Спосіб виготовлення ізолятора
Номер патенту: 68542
Опубліковано: 15.06.2005
Автори: Голубєв Олександр Вікторович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Адейкін Олексій Олександрович, Гуренко Іван Станіславович
Формула / Реферат
Композиція для захисту будівельних споруд, що містить рідке натрієве скло, поліізоціанат та олігоефіракрилат, яка відрізняється тим, що додатково містить полімерні компоненти макродіізоціанат і поліетиленгліколь-400 та наповнювач при такому співвідношенні компонентів, мас. ч:
рідке натрієве скло
100
поліізоціанат
100
олігоефіракрилат
30-50
макродіізоціанат
50-100
поліетиленгліколь-400
0,65-0,75
наповнювач
200-400.
Текст
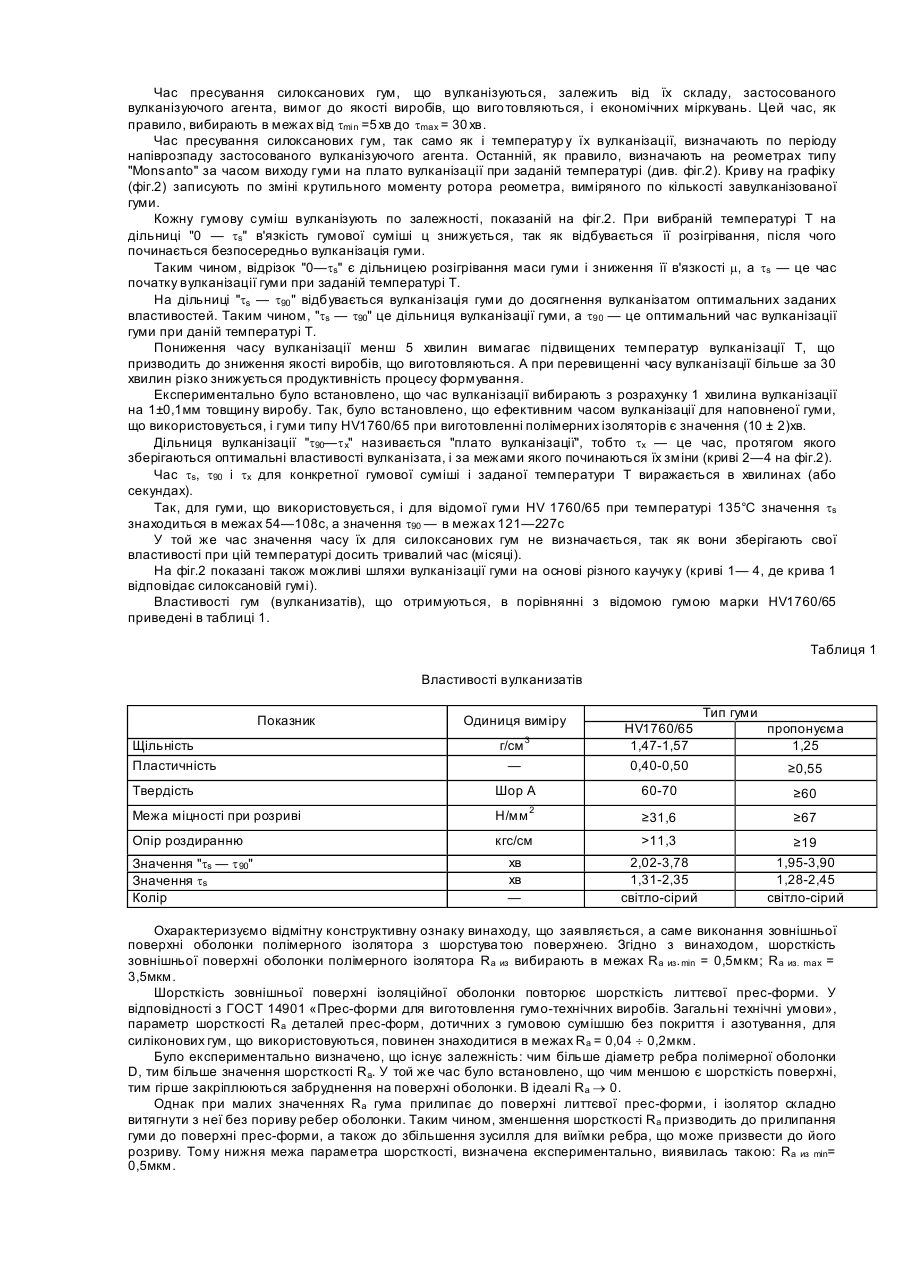
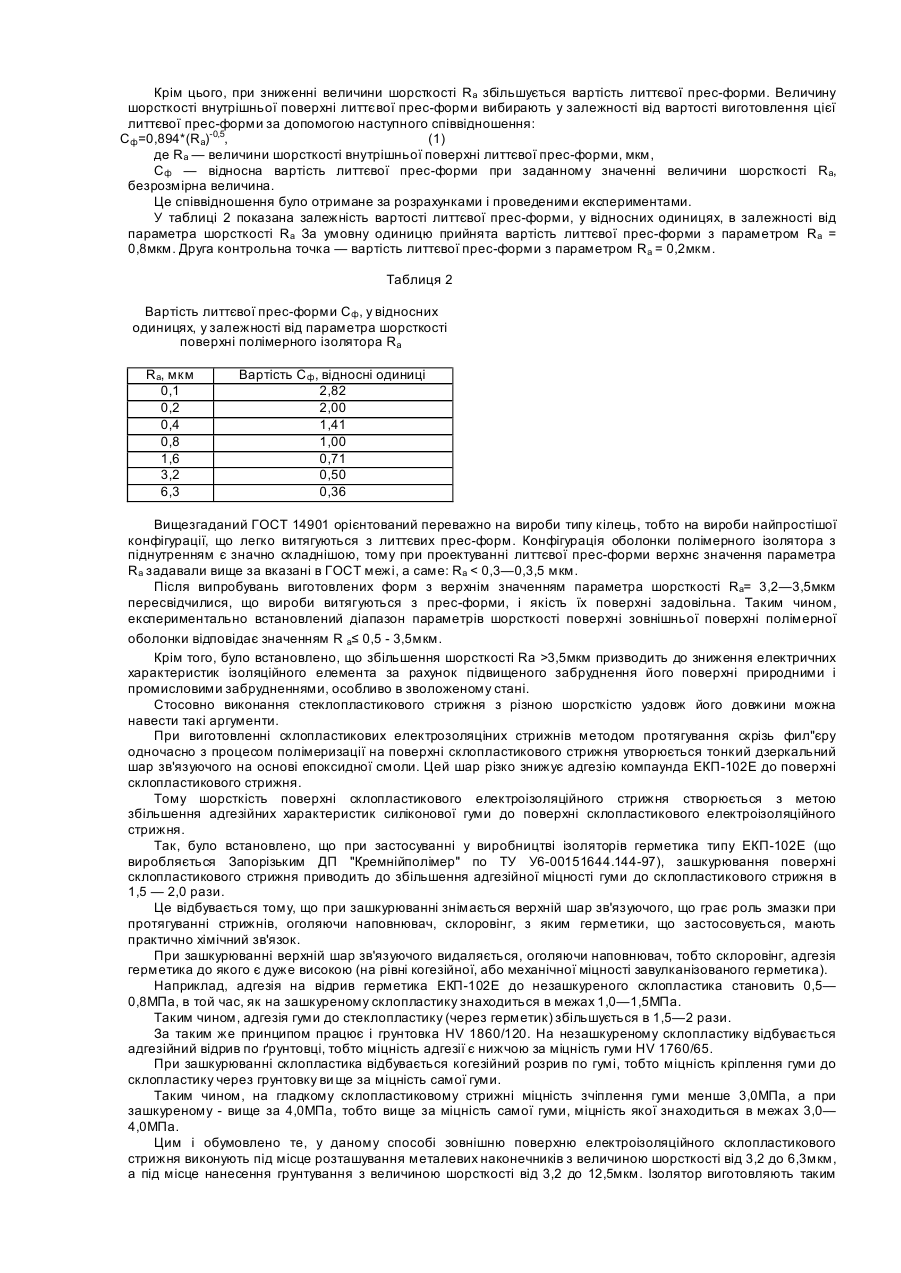
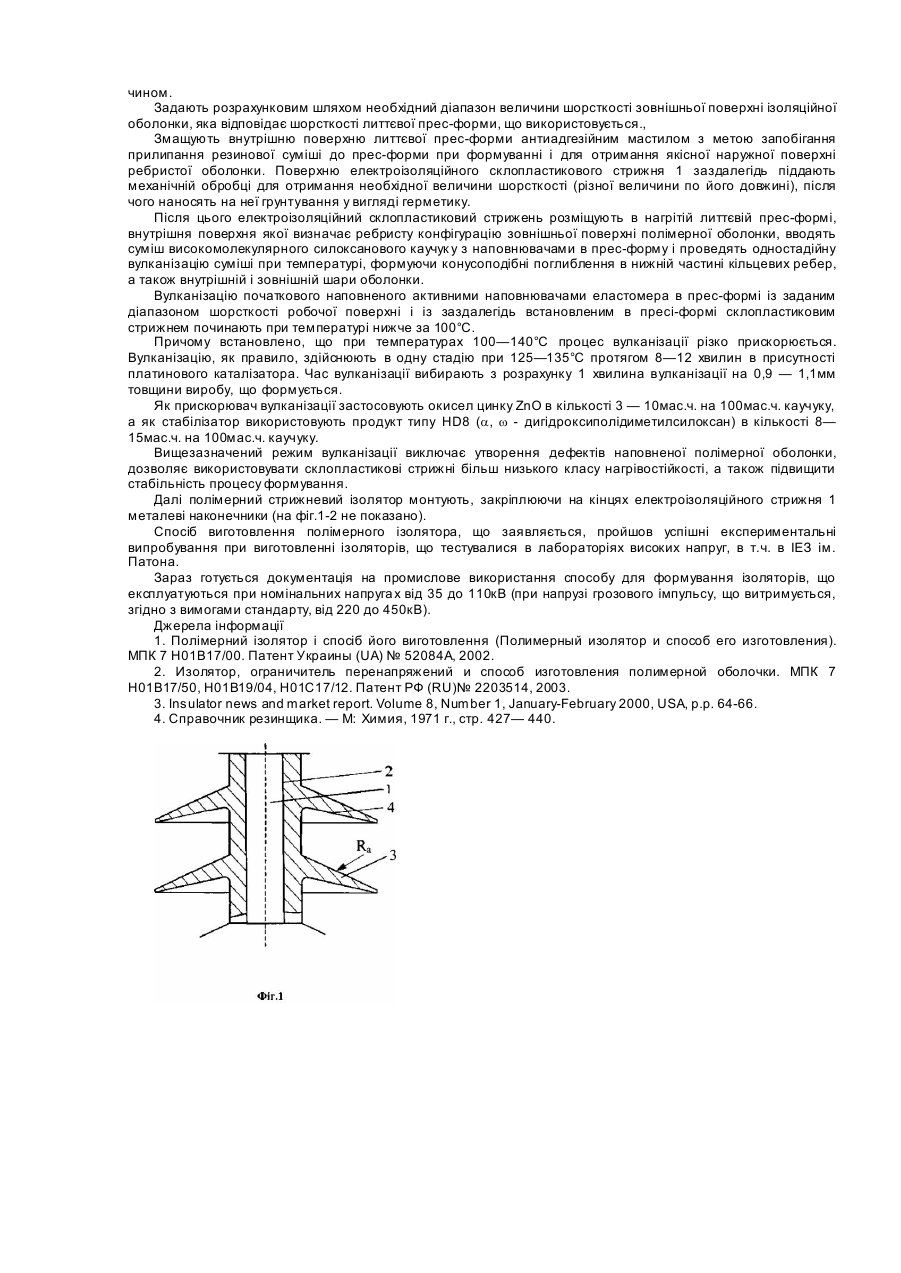
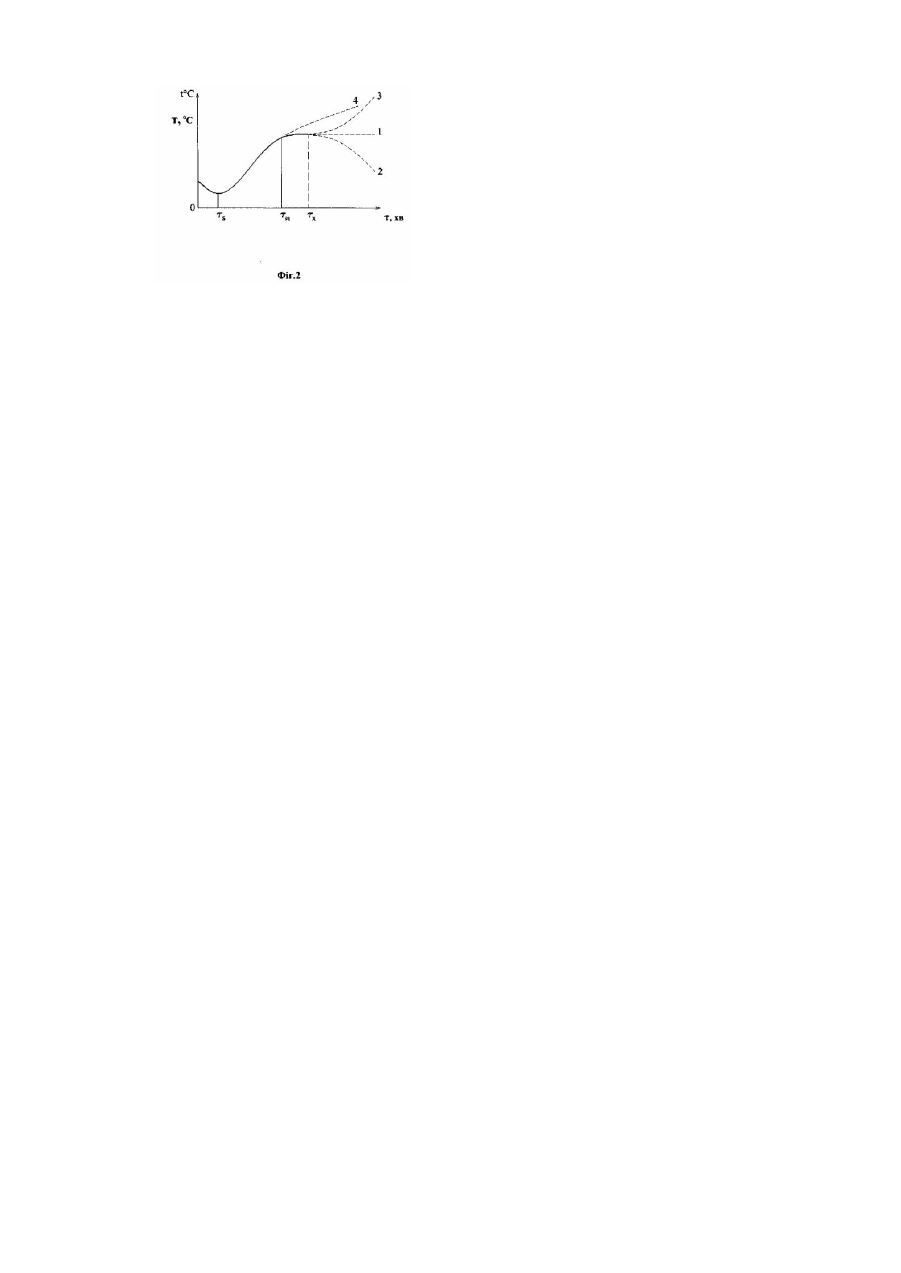
Винахід відноситься до області електротехніки, зокрема, до полімерних стрижневих ізоляторів, і може бути використаний при виготовленні конструкцій високовольтних апаратів зовнішнього виконання. Відомий спосіб виготовлення полімерного ізолятора, що полягає у виготовленні ізолюючого полімерного елемента (ребристої оболонки) і електроізоляційного склопластикового стрижня, з'єднання їх між собою зв'язуючою речовиною. При цьому зв'язуючу речовину наносять на поверхню електроізоляційного стрижня по всій його довжині, електроізоляційний стрижень розміщують в литтєвій прес-формі, для утворення ізолюючого елемента в прес-форму подають під тиском еластомер і обробляють його при температурі 100—140°С протягом 5—15 хв. При цьому як еластомер використовують силіконову гуму адитивної/швидкої вулканізації, яка містить одночасно вініл- і водневміщуючі силоксани, зшиті під впливом платинового каталізатора. Сполучають кінці електроізоляційного склопластикового стрижня, на якому розташована сформована полімерна ребриста оболонка, з металевими наконечниками за допомогою створення обтиснення [1]. Недоліком способу аналога є недостатня експлуатаційна надійність полімерних ізоляторів, що отримуються. Як прототип вибраний спосіб виготовлення полімерного ізолятора, що полягає у формуванні полімерної ребристої оболонки ізолятора у вигляді корпусу ізолятора, створенні шорсткості, знежиренні і нанесенні грунтування у вигляді герметику на зовнішню поверхню склопластикового стрижня, розміщенні його в нагріту до 125°С литтєву прес-форму, вн утрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні оболонки. Потім здійснюють введення суміші високомолекулярного силоксанового каучуку в прес-форму, пов'язану з гідросистемою шприць-апарата, і одностадійно вулканізують суміш при температурі 115—185°С для формування внутрішнього шара. Формують зовнішній шар оболонки методом лакокрасочної технології. Сполучають кінці електроізоляційного склопластикового стрижня, на якому розташована сформована полімерна ребриста оболонка, з металевими наконечниками за допомогою створення обтиснення [2]. Недоліком способу прототипу є відсутність вибору ефективних співвідношень полімерної ізолятора, зокрема величини шорсткуватості поверхні оболонки і електроізоляційного склопластикового стрижня, що не дозволяє досягнути підвищення експлуатаційної надійності полімерного ізолятора, зниження енергоємності і трудомісткості і підвищення технологічності його виготовлення, а також підвищення електричної і механічної міцності граничного шара між електроізоляційним стрижнем і ізолюючим елементом. В основу винаходу поставлена задача підвищення експлуатаційної надійності і технологічності виготовлення полімерного ізолятора, а також зниження енергоємності і трудомісткості його формування. Вказана мета досягається тим, що у способі виготовлення полімерного ізолятора, який полягає у створенні шорсткості, знежиренні і нанесенні грунтування у вигляді герметику на зовнішню поверхню електроізоляційного склопластикового стрижня, розміщенні його в нагріту литтєву прес-форму, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні полімерної оболонки, введенні суміші високомолекулярного силоксанового каучуку в прес-форму і проведенні одностадійної вулканізації суміші при температурі, формуванні конусоподібного поглиблення в нижній частині кільцевих ребер, а також внутрішнього і зовнішнього шара оболонки, сполученні кінців електроізоляційного склопластикового стрижня, на якому розташована сформована полімерна ребриста оболонка, з металевими наконечниками за допомогою створення обтиснення, оболонку виконують з каучуку з молекулярною масою 420 — 720тис, до якого вводять активні наповнювачі в кількості 100 — 150мас.