Спосіб модифікування розплаву
Номер патенту: 60111
Опубліковано: 10.06.2011
Автори: Титов Володимир Вікторович, Фірстов Сергій Олексійович, Іценко Анатолій Іванович, Александров Валерій Дмитрович, Бєлов Борис Федорович, Крейденко Фіра Семенівна, Сорока Валентина Афанасіївна, Троцан Анатолій Іванович, Скорий Олександр Володимирович, Бродецький Ігор Леонідович, Каверинський Владислав Володимирович


Формула / Реферат
Спосіб модифікування розплаву, що включає введення дисперсних часток тугоплавких сполук, який відрізняється тим, що в розплав вводять дисперсні частки малорозчинних сполук із оптимальним радіусом, визначеним по номограмах, побудованим відповідно до вираження:
 ,
,
де ![]() - оптимальний радіус твердих часток, що вводять, м;
- оптимальний радіус твердих часток, що вводять, м;
![]() - кінцевий радіус твердих часток, що вводять, м;
- кінцевий радіус твердих часток, що вводять, м;
![]() - атомна маса одного з компонентів речовини, що розчиняється, з більшим атомним радіусом;
- атомна маса одного з компонентів речовини, що розчиняється, з більшим атомним радіусом;
![]() - молекулярна маса речовини, що розчиняється;
- молекулярна маса речовини, що розчиняється;
![]() - вихідна масова концентрація компонента, що розчиняється у розплаві, у частках одиниці;
- вихідна масова концентрація компонента, що розчиняється у розплаві, у частках одиниці;
![]() - масова концентрація компонента, що розчиняється у розплаві, при якій розчинення уведених часток припиняється, у частках одиниці;
- масова концентрація компонента, що розчиняється у розплаві, при якій розчинення уведених часток припиняється, у частках одиниці;
![]() - вихідна маса розплаву, кг;
- вихідна маса розплаву, кг;
![]() - вихідна маса уведених часток.
- вихідна маса уведених часток.
Текст
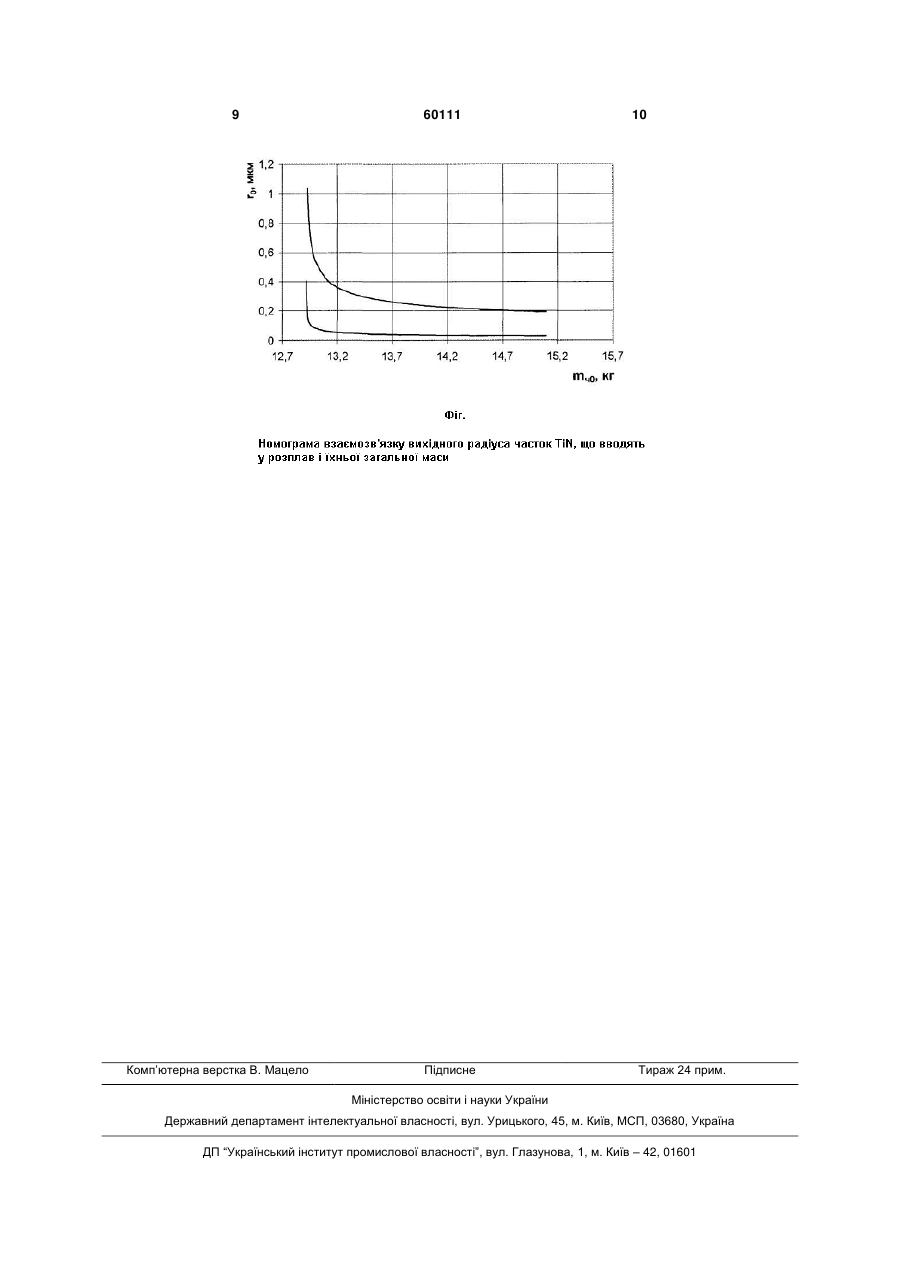
Спосіб модифікування розплаву, що включає введення дисперсних часток тугоплавких сполук, який відрізняється тим, що в розплав вводять дисперсні частки малорозчинних сполук із оптимальним радіусом, визначеним по номограмах, побудованим відповідно до вираження: 2 3 60111 кремния с железоуглеродистым расплавом / И.В. Деревянко, // Металлургическая и горнорудная промышленность. - 2006. - № 3. - С. 30-32): 2 r0 A Si , 2 D MSiC Siп о в. Si0 де ASi - атомна маса кремнію; MSiС - молекулярна маса карбіду кремнію; 3 - щільність розплаву, кг/м ; 2 D - коефіцієнт дифузії, м /с; [Si]пoв. - максимальна концентрація компонента, що розчиняється, у розплаві, яка досягається в 3 шарі на поверхні розчиняємої частки, кг/м ; [Si]0 - початкова концентрація компонента, що 3 розчиняється, у рідині, кг/м ; r0 - вихідний радіус твердих часток, що вводять, м; - час розчинення, с. Цей вираз може бути узагальнений й поширений на інші випадки розчинення тугоплавких (тем r0 4 пература плавлення вище температури розплаву) часток у розплаві. Однак недоліком цього способу є те, що він застосовний тільки при повному розчиненні часток, а для процесу неповного розчинення до приблизного розміру центрів кристалізації до моменту її початку, що відбувається при регульованій кристалізації розплавів, необхідно враховувати цілий ряд інших факторів. Найбільш близьким за технічною суттю й одержуваному результату до пропонованої корисної моделі є спосіб визначення оптимального розміру дисперсних часток, що вводять у розплав, для регулювання процесу кристалізації (патент UA № 57047, МПК (2006) G01N15/02 Спосіб визначення оптимального розміру ультрадисперсних часток, що вводять у розплав для регулювання процесу кристалізації / Фірстов С.