Спосіб контролю герметичності виробу
Номер патенту: 73683
Опубліковано: 10.10.2012
Автори: Сергійчук Борис Васильович, Бровко Михайло Віталійович, Шовкопляс Юрій Анатольович, Доброгорський Віктор Антонович, Дураченко Володимир Михайлович, Комеко Єгор Микитович

Формула / Реферат
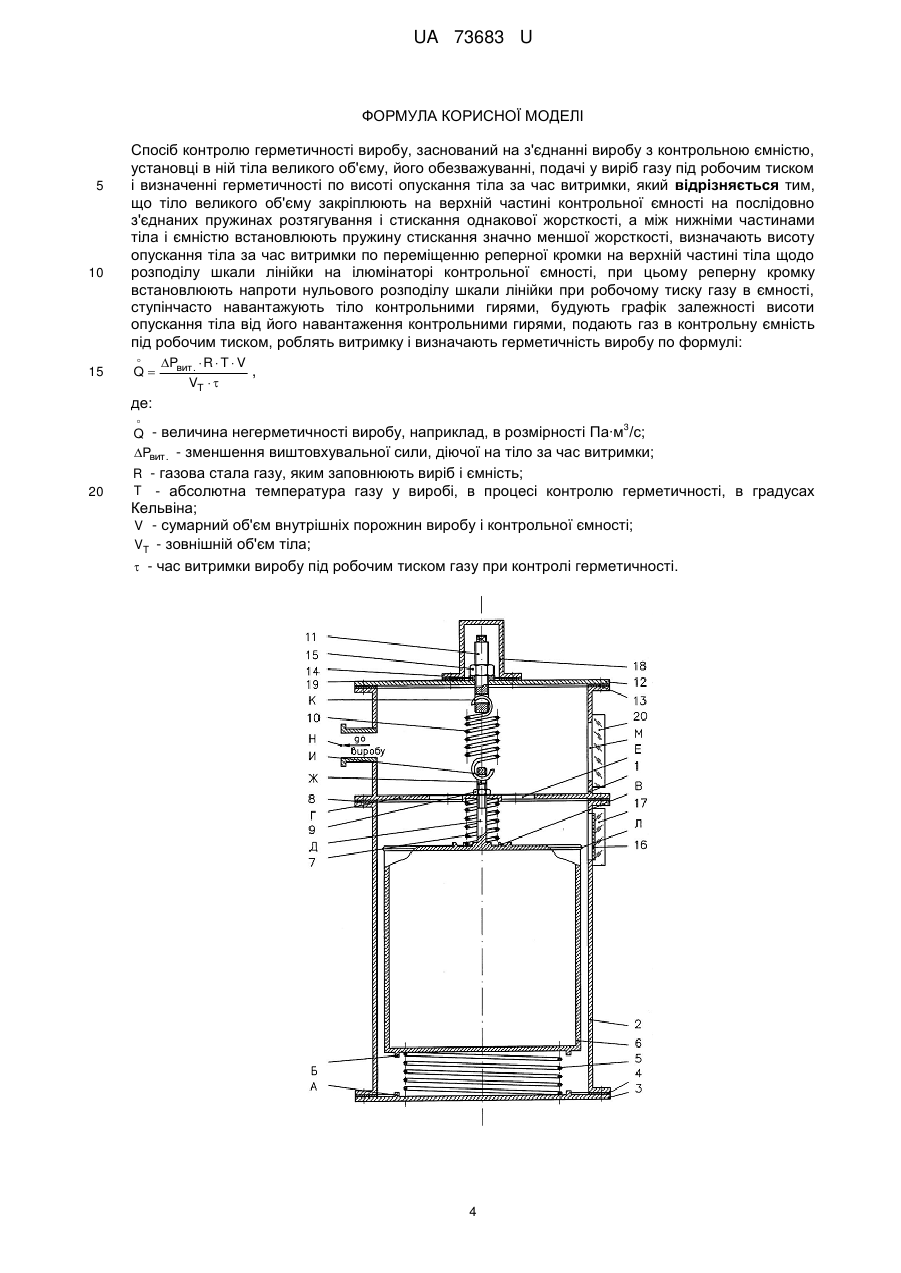
Спосіб контролю герметичності виробу, заснований на з'єднанні виробу з контрольною ємністю, установці в ній тіла великого об'єму, його обезважуванні, подачі у виріб газу під робочим тиском і визначенні герметичності по висоті опускання тіла за час витримки, який відрізняється тим, що тіло великого об'єму закріплюють на верхній частині контрольної ємності на послідовно з'єднаних пружинах розтягування і стискання однакової жорсткості, а між нижніми частинами тіла і ємністю встановлюють пружину стискання значно меншої жорсткості, визначають висоту опускання тіла за час витримки по переміщенню реперної кромки на верхній частині тіла щодо розподілу шкали лінійки на ілюмінаторі контрольної ємності, при цьому реперну кромку встановлюють напроти нульового розподілу шкали лінійки при робочому тиску газу в ємності, ступінчасто навантажують тіло контрольними гирями, будують графік залежності висоти опускання тіла від його навантаження контрольними гирями, подають газ в контрольну ємність під робочим тиском, роблять витримку і визначають герметичність виробу по формулі:
![]() ,
,
де:.
![]() - величина негерметичності виробу, наприклад, в розмірності Па∙м3/с;
- величина негерметичності виробу, наприклад, в розмірності Па∙м3/с;
![]() - зменшення виштовхувальної сили, діючої на тіло за час витримки;
- зменшення виштовхувальної сили, діючої на тіло за час витримки;
![]() - газова стала газу, яким заповнюють виріб і ємність;
- газова стала газу, яким заповнюють виріб і ємність;
![]() - абсолютна температура газу у виробі, в процесі контролю герметичності, в градусах Кельвіна;
- абсолютна температура газу у виробі, в процесі контролю герметичності, в градусах Кельвіна;
![]() - сумарний об'єм внутрішніх порожнин виробу і контрольної ємності;
- сумарний об'єм внутрішніх порожнин виробу і контрольної ємності;
![]() - зовнішній об'єм тіла;
- зовнішній об'єм тіла;
![]() - час витримки виробу під робочим тиском газу при контролі герметичності.
- час витримки виробу під робочим тиском газу при контролі герметичності.
Текст
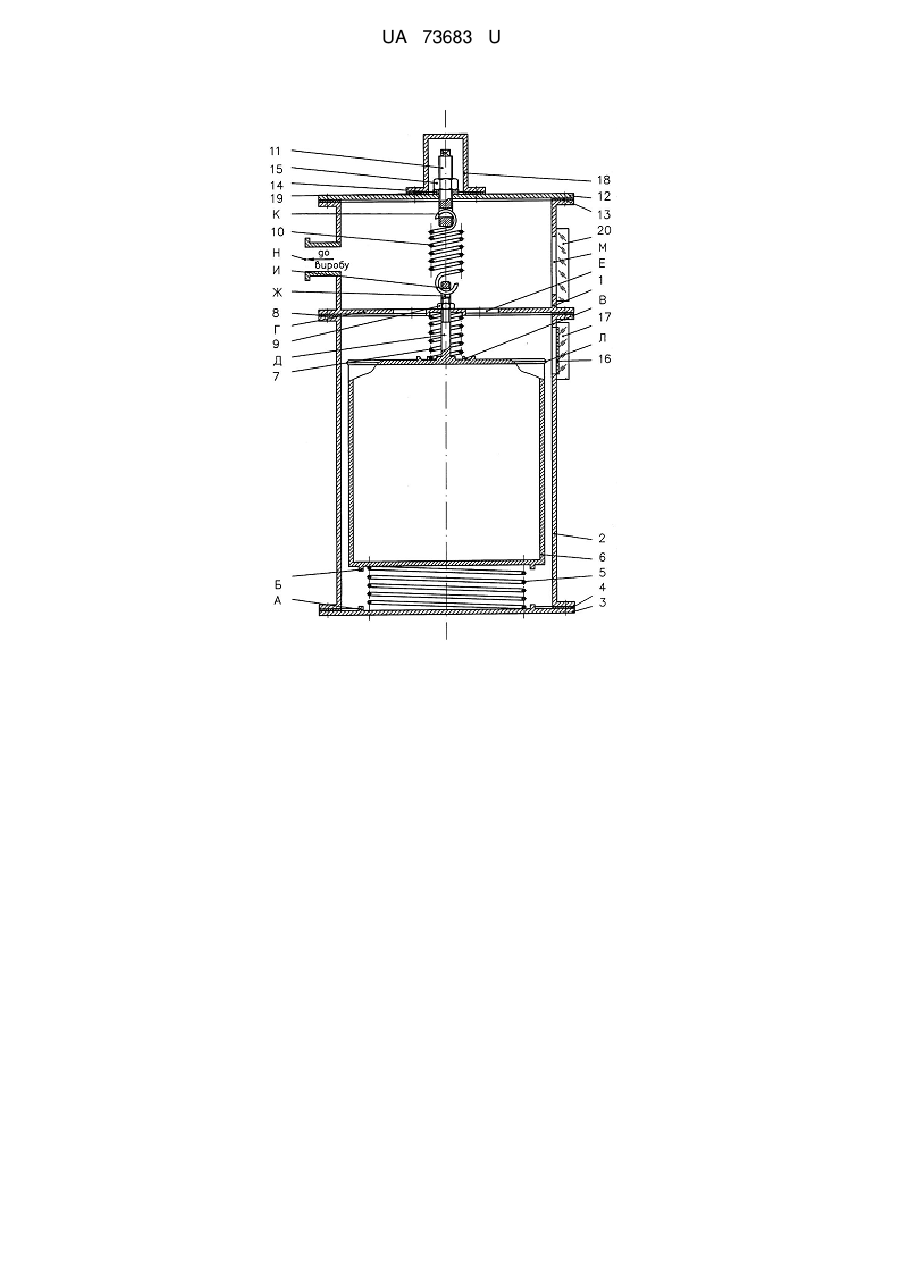
