Інструмент для фрикційно-зміцнюючої обробки деталей
Номер патенту: 72832
Опубліковано: 27.08.2012
Автори: Роп'як Любомир Ярославович, Остапович Василь Васильович

Формула / Реферат
Інструмент для фрикційно-зміцнюючої обробки деталей, що виконаний у вигляді диска з посадковим отвором, який відрізняється тим, що на обох торцевих поверхнях диска виконані кільцеві проточки, в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності.
Текст
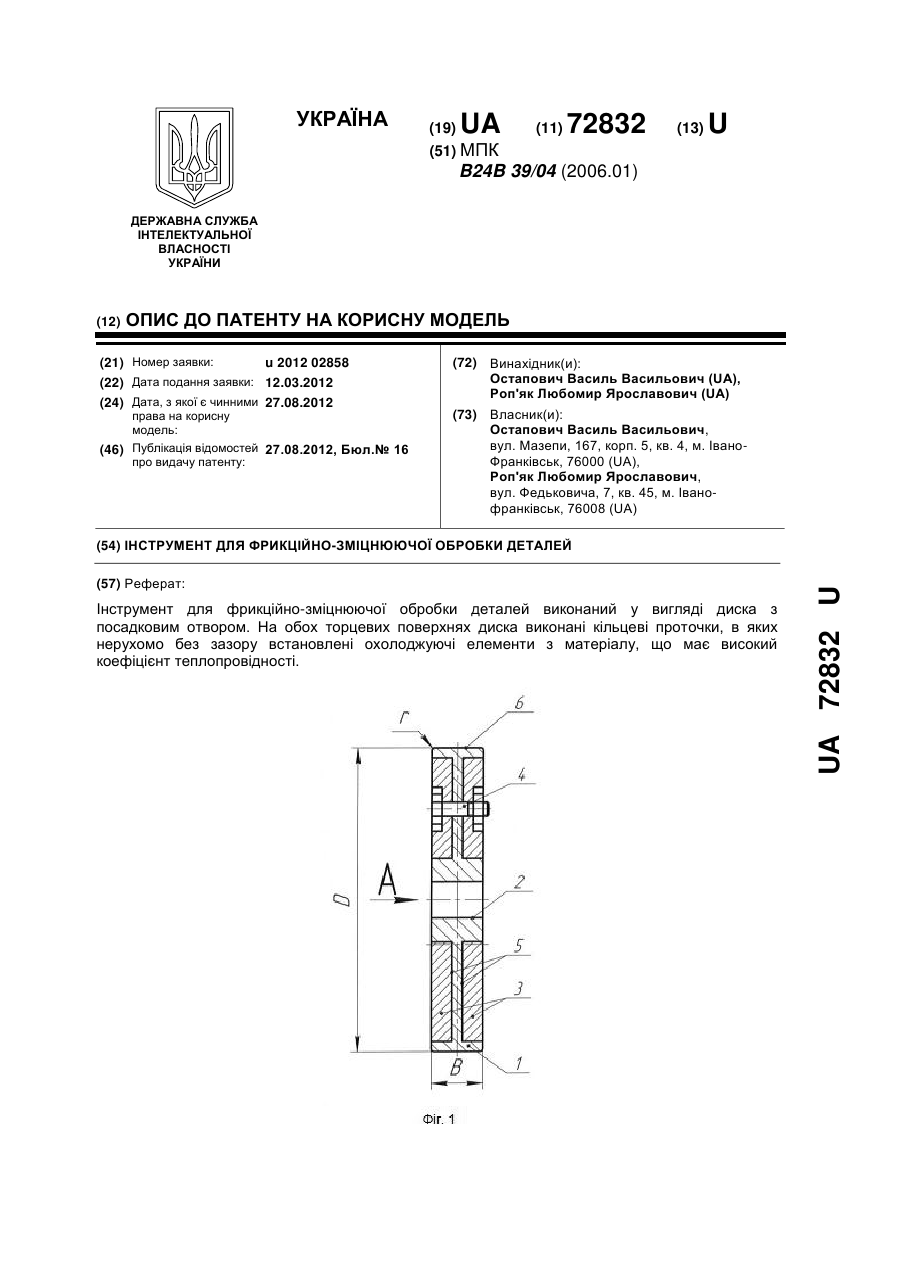
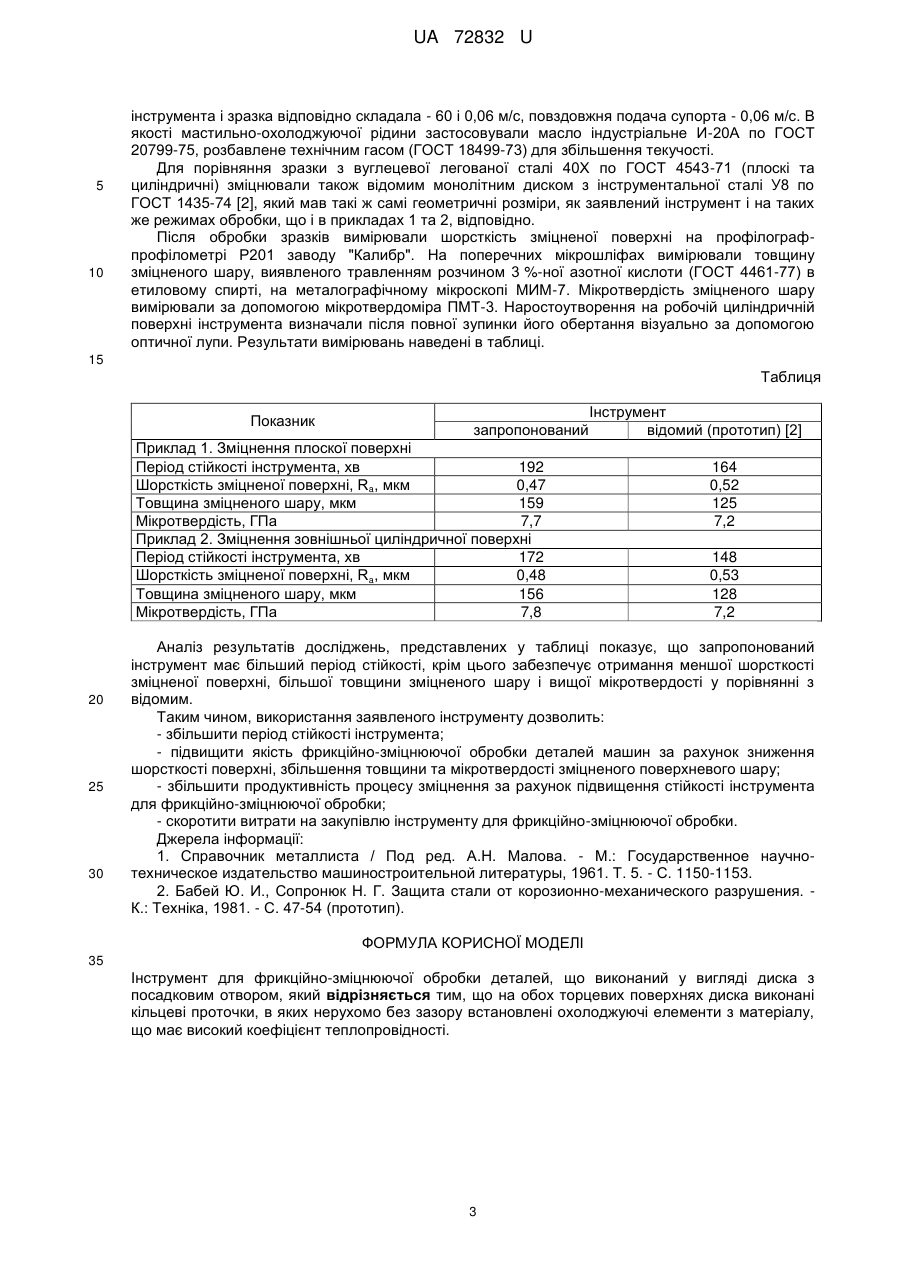
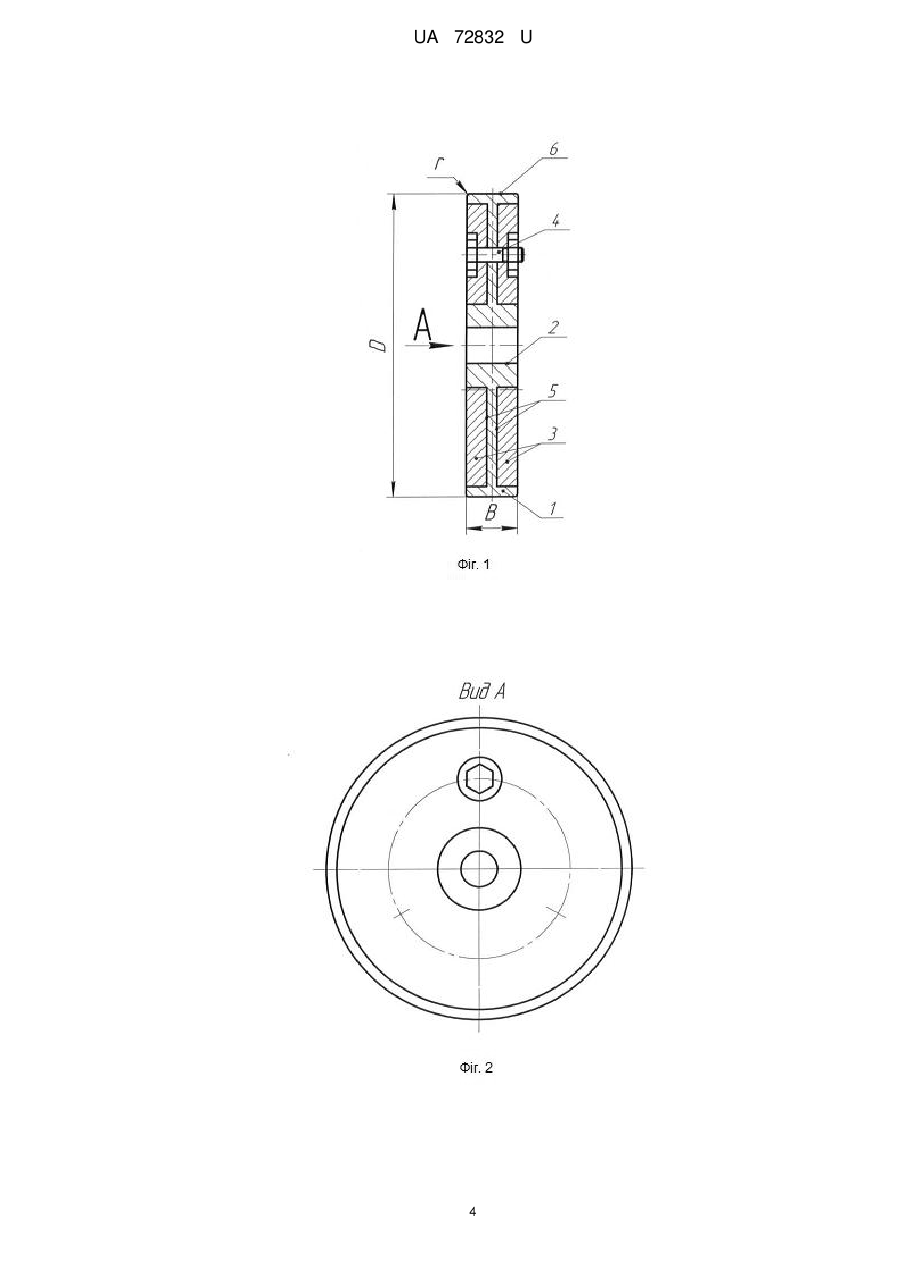
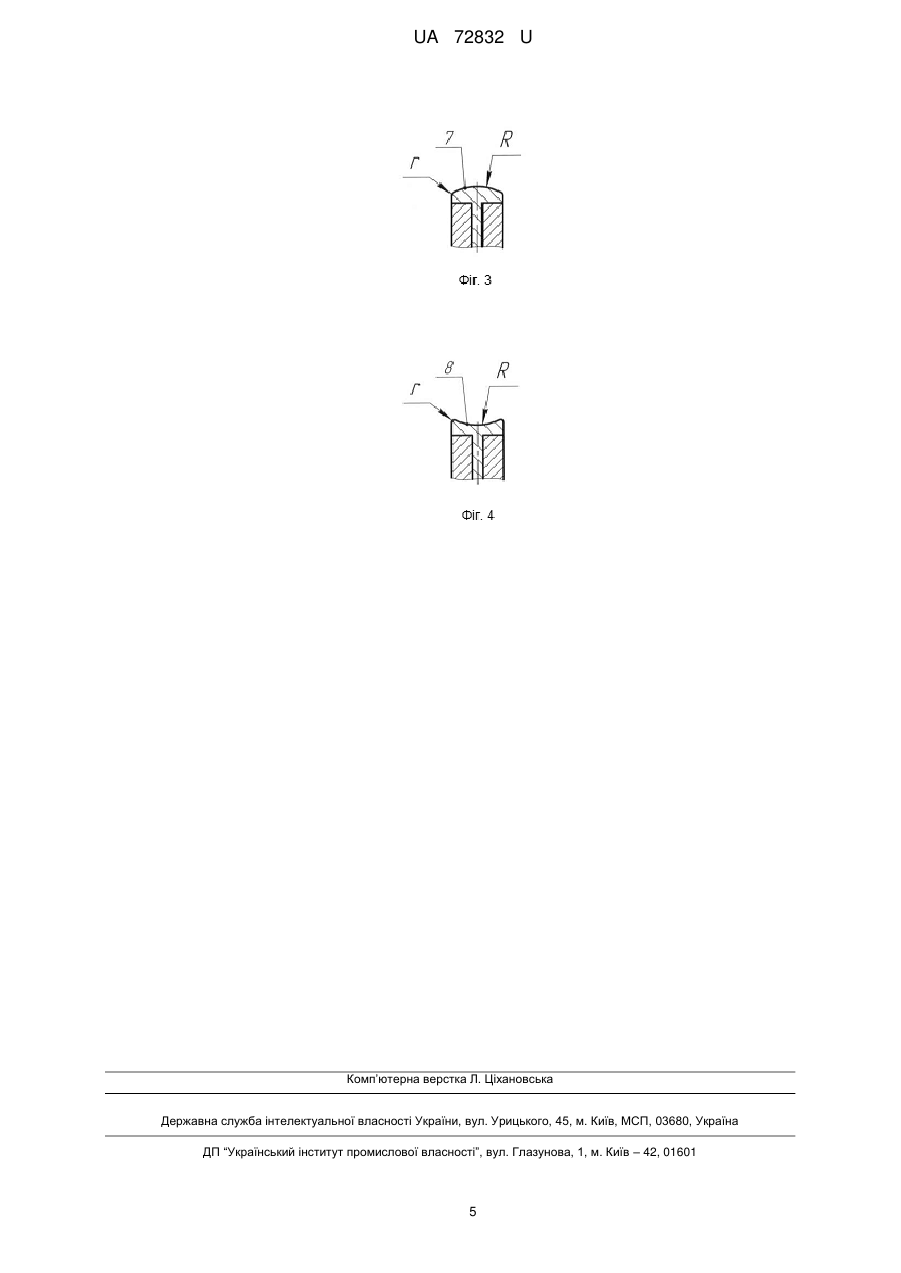
Реферат: Інструмент для фрикційно-зміцнюючої обробки деталей виконаний у вигляді диска з посадковим отвором. На обох торцевих поверхнях диска виконані кільцеві проточки, в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності. UA 72832 U (54) ІНСТРУМЕНТ ДЛЯ ФРИКЦІЙНО-ЗМІЦНЮЮЧОЇ ОБРОБКИ ДЕТАЛЕЙ UA 72832 U UA 72832 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до поверхневого зміцнення гладких плоских, циліндричних, конічних і фасонних поверхонь деталей машин, які виготовляють із сталі, чавуну та алюмінієвих сплавів, а також напилених покриттів, і може бути використана в різних галузях машинобудування, наприклад, для зміцнення деталей механічної та гідравлічної частин поршневих і плунжерних бурових насосів, які перекачують корозійноактивні рідини, що містять абразивні частинки. Відомий диск з посадковим отвором для зміцнення обкатуванням сталевих деталей, який встановлюється на оправці та вільно обертається навколо її осі, а при зміцнюючій обробці вказаний диск притискається до поверхні деталі, що примусово обертається або зворотньопоступово переміщається [1]. Недоліком вказаного інструмента є невисока якість зміцнення так, як в процесі обробки відбувається тільки пластичне деформування поверхневих шарів металу і не проходять структурні перетворення. Найбільш близьким до запропонованої корисної моделі по технічній суті є інструмент для фрикційно-зміцнюючої обробки деталей, виконаний у вигляді диска з посадковим отвором, який встановлюється нерухомо на шпинделі верстата або на оправці, що має індивідуальний