О., Троцан А.І., Каверинський В.В. та ін.). У цьому способі оптимальний розмір ультрадисперсних порошків при регульованій кристалізації розплаву визначають по номограмах, побудованим відповідно до формули: 3 3 A r 2 rат. vохл . М КВ Т1 Т0 Т1 Сmax . C0 , 3 A rат. vохл . де r0 - оптимальний радіус твердих часток, що вводять, м; А - атомна маса одного з компонентів речовини, що розчиняється, з більшим атомним радіусом; М. - молекулярна маса розчинної речовини, 3 - щільність розплаву, кг/м ; Сmах. - максимальна концентрація компонента, 3 що розчиняється, у розплаві, кг/м ; С0 - початкова концентрація розчинного ком3 понента в розплаві, кг/м ; r - кінцевий радіус твердих часток, що вводять, м; -23 КB - постійна Больцмана - 1,3810 Дж/К; Т0 - температура розплаву при уведенні часток, К; Т1 - температура початку кристалізації, К; - динамічна в'язкість розплаву, Пас; raт. - ефективний радіус атома компонента, що розчиняється; voxл. - швидкість охолодження системи, град./с. Недоліками цього способу є те, що він застосовний тільки для речовин, що досить добре розчиняються в розплаві заліза (нітрид ванадію, карбід ванадію, карбід кремнію), і дає для даних випадків цілком прийнятну точність і без урахування поправки на зміни концентрації. У випадку ж сполук, розчинність яких у залізі незначна й близька до відсотка їхнього введення, існує така кількість модифікатора, при якій його частки, розчинившись до приблизного розміру центрів кристалізації до моменту її початку, наситять розплав компонентами модифікатора настільки, що подальше їхнє розчинення відбуватися не буде. Тому в цьому випадку для підвищення ефективності модифікування й визначення розміру часток, що вводять, необхідно обов'язково враховувати масу часток, що вводять. В основу даної корисної моделі поставлена задача створити такий спосіб модифікування розплаву малорозчинними сполученнями, у якому завдяки зміні умов здійснення способу, а саме, застосуванню математичного виразу для визначення оптимального радіуса часток з додатковим урахуванням нових факторів, досягалося б підвищення ефективності цього способу. Поставлена задача досягається тим, що в способі модифікування розплаву, що включає введення дисперсних часток тугоплавких сполук, відповідно до корисної моделі, у розплав уводять дисперсні частки малорозчинних сполук із оптимальним радіусом, визначеним по номограмах, побудованим відповідно до виразу: r r0 , M mp Cmax C0 3 1 m0 A M Cmax C0 де r0 - оптимальний радіус твердих часток, що вводять, м; r - кінцевий радіус твердих часток, що вводять, м; A - атомна маса одного з компонентів речовини, що розчиняється, з більшим атомним радіусом; M - молекулярна маса речовини, що розчиняється; C0 - вихідна масова концентрація компонента, що розчиняється, у розплаві, у частках одиниці; Cmax - масова концентрація компонента, що розчиняється, у розплаві, при якій розчинення уведених часток припиняється, у частках одиниці; mp - вихідна маса розплаву, кг; m0 - вихідна маса уведених часток. 