Реферат: Спосіб контролю герметичності виробу, заснований на з'єднанні виробу з контрольною ємністю, установці в ній тіла великого об'єму, його обезважуванні, подачі у виріб газу під робочим тиском і визначенні герметичності по висоті опускання тіла за час витримки. Тіло великого об'єму закріплюють на верхній частині контрольної ємності на послідовно з'єднаних пружинах розтягування і стискання однакової жорсткості. Між нижніми частинами тіла і ємністю встановлюють пружину стискання значно меншої жорсткості, визначають висоту опускання тіла за час витримки по переміщенню реперної кромки на верхній частині тіла щодо розподілу шкали лінійки на ілюмінаторі контрольної ємності. UA 73683 U (12) UA 73683 U UA 73683 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до загального машинобудування і поширюється на способи контролю герметичності порожнистих виробів з переважним використанням у ракетно-космічній техніці для контролю герметичності паливних баків ракет і приладових відсіків космічних апаратів (КА). В даний час для контролю герметичності виробів ракетно-космічної техніки застосовується в основному мас-спектрометричний спосіб, див., наприклад, АС СРСР № 1837170, МПК G01М 3/00, патент РФ № 2063013, МПК G01M3/02 і ОСТ 92-1527-89 "Изделия отрасли. Методы испытаний изделий на герметичность с применением масс-спектрометрических течеискателей". Розділ 5 "Испытания на герметичность методом вакуумирования". Mac-спектрометричний спосіб (метод) полягає в розміщенні заправленого контрольним газом, наприклад, гелієм, виробу у вакуумній камері, підключенні до неї мас-спектрометричного течешукача. Надалі вакуумну камеру вакуумують і визначають зміну концентрації контрольного газу у камері за час витримки. За зміною концентрації контрольного газу судять про ступінь негерметичності виробу. Цей спосіб, незважаючи на високу чутливість, потребує створення громіздких вакуумних камер для розміщення в них паливних баків ракет і КА, застосування вакуумного устаткування, мас-спектрометричних течешукачів та залучення кваліфікованого персоналу для їхнього обслуговування. Крім того, використання як контрольного газу гелію при його високій проникаючій здатності здебільшого несумісне з напівпровідниковою радіоелектронною апаратурою, встановленою усередині приладових відсіків КА [див., наприклад, книгу Рязанов Л.Н. Вакуумная техника. - М.: Высшая школа, 1982. - С. 159]. Тому останнім часом усе частіше використовується менш чуттєвий, у порівнянні з масспектрометричним, спосіб, заснований на заповненні виробу нейтральним газом, приєднанні до виробу контрольної ємності і вимірі величини спаду тиску у виробі за час витримки щодо контрольної ємності, див., наприклад, АС СРСР № 250163, МПК G01М 3/26, патент РФ № 2039961, МПК G01М 3/26. Незважаючи на простоту, цей спосіб має суттєвий недолік, який полягає у великій погрішності виміру негерметичності внаслідок значного впливу на величину спаду тиску різниці температур газу в порожнині випробуваного виробу та в контрольній ємності, внаслідок того, що темп зміни температури