Спосіб ультразвукової зміцнюючої обробки
Номер патенту: 70985
Опубліковано: 25.06.2012
Автори: Руткевич Володимир Степанович, Турич Валерій Володимирович

Формула / Реферат
Спосіб ультразвукової зміцнюючої обробки, при якому інструменту надають рух подачі і коливальний рух по нормалі до поверхні, що обробляється з певною величиною амплітуди коливань, а також перед наданням коливального руху між інструментом і деталлю встановлюють зазор, менший, ніж амплітуда коливань, який відрізняється тим, що зазор утворюється різцем, встановленим на хвилеводі вигинаючих коливань в вузлі коливань перед деформуючим інструментом і вершина якого виступає на величину необхідного зазору.
Текст
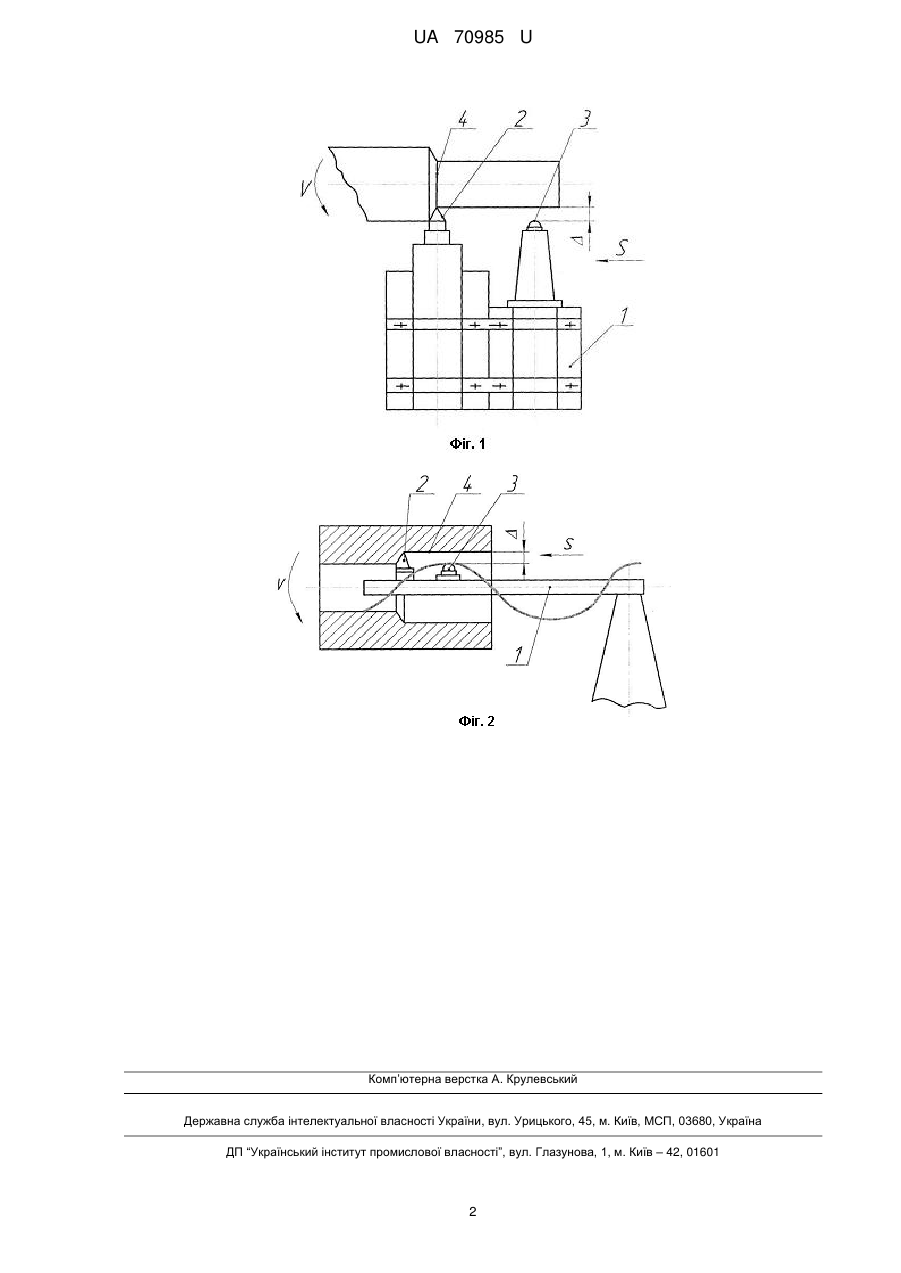
Реферат: UA 70985 U UA 70985 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до обробки поверхневим пластичним деформуванням, а саме до обробки пластичним деформуванням з ультразвуком і може бути використаним в машино- і приладобудуванні для отримання точних деталей. Відомий спосіб ультразвукового алмазного вигладжування (Марков А. И. Ультразвуковая обработка материалов. - Μ.: Машиностроение, 1980. - 237 с), суть якого в тому, що деформуючий інструмент, прикріплений до хвилевода магнітострикційного перетворювача, підтискується до деталі з статичною силою. В процесі обробки деталь обертається, а деформуючий інструмент рухається вздовж деталі. Окрім статичної сили на деталь, діє динамічна сила, яка виникає при ввімкнені коливань магнітострикційного перетворювача. Однак, цей спосіб має суттєві недоліки - це значні статичні сили, що відтискують деталь і погіршують точність обробки, напливи на торцях деталі величиною до 30 мкм, неможливість обробки преривчастих поверхонь. Найбільш близьким до способу, що заявляється по технічній суті є "Способ ультразвуковой упрочняюще-чистовой обработки" (а. с. СССР №1571910 МПК В24В 39/00), в якому інструменту надають рух подачі і коливальний рух по нормалі до поверхні, що обробляється з певною амплітудою, а перед наданням коливального руху між інструментом і деталлю встановлюють зазор, менший, ніж амплітуда коливань. Основним недоліком даного способу є те, що перед обробкою деталі необхідно встановлювати кожний раз зазор, що знижує продуктивність обробки. В основу корисної моделі поставлена задача - підвищення продуктивності обробки. Поставлена задача вирішується тим, що зазор утворюється різцем, встановленим перед деформуючим інструментом і вершина різця виступає па величину необхідного зазору. На фіг. 1 показаний спосіб ультразвукової зміцнюючої обробки зовнішніх поверхонь, а на фіг. 2 внутрішніх циліндричних поверхонь. Пристрій включає різець 2, який встановлюється в тримачі 1 при обробці зовнішніх поверхонь та хвилеводі 1 при обробці внутрішніх, так що він виступає на величину Δ перед вигладжуючим наконечником 3. Спосіб здійснюють