5 60111 При наявності в розплаві певної кількості компонентів модифікатора між ним і рідкою фазою встановлюється рівновага й подальше розчинення його часток не відбувається (залишається можливим лише процес коагуляції). Отже, існує така кількість модифікатора, при якому його частки розчинившись до необхідного нам розміру (наприклад, центрів кристалізації) наситять розплав компонентами модифікатора настільки, що подальше їхнє розчинення відбуватися не буде. При цьому існує й деяка мінімальна кількість (маса) модифікатора, при введенні якого його частки, перебуваючи в розплаві протягом часу, достатнього для встановлення рівноваги, розчиняться повністю. Тому що розплав прохолоджується, а встановлення рівноваги й повне розчинення часток модифікатора вимагає певного часу (тим більшого, ніж більше розмір часток, що вводять), то можна підібрати таку швидкість охолодження й вихідний розмір часток, щоб вони розчинилися не повністю, а до приблизного розміру центрів кристалізації до моменту початку затвердіння й стали підкладками для зародження й зростання кристалів основного металу. Важливим завданням при цьому є визначення оптимальної маси й розміру часток, що вводять. Очевидно, що для даної мети підходять тільки такі модифікатори, розчинність яких у залізі незначна й близька до відсотка їхнього введення. Прикладом такого модифікатора може служити нітрид титана, розчинення якого припиняється при вмісті в сталі 0,017 % Ті. У рамках даної моделі основною умовою є досягнення за рахунок розчинення концентрації насичення, при якій розчинення припиниться (Сmах). При цьому деяка маса часток повинна не розчинитися (mч). Варто враховувати, що в розплаві вже може міститися деяка кількість компонента, що розчиняється, (C0). Розплав має кінцевий об'єм і кінцеву масу (mр) (початкова), що за рахунок розчинення збільшитися на m (тому що маса величина адитивна, приймемо m рівній масі речовини часток, що розчинилося). Запишемо умови досягнення в розплаві рівноважної концентрації: (1) С0+С=Сmax, де C0 - вихідна масова концентрація компонента, що розчиняється у розплаві; Сmах - масова концентрація компонента, що розчиняється у розплаві, при якій розчинення уведених часток припиняється; С - збільшення концентрації за рахунок розчинення часток модифікатора. Збільшення концентрації рівняється відношенню маси часток, що розчинилися, до маси розплаву, що також збільшується за рахунок маси розчиненої речовини. Отже, вираз (1) прийме вид: A A m0 mч M C0 M Cmax mp m або A m0 mч C0 Cmax , M mp m (2) 6 де C0 - вихідна масова концентрація компонента, що розчиняється у розплаві, у частках одиниці; Сmах - масова концентрація компонента, що розчиняється у розплаві, при якій розчинення уведених часток припиняється, у частках одиниці; mч - маса часток, що не розчинилися, кг; m0 - вихідна маса