газу у виробі і ємності в процесі контролю може суттєво відрізнятися. Для підвищення точності виміру спаду тиску в деяких випадках додатково вимірюють температуру газу, наприклад, шляхом виміру швидкості звуку в газі, який заповнює виріб, або шляхом установки усередині виробу великої кількості датчиків температури. Однак, як показали розрахунки, для достовірного визначення величини негерметичності приладових відсіків, при якій гарантується робота КА протягом 10 років, похибка виміру температури, усередненої по всьому об'єму випробуваного виробу, не повинна перевищувати 0,005 °C. Тому, відносно виробів ракетно-космічної техніки, визначення їх негерметичності по спаду тиску недопустимо. Це обумовлено недопустимо великою похибкою у визначенні зміни температури газу у виробі за час витримки як по вимірах швидкості звуку в газі, так і за вимірами температури через відсутність у даний час високоточних вимірювальних засобів. Вихід з цього було знайдено шляхом виміру густини газу у виробі за час витримки. Визначення негерметичності виробів за виміром густини газу захищено патентами України № 78607, 83219 і патентом України на корисну модель № 42390 (аналогу). При контролі герметичності виробів за виміром густини газу зміна температури газу за час витримки практично не впливає на величину похибки контролю. Так у патенті № 78607 показано, що зміна температури газу у виробі за час витримки навіть на 3 °C призводить до похибки визначення негерметичності виробу усього на 1 %. По вищевказаних патентах України негерметичність виробу визначають шляхом виміру ступеня зменшення в ньому густини газу за час витримки. Ступінь зменшення густини газу визначають по зменшенню виштовхувальної (Архімедової) сили, що діє на тіло, занурене в рідину. По патентах № 78607, 42390 зменшення виштовхувальної сили визначають по зменшенню виступу з рідини тонкого стрижня, закріпленого до верхньої частини тіла. Контроль негерметичності виробу по цих двох патентах має три недоліки. Перший недолік полягає у використанні великої кількості рідини для занурення в ній плаваючого тіла, тому що як рідинe рекомендується застосовувати дорогу олію типу ВО-1. Другий недолік полягає в необхідності вібрації судини з рідиною для зменшення його тертя об стінку контрольної ємності. Третій недолік полягає в необхідності використання стрижня, що не змочується рідиною для виключення капілярного ефекту. До недоліків контролю негерметичності виробу за патентом № 83219 варто віднести необхідність розміщення в контрольній ємності різноплечового важеля і складність методів 1 UA 73683 U 5 10 15 20 25 30 35 40 45 50 55 контролю трьома способами: оптичним, електричним і візуальним. Крім того, гнучкі нитки підвісу важеля до верхньої частини