Спосіб металургійної обробки залізовмісного матеріалу і пристрій для його здійснення
Номер патенту: 75536
Опубліковано: 17.04.2006
Автори: Шевченко Віталій Юхимович, Федоровський Борис Борисович, Медовар Лев Борисович, Петренко Володимир Леонідович, Цикуленко Анатолій Костянтинович, Троянський Олександр Анатолієвич, Патон Борис Євгенович, Саєнко Володимир Якович


Формула / Реферат
1. Спосіб металургійної обробки залізовмісного матеріалу, зокрема для одержання сталі у вигляді зливків і/чи виливків, що включає завантаження в основну ємність печі залізовмісних матеріалів з високим вмістом вуглецю, їхній нагрів і розплавлення шляхом одержання неелектричної енергії за рахунок продувки кисневмісним газом, обробку металу шлаком, подачу на шлак додаткових порцій свіжого шлаку і розкислювачів, а також проміжне скачування надлишкового шлаку з основної ємності, відвід відхідних газів, наступний злив рідкого металу з основної ємності в виливницю чи фасонну форму для одержання виливків і/або злив рідкого металу в додаткову ємність, що містить рідкий рафінувальний шлак і кристалізатор, подачу на рафінувальний шлак розкислювачів і легуючих компонентів, злив рідкого металу з додаткової ємності в виливницю чи фасонну форму для одержання виливків і/або витягування зливка з кристалізатора, який відрізняється тим, що завантаження високовуглецевих залізовмісних матеріалів, продувку розплаву кисневмісним газом, злив одержуваного продукту з основної ємності виконують одночасно, причому завантаження залізовмісних матеріалів у основну ємність печі здійснюють на рідкий шлак.
2. Спосіб за п. 1, який відрізняється тим, що шлак в основній і додатковій ємностях підтримують у розплавленому стані за рахунок електричного нагрівання.
3. Спосіб за п. 1 або 2, який відрізняється тим, що як залізовмісний матеріал із високим вмістом вуглецю використовують рідкий чавун.
4. Спосіб за п. 1 або 2, який відрізняється тим, що як кисневмісний газ використовують кисень.
5. Пристрій для здійснення способу металургійної обробки залізовмісного матеріалу, який містить щонайменше дві підключені до окремих джерел електричної енергії металургійні ємності, який відрізняється тим, що як вищевказані ємності використовують електрошлакові печі, кожна з яких складається принаймні із трьох окремих секцій, дві з яких є струмопідвідними й обладнані системами газовідсмоктування й дозованої подачі шихтових матеріалів, а також системою регулювання положення піддона і системою спостереження за рівнем рідкої металевої ванни, причому одна з ємностей, що є основною, розташована безпосередньо над іншою додатковою ємністю і має додаткову секцію, футеровану вогнетривким матеріалом і обладнану каналами для подачі кисневмісного газу усередину секції, при цьому основна ємність обладнана засобами зливу рідкого металу в виливницю чи фасонну форму для одержання виливка і/або в додаткову ємність для подальшої обробки рідкого металу, а додаткова ємність також обладнана засобами зливу рідкого металу в виливницю чи фасонну форму для одержання виливка і містить, крім того, кристалізатор для одержання зливка.
6. Пристрій за п. 5, який відрізняється тим, що система регулювання положення піддона основної ємності виконана з центральним осьовим отвором для зливу рідкого металу через трубчастий елемент, футерований вогнетривким матеріалом.
7. Пристрій за п. 5, який відрізняється тим, що основна ємність виконана зі зливальним отвором у бічній стінці водоохолоджуваної секції на рівні дзеркала шлакової ванни.