уведених часток; m - збільшення маси розплаву за рахунок розчинення часток; А - атомна маса компонента, що розчиняється (по якому ведемо розрахунок); М - молекулярна маса речовини, що розчиняється. Маса часток може бути виражена через їхній розмір, щільність і кількість. Якщо прийняти, що частки мають сферичну форму, то об'єм сфери дорівнює: 4 V r3 (3) 3 Отже, вихідна маса часток, що вводять, (m0) і маса часток, що не розчинилися (mч) будуть відповідно рівні: 4 3 m0 r0 ч n (4) 3 4 3 rк ч n , (5) 3 де r0 - вихідний радіус часток, м; rк - кінцевий радіус часток, м; 3 ч - щільність матеріалу часток, кг/м ; n - кількість часток. Маса матеріалу часток, що перейшла в розплав дорівнює різниці їх початкової маси (m0) і їх кінцевої маси (mч). Тобто, ми можемо записати: 4 3 3 m m0 mч ч n r0 rк (6) 3 Підставивши вираз (6) у рівняння (2) одержуємо: 4 3 3 A n ч. r0 rк 3 C0 (7) 4 3 3 M mp n ч. r0 rк 3 mч Вирішуючи рівняння (7) відносно r0 одержуємо: 3 r0 3 rк 3 M mp Cmax C0 4 n ч. A M Cmax C0 (8) Формула (8) дозволяє нам визначити вихідний розмір часток, що вводять, необхідний для створення в розплаві концентрації насичення за рахунок розчинення уведених часток і збереження до цього моменту часток радіуса rк при відомій кількості часток. Інакше кажучи, якщо в розплав увести n часток радіуса r0, розрахованого по формулі (8), частки розчиняться до розмірів rк і далі розчинятися не будуть. Однак на практиці значення кількості часток n є величиною незручною, отже, має сенс перейти від кількості до вихідної маси часток. Вихідну масу часток ми можемо визначити з виразу (4). З нього ж ми можемо визначити n: 7 3 m0 (9) 3 4 r0 ч. Підставляючи значення n з виразу (9) у рівняння (8) і вирішуючи його відносно r0, одержуємо: rк r0 M mp Cmax C0 (10) 3 1 m0 A M Cmax C0 n Пропонований спосіб регульованої кристалізації розплаву був випробуваний у промислових умовах на одному з металургійних комбінатів України при розливанні сталі 10Г2С на МБЛЗ. Плаковані протектором порошки нітриду титана закочували в порошковий дріт діаметром 13 мм із оболонкою зі сталі 08 кп. Коефіцієнт заповнення порошкового дроту 40-50 %. Порошковий дріт подавали в зону біля заглибного стакану кристалізатора МБЛЗ за допомогою трайбапарату. При побудові номограми для визначення оптимальних технологічних параметрів уведення порошку враховувалося, що для ефективного модифікування кінцевий радіус часток rк повинен бути сумірний з розміром критичного центра кристалізації. У противному випадку, частка буде еквівалентна частці, яка повністю розчинилася. Для визначення критичного радіуса центра кристалізації використовували формулу М 2 Т (11) , rк q T0 T де rк - радіус сфери, уписаної в куб; - поверхневий натяг між твердою й рідкою фазами; М - молярна маса; - щільність зародка; Т0 - температура рівноваги твердої й рідкої фаз; Т - температура переохолодженої рідини; q - молярна теплота плавлення. Поверхневий натяг між твердою й рідкою фазами перерахуємо зі значення поверхневого натягу на границі рідина/пар по формулі: 2/3 (12) жm=жn(m/ж) q/, де ж - щільність розплаву; m - щільність кристала; жn - поверхневий натяг на границі рідина/пар, q - теплота плавлення, - теплота паротворення. 