контрольної ємності не будуть мати нульову жорсткість, що позначиться на точності контролю негерметичності виробу. Головною перевагою цього способу в порівнянні з раніше зазначеними аналогами є виключення використання рідини для занурення в неї плавучого тіла. Найбільш близьким до запропонованого способу контролю герметичності виробу є спосіб по патенту України на корисну модель № 44083 (прототип). За цим способом в контрольній ємності встановлюють стрижень на двох, наприклад, підшипникових опорах. На середню частину стрижня накладають гнучку нитку, на одному кінці якої закріплюють тіло у вигляді герметичної пустотілої ємності великого об'єму. На іншому кінці нитки закріплюють вантаж, що врівноважує по масі тіло, тобто таким шляхом забезпечують обезважування тіла. Вантаж виготовляють з матеріалу великої щільності, наприклад, із свинцю, за рахунок чого забезпечують значно менший об'єм вантажу в порівнянні з тілом. На нижній частині тіла закріплюють гнучку нитку з нанизаними на неї контрольними гирями, за масою на кілька порядків меншими за тіло. Негерметичність виробу, приєднаного до контрольної ємності, визначають за зменшенням густини газу за час витримки шляхом дискретного виміру виштовхувальної сили, діючої по масі контрольних гир, що торкаються днища контрольної ємності за час витримки. Істотним недоліком цього способу є велика похибка визначення негерметичності виробу за рахунок тертя стрижня в підшипникових опорах. Це обумовлено великою масою тіла і 3 врівноважуючого його вантажу, до 100 кг для тіла об'ємом 1 м . Крім того, величина негерметичності виробу визначається її дискретними значеннями по масі контрольних гир, які торкнулися днища контрольної ємності за час витримки. В основу корисної моделі поставлена задача підвищення точності контролю герметичності виробу шляхом обезважування тіла за рахунок його підвішування до верхньої частини контрольної ємності на послідовно з'єднаних пружинах розтягування і стискання однакової жорсткості, визначення експериментальної залежності висоти опускання тіла в контрольній ємності при робочому тиску в ній, від маси контрольних гир, що навантажуються послідовно на верхню частину тіла, і визначенні негерметичності виробу за висотою опускання тіла під час витримки. Таким чином, сполучення відомих суттєвих ознак (підвішування тіла до верхньої частини ємності, обезважування тіла і визначення негерметичності виробу по зменшенню густини газу за час витримки шляхом дискретного виміру виштовхувальої сили, діючої на тіло, по масі контрольних гир, які торкнулися днища контрольної ємності) і нових суттєвих ознак (обезважування тіла за рахунок його підвішування на послідовно з'єднаних пружинах розтягування і стискання однакової