ч. на 100 мас.ч. каучуку, причому зовнішню поверхню оболонки виконують шорсткуватою з величиною шорсткості від 0,5 до 3,5мкм, а зовнішню поверхню електроізоляційного склопластикового стрижня виконують з різною величиною шорсткості під місце розташування металевих наконечників і під місце нанесення грунтування. Зовнішню поверхню електроізоляційного склопластикового стрижня виконують під місце розташування металевих наконечників з величиною шорсткості від 3,2 до 6,3мкм, а під місце нанесення грунтування з величиною шорсткості від 3,2 до 12,5мкм. Внутрішню поверхню литтєвої прес-форми змащують антиадгезійним мастилом. Як герметик використовують герметик марки ЕКП-102Е. Перераховані ознаки способу складають сутність винаходу. Наявність причинно-наслідного зв'язку між сукупністю істотних ознак винаходу і те хнічним результатом, що досягається, полягає в наступному. Особливості експлуатації ізоляторів в контактних мережах і лініях електропередачі висувають підвищені вимоги до їх надійності. Виходячи з багаторічного досвіду експлуатації, сьогодні можна затверджувати, що полімерні ізолятори найбільш відповідають цим вимогам. Зараз застосування полімерних ізолюючих конструкцій є якісно новим напрямом в розвитку високовольтного ізоляторобудування. Полімерні конструкції мають високу стійкість до поверхневих електричних розрядів, сонячної радіації, пилу, забруднень, змін температури, ударів, експлуатаційних електричних і механічних впливів. Крім того, полімерні стрижневі ізолятори володіють високою гідрофобністю і низькою забрудненістю ізоляційних поверхонь, не потребують омивання, чищення, дефектування, профілактичних робіт. Вказані властивості полімерних ізолюючих конструкцій забезпечують їх високу надійність і довговічність, і, отже, зниження витрат при їх монтажі, транспортуванні і експлуатації, а також підвищення надійності електропостачання об'єктів. Новизна заявляємої конструкції при виготовленні полімерних стрижневих ізоляторів полягає у використанні ізоляторів з суцільнолитої захисної оболонки, яка не має стиків між окремими ребрами, з ефективним співвідношенням розмірів. Виконання ізолюючого елемента у вигляді суцільнолитої оболонки дозволяє підвищити експлуатаційну надійність полімерного стрижневого ізолятора, а також підвищити електричну і механічну міцність прикордонного шара між електроізоляційним стрижнем і ізолюючим елементом, виключити розгерметизацію ізолятора між кільцевими ребрами за рахунок виключення роз'ємів, знизити енергоємність, трудомісткість і підвищити те хнологічність його виготовлення за рахунок виключення операцій монтажу. У свою чергу, ефективні співвідношення геометричних параметрів ребер і оболонки дозволяють досягнути оптимальних експлуатаційних і те хнологічних характеристик полімерних ізоляторів. До основних експлуатаційних характеристик полімерних стрижневих ізоляторів відносять: Еврh— напруженість електричного поля, при якій відбувається розряд по поверхні ізолятора в забрудненому і зволоженому стані (кВ/см); Т — трекінго-ерозійна стійкість. Це час від початку експлуатації до моменту утворення провідної доріжки (трека), до якої ввели вуглець, або ерозії поверхні оболонки на критичну глибину. Трек і ерозія утворюються при одночасному впливі електричного поля і туману, утвореного розпиленням солоної води заданої електропровідності (години). Трекінго-ерозійна стійкість макетів ізолятора визначалася в камері солоного туману по методиці ГОСТ 28856-90. До технологічних характеристик полімерних стрижневих ізоляторів відносять: стійкість (здатність) до витягання оболонки (ребер) з литтєвої форми без відриву ребер і роздирання гуми в місці сполучення ребра і ствола оболонки. При цьому сукупність параметрів ребра і оболонки повинні бути такою, щоб забезпечити отримання максимально високих вказаних експлуатаційних і технологічних характеристик. Було встановлено, що вищезгадані геометричні