60111 8 При підстановці чисельних даних, радіус зародка центра кристалізації залізовуглецевого розплаву становить 110-150 А. Ефективне модифікування залізовуглецевих розплавів забезпечують дисперсні частки з розмірами до 100 нм (1000 Å). З вищенаведених посилок ми можемо припустити, що кінцевий радіус часток у межах від 150 до 1000 Å, і виходячи із цього розрахувати мінімальне й максимальне значення вихідного радіуса часток, що вводять. Розчинення TiN припиняється при вмісті в розплаві 0,017 % Ті, отже, Сmах=0,00017. Вміст домішкового титана у звичайних низьколегованих сталях становить близько 0,007 %, отже С0=0,00007. Атомна маса титана приблизно дорівнює 48 а.е.м., молекулярна маса нітриду титана 62 а.е.м. На кресленні наведена номограма, побудована по формулі (10), що показує взаємозв'язок між вихідним радіусом часток модифікатора, що вводять, і їхньою загальною масою. Нижня лінія номограми відповідає часткам, які будуть розчинені до радіуса 150 Å, верхня - часткам, які будуть розчинені до радіуса 1000 Å. Вихідна маса розплаву 100 т. З аналізу номограми видно, що ультрадисперсні частки TiN, що вводять у розплав, повинні бути досить дрібними - порядку 0,01-0,8 мкм. З номограми видно, що якщо, наприклад ми вводимо 14,7 кг Ті, то радіус часток, що вводять, повинен становити 0,03-0,2 мкм. Якщо ж ми вводимо, наприклад, 13,2 кг Ті, то радіус часток, що вводять, повинен становити 0,05-0,36 мкм Тобто при введенні часток 0,2...0,5 мкм, маса нітриду титана повинна становити 0,13...0,15 кг/т. Порівняння результатів механічних випробувань товстолистового прокату зі сталі 10Г2С, обробленої при розливанні по пропонованому способі із застосуванням установлених оптимальних параметрів уведення дисперсних часток у порівнянні з відомою технологією без урахування оптимальних параметрів уведення, показало збільшення здрібнювання розміру зерен в 1,23-1,37 рази, підвищення в середньому на 22-41 % таких характеристик, як тимчасовий опір розриву, відносне подовження й ударна в'язкість. Таким чином, пропонований спосіб модифікування розплаву дозволяє поліпшити механічні характеристики литого металу й тим самим підвищити ефективність обробки розплаву малорозчинними дисперсними порошками. 9 Комп’ютерна верстка В. Мацело 60111 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for modification of smelt
Автори англійськоюFirstov Serhii Oleksiiovych, Trotsan Anatolii Ivanovych, Kaverynskyi Vladyslav Volodymyrovych, Brodetskyi Ihor Leonidovych, Aleksandrov Valerii Dmytrovych, Belov Borys Fedorovych, Kreidenko Fira Semenivna, Itsenko Anatolii Ivanovych, Skoryi Oleksandr Volodymyrovych, Soroka Valentyna Afanasiivna, Tytov Volodymyr Viktorovych
Назва патенту російськоюСпособ модифицирования расплава
Автори російськоюФирстов Сергей Алексеевич, Троцан Анатолий Иванович, Каверинский Владислав Владимирович, Бродецкий Игорь Леонидович, Александров Валерий Дмитриевич, Белов Борис Федорович, Крейденко Фира Семеновна, Иценко Анатолий Иванович, Скорый Александр Владимирович, Сорока Валентина Афанасьевна, Титов Владимир Викторович