жорсткості, визначення експериментальної залежності висоти опускання тіла в ємності при робочому тиску у ній від маси контрольних гир, що навантажуються на його верхню частину, і визначення негерметичності виробу по виміру висоти опускання тіла) забезпечує підвищення точності контролю герметичності виробу. Суть корисної моделі пояснюється схемним кресленням контрольної ємності. Контрольна ємність виконана з верхньої частини 1 та нижньої частини 2. Перед контролем герметичності виробу виконують ряд підготовчих робіт у наступній послідовності. Нижню частину 2 з'єднують із днищем 3 через ущільнююче кільце 4. У нижню частину 2 перед її з'єднанням з верхньою частиною 1 на пружині 5 малої жорсткості встановлюють герметичне пустотіле тіло 6, наприклад, циліндричної форми. Для центрування пружини 5 у днищі 3 і в нижній частині тіла 6 виконують бурти, А і Б. Для розміщення контрольних гир при експериментальному визначенні залежності висоти опускання тіла 6 від їхньої маси на його верхній частині виконують кільцеву канавку В. У проміжному днищі ємності, тобто в нижньому днищі Г верхньої частини 1 ємності виконують центральний отвір під стрижень Д тіла 6 і кілька периферійних отворів Е для сполучення верхньої 1 і нижньої 2 частин ємності, а також для установки на тіло 6 контрольних гир. Після установки на тіло 6 пружини стискання 7 верхню частину 1 ємності з'єднують з нижньою частиною 2 через ущільнювальне кільце 8 і на стрижень Д нагвинчують гайку 9 таким чином, щоб відкрився отвір Ж під причіп И пружини розтягування 10. Верхню частину 1 ємності з'єднують із кришкою 12 через ущільнювальне кільце 13. На регулювальний гвинт 11 надівають ущільнювальну прокладку 14 і нагвинчують регулювальну гайку 15. Кінцеве затягування гайки 15 для збільшення зусилля пружини розтягування 10 проводять при робочому тиску газу у верхній 1 і нижній 2 частинах ємності таким чином, щоб реперна (трикутна) кромка Л тіла 6 знаходилася напроти нульового (верхнього) ділення шкали лінійки 16. Вертикальне переміщення тіла 6 фіксують через 2 UA 73683 U 5 10 15 ілюмінатор 17. Після установки кромки Л на нульовому діленні шкали лінійки 16 на кришку 12 герметично встановлюють ковпак 18 через прокладку 19. Перед контролем герметичності виробу будують графічну залежність висоти опускання тіла 6 від маси контрольних гир, які поступово навантажують в канавку В цього тіла. Довантаження тіла 6 контрольними гирями проводять через отвір Е і отвір М в верхній частині 1 ємності при знятому ілюмінаторі 20. Після установки кожної контрольної гирі в канавку В отвір М закривають ілюмінатором 20, а у верхню 1 і нижню 2 частини ємності подають газ під робочим тиском. Висоту опускання тіла 6 від маси контрольних гир фіксують по переміщенню кромки