Спосіб обробки поверхні сталі
Номер патенту: 67694
Опубліковано: 12.03.2012
Автори: Степанов Микола Борисович, Ледовських Володимир Михайлович, Поляков Сергій Георгійович, Левченко Сергій Володимирович


Формула / Реферат
1. Спосіб обробки поверхні сталі, при якому проводять обробку електроіскровим і механічним способами з подачею у зону обробки технологічної рідини, який відрізняється тим, що обробку поверхонь проводять одночасно електроіскровим і механічним способами, з одночасною подачею в зону обробки технологічної рідини, яка містить як пасивуючі, так і адсорбційні складові різної електричної природи для забезпечення взаємного посилення властивостей компонентів за рахунок явища синергізму.
2. Спосіб за п. 1, який відрізняється тим, що технологічна рідина містить суміш ПАР, синергічний ефект яких забезпечується за рахунок притягальної взаємодії аніонних і катіонних речовин, що містять сульфо- або карбоксильні групи та органічний амін у присутності полімерного компонента - поліакриламіду.
3. Спосіб за п. 1 або 2, який відрізняється тим, що компоненти у сумішах поверхнево-активних і інгібуючих речовин використовують у кількостях і співвідношеннях концентрацій, які забезпечують ефекти взаємного посилення поверхневої активності і інгібуючої дії у системі - синергізм.
Текст
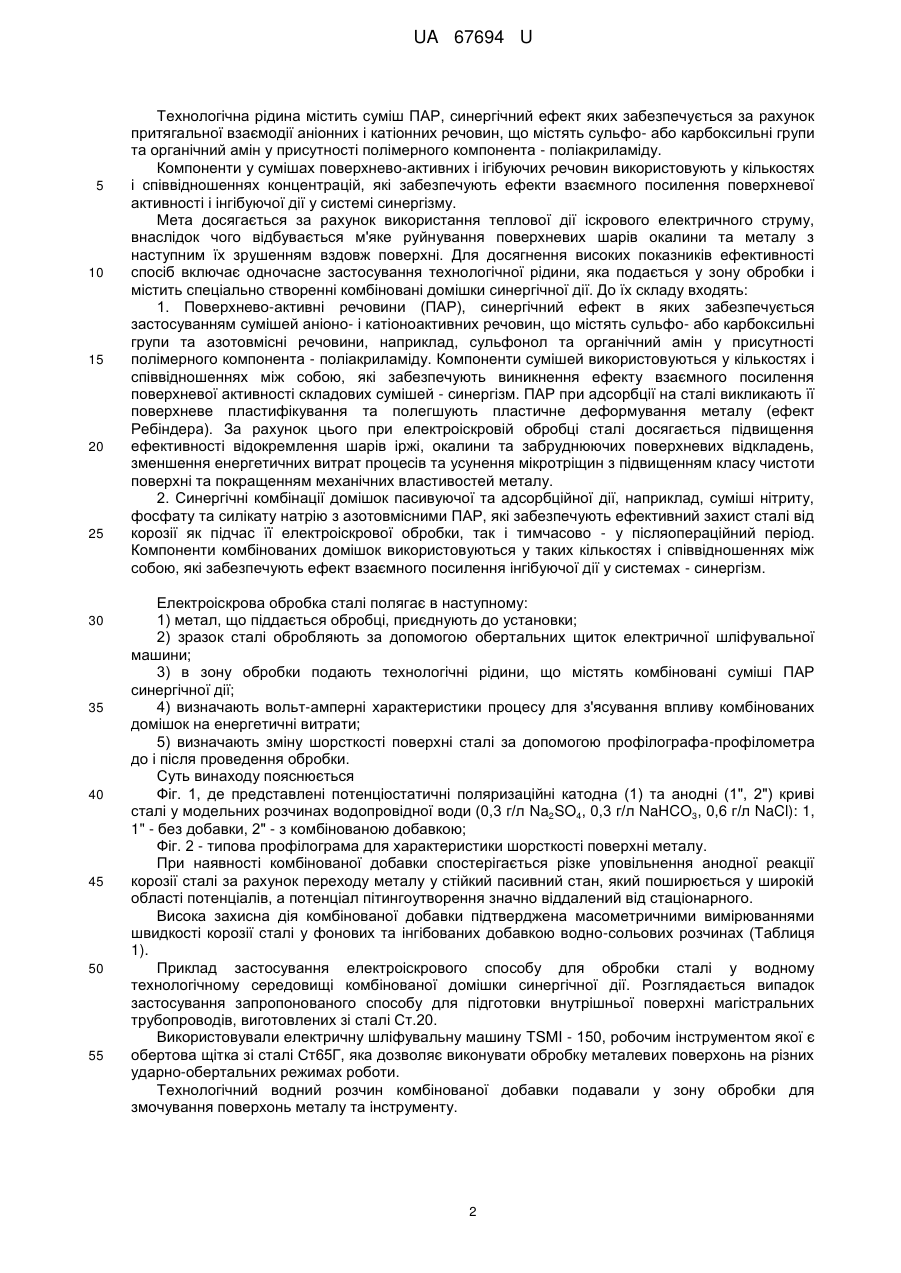
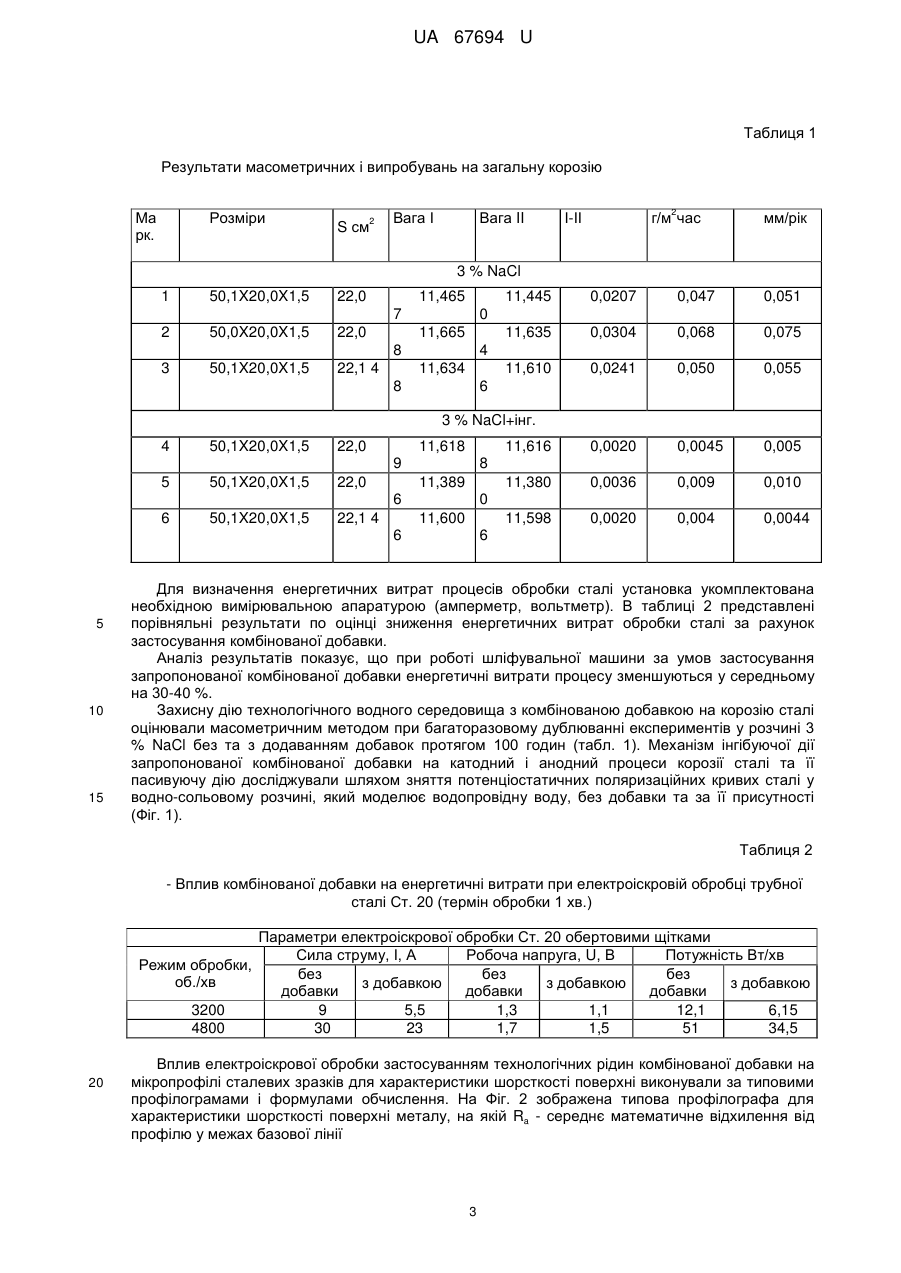
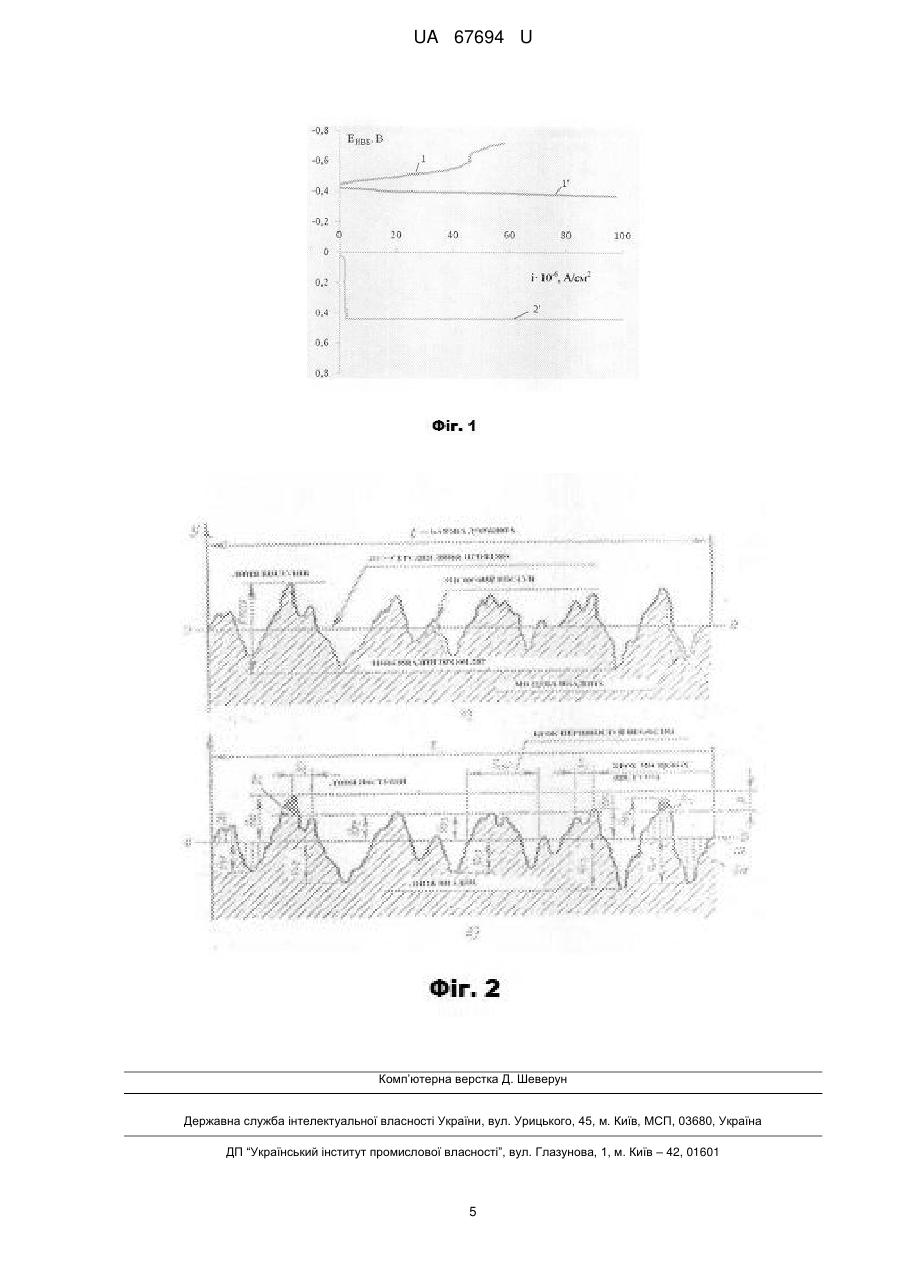
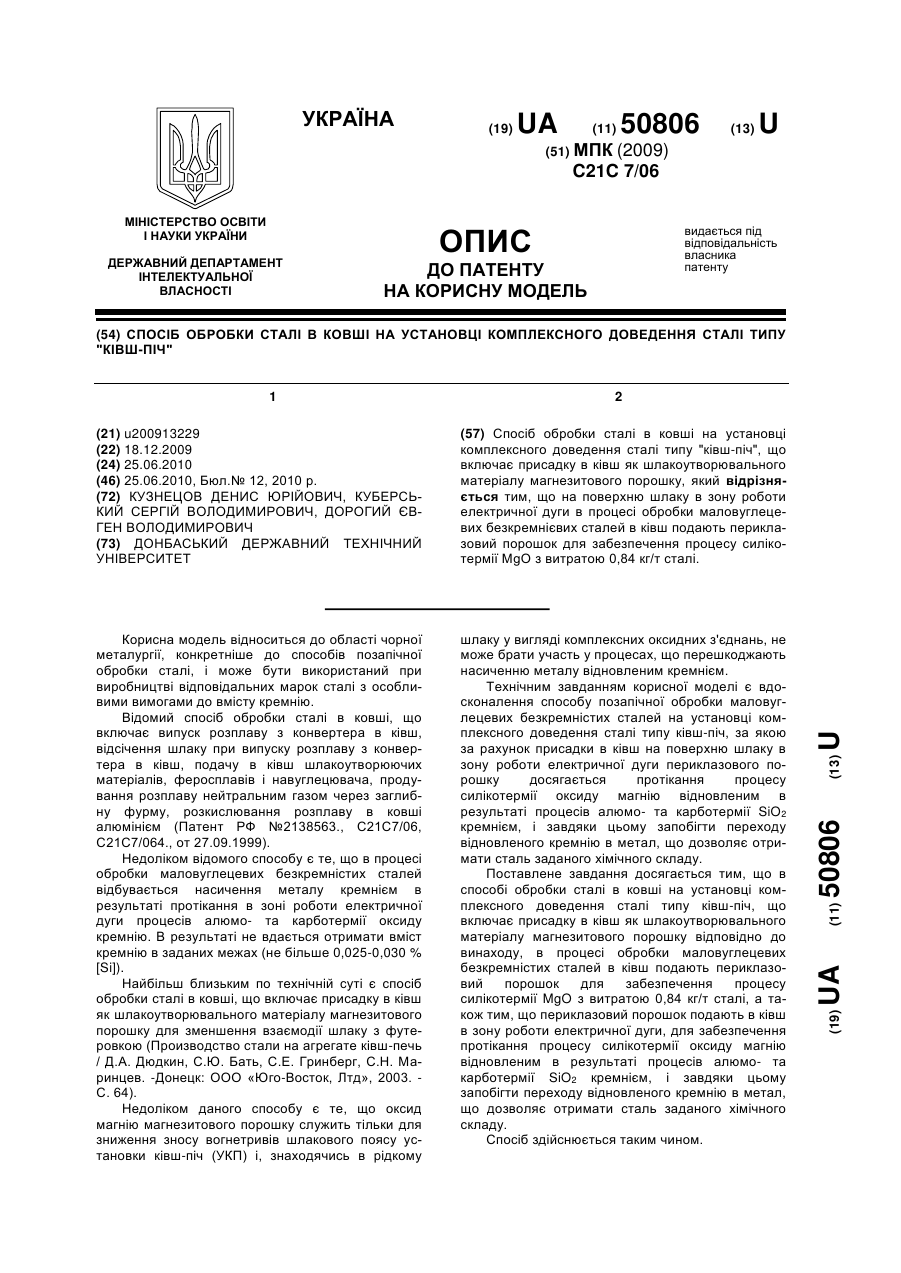
Реферат: Спосіб обробки поверхні сталі, при якому проводять обробку електроіскровим і механічним способами з подачею у зону обробки технологічної рідини. Обробку поверхонь проводять одночасно електроіскровим і механічним способами, з одночасною подачею в зону обробки технологічної рідини, яка містить як пасивуючі, так і адсорбційні складові різної електричної природи для забезпечення взаємного посилення властивостей компонентів за рахунок явища синергізму. UA 67694 U (12) UA 67694 U UA 67694 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується усіх галузей господарства, де застосовуються сталеві конструкції, трубопроводи, апарати, ємності та резервуари для транспортування, зберігання та використання рідинних і газових матеріальних потоків, які потребують очищення своїх поверхонь. Металеві поверхні різних типів обладнання при їх експлуатації зазнають шкідливих забруднень технологічними середовищами та продуктами їх перетворень. Промислове металеве обладнання зазнає