Текст
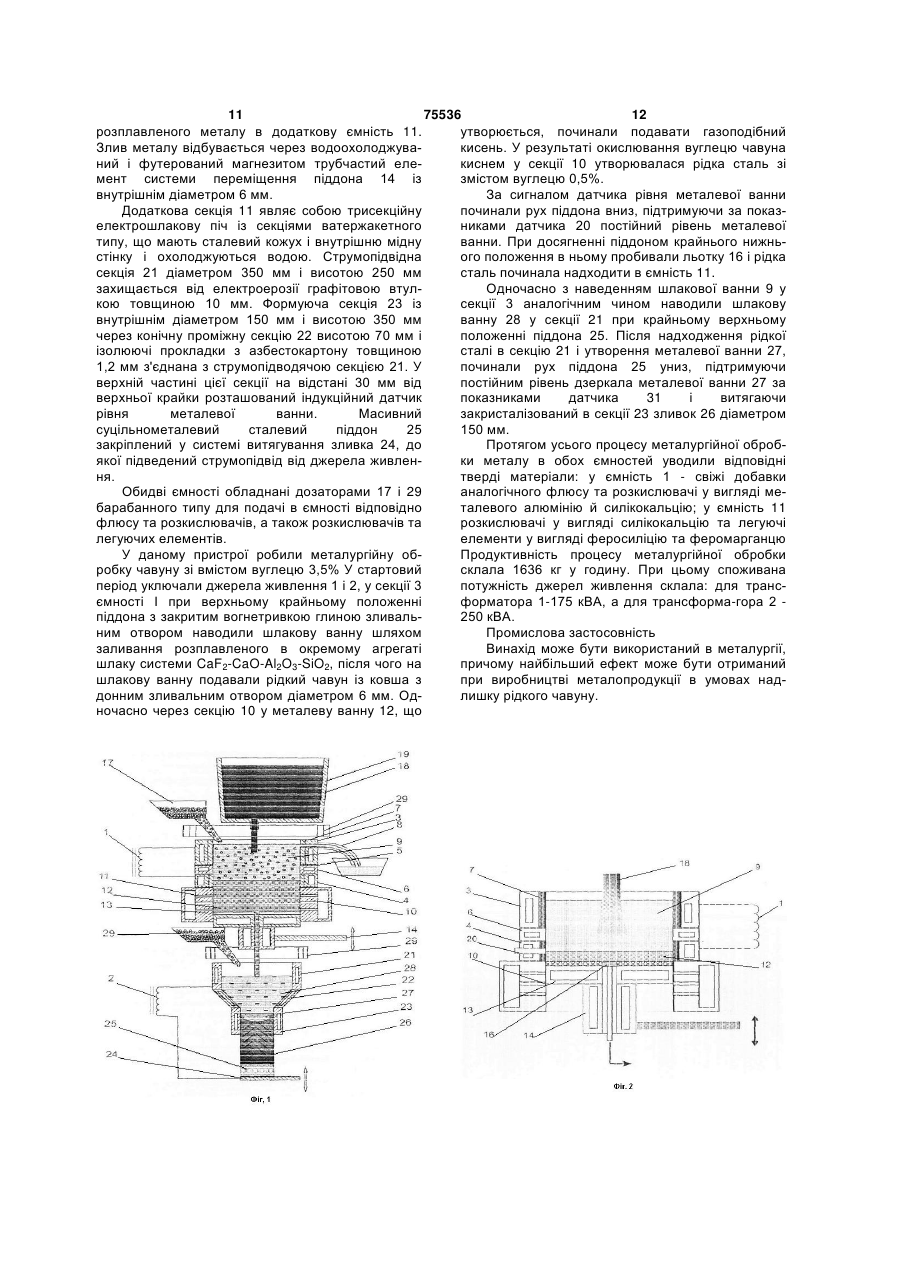
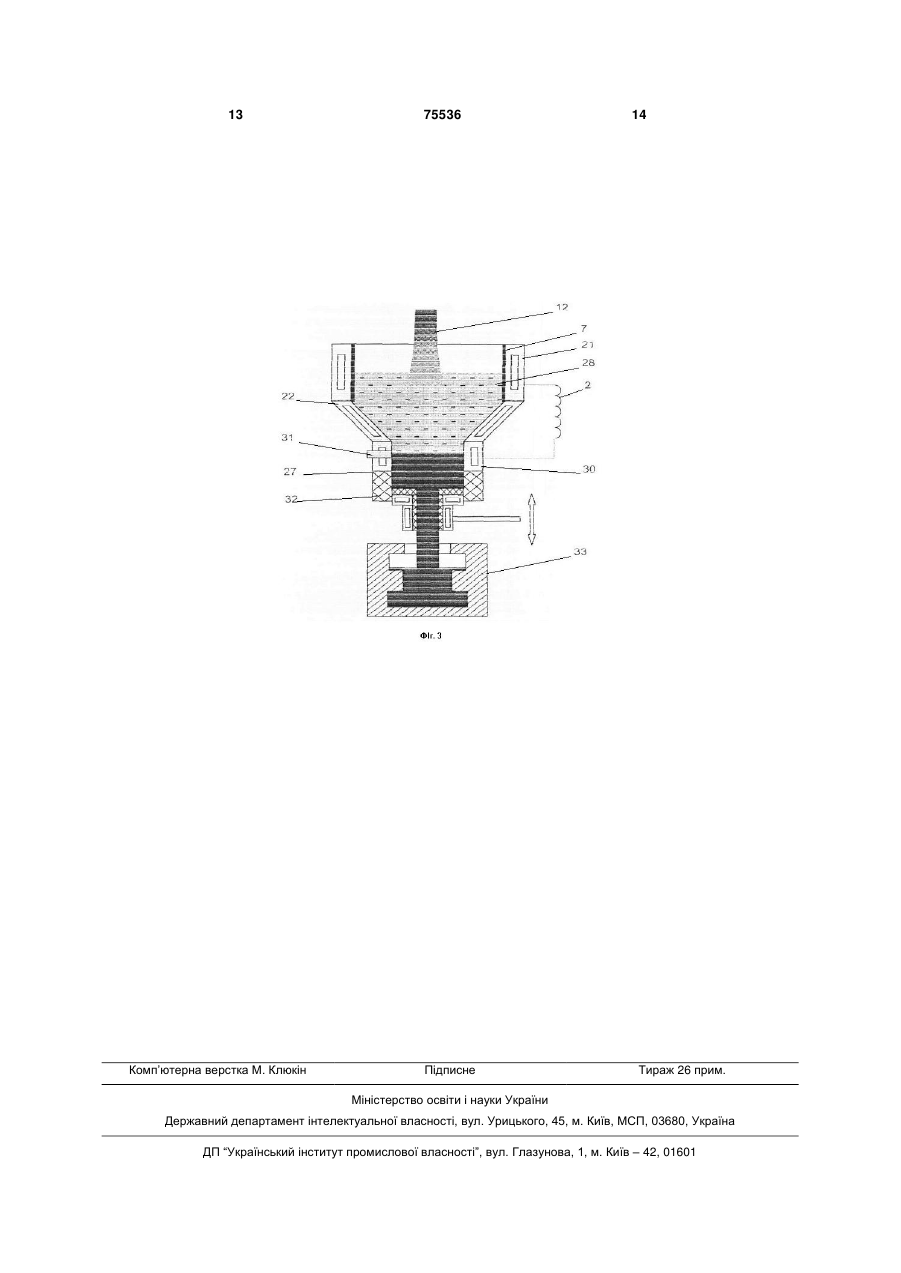
1. Спосіб металургійної обробки залізовмісного матеріалу, зокрема для одержання сталі у вигляді зливків і/чи виливків, що включає завантаження в основну ємність печі залізовмісних матеріалів з високим вмістом вуглецю, їхній нагрів і розплавлення шляхом одержання неелектричної енергії за рахунок продувки кисневмісним газом, обробку металу шлаком, подачу на шлак додаткових порцій свіжого шлаку і розкислювачів, а також проміжне скачування надлишкового шлаку з основної ємності, відвід відхідних газів, наступний злив рідкого металу з основної ємності в виливницю чи фасонну форму для одержання виливків і/або злив рідкого металу в додаткову ємність, що містить рідкий рафінувальний шлак і кристалізатор, подачу на рафінувальний шлак розкислювачів і легуючих компонентів, злив рідкого металу з додаткової ємності в виливницю чи фасонну форму для одержання виливків і/або витягування зливка з кристалізатора, який відрізняється тим, що завантаження високовуглецевих залізовмісних матеріалів, продувку розплаву кисневмісним газом, злив одержуваного продукту з основної ємності виконують одночасно, причому завантаження залізовмісних матеріалів у основну ємність печі здійснюють на рідкий шлак. 2 (19) 1 3 Винахід відноситься до способу металургійної обробки матеріалів, що містять залізо, зокрема, для одержання сталевих продуктів, а також до пристрою для його здійснення, зокрема, до установки для одержання сталевих продуктів, і може використовуватися для виробництва вуглецевих та легованих сталевих виливків і зливків безпосередньо з чавуну. Ринок пред'являє власникам металургійних заводів високі вимоги до якості, а також до ступеня безперервності процесу і рівню цін при виробництві сталевих продуктів У зв'язку з цим усе більше виробників розробляють і застосовують комбіновані способи металургійної обробки заліза, включаючи виробництво сталі з чавуну, розкислення сталі, її доведення, легування, рафінування та розлив у зливки чи виливки. Уже порівняно давно відомі комбіновані способи виробництва сталі, коли в сталеплавильних печах одержують рідкий напівпродукт, що заливають в агрегат позапічної обробки сталі, де роблять доведення, рафінування й легування сталі [див., напр. Современное состояние внепечной оброботки стали /. Б. Й. Медовар, Б. И Шукстульский, В. М Литвинчук // Электрошлаковый переплав. 