скочування, визначення, шлаку, спосіб
Формула / Реферат:
Спосіб визначення моменту скочування шлаку, що включає вимірювання швидкості зневуглецювання, який відрізняється тим, що додатково контролюють акустичну характеристику продувки і час запізнення температурного сигналу, що сприймається водою на охолодження фурми, і за результатами вимірювання визначають комплексний параметр стану шлаку, який розраховують за формулоюМ=a1DVc+a2DА+a3Dt3,де a1, a2, a3 - коефіцієнти впливу окремих...
Спосіб визначення швидкості росту тріщин в матеріалах
Номер патенту: 65906
Опубліковано: 15.04.2004
Автори: Бабак Віталій Павлович, Філоненко Сергій Федорович, Калита Віктор Михайлович
МПК: G01N 29/06, G01P 15/00, G01N 29/14
Мітки: тріщин, швидкості, спосіб, росту, визначення, матеріалах
Формула / Реферат:
Спосіб визначення швидкості росту тріщин в матеріалах, що включає навантаження матеріалу з одночасним визначенням характеристик, за якими роблять висновки про швидкість росту тріщин в матеріалі, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а швидкість росту тріщин визначають за тривалістю переднього фронту сигналів акустичної емісії від тріщин.
Спосіб визначення фізико-механічних властивостей абразивного інструменту
Номер патенту: 29073
Опубліковано: 16.10.2000
Автори: Покладій Георгій Григорович, Пащенко Евген Олександрович, Філоненко Сергій Федорович
Мітки: інструменту, властивостей, спосіб, фізико-механічних, абразивного, визначення
Формула / Реферат:
Спосіб визначення фізико-механічних властивостей абразивного інструменту, що включає здійснення правки абразивного інструменту з одночасним визначенням характеристик, за якими роблять висновки про фізико-механічні властивості абразивного інструменту, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а фізико-механічні властивості визначають за кутом нахилу кривої накопичення енергії сигналів акустичної...
Попередній патент: Склад для одержання зносостійких композиційних електролітичних покриттів на основі нікелю для роботи при підвищених температурах
Наступний патент: Двотактний симетричний підсилювач постійного струму
Випадковий патент: Вітроенергетичний пристрій