привід для примусового обертання її навколо осі. При зміцнюючій обробці - вказаний інструмент зовнішньою робочою циліндричною поверхнею притискається до поверхні деталі, що примусово обертається або зворотньопоступово переміщається [2]. Недоліком даного інструменту є те, що в процесі фрикційного зміцнення деталі відбувається його інтенсивне нагрівання, яке призводить до зниження довговічності (періоду стійкості) інструмента за рахунок наростоутворення на зовнішній робочій циліндричній поверхні інструмента, а також і до значного погіршення якості поверхні деталі, що зміцнюється. В основу корисної моделі поставлена задача: вдосконалення інструменту для фрикційнозміцнюючої обробки деталей, в якому шляхом модифікації конструкції торцевих поверхонь диска забезпечується інтенсифікація відведення тепла від зовнішньої робочої циліндричної поверхні інструмента, і за рахунок цього забезпечується підвищення періоду стійкості інструмента, а також зниження шорсткості поверхні деталі, що зміцнюється, збільшення товщини та мікротвердості зміцненого шару. Поставлена задача вирішується тим, що в інструменті для фрикційно-зміцнюючої обробки деталей, виконаному у вигляді диска з посадковим отвором, згідно з корисною моделлю, на обох торцевих поверхнях диска виконані кільцеві проточки в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності. Порівняльний аналіз з прототипом показує, що даний інструмент для фрикційно-зміцнюючої обробки деталей відрізняється тим, що на торцевих поверхнях інструмента виконані кільцеві проточки в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності. Таким чином, даний інструмент відповідає критерію "новизна". Суть запропонованої корисної моделі пояснюється кресленнями, де зображено: на фіг. 1 - інструмент для фрикційно-зміцнюючої обробки із зовнішньою робочою циліндричною поверхнею прямолінійної форми, переріз; на фіг. 2 - вигляд А на фіг. 1; на фіг. 3 - варіант виконання зовнішньої робочої поверхні інструмента випуклої форми; на фіг. 4 - варіант виконання зовнішньої робочої поверхні інструмента вгнутої форми. Інструмент для фрикційно-зміцнюючої обробки деталей (фіг. 1 і фіг. 2) містить