корозійного руйнування під дією кисню, органічних та неорганічних речовин, у тому числі, розчинів електролітів (кислот, основ, солей, мінералізованих та сірководеньвмісних вод), нафти та нафтопродуктів, газових конденсатів тощо. Корозійний процес та його продукти погіршують характеристики як робочих поверхонь, так і технологічних середовищ. До погіршення якості конструкційних металів і прискорення їх корозійного руйнування призводять недоробки металургійних та обробляючих виробництв (металургійні включення, розшарування, залишки окалини, незадовільний клас чистоти поверхні тощо). Зазначені фактори посилюють корозійні процеси, погіршують механічні властивості сталі і гідродинаміку рідинних та газових потоків, забруднюють матеріальні середовища, знижують ефективність технологічних процесів тощо. Відомі способи підготовки металів, у тому числі, внутрішніх поверхонь трубопроводів, які включають лазерний, механічний, плазмений, електроімпульсний та електропроменевий, які дозволяють покращувати якісні характеристики металевих поверхонь, їх корозійну стійкість та механічні властивості (Гутман Е. М. Механохимия металлов и защита от коррозии. - М: Металлургия, 1981; Ибрагимов М. Ш., Коробейников М. А., Шацкий А. С. Вопросы очистки наружной поверхности трубопроводов от антикоррозионных покрытий // Трубопроводный транспорт нефти. - № 2. - 2000. - С. 20-24; Колотыркин Я. М., Янов Л. А., Княжева В. М. Высокоэнергетические способы обработки поверхности для защиты металлов от коррозии. Итоги науки и техники. Коррозия и защита от коррозии. - М.: Т. 12. - 1986. - С. 185-258; Похмурська Г., Каліна В., Гофман Я. Влив лазерного гартування на корозійну втому вуглецевої та нержавіючої сталей // Фіз. хім. механіка матеріалів. Проблеми корозії та протикорозійного захисту матеріалів (Спецвипуск). - № 1. - 2000. - С. 240-243; Шевченко Л., Жутинская Л., Зелинская В., Алымов Б. Технология очистки катанки от окалины низкотемпературной плазмой // Фіз. хім. механіка матеріалів. Проблеми корозії та протикорозійного захисту матеріалів (Спецвипуск). - № 3. - 2002. - С. 582-584; Ляпунов М. А., Уента Е. Л., Юора Э. П. Электроимпульсная обработка высокопрочных металлов и сплавов // Металлофизика и новейшие технологии. - Т. 22. - № 4. - 2000. - С. 67-70). До електричних способів обробки належать такі види обробки, за яких знімання металу або зміна структури і якості його поверхневого шару є наслідком термічної, хімічної або комбінованої