Спосіб інтенсивного деформаційного зміцнення металів навколо отворів
Номер патенту: 74665
Опубліковано: 12.11.2012
Автори: Ніколенко Микола Сергійович, Бобир Микола Іванович, Куліков Іван Петрович, Калюжний Олександр Володимирович, Калюжний Володимир Леонідович

Формула / Реферат
Спосіб інтенсивного деформаційного зміцнення металів навколо отворів, в якому граничну зону отвору роздають пуансоном, формують на його кромках перехід від конічної поверхні до дна заглиблення, яке потім видавлюють на циліндричній ділянці заготовки, який відрізняється тим, що формоутворення отвору виконують холодним видавлюванням двома пуансонами з утворенням виступів на поверхнях заготовки, пробивають перемички, а потім проводять осаджування виступів з отриманням кінцевого розміру отвору.
Текст
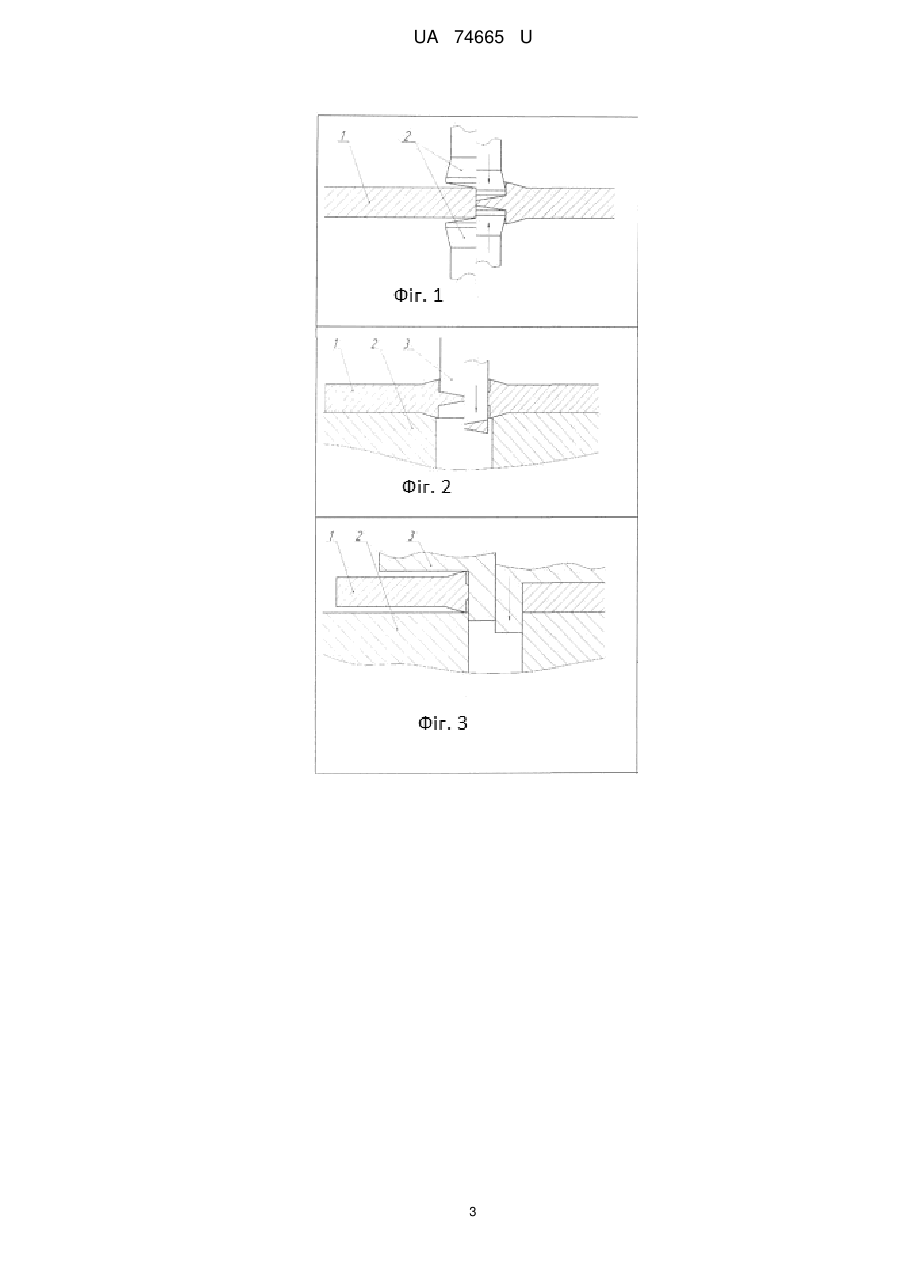
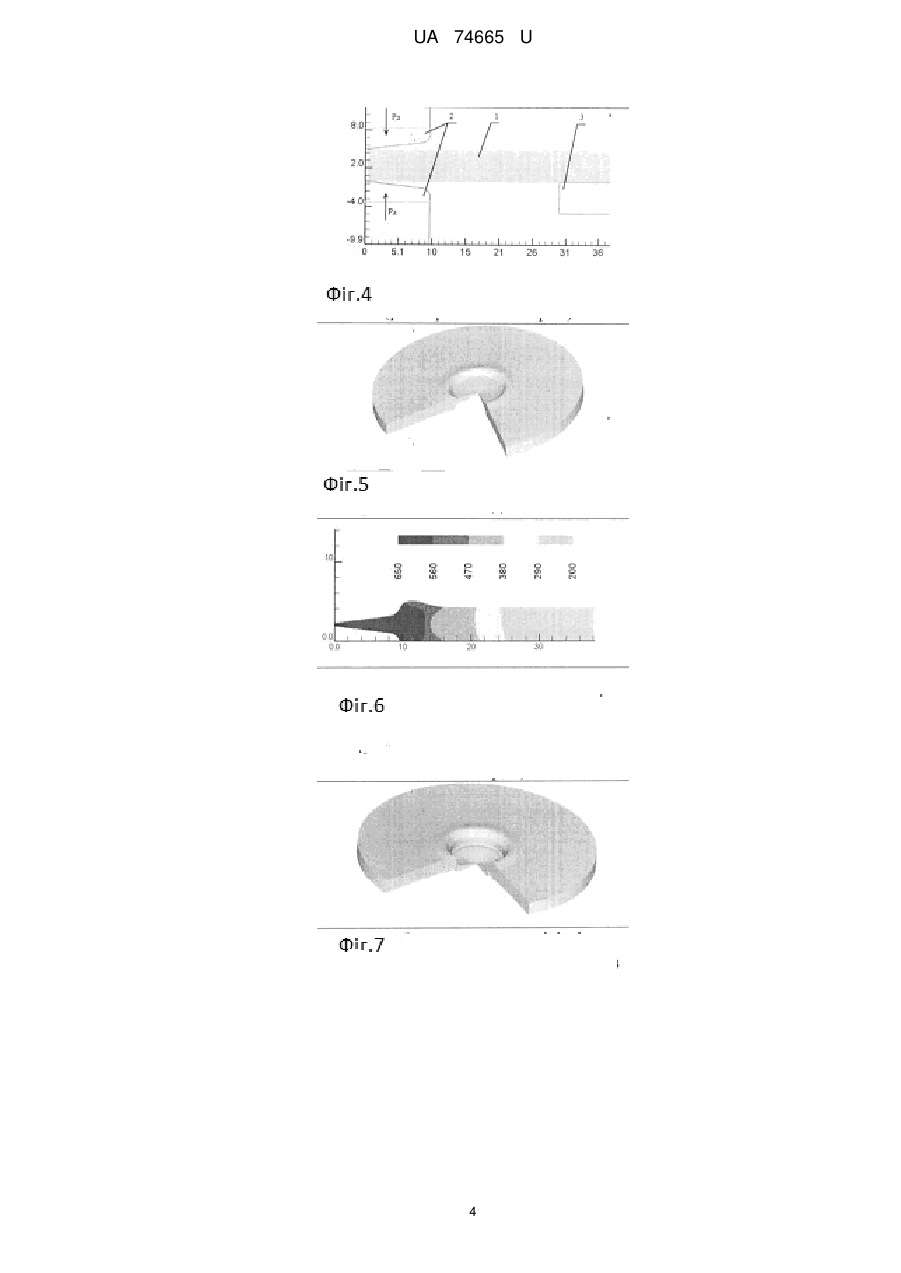
Реферат: Спосіб інтенсивного деформаційного зміцнення металів навколо отворів, в якому граничну зону отвору роздають пуансоном, формують на його кромках перехід від конічної поверхні до дна заглиблення, яке потім видавлюють на циліндричній ділянці заготовки. Формоутворення отвору виконують холодним видавлюванням двома пуансонами з утворенням виступів на поверхнях заготовки, пробивають перемички. Проводять осаджування виступів з отриманням кінцевого розміру отвору. UA 74665 U (12) UA 74665 U UA 74665 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області обробки металів тиском і може бути використана для підвищення надійності і довговічності конструкцій в авіабудуванні, машинобудуванні, приладобудуванні та інших галузях. Відомий спосіб зміцнення металу навколо отворів дорнуванням [1, стор. 86 рис. 55], в якому спочатку в деталі виконують отвори обробкою різанням, а потім виконують дорнування отворів деформуючим інструментом, діаметр якого більший за діаметр отвору. За рахунок декількох проходів деформуючого інструменту різного діаметра виконується збільшення розміру отвору і завдяки холодній пластичній деформації проходить зміцнення металу навколо отвору, причому зміцнення локалізується біля поверхні отвору, що суттєво знижує надійність і довговічність деталей. Також багаторазове дорнування потребує багато часу, приводить до утворення задирок на поверхнях деталей при виході дорна з отвору, що знижує якість деталей, а утворення отвору механічною обробкою приводить до витрат металу при виготовленні деталей. Відомий спосіб обробки отворів дорнуванням трьома деформуючими елементами, які по черзі діють на деталь в