Л щодо розподілів шкали лінійки 16. Довантаження тіла 6 контрольними гирями закінчують після його опускання по кромці Л до кінцевого розподілу шкали лінійки 16. Після побудови зазначеної залежності висоти опускання тіла від маси контрольних гир знімають контрольні гирі з тіла 6, нижню 2 і верхню 1 частини ємності через отвір Н з'єднують з виробом. У виріб подають газ під робочим тиском, після чого роблять витримку і визначають величину негерметичності виробу. У техніці контролю герметичності її величина визначається потоком газу [див., наприклад, довідник Вакуумная техника під загальною редакцією Е. С. Фролова, В. Е. Минайчева. М.: Машиностроение, 1985. - С. 33]. Q де 3 P V , Па∙м /с, Q - величина негерметичності виробу; 20 25 P - робочий тиск газу у виробі; V - об'єм внутрішньої порожнини виробу; - час витримки виробу під тиском. Оскільки в даній корисній моделі контроль герметичності виробу заснований на вимірі густини газу, скористаємося рівнянням стану газу: де 30 P RT - густина газу; R - газова стала; T - абсолютна температура газу у виробі, у процесі контролю герметичності, у градусах Кельвіна. У цьому випадку Q R T V . Або, дещо в іншому вигляді: Q 35 40 45 де - зменшення густини газу у виробі за час витримки. Зменшення густини газу за час витримки внаслідок негерметичності виробу призводить до зменшення виштовхувальної сили, діючої на тіло, тобто: Pвит . VT , де Pвит . - зменшення виштовхувальної сили, діючої на тіло, за час витримки внаслідок зменшення густини газу; VT - зовнішній об'єм тіла. Як сказано раніше, зменшення виштовхувальної сили, діючої на тіло 6, визначається по глибині його занурення до днища 3. Величину опускання тіла 6 фіксують через ілюмінатор 17 по переміщенню реперної кромки Л щодо розподілів шкали лінійки 16. Остаточний вираз для визначення негерметичності виробу має вигляд: Q 50 R T V , Pвит . R T V . VТ Оскільки за час витримки виріб з'єднують з контрольною ємністю, то в цьому виразі під V, приймається сумарний об'єм внутрішніх порожнин виробу і контрольної ємності. У порівнянні з існуючими способами, запропонований спосіб дозволяє підвищити точність контролю герметичності виробу, зменшити час і вартість випробувань. 3 UA 73683 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб контролю герметичності виробу, заснований на з'єднанні виробу з контрольною ємністю, установці в ній тіла великого об'єму, його обезважуванні, подачі у виріб газу під робочим тиском і визначенні герметичності по висоті опускання тіла за час витримки, який відрізняється тим, що тіло великого об'єму закріплюють на верхній частині контрольної ємності на послідовно з'єднаних пружинах розтягування і стискання однакової жорсткості, а між нижніми частинами тіла і ємністю