параметри захисної ребристої оболонки полімерного стрижневого ізолятора є взаємопов'язаними. Необхідність дотримання вищезгаданих співвідношень зумовлена пружно-міцнісними властивостями матеріалу суцільнолитої оболонки (такими, як умовна міцність, відносне подовження і залишкова деформація). Попереднє нанесення на склопластиковий електроізоляційний стрижень зв'язуючої речовини дозволяє підвищити технологічність способу, а також механічну і електричну міцність прикордонного шара за рахунок його цілісності і рівномірності. Винахід ілюструється графічним матеріалом, де на фіг. 1 показаний загальний вигляд сформованого за даним способом ізолятора з полімерною оболонкою; на фіг.2 показані також можливі шляхи вулканізації гуми на основі різного каучук у (криві 1—4, де крива 1 відповідає силоксановій гумі із заданими характеристиками). Ізолятор містить склопластиковий електроізоляційний стрижень 1, на який наносять грунтування у вигляді герметику (на фіг.1-2 не показано). Полімерну оболонку ізолятора формують у вигляді суцільнолитого циліндричного корпусу 2 з кільцевими ребрами 3, що мають конусоподібне поглиблення 4 в нижній частині. Полімерну оболонку ізолятора виконують з наповненої силіконової гуми адитивної/швидкої вулканізації на базі каучуку з молекулярною масою 420—720тис, до якої вводять активні наповнювачі в кількості 100— 150мас.ч. на 100мас.ч. каучуку. Як активні наповнювачі використовують аеросил А-175 або аеросил А-300, або гідроксид алюмінію Аl(ОН)3, що модифікований апретуючими матеріалами. Полімерну оболонку виконують шорсткува тою з величиною шорсткості зовнішньої поверхні від 0,5 до 3,5мкм. Зовнішню поверхню електроізоляційного склопластикового стрижня 1 виконують з різною величиною шорсткості під місце розташування металевих наконечників і під місце нанесення грунтування (на фіг.1—2 не показано). А саме: під місце розташування металевих наконечників — з величиною шорсткості від 3,2 до 6,3мкм, а під місце нанесення грунтування — з величиною шорсткості від 3,2 до 12,5мкм. Внутрішню поверхню литтєвої прес-форми (на фіг.1—2 не показано) змащують антиадгезійним мастилом. Як герметик використовують герметик марки ЕКП-102Е. Нижче наводиться обгрунтування суттєвих ознак способу, що заявляється. У виробництві полімерних ізоляторів широко застосовують силоксанові гуми, наприклад, гума HV1760/65 фірми "DOW Corning" (США) [3]. У країнах СНД також виробляють подібні силоксанові гуми. Було встановлено, що як еластомер у даному способі доцільно використовувати силіконову гуму адитивної/швидкої вулканізації, яка містить одночасно вініл- і водневміщуючі силоксани, що зшиваються під впливом платинового каталізатора. Цей еластомер отримують на основі силіконового високомолекулярного каучуку з молекулярною масою 420—720тис. кисневих одиниць (к.е., де 1 к.е. дорівнює 1/16 маси атома кисня), що приблизно відповідає каучуку марки СКТВ (ТУ 38.103675-89), який містить високомолекулярні ланцюги з вінільними (Si—СН=СН 2) групами і високомолекулярні ланцюги з водневими (Si—Н) групами. Було встановлено, що при відхиленні від вказаного діапазону молекулярної маси вихідного силіконового високомолекулярного каучуку спостерігається погіршення технологічних властивостей (зменшення швидкості вулканізації і збільшення часу формування) як гуми аддитивної/швидкої вулканізації в процесі її вулканізації по одностадійній технології, так і кінцевого продукту (ізолятора) на її основі. Силоксанову гуму, що описується, отримують спільною поліконденсацією продуктів гідролиза наступних з'єднань: де R - метил (радикал метана СН3 —); R, - метил, феніл (радикал бензола С 6Н5 — ) і інші радикали; R2 - СІ або метил R, причому нижні індекси "n" і "k" становлять 0,5—1мас. ч. маси. ч. від мас. ч. нижнього індексу "m". Аеросили всіх марок, що випускаються в світі, у тому числі марок А-175 і А-300, що випускаються в Україні, є активними або високоактивними наповнювачами, і використовуються для поліпшення пружноеластичених і спеціальних властивостей вулканізатів (таких, як теплостійкості, вогнестійкості і інш.) на основі різних видів каучуку, насамперед силоксанового (див., наприклад, [4]). Кількість аеросила в каучук у визначається необхідними властивостями