осьовому і радіальному напрямку, причому напрямок дії інструменту змінюється [2]. Спосіб дозволяє розширити технологічні можливості і дещо збільшити глибину проникнення пластичної деформації і зміцнення навколо отворів. Однак спосіб низькопродуктивний, складний для реалізації і не вирішує проблему інтенсивного зміцнення металу навколо отворів, а також мають місце витрати металу на утворення отворів. Найбільш близьким до заявленого є спосіб деформаційної обробки матеріалів [3], в якому спочатку граничну зону отвору роздають конічним пуансоном, водночас формуючи на його кромках плавний перехід від конічної поверхні до дна заглиблення, яке видавлюється на циліндричній ділянці заготовки в кінці обробки. До недоліків способу можна віднести те, що зміцнення металу проходить в обмеженому об'ємі металу навколо отвору, та не розповсюджується на всю товщину заготовки, а також мають місце витрати металу на утворення отвору. Задачею пропонованої корисної моделі є підвищення надійності і довговічністі деталей, та зниження витрат металу за допомогою розробки способу інтенсивного деформаційного зміцнення металу навколо отворів, що дозволить суттєво збільшити діаметр осередку пропрацювання структури металу навколо отворів холодною пластичною деформацією. Поставлена задача вирішується тим, що в способі деформаційного зміцнення металів навколо отворів, який включає інтенсивну холодну деформацію металу навколо отвору, в якому граничну зону отвору роздають пуансоном, формують на його кромках перехід від конічної поверхні до дна заглиблення, яке потім видавлюють на циліндричній ділянці заготовки, новим є те, що формоутворення отвору виконують холодним видавлюванням двома пуансонами з утворенням виступів на поверхнях заготовки і подальшим пробиванням перемички, а потім проводять осаджування виступів з отриманням кінцевого розміру отвору. Корисна модель ілюструється наступним графічним матеріалом. На фіг. 1-3 наведена послідовність операцій інтенсивного деформаційного зміцнення металу навколо отворів. На фіг. 4 зображена схема процесу видавлювання, для прикладу реалізації. На фіг. 5 показана здеформована заготовка в розрізі після видавлювання. Фіг. 6 зображує розподіл інтенсивності напружень по діаметру заготовки після видавлювання. На фіг. 7 показана заготовка в розрізі після пробивання перемички. На фіг. 8 зображено заготовку в розрізі після осаджування. Фіг. 9 зображує розподіл інтенсивності напружень в половині заготовки після осаджування. Формоутворення отвору двома пуансонами зображено