1984, вып. 8 -Материалы VII Международной конференции по вакуумной металургии, специальным видам плавки и металлическим покрытиям - г Токио, Япония, 26-30 ноября 1982 г.]. Поряд із поліпшенням металургійної якості одержуваної сталі, істотно зменшилися і витрати на її виробництво. Однак питання кристалізації одержуваної рідкої сталі залишалися поза увагою цих способів. З появою процесів безупинного розливу рідкої сталі у водоохолоджуваних кристалізаторах [Бойченко М. С., Руте В. С, Фульмахт В. В. Непрерывная разливка стали. М.: Металлургиздат, 1980, 240 с.], ступінь безперервності виробництва сталевого продукту з рідкої сталі ще більше підвищився. При цьому якість продукту покрашалася, а його собівартість знизилася. Процеси плавлення, рафінування, легування й спрямованої кристалізації сталі в зливку можуть бути сполучені при електрошлаковій плавці та розливу сталі [Электрошлаковая технология в машиностроении, К., Техніка, 1984 215 с]. У цьому випадку якість зливка, одержуваного з твердого напівпродукту. підвищується ще більше при трохи більш високій чого собівартості, оскільки для розплавлення твердого напівпродукту, підвищується один із найбільш дорогих видів енергії – електроенергія. Повторного розплавленння напівпродукту можна уникнути при використанні рідкого металу при електрошлаковому процесі [Патент України №25600, МПК 7 B22D 19/16, Публ 15.04.2002]. Останнім часом усе більше поширення одержують комбіновані способи виробництва сталі з чавуну. Так, ріст вмісту домішок кольорових металів у сталевому брухті та необхідність одержання «чистої» сталі змушують 75536 4 електросталеплавильників використовувати як шихту первородні матеріали, зокрема чавун. При цьому економічну ефективність процесів перетворення чавуну на сталь забезпечують застосуванням додаткової неелектричної енергії за рахунок продувки високовуглецевого металу газом, що містить кисень, для окислювання вуглецю. Електродуговий чи плазмовий нагрів застосовують лише на завершальній стадії розплавлення і рафінування металу Така комбінація кисневоконвертерного процесу з електросталеплавильним дозволяє використовувати в завалці поряд із рідким чавуном також значну кількість твердої фракції Конструктивно зазначена комбінація може бути здійснена як на базі конвертера. так і наказі електродугової печі [Патент RU 2034040. СІ від 30.04.1995, МПК 7 С21С 5/52]. З появою комбінованих процесів одержання стали з чавуну з'явилася потенційна можливість зробити весь цикл виробництва сталевої продукції безпосередньо з чавуну. При цьому бажано, щоб весь цикл виробництва здійснювався