дії електричного струму, що підводиться безпосередньо (гальванічний зв'язок) до металоконструкції та інструмента. При цьому перетворення електричної енергії в інші види енергії відбувається у зоні обробки, утвореної взаємодіючими поверхнями оброблюваного металу та інструмента. Відомі наступні способи електроерозійної обробки металевих поверхонь: електроіскровий, електроімпульсний та електроконтактний. До цієї ж групи варто віднести й анодно-механічний спосіб. Електроіскровий та електроімпульсний способи дозволяють як знімання металу, так і його зміщення; анодно-механічний та електроконтактний - тільки знімання металу. Найбільш близьким до запропонованого рішення за технічною сутністю є електроіскровий спосіб, який базується на застосуванні залежних (конденсаторних) релаксаційних генераторів імпульсного струму для обробки металевих поверхонь обертовим інструментом. Проте зазначені способи мають недоліки та обмеження, які зумовлені значними енергетичними витратами, високою вартістю обладнання, залежністю від геометричних особливостей поверхонь та їх доступністю для обробки, наприклад, тільки труб відносно великих діаметрів тощо. В основу запропонованого способу поставлено розробку електроіскрового методу, в якому обробка металів виконується за допомогою обертових щіток, а ефект отримується за рахунок ударного впливу кінців дротів щітки на поверхню, що піддається обробці. Запропоновано спосіб обробки металевих поверхонь, при якому проводять обробку електроіскровим і механічним способами з подачею у зону обробки технологічної рідини. Згідно з корисною моделлю обробку поверхонь проводять одночасно електроіскровим і механічним способами, з одночасною подачею в зону обробки технологічної рідини, яка містить як пасивуючі, так і адсорбційні складові різної електричної природи, що забезпечує взаємне посилення властивостей компонентів за рахунок явища синергізму. 1 UA 67694 U 5 10 15 20 25 30 35 40 45 50 55 Технологічна рідина містить суміш ПАР, синергічний ефект яких забезпечується за рахунок притягальної взаємодії аніонних і катіонних речовин, що містять сульфо- або карбоксильні групи та органічний амін у присутності полімерного компонента - поліакриламіду. Компоненти у сумішах поверхнево-активних і ігібуючих речовин використовують у кількостях і співвідношеннях концентрацій, які забезпечують ефекти взаємного посилення поверхневої активності і інгібуючої дії у системі синергізму. Мета досягається за рахунок