на фіг 1. Ліворуч від осі симетрії показана вихідна заготовка 1, верхній і нижній пуансони 2. При вдавлюванні пуансонів в заготовку (праворуч від осі симетрії) утворюються на заготовці виступи 3 і залишається перемичка 4. Пропрацювання структури металу холодною пластичною деформацією проходить по всій товщині заготовки і у виступах. На другій операції (фіг. 2) виконується пробивання перемички в заготовці 1, яка розташована на матриці 2, за допомогою пуансона 3. На третій операції (фіг. 3) проходить осаджування виступів на поверхнях заготовки 1, що встановлена на плиті 2, за допомогою пуансона з оправкою 3, діаметр оправки відповідає кінцевому розміру отвору. На цій операції також проходить додаткове пропрацювання структури металу холодною пластичною деформацією і осередок деформаційного зміцнення розповсюджується ще більше по діаметру в заготовці. Таким чином, спосіб, в порівнянні з існуючими, забезпечує інтенсивне зміцнення металу навколо отвору на суттєву глибину і по всій висоті заготовки, а також зменшує витрати металу на утворення отвору в заготовці. Приклад реалізації способу для інтенсивного деформаційного зміцнення металу навколо отворів в круглих листових заготовках зовнішнім діаметром 74 міліметри (мм), товщиною 5 мм із маловуглецевої сталі з умовною межею течії 210 МПа. На фіг. 4 показано половину заготовки 1, що встановлена на опорі 3 деформується пуансонами 2. Діаметр пуансонів 18 мм, кут конусу 1 UA 74665 U 5 10 15 20 робочого торця 168 градусів, радіус заокруглення торця 2 мм. Заготовка в розрізі після видавлювання показана на фіг. 5. Зусилля видавлювання складає 480 КН. Висота перемички по осі заготовки 0,5 мм. Зміцнення здеформованого металу в заготовці визначали по розподілу інтенсивності напружень i (фіг. 6). Осередок деформації розповсюджується по діаметру 50 мм навколо отвору діаметром 18 мм. Межа текучості s в шарах металу навколо отворів досягає значення 600 МПа. Метал зміцнюється в 3 рази в порівнянні з вихідним станом. На фіг. 7 показана здеформована заготовка в розрізі на завершеній стадії пробивання перемички. Зусилля пробивання склало 60 КН. Заготовка в розрізі після операції осаджування зображена на фіг. 8. Зусилля при осаджуванні досягає значення 860 КН. Осередок деформації розповсюджується в заготовці по діаметру 54 мм (фіг. 9). На радіусі заготовки від 9 до 16, 6 мм інтенсивність напружень досягає значення 675-560 МПа (зміцнення відбулося відповідно в 3,22,67 разу в порівнянні з вихідним станом) із поступовим зменшенням до радіусу 27 мм. Таким чином, пропонований спосіб, у порівнянні з відомими способами дозволяє отримати інтенсивне деформаційне зміцнення навколо отворів, причому воно розповсюджується на великий об'єм в заготовці. Джерела інформації: 1. Розенберг О.