в одному технологічному агрегаті Оптимальні умови для здійснення зазначеного циклу можуть бути отримані при безперервності виробництва напівпродукту на кожній з технологічних стадій цього циклу і насамперед на стадії одержання рідкої сталі з чавуну. Тому необхідно мати такий спосіб одержання сталі з чавуну, що забезпечував би безперервність цього процесу. Найбільш близьким по сукупності ознак є узятий за прототип спосіб металургійної обробки залізовмісного матеріалу, описаний у [патенті Росії № 2152437 С1, Публ 10.07.2000, МПК 7 С21С 5/52, 5/28, F27B 3/08], що включає завантаження в ємність печі матеріалів, що містять залізо з високим вмістом вуглецю, їхній нагрів і розплавлений шляхом одержання неелектричної енергії за рахунок продувки газом, що містить кисень,. обробку металу шлаком, подачу на шлак додаткових порцій свіжого шлаку і розкислювачів, а також проміжне скачування надлишкового шлаку з ємності, відвід газів, що відходять, наступний злив рідкого металу в додаткову ємність, що місіть рідкий рафінуючий шлак і кристалізатор; подачу на рафінуючий шлак розкислювачі и і легуючих компонентів; витяг зливка з кристалізатора. Відповідно до цього патенту, оптимальні умови для виробництва сталі з чавуну створюються в агрегаті, що складається з двох ємностей і є комбінацією дугової печі та конвертера. Сутність способу полягає в тім, що на дні однієї з ємностей залишають частину рідкої сталі від попередньої плавки і завантажують на неї шихту, що включає в різному сполученні рідкий і твердий чавун, брухт, металізовані окатнші і горячебрикетоване залізо і здійснюють продувку газом, що містить кисень. При цьому тверді фракції шихти вводять одночасно з вапном під час продувки. По закінченні продувки роблять скачування шлаку і вводять теплову 5 75536 6 енергію, створювану електричною дугою У цей час ретворення чавуну в сталь і розкислення, довеу другій ємності починають роботу в режимі кондення, легування та формування зливка, що вертера. Навперемінна робота ємностей то в кристалізується. режимі конвертера, то в режимі електродугової Найбільше близько по сукупності головних озпечі забезпечує як завгодно тривалий процес винак і тому узято за прототип пристрій для робництва сталі з чавуну. Однак цей процес металургійної обробки залізовмісного матеріалу складається з порціонних випусків рідкої сталі, що описаний у [російському патенті KU 2 1 5243 7 С 1, не завжди припустимо з погляду технологічності Публ. 10.07.2000, МПК 7С.21С 5/52, 5/28, F27B процесу