вулканизатів. Звичайно в силоксанових гумах аеросил застосовують в кількості 30— 50 мас. ч. на 100 мас. ч. каучук у. Так, в кабельних гумах К-69, К-69У, К1520, К-1520У і інш., що випускаються в Україні і Росії, застосовують аеросил марки А-175 в кількості 45— 47мас. ч. на 100мас. ч. каучук у. Однією з основних вимог, що висуваються до силоксанових гум, призначених для формування полімерних ізоляторів, є їх негорючість (самозатухаємість) при винесенні їх з полум'я. Так, вміст аеросила А-175 в кількості 45— 47маси. ч. не дає можливості горіти гумі марки К1520, але вона "тліє" при винесенні з полум'я або слабо горить до повного згоряння зразка. У цьому випадку для досягнення необхідних властивостей до гум вводять спеціальні речовини, що пириняють процес горіння, так звані антипірени. До таких речовин відноситься, наприклад, гідроксид алюмінію Аl(ОН)3, що використовується у даному способі. При температурі вище за 150 °С гідроксид алюмінію розкладається з виділенням води: Т>150°С 2 А1(ОН)3 ® Аl2О 3 + 3Н2О Гідроксид алюмінію є неактивним наповнювачем. Його вводить до гум не тільки з метою підвищення їх вогнестійкості, але й з метою зниження їх вартості, так як він за технологіями отримання і за вартістю є набагато дешевшим за всі відомі антипірени. Тобто при заданих властивостя х вартість гуми, а отже, і вулканізатів з неї, суттєво знижується. Застосування гідроксида алюмінію, особливо в гумах, призначених для полімерних ізоляторів, без спеціальної обробки не практикують через його високе водопоглинання. Тобто вулканізати гум, що містять гідроксид алюмінію, володіють високим (більше за 0,3%) водопоглинанням, що позначається на якості ізолятора. З метою зниження водопоглинання гідроксид алюмінію модифікують захисними речовинами (апретами), у т. ч., як у даному винаході, метакриловою кислотою (МАК), що має наступну формулу: При осадженні метакрилової кислоти на поверхню гідроксида алюмінію не тільки різко знижується його водопоглинання, але й він стає напівактивним наповнювачем за рахунок підвищення своїх гідрофобних властивостей. У цьому випадку гідроксид алюмінію при збереженні надбаних властивостей антипірена може частково замінювати високоактивні наповнювачі, такі як аеросил. Кількість застосування гідроксида алюмінію в гумах на основі різного каучуку є різною і може коливатися в межах 20—300мас. ч. на 100мас. ч. каучук у. Таким чином, активні наповнювачі вводять для отримання необхідних властивостей гум та їх вулканизатів, а неактивні наповнювачі вводять тільки для поліпшення спеціальних властивостей і/або зниження ціни гуми. При цьому необхідно зазначити, що введення великих кількостей неактивних наповнювачів знижує пружноеластичні і інші властивості вулканизатів. Згідно з винаходом, як неінертні (тобто активні) наповнювачі силіконової гуми використовують аеросил А175 і/або аеросил А-300, а також гідроксид алюмінію А1(ОН)з, що модифікований апретуючими матеріалами, наприклад, метакриловою кислотою. При цьому величину наповнення гуми вказаними наповнювачами вибирають в діапазоні 100—150мас. ч. активного наповнювача на 100мас. ч. каучуку, тобто наповнення гумової суміші є високим. Було встановлено, що із збільшенням вмісту наповнення збільшується щільність гумової суміші, знижується її пластичність, умовна міцність, відносне подовження, а також збільшується твердість. Так, наповнення гум швидкої/адитивної вулканізації гідроксидом алюмінію, модифікованого метакриловою кислотою, при практично однакових властивостях з гумою К-1520, різко збільшило їх вогнестійкість, знизило відсоток наповнення аеросилом і, як наслідок, знизило вартість гуми на 15—30%. У той же час зміна вмісту наповнювачів у вказаних вище межах не приводить до істотної зміни властивостей гум. Було встановлено, що введення активних наповнювачів у вказаному вище співвідношенні прискорює процес вулканізації гуми при вказаних параметрах процесу (тиску, температурі). У той же час незначне відхилення від цього діапазону наповнення в ту або іншу сторону призводить до зниження швидкості вулканізації і до збільшення часу формування приблизно в 1,3 1,5 рази. Як ефективний прискорювач вулканізації у даному винаході застосовують окисел цинку ZnO в кількості 3— 10мас.ч. (звичайно 5мас.