А. и др. Механика пластического деформирования в процессах резания и деформирующего протягивания. К.: Наукова думка, 1990. 2. Патент Российской Федерации RU № 2014987 С1, МПК В24В39/02 Способ обработки отверстий дорнованием. Заявка 5030607/27, 01.07.1991. Опубликовано 30.06.1994 Би. №27. 3. Авторское свидетельство СССР № 2681972, МПК C21D7/02, B21D31/00, опубл. 10.09.80. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб інтенсивного деформаційного зміцнення металів навколо отворів, в якому граничну зону отвору роздають пуансоном, формують на його кромках перехід від конічної поверхні до дна заглиблення, яке потім видавлюють на циліндричній ділянці заготовки, який відрізняється тим, що формоутворення отвору виконують холодним видавлюванням двома пуансонами з утворенням виступів на поверхнях заготовки, пробивають перемички, а потім проводять осаджування виступів з отриманням кінцевого розміру отвору. 2 UA 74665 U 3 UA 74665 U 4 UA 74665 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of intensive work hardening metals around holes
Автори англійськоюKaliuzhnyi Oleksandr Volodymyrovych, Bobyr Mykola Ivanovych, Kaliuzhnyi Volodymyr Leonidovych, Kulikov Ivan Petrovych, Nikolenko Mykola Serhiiovych
Назва патенту російськоюСпособ интенсивного деформационного упрочнения металлов вокруг отверстий
Автори російськоюКалюжный Александр Владимирович, Бобыр Николай Иванович, Калюжный Владимир Леонидович, Куликов Иван Петрович, Николенко Николай Сергеевич
МПК / Мітки
МПК: B24B 39/02, B23D 43/00
Мітки: металів, зміцнення, спосіб, інтенсивного, деформаційного, отворів
Код посилання
<a href="https://ua.patents.su/7-74665-sposib-intensivnogo-deformacijjnogo-zmicnennya-metaliv-navkolo-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб інтенсивного деформаційного зміцнення металів навколо отворів</a>
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 87006
Опубліковано: 10.06.2009
Автори: Луговський Олександр Федорович, Чорний Валерій Іванович, Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Прокопенко Георгій Іванович, Клейман Якоб Ісакович
МПК: B06B 1/00, B24B 1/04, B24B 39/00
Мітки: ультразвуковий, зміцнення, обробки, релаксаційної, металів, інструмент, деформаційного
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої...