використання теплової дії іскрового електричного струму, внаслідок чого відбувається м'яке руйнування поверхневих шарів окалини та металу з наступним їх зрушенням вздовж поверхні. Для досягнення високих показників ефективності спосіб включає одночасне застосування технологічної рідини, яка подається у зону обробки і містить спеціально створенні комбіновані домішки синергічної дії. До їх складу входять: 1. Поверхнево-активні речовини (ПАР), синергічний ефект в яких забезпечується застосуванням сумішей аніоно- і катіоноактивних речовин, що містять сульфо- або карбоксильні групи та азотовмісні речовини, наприклад, сульфонол та органічний амін у присутності полімерного компонента - поліакриламіду. Компоненти сумішей використовуються у кількостях і співвідношеннях між собою, які забезпечують виникнення ефекту взаємного посилення поверхневої активності складових сумішей - синергізм. ПАР при адсорбції на сталі викликають її поверхневе пластифікування та полегшують пластичне деформування металу (ефект Ребіндера). За рахунок цього при електроіскровій обробці сталі досягається підвищення ефективності відокремлення шарів іржі, окалини та забруднюючих поверхневих відкладень, зменшення енергетичних витрат процесів та усунення мікротріщин з підвищенням класу чистоти поверхні та покращенням механічних властивостей металу. 2. Синергічні комбінації домішок пасивуючої та адсорбційної дії, наприклад, суміші нітриту, фосфату та силікату натрію з азотовмісними ПАР, які забезпечують ефективний захист сталі від корозії як підчас її електроіскрової обробки, так і тимчасово - у післяопераційний період. Компоненти комбінованих домішок використовуються у таких кількостях і співвідношеннях між собою, які забезпечують ефект взаємного посилення інгібуючої дії у системах - синергізм. Електроіскрова обробка сталі полягає в наступному: 1) метал, що піддається обробці, приєднують до установки; 2) зразок сталі обробляють за допомогою обертальних щиток електричної шліфувальної машини; 3) в зону обробки подають технологічні рідини, що містять комбіновані суміші ПАР синергічної дії; 4) визначають вольт-амперні характеристики процесу для з'ясування впливу комбінованих домішок на енергетичні витрати; 5) визначають зміну шорсткості поверхні сталі за допомогою профілографа-профілометра до і після проведення обробки. Суть винаходу пояснюється Фіг. 1, де представлені потенціостатичні поляризаційні катодна (1) та анодні (1", 2") криві сталі