встановлюють пружину стискання значно меншої жорсткості, визначають висоту опускання тіла за час витримки по переміщенню реперної кромки на верхній частині тіла щодо розподілу шкали лінійки на ілюмінаторі контрольної ємності, при цьому реперну кромку встановлюють напроти нульового розподілу шкали лінійки при робочому тиску газу в ємності, ступінчасто навантажують тіло контрольними гирями, будують графік залежності висоти опускання тіла від його навантаження контрольними гирями, подають газ в контрольну ємність під робочим тиском, роблять витримку і визначають герметичність виробу по формулі: 15 Q Pвит . R T V , VТ де: 3 Q - величина негерметичності виробу, наприклад, в розмірності Па∙м /с; Pвит . - зменшення виштовхувальної сили, діючої на тіло за час витримки; 20 R - газова стала газу, яким заповнюють виріб і ємність; T - абсолютна температура газу у виробі, в процесі контролю герметичності, в градусах Кельвіна; V - сумарний об'єм внутрішніх порожнин виробу і контрольної ємності; VТ - зовнішній об'єм тіла; - час витримки виробу під робочим тиском газу при контролі герметичності. 4 UA 73683 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of tightness of an article
Автори англійськоюSerhiichuk Borys Vasyliovych, Shovkoplias Yurii Anatoliiovych, Durachenko Volodymyr Mykhailovych, Dobrohorskyi Viktor Antonovych, Komeko Yehor Mykytovych, Brovko Mykhailo Vitaliiovych
Назва патенту російськоюСпособ контроля герметичности изделия
Автори російськоюСергийчук Борис Васильевич, Шовкопляс Юрий Анатольович, Дураченко Владимир Михайлович, Доброгорский Виктор Антонович, Комеко Егор Никитович, Бровко Михаил Витальевич
МПК / Мітки
Мітки: контролю, виробу, герметичності, спосіб
Код посилання
<a href="https://ua.patents.su/7-73683-sposib-kontrolyu-germetichnosti-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю герметичності виробу</a>
Спосіб контролю герметичності виробу
Номер патенту: 44083
Опубліковано: 25.09.2009
Автори: Долінкевич Андрій Семенович, Сергійчук Борис Васильович, Чумак Володимир Анатолійович, Дураченко Володимир Михайлович, Волошин Олексій Іванович, Конюхов Юрій Станіславович, Пономаренко Сергій Миколайович, Кошкін Михайло Іванович, Доброгорський Віктор Антонович
Мітки: спосіб, герметичності, виробу, контролю
Формула / Реферат:
Спосіб контролю герметичності виробів, заснований на з'єднанні виробу з контрольною ємністю, заповненні їх газом до робочого тиску і вимірі зміни параметрів газу за час витримки, який відрізняється тим, що в контрольній ємності встановлюють на двох опорах, наприклад підшипникових, стрижень, на його середню частину накладають гнучку нитку, на одному кінці якої закріплюють тіло, наприклад герметичний пустотілий циліндр, а на другому -...