МПК / Мітки
МПК: C21C 7/076
Мітки: спосіб, розплаву, модифікування
Код посилання
<a href="https://ua.patents.su/5-60111-sposib-modifikuvannya-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб модифікування розплаву</a>
Спосіб модифікування розплаву
Номер патенту: 55314
Опубліковано: 10.12.2010
Автори: Троцан Анатолій Іванович, Крейденко Фіра Семенівна, Александров Валерій Дмитрович, Каверинський Владислав Володимирович, Живченко Володимир Семенович, Бєлов Борис Федорович, Бродецький Ігор Леонідович, Фірстов Сергій Олексійович
МПК: C21C 7/00
Мітки: розплаву, спосіб, модифікування
Формула / Реферат:
Спосіб модифікування розплаву, що включає введення в розплав ультрадисперсних часток порошку, який відрізняється тим, що попередньо визначають розмір часток, що вводяться, залежно від температури вводу й швидкості охолодження розплаву відповідно до виразу де r - радіус твердих часток, що вводять, м;B i D - величини, що залежать від виду часток, що вводять, і...
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Куцін Володимир Семенович, Мітніков Ілля Юхимович, Агапов Володимир Миколайович, Сергєєв Віктор Володимирович, Макієвський Юрій Ізотович, Гончар Володимир Павлович
МПК: C23C 2/06
Мітки: збагачування, сталевих, цинкування, розплаву, цинком, спосіб, виробів
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Волков Геннадій Васильович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Гумененко Миколай Климович
МПК: B22D 27/08
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб модифікування чавуну
Номер патенту: 57979
Опубліковано: 25.03.2011
Автори: Сусло Наталія Валеріївна, Калінін Василь Тимофійович, Кондрат Олександра Олександрівна
МПК: C22C 35/00
Мітки: спосіб, модифікування, чавуну
Формула / Реферат:
1. Спосіб модифікування чавуну переважно при виробництві вибілених прокатних валків і мелючих куль, який включає введення в чавунний розплав брикетів, що містять порошки селену і міді, який відрізняється тим, що до складу брикету додатково вводять нанодисперсний порошок карбонітриду титану при наступному співвідношенні компонентів, мас. %: селен 30-40 карбонітрид титану 25-35...
Спосіб кокільного литва з кристалізацією розплаву під тиском
Номер патенту: 30631
Опубліковано: 11.03.2008
Автори: Падєрін Володимир Миколайович, Галух Володимир Іванович
МПК: B22D 17/22
Мітки: кокільного, кристалізацією, литва, спосіб, тиском, розплаву
Формула / Реферат:
Спосіб кокільного литва з кристалізацією розплаву під тиском в металеві форми з вертикальною площиною розніму, в якому заливка розплаву знизу вверх і живлення відливань під час кристалізації здійснюється під атмосферним тиском, який відрізняється тим, що додатково введений вертикальний гідроциліндр, на штоку якого жорстко закріплено коромисло з регульованими двома для одномісної або трьома для двомісної форми поршнями для підпресування...
Попередній патент: Спосіб отримання a(гетерил-(тіо))-бурштинової кислоти
Наступний патент: Пристрій кріплення еластичного облицювального матеріалу
Випадковий патент: Спосіб визначення концентрації рибоксину в сироватці крові шляхом капілярного електрофорезу