у модельних розчинах водопровідної води (0,3 г/л Na2SO4, 0,3 г/л NaHCO3, 0,6 г/л NaCl): 1, 1" - без добавки, 2" - з комбінованою добавкою; Фіг. 2 - типова профілограма для характеристики шорсткості поверхні металу. При наявності комбінованої добавки спостерігається різке уповільнення анодної реакції корозії сталі за рахунок переходу металу у стійкий пасивний стан, який поширюється у широкій області потенціалів, а потенціал пітингоутворення значно віддалений від стаціонарного. Висока захисна дія комбінованої добавки підтверджена масометричними вимірюваннями швидкості корозії сталі у фонових та інгібованих добавкою водно-сольових розчинах (Таблиця 1). Приклад застосування електроіскрового способу для обробки сталі у водному технологічному середовищі комбінованої домішки синергічної дії. Розглядається випадок застосування запропонованого способу для підготовки внутрішньої поверхні магістральних трубопроводів, виготовлених зі сталі Ст.20. Використовували електричну шліфувальну машину TSMI - 150, робочим інструментом якої є обертова щітка зі сталі Ст65Г, яка дозволяє виконувати обробку металевих поверхонь на різних ударно-обертальних режимах роботи. Технологічний водний розчин комбінованої добавки подавали у зону обробки для змочування поверхонь металу та інструменту. 2 UA 67694 U Таблиця 1 Результати масометричних і випробувань на загальну корозію Ма рк. Розміри 2 S см Вага І Вага II 2 І-ІІ г/м час мм/рік 3 % NaCl 1 50,1X20,0X1,5 22,0 11,465 11,445 2 50,0X20,0X1,5 22,0 50,1X20,0X1,5 0,051 0,0304 0,068 0,075 11,610 0,0241 0,050 0,055 11,616 0,0020 0,0045 0,005 11,380 0,0036 0,009 0,010 11,598 11,665 22,1 4 0,047 0,0020 0,004 0,0044 0 8 3 0,0207 11,635 7 4 11,634 8 6 3 % NaCl+інг. 4 50,1X20,0X1,5 22,0 11,618 9 5 50,1X20,0X1,5 22,0 8 11,389 6 6 50,1X20,0X1,5 22,1 4 0 11,600 6 5 10 15 6 Для визначення енергетичних витрат процесів обробки сталі установка укомплектована необхідною вимірювальною апаратурою (амперметр, вольтметр). В таблиці 2 представлені порівняльні результати по оцінці зниження енергетичних витрат обробки сталі за рахунок застосування комбінованої добавки. Аналіз результатів показує, що при роботі шліфувальної машини за умов застосування запропонованої комбінованої добавки енергетичні витрати процесу зменшуються у середньому на 30-40 %. Захисну дію технологічного водного середовища з комбінованою добавкою на корозію сталі оцінювали масометричним методом при багаторазовому дублюванні експериментів