виробництва сталевого продукту. Зокре3/08], що містить щонайменше дві, підключені до ма, безупинний, без стрибків витяг зливка з окремих джерел електричної енергії металургійні кристалізатора вимагає такого ж ступеня ємності Відповідно до цього патенту, агрегат, що безперервності на всіх етапах виробництва сталескладається з двох ємностей, є комбінацією вого продукту. Найбільше повно ця умова дугової печі й конвертера. Кожна з ємностей виконується при електрошлаковому розливі сталі, працює спочатку в режимі конвертера, а потім у де в одній установці можуть бути сполучені процережимі дугової печі. Пристрій має. один трифазний си розкислення, доведення та легування стали з трансформатор, один комплект електродів і одну безупинною витяжкою зливка, що кристалізується, кисневу фурму на два корпуси. Кожний з корпусів із кристалізатора. У цьому випадку і подача сталі в обладнаний одним маніпулятором і системами електрошлакову установку також повинна вдування вугілля й кисню та донного здійснюватися по можливості безперервно. Ця перемішування ванни. Пристрій забезпечує якість умова виконується подачею рідкого чи сипучого сталі на рівні конвертерної і не пристосовано для матеріалу, що, у свою чергу, вимагає застосування формування зливка, що кристалізується. струмопідвідного кристалізатора. Задачею винаходу є створення способу Відомі конструкції струмопідвідних металургійної обробки матеріалу, що містить кристалізаторів, одна з яких описана в [патенті залізо, і пристрою, що підходить для його США №4185682 від 29.01,1980, МПК B22D 27/02]. здійснення, за допомогою якого можна Цей струмопідвідний кристалізатор складається здійснювати безупинний процес виробництва щонайменше з двох, розташованих по висоті, металопродукції, зокрема сталевих зливків і ізольованих друг від друга водоохолоджуваних виливків, безпосередньо і високовуглецевих секцій з електропровідного матеріалу, одна з яких залізовмісннх матеріалів з економією енергії, в є струмопідвідною і складається з внутрішньої умовах захисту навколишньої о середовища і гільзи і зовнішнього кожуха. До зазначеної мінімальних витрат. струмопідвідної секції підводиться струм від джеПоставлена задача вирішена тим, що запрорела живлення і ця секція відіграє ролі, невитратпоновано спосіб металургійної обробки ного електрода. [внутрішня гільза виконана з міді і залізовмісннх матеріалів, зокрема для одержання містить неохолоджуване змінне кільце з тугоплавсталі у вигляді зливків і/чи виливків, що включає кого