диск 1 з посадковим отвором 2, охолоджуючі елементи 3 і засоби для їх кріплення 4. Охолоджуючі елементи 3 нерухомо без зазору встановлюють в кільцевих проточках 5, які виконані на обох торцевих поверхнях диска 1. Як матеріал для виготовлення охолоджуючих елементів 3 використовують, наприклад, мідь, її сплави та інші метали і сплави з високим коефіцієнтом теплопровідності. Засобами кріплення 4 охолоджуючих елементів 3 служать різьбові з'єднання з фіксацією від саморозкручування, заклепкові з'єднання тощо. Посадковий отвір 2 призначений для встановлення інструмента на шпинделі верстата або оправці, що має індивідуальний привід. Зміцнення деталей машин даним інструментом здійснюють таким чином. Спочатку проводять статичне і динамічне балансування інструмента за відомими методиками. Після цього інструмент для фрикційно-зміцнюючої обробки деталей своїм посадковим отвором 2 встановлюють і нерухомо закріплюють на шпинделі круглошліфувального (плоскошліфувального) верстата або на оправці, що має підшипникові опори та індивідуальний привід для примусового обертання її навколо осі. Оправку і привід монтують на плиті, що кріпиться на супорті токарно-гвинторізного верстата (для верстатів середніх розмірів) або на різцетримачі (для верстатів великих розмірів) на кресленні не 1 UA 72832 U 5 10 15 20 25 30 35 40 45 50 55 60 показано. Деталь в залежності від її геометричних розмірів кріплять аналогічно, як і при виконанні шліфувальних або токарних операцій. Для здійснення фрикційно-зміцнюючої обробки деталей інструменту задають необхідну швидкість ковзання відносно поверхні деталі, що зміцнюється, та притискають його до останньої. В зону обробки подають мастильноохолоджуючу рідину. При взаємодії інструмента зовнішньою робочою циліндричною поверхнею 6 з поверхнею оброблюваної деталі (плоскою або циліндричною), що зміцнюється, в результаті інтенсивного імпульсного нагрівання, одночасного пластичного деформування з великими швидкостями і наступного швидкого охолодження за рахунок відведення тепла із відносно тонких поверхневих шарів деталі в глибину металу проходять структурні перетворення в поверхневому шарі металу, які