наступним чином. При обробці зовнішніх поверхонь деталей (фіг. 1) з певною швидкістю V, різець 2 встановлюється в тримачі 1, так, що він виступає на величину Δ перед вигладжуючим наконечником 3. Інструменту 3 надають коливальний рух по нормалі до оброблювальної поверхні. Різцю 2 та інструменту 3 надають також рух подачі S. Необхідний зазор між інструментом 3 і деталлю 4 утворюється за рахунок того, що різець 2 виступає перед інструментом 3 на величину цього зазору. При обробці отворів (фіг. 2) різець 2 встановлюється на хвилеводі 1 вигинаючих коливань у вузлі коливань так, що він виступає на величину Δ перед вигладжуючим наконечником 3, встановленим в пучності коливань. Хвилеводу надають коливальний рух по нормалі до оброблювальної поверхні і рух подачі. Так як різець 2 встановлений у вузлі коливань, то він не здійснює коливальний рух і, зрізаючи шар металу утворює зазор Δ, а інструмент 3 встановлений в пучності коливань коливається з амплітудою більшою ніж зазор Δ і здійснює обробку. Позитивний ефект від використання запропонованого способу досягається за рахунок збільшення продуктивності, так як перед обробкою кожної деталі не потрібно встановлювати необхідний зазор Δ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб ультразвукової зміцнюючої обробки, при якому інструменту надають рух подачі і коливальний рух по нормалі до поверхні, що обробляється з певною величиною амплітуди коливань, а також перед наданням коливального руху між інструментом і деталлю встановлюють зазор, менший, ніж амплітуда коливань, який відрізняється тим, що зазор утворюється різцем, встановленим на хвилеводі вигинаючих коливань в вузлі коливань перед деформуючим інструментом і вершина якого виступає на величину необхідного зазору. 1 UA 70985 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ultrasonic strengthening treatment
Автори англійськоюTurych ValeriI Volodymyrovych, Rutkevych Volodymyr Stepanovych
Назва патенту російськоюСпособ ультразвуковой упрочняющей обработки
Автори російськоюТурич Валерий Владимирович, Руткевич Владимир Степанович
МПК / Мітки
МПК: B24B 39/00
Мітки: зміцнюючої, обробки, спосіб, ультразвукової
Код посилання
<a href="https://ua.patents.su/4-70985-sposib-ultrazvukovo-zmicnyuyucho-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукової зміцнюючої обробки</a>
Спосіб зміцнюючої обробки матеріалів
Номер патенту: 68970
Опубліковано: 16.08.2004
Автори: Манько Володимир Костянтинович, Лоскутов Степан Васильович
Мітки: обробки, спосіб, матеріалів, зміцнюючої
Формула / Реферат:
Спосіб зміцнюючої обробки металів шляхом бомбардування поверхні змоченими рідиною сталевими кульками в ультразвуковому полі, який відрізняється тим, що проводять подальшу обробку металу пропусканням через деталь потужного імпульсу електричного струму тривалістю 20 - 50 мкс і щільністю (1 - 1,5).108 А/м2.