у розчині 3 % NaCl без та з додаванням добавок протягом 100 годин (табл. 1). Механізм інгібуючої дії запропонованої комбінованої добавки на катодний і анодний процеси корозії сталі та її пасивуючу дію досліджували шляхом зняття потенціостатичних поляризаційних кривих сталі у водно-сольовому розчині, який моделює водопровідну воду, без добавки та за її присутності (Фіг. 1). Таблиця 2 - Вплив комбінованої добавки на енергетичні витрати при електроіскровій обробці трубної сталі Ст. 20 (термін обробки 1 хв.) Параметри електроіскрової обробки Ст. 20 обертовими щітками Сила струму, І, А Робоча напруга, U, В Потужність Вт/хв Режим обробки, без без без об./хв з добавкою з добавкою з добавкою добавки добавки добавки 3200 9 5,5 1,3 1,1 12,1 6,15 4800 30 23 1,7 1,5 51 34,5 20 Вплив електроіскрової обробки застосуванням технологічних рідин комбінованої добавки на мікропрофілі сталевих зразків для характеристики шорсткості поверхні виконували за типовими профілограмами і формулами обчислення. На Фіг. 2 зображена типова профілографа для характеристики шорсткості поверхні металу, на якій Ra - середнє математичне відхилення від профілю у межах базової лінії 3 UA 67694 U Ra 1 n yi n i 1 , де n - число вибраних точок профілю на базовій лінії довжини l , y i - відхилення профілю, відстань між і-ою точкою профілю і базовою лінією. 5 10 Виконані серії експериментів свідчать про те, що використання запропонованого способу електроіскрової обробки сталевих поверхонь у присутності технологічних розчинів комбінованої добавки дозволяє зменшувати шорсткість поверхні на 3 і більше одиниць (табл. 3). Ефективність добавок підтверджується також порівняльними профілографічними дослідженнями поверхні сталі після піскоструменевої обробки, де профіль трубної сталі Ст. 20 становить 40 мкм, після обробки тільки з водою - 25 мкм, а після обробки у присутності запропонованої комбінованої добавки - 10 мкм, що відповідає зростанню класу чистоти поверхні від четвертого до шостого. Таблиця 3 Вплив технологічного водного розчину комбінованої добавки на шорсткість сталі Ст. 20 при електроіскровій обробці її поверхні Серія дослідів 1 І II III IV V VI 15 20 Середнє математичне відхилення від профілю Ra у межах базової лінії 1 (Фіг. 2) Режим обробки, об./хв Без обробки 3200 4800 2 3 4 6,43-7,06 1,42-1,98 1,30-1,58 9,11-10,03 2,29-2,76 2,76-2,85 6,93-8,98 2,36-2,87 1,38-1,95 7,78-7,90 3,72-3,80 2,96-3,10 9,74-9,93 2,60-3,49 1,37-2,64 9,83-11,9 