спричиняють утворення білих шарів, внаслідок цього і відбувається фрикційне зміцнення. Частина утвореного в процесі фрикційно-зміцнюючої обробки тепла також спрямовується від зовнішньої робочої циліндричної поверхні 6 інструмента до його осі обертання. Встановлення нерухомо без зазору охолоджуючих елементів 3 з матеріалу, що має високий коефіцієнтом теплопровідності в кільцевих проточках 5 на обох торцевих поверхнях диска 1 забезпечує інтенсифікацію тепловідведення від зовнішньої робочої циліндричної поверхні інструмента 6 і розсіювання тепла в навколишнє середовище. Така конструкція дозволяє запобігти наростоутворенню на зовнішній робочій циліндричній поверхні інструмента 6, і як наслідок - підвищити довговічність (період стійкості) інструмента та якість зміцнення поверхні деталі за рахунок зниження шорсткості та збільшення товщини і мікротвердості зміцненого шару. Інструмент для фрикційно-зміцнюючої обробки із зовнішньою робочою циліндричною поверхнею прямолінійної форми 6 (фіг. 1) використовують для зміцнення гладких плоских поверхонь деталей на плоскошліфувальних верстатах. Цим інструментом можна також зміцнювати гладкі циліндричні поверхні деталей (наприклад, штоків та плунжерів бурових насосів) та конічні поверхні деталей на круглошліфувальних і токарно-гвинторізних верстатах. При зміцненні деталей на токарно-гвинторізних верстатах необхідно застосовувати для встановлення інструмента спеціальні оправки з індивідуальним приводом. Для зміцнення профільних вгнутих поверхонь деталей (наприклад, напрямних накладок станини поршневого бурового насоса) і випуклих (наприклад, накладок повзуна поршневого бурового насоса) використовують інструмент із зовнішньою робочою поверхнею випуклої форми 7 (фіг. 3) і вгнутої форми 8 (фіг. 4) відповідно, який встановлюють на шпинделі плоскошліфувального верстата. Цей верстат споряджають відповідним спеціальним поворотним пристроєм, який закріплюють на столі верстата для надання періодичного повороту деталі на певний кут на подвійний хід стола верстата для забезпечення зміцнення всієї фасонної поверхні деталі. Радіус R зовнішньої робочої поверхні інструмента випуклої (вгнутої) форми повинен дорівнювати радіусу відповідної профільної поверхні деталі, що зміцнюється. Суть корисної моделі пояснюється конкретними прикладами. Приклад 1. Зміцнення плоскої поверхні. Інструмент для фрикційно-зміцнюючої обробки, виготовлений з інструментальної сталі У8 по ГОСТ 1435-74 (діаметр диска D=250 mm, ширина робочої частини В=15 мм, радіус заокруглення r=5 мм) з охолоджуючими елементами з міді МО по ГОСТ 859-78 встановлювали за допомогою посадкового отвору на шпинделі модернізованого плоскошліфувального верстата моделі ЗГ71 і нерухомо закріплювали. Плоский зразок для зміцнення (20 × 15 × 4 мм) з вуглецевої легованої сталі 40Х по ГОСТ 4543-71 встановлювали і нерухомо закріплювали на магнітній плиті, змонтованій на столі плоскошліфувального верстата. Плоска поверхня зразка, яку зміцнювали (20 × 15 мм), мала початкову шорсткість Ra=0,70 мкм. Лінійна швидкість інструмента складала 60 м/с. Повздовжня подача стола - 0,06 м/с, поперечна подача стола - З мм/подвійний хід. В якості мастильно-охолоджуючої рідини застосовували масло індустріальне И-20А по ГОСТ 20799-75, розбавлене технічним гасом (ГОСТ 18499-73) для збільшення текучості. Приклад 2. Зміцнення зовнішньої циліндричної поверхні. Інструмент для фрикційно-зміцнюючої обробки, виготовлений з інструментальної сталі У8 по ГОСТ 1435-74 (діаметр диска D=250 mm, ширина робочої частини В=15 мм, радіус заокруглення r=5 мм) з охолоджуючими елементами з міді МО по ГОСТ 859-78 встановлювали за допомогою посадкового отвору і нерухомо закріплювали на оправці, що має підшипникові опори та індивідуальний привід для примусового обертання її навколо осі, які змонтовані на плиті, що закріплюється на супорті токарно-гвинторізного верстата моделі 1К62. Циліндричний зразок для зміцнення (діаметр - 20 мм, довжина - 50 мм) з вуглецевої легованої сталі 40Х по ГОСТ 4543-71 встановлювали і нерухомо закріплювали у трьохкулачковому патроні, а також підтискали обертовим центром, встановленим у пінолі задньої бабки верстата. Зовнішня циліндрична поверхня зразка, яку зміцнювали, мала початкову шорсткість Ra=0,70 мкм. Лінійна швидкість 2 UA 72832 U 5 10 інструмента і