Спосіб модифікування залізовуглецевого розплаву
Номер патенту: 72038
Опубліковано: 10.08.2012
Автори: Каверинський Владислав Володимирович, Троцан Анатолій Іванович, Бродецький Ігор Леонідович, Фірстов Сергій Олексійович, Александров Валерій Дмитрович, Бєлов Борис Федорович, Крейденко Фіра Семенівна

Формула / Реферат
Спосіб модифікування залізовуглецевого розплаву, що включає його обробку дисперсними частками порошків тугоплавких сполучень, який відрізняється тим, що обробку розплаву здійснюють фракцією порошку з максимально близьким до рівномірного розподілом розміру його часток.
Текст
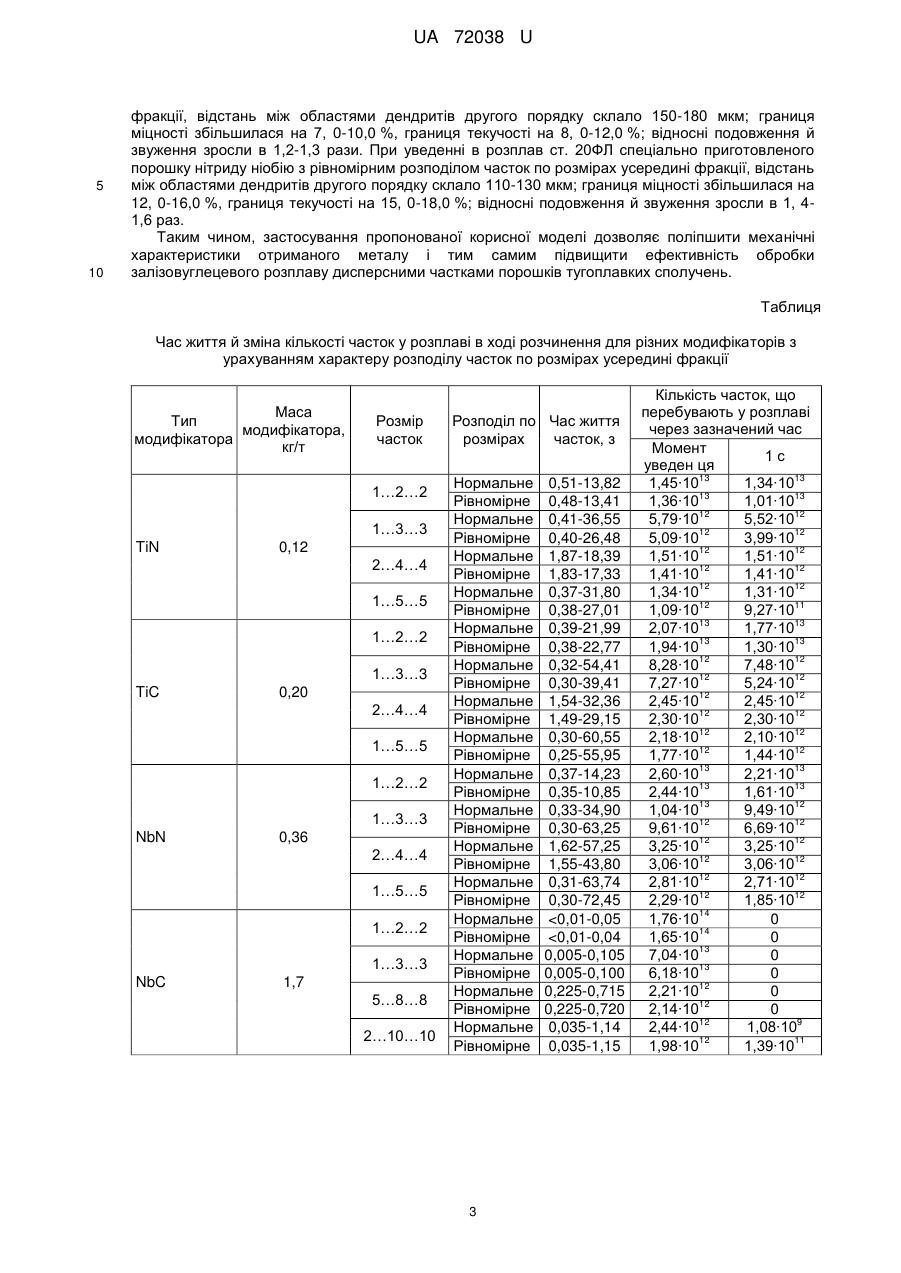
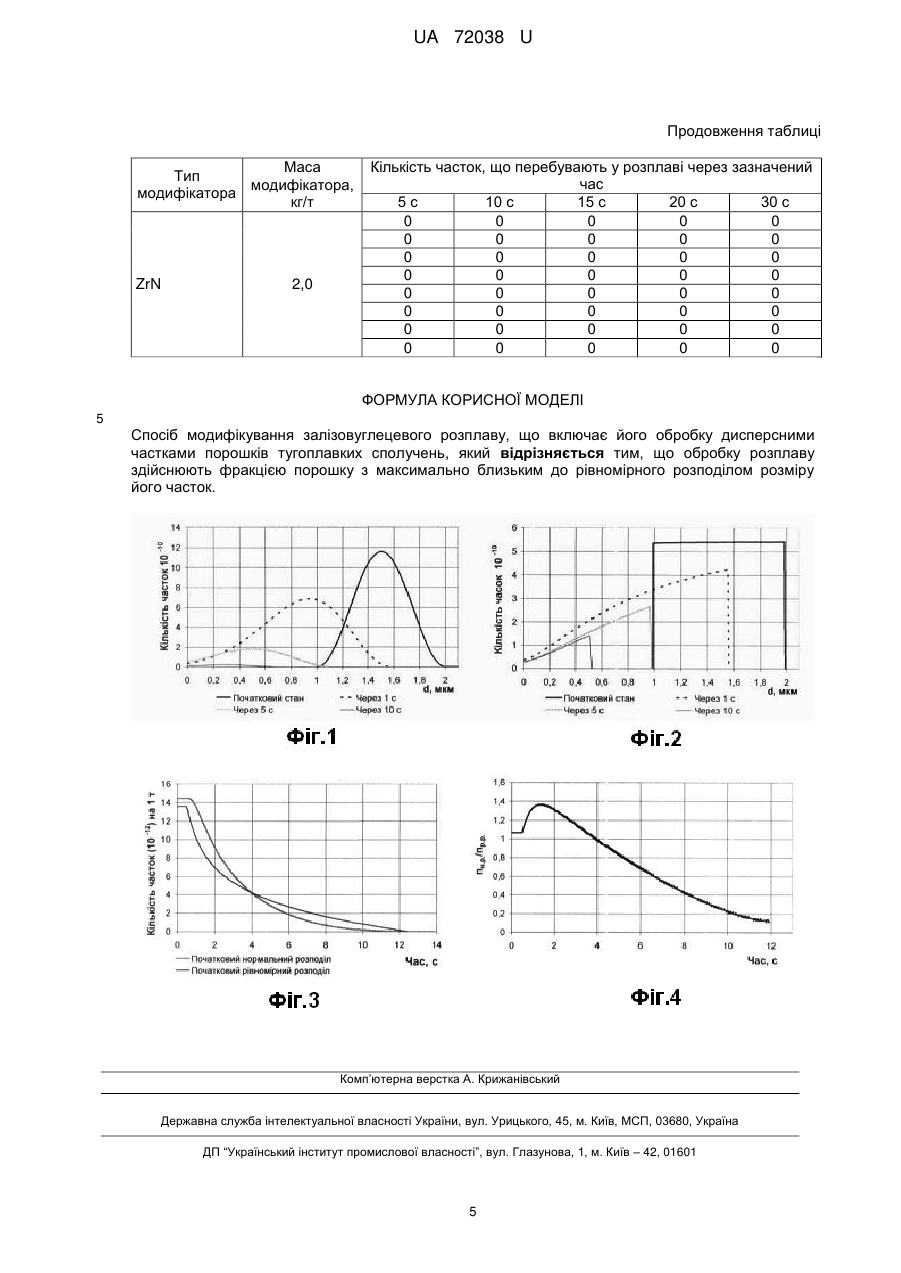
Реферат: Спосіб модифікування залізовуглецевого розплаву включає його обробку дисперсними частками порошків тугоплавких сполучень. Обробку розплаву здійснюють фракцією порошку з максимально близьким до рівномірного розподілом розміру його часток. UA 72038 U (12) UA 72038 U UA 72038 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії й може бути використана для регульованої кристалізації розплаву. Для поліпшення фізико-механічних характеристик залізовуглецевих сплавів широко застосовують модифікатори другого роду (інокулятори) - тверді частки, що вводяться в розплав для одержання дрібнозернистої структури в процесі кристалізації. При цьому більш значимий ефект досягається при введенні нанорозмірних порошків, частки яких порівняні з розміром зародка кристалізації (десятки нанометрів). Відомий спосіб модифікування чавунів і сталей, що включає введення в розплав суміші тугоплавких дисперсних неметалічних часток і речовини-протектора, у вигляді порошку з розміром тугоплавких дисперсних часток не більш 0,1 мкм, отриманого спільним помелом суміші тугоплавких дисперсних неметалічних часток і речовини-протектора [Пат. 2121510 6 Российская Федерация, МПК С21С 1/00, 7/00, С22С 35/00. Способ модифицирования чугунов и сталей/ Черепанов А.Н., Полубояров В.А., Жуков М.Ф. и др. - № 96122580/02; заявл. 27.11.96; опубл. 10.11.98]. Недоліками цього способу є те, що одержання й зберігання нанорозмірних дисперсних порошків технологічно складно й дорого, технологія введення їх у розплав також утруднена. У цей час застосовуються також способи ефективного модифікування залізовуглецевих розплавів не нанодисперсними, а відносно великими порошками тугоплавких сполучень (розміром від часток до декількох мікронів), здатних при уведенні в розплав, розчинятися й ставати додатковими центрами кристалізації до моменту її початку, що забезпечує одержання дрібнодисперсної структури литого металу. Відомий спосіб модифікування чавуну, що включає обробку розплаву плакованою парафіном сумішшю ультрадисперсного порошку оксиду заліза з порошком алюмінію, графіту, 7 молібдену з розміром часток 10-100 мкм [Пат. 2254377 Российская Федерация, МПК С21С 1/08, С22С 37/00. Способ модифицирования чугуна / Викулин В.