3,90-5,13 2,56-3,52 Електроіскровий метод із застосуванням створеної комбінованої добавки дозволяє ефективно відокремлювати шари іржі, окалини та різних відкладень і отримувати чисту і гладку поверхню сталі. Зміщення поверхневих шарів сталі під час електроіскрової обробки у присутності комбінованої добавки дозволяє усунути мікротріщини та сприяє покращенню механічних властивостей металу, що піддається обробці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Спосіб обробки поверхні сталі, при якому проводять обробку електроіскровим і механічним способами з подачею у зону обробки технологічної рідини, який відрізняється тим, що обробку поверхонь проводять одночасно електроіскровим і механічним способами, з одночасною подачею в зону обробки технологічної рідини, яка містить як пасивуючі, так і адсорбційні складові різної електричної природи для забезпечення взаємного посилення властивостей компонентів за рахунок явища синергізму. 2. Спосіб за п. 1, який відрізняється тим, що технологічна рідина містить суміш ПАР, синергічний ефект яких забезпечується за рахунок притягальної взаємодії аніонних і катіонних речовин, що містять сульфо- або карбоксильні групи та органічний амін у присутності полімерного компонента - поліакриламіду. 3. Спосіб за п. 1 або 2, який відрізняється тим, що компоненти у сумішах поверхнево-активних і інгібуючих речовин використовують у кількостях і співвідношеннях концентрацій, які забезпечують ефекти взаємного посилення поверхневої активності і інгібуючої дії у системі синергізм. 4 UA 67694 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of steel surface
Автори англійськоюLedovskykh Volodymyr Mykhailovych, Poliakov Serhii Heorhiiovych, Levchenko Serhii Volodymyrovych, Stepanov Mykola Borysovych
Назва патенту російськоюСпособ обработки поверхности стали
Автори російськоюЛедовских Владимир Михайлович, Поляков Сергей Георгиевич, Левченко Сергей Владимирович, Степанов Николай Борисович
МПК / Мітки
МПК: C23F 11/18, F02C 7/30
Мітки: поверхні, спосіб, обробки, сталі
Код посилання
<a href="https://ua.patents.su/7-67694-sposib-obrobki-poverkhni-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні сталі</a>
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу “ківш-піч”
Номер патенту: 50806
Опубліковано: 25.06.2010
Автори: Дорогий Євген Володимирович, Куберський Сергій Володимирович, Кузнецов Денис Юрійович
МПК: C21C 7/06
Мітки: доведення, установці, типу, сталі, обробки, ківш-піч, комплексного, ковші, спосіб