зразка відповідно складала - 60 і 0,06 м/с, повздовжня подача супорта - 0,06 м/с. В якості мастильно-охолоджуючої рідини застосовували масло індустріальне И-20А по ГОСТ 20799-75, розбавлене технічним гасом (ГОСТ 18499-73) для збільшення текучості. Для порівняння зразки з вуглецевої легованої сталі 40Х по ГОСТ 4543-71 (плоскі та циліндричні) зміцнювали також відомим монолітним диском з інструментальної сталі У8 по ГОСТ 1435-74 [2], який мав такі ж самі геометричні розміри, як заявлений інструмент і на таких же режимах обробки, що і в прикладах 1 та 2, відповідно. Після обробки зразків вимірювали шорсткість зміцненої поверхні на профілографпрофілометрі Р201 заводу "Калибр". На поперечних мікрошліфах вимірювали товщину зміцненого шару, виявленого травленням розчином 3 %-ної азотної кислоти (ГОСТ 4461-77) в етиловому спирті, на металографічному мікроскопі МИМ-7. Мікротвердість зміцненого шару вимірювали за допомогою мікротвердоміра ПМТ-3. Наростоутворення на робочій циліндричній поверхні інструмента визначали після повної зупинки його обертання візуально за допомогою оптичної лупи. Результати вимірювань наведені в таблиці. 15 Таблиця Показник запропонований Приклад 1. Зміцнення плоскої поверхні Період стійкості інструмента, хв 192 Шорсткість зміцненої поверхні, Ra, мкм 0,47 Товщина зміцненого шару, мкм 159 Мікротвердість, ГПа 7,7 Приклад 2. Зміцнення зовнішньої циліндричної поверхні Період стійкості інструмента, хв 172 Шорсткість зміцненої поверхні, Ra, мкм 0,48 Товщина зміцненого шару, мкм 156 Мікротвердість, ГПа 7,8 20 25 30 Інструмент відомий (прототип) [2] 164 0,52 125 7,2 148 0,53 128 7,2 Аналіз результатів досліджень, представлених у таблиці показує, що запропонований інструмент має більший період стійкості, крім цього забезпечує отримання меншої шорсткості зміцненої поверхні, більшої товщини зміцненого шару і вищої мікротвердості у порівнянні з відомим. Таким чином, використання заявленого інструменту дозволить: - збільшити період стійкості інструмента; - підвищити якість фрикційно-зміцнюючої обробки деталей машин за рахунок зниження шорсткості поверхні, збільшення товщини та мікротвердості зміцненого поверхневого шару; - збільшити продуктивність процесу зміцнення за рахунок підвищення стійкості інструмента для фрикційно-зміцнюючої обробки; - скоротити витрати на закупівлю інструменту для фрикційно-зміцнюючої обробки. Джерела інформації: 1. Справочник металлиста / Под ред. А.