В., Турина Т.В., Шкарупа И.Л. № 2003137255/02; заявл. 23.12.2003; опубл. 20.06.2005]. Недоліками цього способу є те, що оптимальні технологічні параметри при його застосуванні встановлюють тільки дослідним шляхом для кожного варіанта обробки, що технологічно складно, важко відтворено й тому ефективність здійснення способу невисока. Найбільш близьким по технічній сутті й одержуваному результату до пропонованої корисної моделі є спосіб модифікування дисперсними порошками, при якому попередньо визначають розмір часток, що вводяться, залежно від температури уведення й швидкості охолодження [Пат. 55314 Україна, МПК (2009) С21С 7/00. Спосіб модифікування розплаву/ Фірстов CO., Троцан А.І., Каверинський В.В. та ін. - U201006746; заявл. 01.06.2010; опубл. 10.12.2010, Бюл. № 23]. Даний спосіб дозволяє підвищити ефективність модифікування розплаву, однак у ньому не враховується характер розподілу розмірів часток порошку, що вводиться, що за даними наших досліджень може дозволити значно збільшити ефективність модифікування. В основу корисної моделі поставлено задачу вдосконалення способу модифікування залізовуглецевого розплаву дисперсними порошками, у якому завдяки зміні умов здійснення способу досягається підвищення його ефективності. Поставлена задача вирішується тим, що в способі модифікування залізовуглецевого розплаву, що включає його обробку дисперсними частками порошків тугоплавких сполучень, відповідно до корисної моделі, обробку розплаву здійснюють фракцією порошку з максимально близьким до рівномірного розподілом розміру його часток. На основі проведених досліджень були побудовані кінцеворізницева й імовірнісна математичні моделі розчинення часток модифікатора в залізовуглецевому розплаві з урахуванням фізико-хімічних характеристик середовища й часток, що вводяться. Була розглянута зміна розподілу по розмірах часток TiN, TiC, NbN, NbC, ZrN у ході їхнього розчинення залежно від вихідного характеру розподілу часток по розмірах (нормального або рівномірного). На фіг. 1, 2 як приклад показаний характер розподілу в розплаві по розмірах часток TiN з початковими розмірами 1…2 мкм. Розподіл даний в абсолютних значеннях (кількість часток у групі). У випадку нормального розподілу (фіг. 1) максимум з ходом розчинення зміщається убік більшої в цей момент складової. Сама крива зміщається вліво (розмір всіх часток зменшується). Максимум на кривій розподілу по ходу розчинення стає більш розпливчастий і менш виражений. Рівномірний вихідний розподіл часток у ході розчинення переходить у близьке до трапецеїдальному (фіг. 2). Через більш інтенсивне розчинення дрібної фракції, її частка виявляється меншою. На кривій у ході розчинення з'являється виражений максимум, що відповідає найбільшому в даний момент розміру. 