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Мовчанюк Андрій Валерійович, Кудрявцев Юрій Філіпович, Прокопенко Георгій Іванович, Чорний Валерій Іванович, Луговський Олександр Федорович, Клейман Якоб Ісакович
МПК: B06B 1/06, B24B 39/00
Мітки: релаксаційної, зміцнення, інструмент, металів, ультразвуковий, обробки, деформаційного
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Спосіб оцінки деформаційного зміцнення мікрооб`ємів зерен полікристалів
Номер патенту: 41818
Опубліковано: 10.06.2009
Автори: Грищенко Микола Анатолійович, Вакуленко Леонід Ігорович, Чепелєва Дар'я Михайлівна
МПК: G01N 3/40
Мітки: зерен, мікрооб`ємів, оцінки, полікристалів, деформаційного, зміцнення, спосіб
Формула / Реферат:
Спосіб оцінки деформаційного зміцнення мікрооб'ємів зерен полікристалів, що включає визначення вигляду співвідношення між напруженням, яке є відношенням навантаження на індентор у вигляді піраміди до бокової площини відбитка, і деформацією, яка є натуральним логарифмом відношення текучого значення діагоналі відбитка до мінімального початкового, який відрізняється тим, що вимірювання проводять при послідовному зануренні індентора в одне і те ж...
Пристрій для деформаційного зміцнення зварних з’єднань
Номер патенту: 30992
Опубліковано: 25.03.2008
Автори: Кирильченко Петро Миколайович, Коломійцев Євген Володимирович, Серенко Олександр Микитович
МПК: C21D 7/00
Мітки: пристрій, деформаційного, з'єднань, зміцнення, зварних
Формула / Реферат:
1. Пристрій для деформаційного зміцнення зварних з'єднань, що містить корпус із втулкою, усередині якої з можливістю поздовжнього переміщення розміщені бойок і стрижні, який відрізняється тим, що усередині втулки між бойком і стрижнями розташовані кульки.2. Пристрій для деформаційного зміцнення зварних з'єднань за п. 1, який відрізняється тим, що внутрішня поверхня втулки з одного боку виконана циліндричною, а з іншого...
Гідроімпульсний віброударний пристрій для деформаційного зміцнення деталей
Номер патенту: 74369
Опубліковано: 25.10.2012
Автори: Архипчук Марія Романівна, Слабкий Андрій Валентинович, Чернійко Валентин Вікторович, Обертюх Роман Романович
МПК: B24B 39/04
Мітки: деформаційного, пристрій, деталей, віброударний, зміцнення, гідроімпульсний
Формула / Реферат:
Гідроімпульсний віброударний пристрій для деформаційного зміцнення деталей, який містить корпус, поршень-ударник, порожнини підводу та відводу енергоносія, який відрізняється тим, що корпус, на якому встановлено штуцери підводу та відводу енергоносія з гідробака, має квадратний переріз з ніжкою кріплення його в стандартизованому різцетримачі верстата, в якому розміщено поршень-ударник, що містить запірну кульку, яка притиснута в гнізді через...
Попередній патент: Розпушувач для розбирання завалів зруйнованих будівель
Наступний патент: Спосіб визначення електричних параметрів в шарах атмосфери та іоносфери
Випадковий патент: Механізм підйомний