Формула / Реферат:
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу "ківш-піч", що включає присадку в ківш як шлакоутворювального матеріалу магнезитового порошку, який відрізняється тим, що на поверхню шлаку в зону роботи електричної дуги в процесі обробки маловуглецевих безкремнієвих сталей в ківш подають периклазовий порошок для забезпечення процесу силікотермії MgO з витратою 0,84 кг/т сталі.
Спосіб відновлення поверхні інструмента зі швидкорізальної сталі
Номер патенту: 37861
Опубліковано: 10.12.2008
Автори: Алімов Валерій Іванович, Георгіаду Марія Вікторівна, Дурягіна Зоя Антонівна
МПК: C21D 9/22, C04B 35/26
Мітки: відновлення, сталі, поверхні, інструмента, спосіб, швидкорізальної
Формула / Реферат:
1. Спосіб відновлення поверхні інструмента зі швидкорізальної сталі, що включає електродугову дію електродом, який відрізняється тим, що як електрод використовують остаточно бракований інструмент стрижневого типу зі швидкорізальної сталі, попередньо покритий вуглецевмісною обмазкою, що утворює сажисту кірку під впливом електродугової плазми.2. Спосіб за п. 1, який відрізняється тим, що остаточно бракований інструмент стрижневого...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: термічної, куль, спосіб, сталі, обробки, молольних
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термомеханічної обробки сталі
Номер патенту: 26277
Опубліковано: 10.09.2007
Автори: Войтюк Валерій Дмитрович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 7/00
Мітки: спосіб, сталі, обробки, термомеханічної
Формула / Реферат:
Спосіб термомеханічної обробки сталі, що передбачає розпад деформованого аустеніту в проміжній області, який відрізняється тим, що охолодження прокату перед кінцевою чистовою кліттю проводять до температури 400-420 °С, а потім при цій же температурі здійснюють пластичну деформацію з отриманням зміцненої штабової полоси.
Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Шевченко Тарас Григорович, Лук'янов Олександр Вікторович, Бросєв Олександр Олександрович, Дворядкін Борис Олександрович, Пащенко Андрій Володимирович
МПК: C21C 7/06
Мітки: спосіб, позапічної, сталі, обробки
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку...
Попередній патент: Розчин для розмірного хімічного травлення міді та a-латуней на основі хлориду заліза (ііі)
Наступний патент: Спосіб рафінування металу в проміжному ковші
Випадковий патент: Приймальний коксовий бункер