1 UA 72038 U 5 10 15 20 25 30 35 40 45 50 55 60 Порівнюючи фіг. 1 й фіг.2 можна відзначити, що у випадку вихідного рівномірного розподілу, кількість часток, що зберігаються через 5 і особливо через 10 секунд, значно більше, ніж при нормальному (це виражається площами під кривими). Даний ефект більш наочно можна помітити на фіг. 3 та фіг. 4. З фіг. 3 видно, що час розчинення порошку як у випадку нормального, так і у випадку рівномірного розподілу часток по розмірах, розрізняється незначно, але хід процесу розрізняється більш значно. Через 10 с у випадку вихідного рівномірного розподілу, відповідно до наших розрахунків, у розплаві 11 зберігаються 8,1810 часток, тоді як випадку вихідного нормального розподілу ця кількість 11 становить 1,8710 - тобто, в 4,3 рази менше. Отже, рівномірний розподіл часток усередині фракції модифікатора, що вводиться, дозволяє значно збільшити число часток у розплаві, здатних ставати додатковими центрами кристалізації, у порівнянні з випадком нормального розподілу. На фіг. 4 представлене відношення кількості часток, що перебувають у розплаві через певний час, при вихідному нормальному розподілі (nн.р.) до кількості часток, що перебувають у розплаві через той же час при вихідному рівномірному розподілі (n р.р.), з якого видно, що спочатку кількість часток у випадку вихідного нормального розподілу буде більше. Ця перевага збільшується в продовж 1-ї секунди, досягаючи максимуму, потім починає знижуватися. Через приблизно 4 секунди кількість часток, що перебувають у розплаві буде однаковим незалежно від початкового розподілу. У весь період, що залишився (більш ніж 2/3 від часу життя часток) кількість часток, які знаходилися в розплаві у випадку рівномірного вихідного розподілу, буде більш, ніж для випадку вихідного нормального. По мірі ходу процесу перевага рівномірного розподілу стає усе більш значним і через ~12 секунд становить більше 5 разів. Наявність максимуму на графіку (у районі першої секунди) пояснюється наступним. Тому що дрібні частки розчиняються швидше, то убування їхньої кількості в перші моменти обумовлено розчиненням найбільш дрібної фракційної складової. У випадку вихідного рівномірного розподілу кількість найбільш дрібних часток значно більше, ніж таких же часток при нормальному розподілі. Отже, зменшення кількості часток у випадку вихідного рівномірного розподілу буде інтенсивніше. У той же час ці найбільш дрібні частки, що розчинилися в перший момент, у значно більшому ступені підвищать концентрації титана й азоту в розплаві в тому з випадків, у якому їх було більше, тобто при вихідному рівномірному розподілі. Це приведе до більшого зниження градієнта концентрації