Н. Малова. - М.: Государственное научнотехническое издательство машиностроительной литературы, 1961. Т. 5. - С. 1150-1153. 2. Бабей Ю. И., Сопронюк Н. Г. Защита стали от корозионно-механического разрушения. К.: Техніка, 1981. - С. 47-54 (прототип). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Інструмент для фрикційно-зміцнюючої обробки деталей, що виконаний у вигляді диска з посадковим отвором, який відрізняється тим, що на обох торцевих поверхнях диска виконані кільцеві проточки, в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності. 3 UA 72832 U 4 UA 72832 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for friction-hardening treatment of parts
Автори англійськоюOstapovych Vasyl Vasyliovych, Ropiak Liubomyr Yaroslavovych
Назва патенту російськоюИнструмент для фрикционно-упрочняющей обработки деталей
Автори російськоюОстапович Василий Васильевич, Ропяк Любомир Ярославович
МПК / Мітки
МПК: B24B 39/04
Мітки: інструмент, фрикційно-зміцнюючої, обробки, деталей
Код посилання
<a href="https://ua.patents.su/7-72832-instrument-dlya-frikcijjno-zmicnyuyucho-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Інструмент для фрикційно-зміцнюючої обробки деталей</a>
Пристрій для зміцнюючої поверхневої обробки деталей

Номер патенту: 42331
Опубліковано: 15.10.2001
Автори: Паращанов Георгій Михайлович, Бородянський Олексій Борисович, Жданов Ігор Михайлович
МПК: C21D 7/00
Мітки: деталей, поверхневої, обробки, зміцнюючої, пристрій
Формула / Реферат:
Пристрій для зміцнюючої поверхневої обробки деталей, що містить корпус та ударні елементи в вигляді пакетів роликів вільно насаджених на вісь, який відрізняється тим, що він оснащений сергами, на кінцях яких розташовані ударні елементи, причому серги встановлені в корпусі таким чином, що мають можливість вільного повороту на заданий кут.
Електрод-інструмент для обробки деталей складного контуру