ч.). Як ефективний стабілізатор використовують продукт типу HD8 (a, w дигідроксиполідиметилсилоксан) в кількості 8—15мас. ч. на 100мас. ч. каучук у. Вказані діапазони вмісту прискорювача і стабілізатора (мас.ч.) відповідають найбільш ефективним параметрам, що прискорюють вулканізацію при одночасному забезпеченні стабільності сформованих продуктів. Як вулканізуючий агент застосовували каталізатор, що містить платину, наприклад, солі платинової кислоти або комплексні з'єднання, що містять платину. Наприклад, сіль гексахлороплатинової кислоти, Me[Pt(Cl)6], де Me — двовалентний метал (Ва, Са), наприклад, гексохлороплатинат барію, в кількості 0,5 — 2мас.ч. на 100мас.ч. каучуку. Після вулканізації структурна формула вулканізата наступна: Час пресування силоксанових гум, що вулканізуються, залежить від їх складу, застосованого вулканізуючого агента, вимог до якості виробів, що виго товляються, і економічних міркувань. Цей час, як правило, вибирають в межах від tmi n =5 хв до tmах = 30 хв. Час пресування силоксанових гум, так само як і температур у їх вулканізації, визначають по періоду напіврозпаду застосованого вулканізуючого агента. Останній, як правило, визначають на реометрах типу "Monsanto" за часом виходу гуми на плато вулканізації при заданій температурі (див. фіг.2). Криву на графіку (фіг.2) записують по зміні крутильного моменту ротора реометра, виміряного по кількості завулканізованої гуми. Кожну гумову суміш вулканізують по залежності, показаній на фіг.2. При вибраній температурі Т на дільниці "0 — ts" в'язкість гумової суміші ц знижується, так як відбувається її розігрівання, після чого починається безпосередньо вулканізація гуми. Таким чином, відрізок "0—ts" є дільницею розігрівання маси гуми і зниження її в'язкості m, a ts — це час початку вулканізації гуми при заданій температурі Т. На дільниці "ts — t90 " відбувається вулканізація гуми до досягнення вулканізатом оптимальних заданих властивостей. Таким чином, "ts — t90" це дільниця вулканізації гуми, а t90 — це оптимальний час вулканізації гуми при даній температурі Т. Пониження часу вулканізації менш 5 хвилин вимагає підвищених температур вулканізації Т, що призводить до зниження якості виробів, що виготовляються. А при перевищенні часу вулканізації більше за 30 хвилин різко знижується продуктивність процесу формування. Експериментально було встановлено, що час вулканізації вибирають з розрахунку 1 хвилина вулканізації на 1±0,1мм товщину виробу. Так, було встановлено, що ефективним часом вулканізації для наповненої гуми, що використовується, і гуми типу HV1760/65 при виготовленні полімерних ізоляторів є значення (10 ± 2)хв. Дільниця вулканізації "t90—t х" називається "плато вулканізації", тобто tх — це час, протягом якого зберігаються оптимальні властивості вулканізата, і за межами якого починаються їх зміни (криві 2—4 на фіг.2). Час ts, t90 і tx для конкретної гумової суміші і заданої температури Т виражається в хвилинах (або секундах). Так, для гуми, що використовується, і для відомої гуми HV 1760/65 при температурі 135°С значення ts знаходиться в межах 54—108с, а значення t90 — в межах 121—227с У той же час значення часу їх для силоксанових гум не визначається, так як вони зберігають свої властивості при цій температурі досить тривалий час (місяці). На фіг.2 показані також можливі шляхи вулканізації гуми на основі різного каучук у (криві 1— 4, де крива 1 відповідає силоксановій гумі). Властивості гум (вулканизатів), що отримуються, в порівнянні з відомою гумою марки HV1760/65 приведені в таблиці 1. Таблиця 1 Властивості вулканизатів Показник Одиниця виміру Тип гуми г/см 3 — HV1760/65 1,47-1,57 0,40-0,50 пропонуєма 1,25 Шор А 60-70 ≥60 Межа міцності при розриві Н/мм 2 ≥31,6 ≥67 Опір роздиранню кгс/см >11,3 хв хв — 2,02-3,78 1,31-2,35 світло-сірий ≥19 1,95-3,90 1,28-2,45 світло-сірий Щільність Пластичність Твердість Значення "ts — t 90" Значення ts Колір ≥0,55 Охарактеризуємо відмітну конструктивну ознаку винаходу, що заявляється, а саме виконання зовнішньої поверхні оболонки полімерного ізолятора з шорстува тою поверхнею. Згідно з винаходом, шорсткість зовнішньої поверхні оболонки полімерного ізолятора Ra из вибирають в межах Ra из. min = 0,5мкм; Ra из. max = 