елементів розчинних сполучень між поверхнею часток і розплавом у випадку рівномірного розподілу. Наслідком цього є уповільнення розчинення й уповільнення убування часток за рахунок розчинення. Далі виявляється також перехід до зникнення часток середніх фракцій. їх значною мірою більше у випадку нормального розподілу. Таким чином, розчинення часток того ж початкового середнього розміру у випадку вихідного нормального розподілу веде до значно більшої втрати кількості часток і, крім того, за зазначеними вище причинами (більшому градієнту концентрацій) відбувається швидше. На графіку (фіг. 4) це відбито як зниження переваги нормального розподілу (що зростає в перші моменти) і перехід до переваги вихідного рівномірного розподілу. Вищеописані закономірності справедливі й для інших фракцій і типів порошкових модифікаторів. Дані про загальний час життя часток і про кількість часток, що перебувають у розплаві через 1, 5, 10, 15, 20, 30 секунд, а також у початковий момент для різних модифікаторів наведені в таблиці. Наведена таблиця може служити орієнтиром для раціонального вибору модифікатора, його фракції й моменту уведення. При рівномірному розподілі часток усередині фракції, що вводиться, їхня кількість, яка зберігається в розплаві й здатна утворювати додаткові центри кристалізації, в 2,0-5,0 разів більше (залежно від типу модифікатора й розмірів часток), чим при вихідному нормальному розподілі. Пропонований спосіб модифікування залізовуглецевого розплаву дисперсними пороками був випробуваний у промислових умовах при розливанні ст. 20ФЛ в виливницю. Порошки нітриду ніобію розміром 1-5 мкм із вихідним нормальним розподілом розміру часток порошку усередині фракції, що вводиться, й спеціально приготовлені порошки з рівномірним розподілом розміру часток усередині тої ж фракції, отримані методом гравітаційного поділу в потоці повітря, уводилися в розплав під струмінь. Контроль розміру часток порошку й характер їхнього розподілу проводився на аналізаторі зображень SIAMS 600 з автоматичним підрахунком кількості контрольованих часток і їхнього розподілу по розміру. Порівняння результатів експерименту показало наступне. У немодифікованій сталі 20ФЛ відстань між областями дендритів другого порядку склало 180-220 мкм. В обробленій при розливанні ст. 20ФЛ дисперсним порошком з нормальним розподілом розміру часток усередині 2 UA 72038 U 5 10 фракції, відстань між областями дендритів другого порядку склало 150-180 мкм; границя міцності збільшилася на 7, 0-10,0 %, границя текучості на 8, 0-12,0 %; відносні подовження й звуження зросли в 1,2-1,3 рази. При уведенні в розплав ст. 20ФЛ спеціально приготовленого порошку нітриду ніобію з рівномірним розподілом часток по розмірах усередині фракції, відстань між областями дендритів другого порядку