Спосіб контролю герметичності виробів
Номер патенту: 56229
Опубліковано: 15.05.2003
Автори: Сергійчук Борис Васильович, Доброгорський Віктор Антонович
МПК: G01M 3/02
Мітки: спосіб, контролю, виробів, герметичності
Формула / Реферат:
1. Спосіб контролю герметичності виробів, переважно герметичних відсіків космічних апаратів, заснований на розміщенні у виробі еталонної ємності, заповненні виробу контрольним газом з вирівнюванням тиску у виробі і еталонній ємності, вимірюванні в них температури газу, перемішуванні газу у виробі і визначенні негерметичності по спаданню тиску у виробі в порівнянні з еталонною ємністю після їхнього роз'єднання на фіксований інтервал часу, який...
Спосіб контролю герметичності виробів
Номер патенту: 78607
Опубліковано: 10.04.2007
Автори: Кошкін Михайло Іванович, Доброгорський Віктор Антонович, Сергійчук Борис Васильович
Мітки: контролю, герметичності, виробів, спосіб
Формула / Реферат:
1. Спосіб контролю герметичності виробів, що включає сполучення виробу з еталонною ємністю, заповнення їх газом до робочого тиску і визначення зміни параметру газу за час витримки, який відрізняється тим, що в еталонну ємність установлюють посудину, частково заповнену рідиною з малою пружністю парів, наприклад вакуумною олією ВО-1, занурюють у рідину плавуче тіло, на верхній частині якого вертикально закріплюють стрижень з меншим, ніж у тіла...
Спосіб контролю герметичності виробів
Номер патенту: 42390
Опубліковано: 10.07.2009
Автори: Волошин Олексій Іванович, Доброгорський Віктор Антонович, Пономаренко Сергій Миколайович, Кочусов Юрій Олександрович, Сергійчук Борис Васильович, Потапов Олександр Михайлович, Чумак Володимир Анатолійович, Кошкін Михайло Іванович
Мітки: спосіб, виробів, герметичності, контролю
Формула / Реферат:
1. Спосіб контролю герметичності виробів, заснований на установці в еталонну ємність посудини, заповненої рідиною, зануренні в рідину плавучого тіла, вертикальному закріпленні на його верхній частині стрижня, з'єднанні виробу з еталонною ємністю, подачі у виріб контрольного газу під робочим тиском, забезпеченні занурення основи стрижня в рідину спочатку навантаженням тіла грузилами, а потім - зміною тиску газу у виробі, визначенні глибини...
Пристрій для контролю герметичності виробів
Номер патенту: 53718
Опубліковано: 17.02.2003
Автори: Сергійчук Борис Васильович, Доброгорський Віктор Антонович
МПК: G01M 3/02
Мітки: пристрій, виробів, герметичності, контролю
Формула / Реферат:
1. Пристрій для контролю герметичності виробів, що містить еталонну ємкість, розміщену усередині випробовуваного виробу, реєстратор негерметичності, приєднаний до виробу і ємкості, вентилі та магістраль подачі газу, який відрізняється тим, що еталонна ємкість виконана у вигляді оребреного трубопроводу, виконаного з металу високої теплопровідності, наприклад з алюмінію.2. Пристрій за п.1, який відрізняється тим, що трубопровід виконаний...
Попередній патент: Дерматом для зрізування середнього рельєфного аутодермотрансплантата з прозорою обмежуючою насадкою
Наступний патент: Батончики “фітнес” з начинкою з кисломолочного сиру і ламінарії
Випадковий патент: Центр задній обертовий