Спосіб ультразвукової обробки поверхні довгомірних виробів
Номер патенту: 84993
Опубліковано: 10.12.2008
Автори: Хріпта Наталія Ігорівна, Мордюк Богдан Миколайович, Прокопенко Георгій Іванович, Рудой Пилип Ерікович, Дринь Олександр Олегович, Скиба Ігор Олександрович
МПК: B24B 1/04
Мітки: ультразвукової, обробки, довгомірних, виробів, поверхні, спосіб
Формула / Реферат:
Спосіб ультразвукової обробки поверхні довгомірних виробів, який полягає в тому, що робочі інструменти притискають до поверхні оброблюваної деталі, надають деталі та робочим інструментам взаємного осьового переміщення, при цьому надають робочим інструментам обертального коливального руху ультразвукової частоти, який відрізняється тим, що попередньо вибирають кутову швидкість обертання
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі
Номер патенту: 31103
Опубліковано: 25.03.2008
Автори: Лоскутов Степан Васильович, Пухальська Гульнара Вікторівна, Сейдаметов Станіслав Валерійович
МПК: C21D 7/00, B24B 39/00
Мітки: деталей, магнітному, зміцнюючої, машин, обробки, полі, спосіб, кульками
Формула / Реферат:
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок.
Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю і пристрій для його здійснення
Номер патенту: 93252
Опубліковано: 25.01.2011
Автори: Бутаков Борис Іванович, Бутакова Галина Сергіївна, Шебанін В'ячеслав Сергійович, Марченко Дмитро Дмитрович
МПК: B24B 39/04
Мітки: пристрій, чистової, поверхонь, тіл, обробки, профілю, зміцнюючої, обертання, складного, спосіб, здійснення
Формула / Реферат:
1. Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю пластичним деформуванням клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї, який відрізняється тим, що у кожній точці контакту клинового ролика з обкочуваною деталлю забезпечують постійність середнього кута j втискування клинового ролика в оброблювану поверхню, де j=(jа+jв)/2, де jа - кут втискування ролика у площині подачі,...
Спосіб ультразвукової віброударної обробки поверхні довгомірних виробів
Номер патенту: 79670
Опубліковано: 10.07.2007
Автори: Чорний Валерій Іванович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Луговський Олександр Федорович, Клейман Якоб Ісакович, Прокопенко Георгій Іванович
МПК: B24B 1/04, B24B 39/00
Мітки: обробки, спосіб, віброударної, поверхні, ультразвукової, довгомірних, виробів
Формула / Реферат:
1. Спосіб ультразвукової віброударної обробки поверхні довгомірних виробів, при якому ультразвуковий перетворювач, зв'язаний з робочими інструментами, притискають нормовано до поверхні виробу і надають їм переміщення відносно один одного, який відрізняється тим, що обробку ведуть ультразвуковими перетворювачами, розміщеними вздовж лінії наданого виробу переміщення і по його профілю в кількості, необхідній для нанесення на одиницю поверхні...
Попередній патент: Гелева композиція сперміцидної та антибактеріальної дії
Наступний патент: Датчик
Випадковий патент: Газовий пальник повітронагрівача доменної печі