Номер патенту: 54272
Опубліковано: 10.11.2010
Автори: Гаращенко Юрій Миколайович, Носуленко Віктор Іванович
МПК: B23H 9/00
Мітки: контуру, електрод-інструмент, обробки, деталей, складного
Формула / Реферат:
Електрод-інструмент розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, який відрізняється тим, що по зовнішньому чи внутрішньому робочому контуру передбачають робочий поясок в межах 3-5 мм, а від нього в напрямку отвору, відповідно для зовнішнього робочого...
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі
Номер патенту: 31103
Опубліковано: 25.03.2008
Автори: Лоскутов Степан Васильович, Сейдаметов Станіслав Валерійович, Пухальська Гульнара Вікторівна
МПК: B24B 39/00, C21D 7/00
Мітки: спосіб, обробки, зміцнюючої, кульками, полі, деталей, магнітному, машин
Формула / Реферат:
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок.
Спосіб ультразвукової зміцнюючої обробки

Номер патенту: 70985
Опубліковано: 25.06.2012
Автори: Руткевич Володимир Степанович, Турич Валерій Володимирович
МПК: B24B 39/00
Мітки: спосіб, ультразвукової, зміцнюючої, обробки
Формула / Реферат:
Спосіб ультразвукової зміцнюючої обробки, при якому інструменту надають рух подачі і коливальний рух по нормалі до поверхні, що обробляється з певною величиною амплітуди коливань, а також перед наданням коливального руху між інструментом і деталлю встановлюють зазор, менший, ніж амплітуда коливань, який відрізняється тим, що зазор утворюється різцем, встановленим на хвилеводі вигинаючих коливань в вузлі коливань перед деформуючим...
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Рубльов Микола Дмитрович, Рогов Валентин Васильович, Кротенко Тетяна Леонідівна, Троян Олександр Васильович
Мітки: фінішної, прецизійної, інструмент, обробки, деталей, спосіб, монокорунду, полірувальний
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Попередній патент: Спосіб визначення тріщиностійкості твердих сплавів, керамічних матеріалів та покриттів
Наступний патент: Спосіб зйомки інтерактивних невеликих відеосцен
Випадковий патент: Застосування використаної кордної тканини як волокнистого компонента композиційних матеріалів