склало 110-130 мкм; границя міцності збільшилася на 12, 0-16,0 %, границя текучості на 15, 0-18,0 %; відносні подовження й звуження зросли в 1, 41,6 раз. Таким чином, застосування пропонованої корисної моделі дозволяє поліпшити механічні характеристики отриманого металу і тим самим підвищити ефективність обробки залізовуглецевого розплаву дисперсними частками порошків тугоплавких сполучень. Таблиця Час життя й зміна кількості часток у розплаві в ході розчинення для різних модифікаторів з урахуванням характеру розподілу часток по розмірах усередині фракції Маса Тип модифікатора, модифікатора кг/т Розмір часток 1…2…2 1…3…3 TiN 0,12 2…4…4 1…5…5 1…2…2 1…3…3 TiC 0,20 2…4…4 1…5…5 1…2…2 1…3…3 NbN 0,36 2…4…4 1…5…5 1…2…2 1…3…3 NbC 1,7 5…8…8 2…10…10 Розподіл по Час життя розмірах часток, з Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне Нормальне Рівномірне 3 0,51-13,82 0,48-13,41 0,41-36,55 0,40-26,48 1,87-18,39 1,83-17,33 0,37-31,80 0,38-27,01 0,39-21,99 0,38-22,77 0,32-54,41 0,30-39,41 1,54-32,36 1,49-29,15 0,30-60,55 0,25-55,95 0,37-14,23 0,35-10,85 0,33-34,90 0,30-63,25 1,62-57,25 1,55-43,80 0,31-63,74 0,30-72,45
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for inoculation of iron-carbon smelt
Автори англійськоюFirstov Serhii Oleksiiovych, Trotsan Anatolii Ivanovych, Kaverynskyi Vladyslav Volodymyrovych, Brodetskyi Ihor Leonydovych, Aleksandrov Valerii Dmytrovych, Belov Borys Fedorovych, Kreidenko Fira Semenivna
Назва патенту російськоюСпособ модифицирования железоуглеродистого расплава
Автори російськоюФирстов Сергей Алексеевич, Троцан Анатолий Иванович, Каверинский Владислав Владимирович, Бродецкий Игорь Леонидович, Александров Валерий Дмитриевич, Белов Борис Федорович, Крейденко Фира Семеновна
МПК / Мітки
МПК: C21C 7/00
Мітки: спосіб, залізовуглецевого, розплаву, модифікування
Код посилання
<a href="https://ua.patents.su/7-72038-sposib-modifikuvannya-zalizovuglecevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб модифікування залізовуглецевого розплаву</a>
Спосіб модифікування розплаву
Номер патенту: 55314
Опубліковано: 10.12.2010
Автори: Бєлов Борис Федорович, Александров Валерій Дмитрович, Бродецький Ігор Леонідович, Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Каверинський Владислав Володимирович, Живченко Володимир Семенович, Фірстов Сергій Олексійович
МПК: C21C 7/00
Мітки: розплаву, спосіб, модифікування
Формула / Реферат:
Спосіб модифікування розплаву, що включає введення в розплав ультрадисперсних часток порошку, який відрізняється тим, що попередньо визначають розмір часток, що вводяться, залежно від температури вводу й швидкості охолодження розплаву відповідно до виразу де r - радіус твердих часток, що вводять, м;B i D - величини, що залежать від виду часток, що вводять, і...