3,5мкм. Шорсткість зовнішньої поверхні ізоляційної оболонки повторює шорсткість литтєвої прес-форми. У відповідності з ГОСТ 14901 «Прес-форми для виготовлення гумо-технічних виробів. Загальні технічні умови», параметр шорсткості Ra деталей прес-форм, дотичних з гумовою сумішшю без покриття і азотування, для силіконових гум, що використовуються, повинен знаходитися в межах Ra = 0,04 ¸ 0,2мкм. Було експериментально визначено, що існує залежність: чим більше діаметр ребра полімерної оболонки D, тим більше значення шорсткості Ra. У той же час було встановлено, що чим меншою є шорсткість поверхні, тим гірше закріплюються забруднення на поверхні оболонки. В ідеалі R a ® 0. Однак при малих значеннях Ra гума прилипає до поверхні литтєвої прес-форми, і ізолятор складно витягнути з неї без пориву ребер оболонки. Таким чином, зменшення шорсткості Ra призводить до прилипання гуми до поверхні прес-форми, а також до збільшення зусилля для виїмки ребра, що може призвести до його розриву. Тому нижня межа параметра шорсткості, визначена експериментально, виявилась такою: Ra из min= 0,5мкм. Крім цього, при зниженні величини шорсткості Ra збільшується вартість литтєвої прес-форми. Величину шорсткості внутрішньої поверхні литтєвої прес-форми вибирають у залежності від вартості виготовлення цієї литтєвої прес-форми за допомогою наступного співвідношення: Сф =0,894*(Ra)-0,5, (1) де Ra — величини шорсткості внутрішньої поверхні литтєвої прес-форми, мкм, Сф — відносна вартість литтєвої прес-форми при заданному значенні величини шорсткості R a, безрозмірна величина. Це співвідношення було отримане за розрахунками і проведеними експериментами. У таблиці 2 показана залежність вартості литтєвої прес-форми, у відносних одиницях, в залежності від параметра шорсткості Ra За умовну одиницю прийнята вартість литтєвої прес-форми з параметром Ra = 0,8мкм. Друга контрольна точка — вартість литтєвої прес-форми з параметром Ra = 0,2мкм. Таблиця 2 Вартість литтєвої прес-форми Сф , у відносних одиницях, у залежності від параметра шорсткості поверхні полімерного ізолятора Ra Ra, мкм 0,1 0,2 0,4 0,8 1,6 3,2 6,3 Вартість С ф , відносні одиниці 2,82 2,00 1,41 1,00 0,71 0,50 0,36 Вищезгаданий ГОСТ 14901 орієнтований переважно на вироби типу кілець, тобто на вироби найпростішої конфігурації, що легко витягуються з литтєвих прес-форм. Конфігурація оболонки полімерного ізолятора з піднутренням є значно складнішою, тому при проектуванні литтєвої прес-форми верхнє значення параметра Ra задавали вище за вказані в ГОСТ межі, а саме: Ra 3,5мкм призводить до зниження електричних характеристик ізоляційного елемента за рахунок підвищеного забруднення його поверхні природними і промисловими забрудненнями, особливо в зволоженому стані. Стосовно виконання стеклопластикового стрижня з різною шорсткістю уздовж його довжини можна навести такі аргументи. При виготовленні склопластикових електрозоляціних стрижнів методом протягування скрізь фил"єру одночасно з процесом полімеризації на поверхні склопластикового стрижня утворюється тонкий дзеркальний шар зв'язуючого на основі епоксидної смоли. Цей шар різко знижує адгезію компаунда ЕКП-102Е до поверхні склопластикового стрижня. Тому шорсткість поверхні склопластикового електроізоляційного стрижня створюється з метою збільшення адгезійних характеристик силіконової гуми до поверхні склопластикового електроізоляційного стрижня. Так, було встановлено, що при застосуванні у виробництві ізоляторів герметика типу ЕКП-102Е (що виробляється Запорізьким ДП "Кремнійполімер" по ТУ У6-00151644.144-97), зашкурювання поверхні склопластикового стрижня приводить до збільшення адгезійної міцності гуми до склопластикового стрижня в 1,5 — 2,0 рази. Це відбувається тому, що при зашкурюванні знімається верхній шар зв'язуючого, що грає роль змазки при протягуванні стрижнів, оголяючи наповнювач, склоровінг, з яким герметики, що застосовується, мають практично хімічний зв'язок. При зашкурюванні верхній шар зв'язуючого видаляється, оголяючи наповнювач, тобто склоровінг, адгезія герметика до якого є дуже високою (на рівні когезійної, або механічної міцності завулканізованого герметика). Наприклад, адгезія на відрив герметика ЕКП-102Е до незашкуреного склопластика становить 0,5— 0,8МПа, в той час, як на зашкуреному склопластику знаходиться в межах 1,0—1,5МПа. Таким чином, адгезія гуми до стеклопластику (через герметик) збільшується в 1,5—2 рази. За таким же принципом працює і грунтовка HV 1860/120. На незашкуреному склопластику відбувається адгезійний відрив по ґрунтовці, тобто міцність адгезії є нижчою за міцність гуми HV 1760/65. При зашкурюванні склопластика відбувається когезійний розрив по гумі, тобто міцність кріплення гуми до склопластику через грунтовку ви ще за міцність самої гуми. Таким чином, на гладкому склопластиковому стрижні міцність зчіплення гуми менше 3,0МПа, а при зашкуреному - вище за 4,0МПа, тобто вище за міцність самої гуми, міцність якої знаходиться в межах 3,0— 4,0МПа. Цим і обумовлено те, у даному способі зовнішню поверхню електроізоляційного склопластикового стрижня виконують під місце розташування металевих наконечників з величиною шорсткості від 3,2 до 6,3мкм, а під місце нанесення грунтування з величиною шорсткості від 3,2 до 12,5мкм. Ізолятор виготовляють таким чином. Задають розрахунковим шляхом необхідний діапазон величини шорсткості зовнішньої поверхні ізоляційної оболонки, яка відповідає шорсткості литтєвої прес-форми, що використовується., Змащують внутрішню поверхню литтєвої прес-форми антиадгезійним мастилом з метою запобігання прилипання резинової суміші до прес-форми при формуванні і для отримання якісної наружної поверхні ребристої оболонки. Поверхню електроізоляційного склопластикового стрижня 1 заздалегідь піддають механічній обробці для отримання необхідної величини шорсткості (різної величини по його довжині), після чого наносять на неї грунтування у вигляді герметику. Після цього електроізоляційний склопластиковий стрижень розміщують в нагрітій литтєвій прес-формі, внутрішня поверхня якої визначає ребристу конфігурацію зовнішньої поверхні полімерної оболонки, вводять суміш високомолекулярного силоксанового каучук у з наповнювачами в прес-форму і проведять одностадійну вулканізацію суміші при температурі, формуючи конусоподібні поглиблення в нижній частині кільцевих ребер, а також внутрішній і зовнішній шари оболонки. Вулканізацію початкового наповненого активними наповнювачами еластомера в прес-формі із заданим діапазоном шорсткості робочої поверхні і із заздалегідь встановленим в пресі-формі склопластиковим стрижнем починають при температурі нижче за 100°С. Причому встановлено, що при температурах 100—140°С процес вулканізації різко прискорюється. Вулканізацію, як правило, здійснюють в одну стадію при 125—135°С протягом 8—12 хвилин в присутності платинового каталізатора. Час вулканізації вибирають з розрахунку 1 хвилина вулканізації на 0,9 — 1,1мм товщини виробу, що формується. Як прискорювач вулканізації застосовують окисел цинку ZnO в кількості 3 — 10мас.ч. на 100мас.ч. каучуку, а як стабілізатор використовують продукт типу HD8 (a, w - дигідроксиполідиметилсилоксан) в кількості 8— 15мас.ч. на 100мас.ч. каучуку. Вищезазначений режим вулканізації виключає утворення дефектів наповненої полімерної оболонки, дозволяє використовувати склопластикові стрижні більш низького класу нагрівостійкості, а також підвищити стабільність процесу формування. Далі полімерний стрижневий ізолятор монтують, закріплюючи на кінцях електроізоляційного стрижня 1 металеві наконечники (на фіг.1-2 не показано). Спосіб виготовлення полімерного ізолятора, що заявляється, пройшов успішні експериментальні випробування при виготовленні ізоляторів, що тестувалися в лабораторіях високих напруг, в т.ч. в ІЕЗ ім. Патона. Зараз готується документація на промислове використання способу для формування ізоляторів, що експлуатуються при номінальних напруга х від 35 до 110кВ (при напрузі грозового імпульсу, що витримується, згідно з вимогами стандарту, від 220 до 450кВ). Джерела інформації 1. Полімерний ізолятор і спосіб його виготовлення (Полимерный изолятор и способ его изготовления). МПК 7 Н01В17/00. Патент Украины (UA) № 52084А, 2002. 2. Изолятор, ограничитель перенапряжений и способ изготовления полимерной оболочки. МПК 7 Н01В17/50, Н01В19/04, Н01С17/12. Патент РФ (RU)№ 2203514, 2003. 3. Insulator news and market report. Volume 8, Number 1, January-February 2000, USA, p.p. 64-66. 4. Справочник резинщика. — M: Химия, 1971 г., стр. 427— 440.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing an insulator