Спосіб модифікування розплаву
Номер патенту: 60111
Опубліковано: 10.06.2011
Автори: Іценко Анатолій Іванович, Троцан Анатолій Іванович, Сорока Валентина Афанасіївна, Крейденко Фіра Семенівна, Бєлов Борис Федорович, Скорий Олександр Володимирович, Фірстов Сергій Олексійович, Каверинський Владислав Володимирович, Титов Володимир Вікторович, Бродецький Ігор Леонідович, Александров Валерій Дмитрович
МПК: C21C 7/076
Мітки: спосіб, розплаву, модифікування
Формула / Реферат:
Спосіб модифікування розплаву, що включає введення дисперсних часток тугоплавких сполук, який відрізняється тим, що в розплав вводять дисперсні частки малорозчинних сполук із оптимальним радіусом, визначеним по номограмах, побудованим відповідно до вираження:,де - оптимальний радіус твердих...
Спосіб десульфурації залізовуглецевого розплаву
Номер патенту: 53692
Опубліковано: 17.02.2003
Автори: Мошненко Юрій Іванович, Ревякін Олег Миколайович, Кобець Віктор Міколайович, Пищіда Валерій Іванович, Коптєлов Валерій Леонідович, Фомішенко Ігор Михайлович, Фєнь Анатолій Опанасович, Паршин Анатолій Іванович, Кадацький Олександр Леонідович
МПК: C21C 1/02, C21C 7/064, C22B 9/10
Мітки: розплаву, спосіб, залізовуглецевого, десульфурації
Формула / Реферат:
1. Спосіб десульфурації залізовуглецевого розплаву, який включає подачу розплаву до місткості згори у вигляді вільнопадаючого струменя та подальше його перемішування з десульфуратором у місткості за рахунок кінетичної енергії падаючого струменя, який відрізняється тим, що десульфуратор подається у вільнопадаючий струмінь розплаву до попадання його у місткість, при цьому вагова подача десульфуратора виконується пропорційно швидкості та площі...
Спосіб видалення міді з залізовуглецевого розплаву
Номер патенту: 65346
Опубліковано: 15.03.2004
Автори: Лифенко Микола Трохимович, Карпов Володимир Петрович, Троянський Олександр Анатолійович, Омельченко Володимир Іванович, Миронов Денис Юрійович, Костецький Юрій Віталійович
МПК: C21C 1/04
Мітки: міді, залізовуглецевого, видалення, спосіб, розплаву
Формула / Реферат:
Спосіб видалення міді з залізовуглецевого розплаву, що включає плавлення металу, наведення сульфідного шлаку на поверхні розплаву, витримку розплаву під сульфідним шлаком, наступне розділення розплаву і сульфідного шлаку, який відрізняється тим, що після розділення розплаву і сульфідного шлаку в розплав присаджують алюміній з наступним розділенням розплаву і шлаку, що утворився.
Спосіб десульфурації залізовуглецевого розплаву в тигельній печі
Номер патенту: 40611
Опубліковано: 27.04.2009
Автори: Лабінцев Олексій Миколайович, Антонов Віктор Васильович, Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: печі, тигельній, десульфурації, спосіб, залізовуглецевого, розплаву
Формула / Реферат:
Спосіб десульфурації залізовуглецевого розплаву в тигельній печі, який полягає в створенні шлакометалевої емульсії шляхом перемішування розплаву металу з десульфуруючим шлаком, який відрізняється тим, що перемішування здійснюється газом, газ подається за допомогою кільцевих рядково-капілярних продувних пристроїв, кільцеві капіляри рядків розташовані коаксіально вертикальній осі тигля на відстані 0,5-0,9 радіуса днища.
Попередній патент: Спосіб проведення підготовчих пластових виробок в газонасичених викидонебезпечних вугільних пластах
Наступний патент: Багатофункціональний комплекс для надання банківських послуг
Випадковий патент: Кишеньковий ліхтар