Автори англійськоюAdeikin Ihor Oleksandrovych, Adeikin Oleksii Oleksandrovych, Clyavlin Valeriy Volodymyrovich
Назва патенту російськоюСпособ изготовления изолятора
Автори російськоюАдейкин Игорь Александрович, Адейкин Алексей Александрович, Клявлин Валерий Владимирович
МПК / Мітки
МПК: H01B 19/00, H01B 17/00, H01B 17/20
Мітки: ізолятора, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/7-68542-sposib-vigotovlennya-izolyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ізолятора</a>
Спосіб виготовлення полімерної оболонки ізолятора
Номер патенту: 68543
Опубліковано: 16.05.2005
Автори: Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович, Адейкін Олексій Олександрович
МПК: H01B 19/00, H01B 17/00
Мітки: ізолятора, оболонки, полімерної, спосіб, виготовлення
Формула / Реферат:
1. Спосіб управління польотом коректованого літального апарату який включає запуск безпілотного літального апарату для виходу в район доставки, наведення безпілотного літального апарату на місце доставки пуск після запуску безпілотного літального апарату іншого безпілотного літального апарату-носія корисного вантажу в район доставки управління польотом безпілотного літального апарату за допомогою радіокомандної лінії управління за допомогою...
Спосіб виготовлення полімерного ізолятора
Номер патенту: 29893
Опубліковано: 15.05.2002
Автори: Чурсінов Олександр Віталійович, Чурсінов Віталій Михайлович
МПК: H01B 19/00
Мітки: ізолятора, спосіб, полімерного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення полімерного ізолятора, який полягає в тому, що на склоепоксидний циліндр встановлюють по посадці і урівень з його торцями верхній та нижній металеві фланці і після цього до склоепоксидного циліндра встановлюють заливальні форми для заливання ребер кремнієполімерною сполукою, якою заповнюють заливальні форми, який відрізняється тим, що склоепоксидний циліндр встановлюють на стіл і епоксидний компаунд заливають у відкриту...
Захисна ребриста оболонка полімерного ізолятора
Номер патенту: 60949
Опубліковано: 15.04.2005
Автори: Адейкін Олексій Олександрович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович
МПК: H01B 19/00, H01B 17/00, H01B 17/20
Мітки: оболонка, захисна, ізолятора, ребриста, полімерного
Формула / Реферат:
Пристрій для обробки бульб картоплі та ґрунту захисно-стимулюючими розчинами під час садіння, що містить бульбопровід, розпилювач, борозновідкривач зі стійкою і боковими стінками, між якими розміщено похилу деку, який відрізняється тим, що похила дека виконана у вигляді ввігнутого лотка, виготовленого із зварної сітки з прямокутним вічком, верхні дроти якої розміщені поперек руху бульб, що сприяє їх обертанню під час руху по лотку, розпилювач...
Полімерна оболонка ізолятора
Номер патенту: 68545
Опубліковано: 16.05.2005
Автори: Адейкін Олексій Олександрович, Клявлін Валерій Володимирович, Голубєв Олександр Вікторович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович
МПК: H01B 17/00, H01B 3/18
Мітки: оболонка, полімерна, ізолятора
Формула / Реферат:
Багатофункціональне плівкове покриття на склі може бути використано для виготовлення скла з багатофункціональним покриттям. Воно містить ТіО2 100 мас. %.
Спосіб виготовлення штиревого ізолятора
Номер патенту: 11544
Опубліковано: 25.12.1996
Автори: Шинкевич Євген Іванович, Сторчевой Володимир Степанович, Злаказов Олександр Борисович
МПК: H01B 19/00
Мітки: виготовлення, спосіб, штиревого, ізолятора
Формула / Реферат:
1. Способ изготовления штыревого изолятора, в гнезде изоляционной детали которого размещен колпачок, при котором изготавливают изоляционную деталь с гнездом и образуют колпачок, отличающийся тем, что, с целью упрощения технологии изготовления, используют пуансон с каналом, устанавливают его в гнезде с зазором, через указанный канал в зазор подают материал, из которого изготавливают колпачок, последний формообразуют, после чего извлекают...
Попередній патент: Комбінований спосіб трихроматичної колірної пірометрії
Наступний патент: Суцільнолита полімерна оболонка ізолятора
Випадковий патент: Лита штампова сталь для гарячевисаджувального інструмента