електропровідного матеріалу - графіту, чи завантаження в ємність печі залізовмісних вольфраму або молібдену.. що служить для матеріалів з високим вмістом вуглецю, їхній нагрів запобігання електроерозії внутрішньої гільзи при її і розплавлення шляхом одержання неелектричної контакті з металом, то наплавляється чи енергії за рахунок продувки газом; що містить кипереплавляється. Формування зливка або насень, обробку металу шлаком, подачу на шлак плавленого шару на циліндричну поверхню додаткових порцій свіжого шлаку і розкислювачів, відбувається у формуючій секції, що відділена від а також проміжне скачування надлишкового шлаку струмопідвідної секції проміжною секцією. з ємності; відвід газів, що відходять; наступний Зазначена конструкція кристалізатора не злив рідкого металу в додаткову ємність, що дозволяє використовувати його як ємність для містить рідкий рафінуючий шлак і кристалізатор; одержання сталі з чавуна шляхом продувки розпподачу на рафінуючий шлак розкислювачів і лелаву киснем. Для цієї мети може бути більш пригуючих компонентів; витягування зливка з датним кристалізатор ЕШП, що має отвори, кристалізатора, у якому, відповідно до винаходу, виконані в його корпусі, через які продувають газ у завантаження високовуглецевнх залізовмісних металеву ванну. Одна з таких конструкцій описана матеріалів, продувку розплаву газом, що містить в [а.с. СРСР № 320178 від 12.08.71 р, МПК 132 1C кисень, злив одержуваного продукту з ємності 5/56, Публ. БИ № 45, 1977]. Запропонований роблять у електрошлаковій багатосекційній печі кристалізатор стаціонарного типу, передбачений одночасно, причому завантаження залізовмісних для продувки металевої ванни інертним газом з матеріалів у ємність печі здійснюють на рідкий метою її обертання. Зазначена конструкція не шлак. цілком придатна для цілей зневуглецювування Це дає можливість здійснити безупинний цикл металу киснем через необхідність підтримки виробництва металопродукції від первинних шихпорівняно високого тиску газу, необхідного для тових продуктів до кінцевого продукту у вигляді подолання шлакового гарнисажу, що неминуче сталевих зливків чи виливків. При цьому всі утвориться на водоохолоджуваній стінці металургійні реакції протікають під товстим шаром кристалізатора. З іншого боку, високий тиск газу шлаку, що знижує викид диму, поліпшуючи тим може приводити до невиправдано великих витрат самим екологічні умови. кисню і надмірному окислюванню металу. Розрахунки показують, що часу існування Усі вищевказані конструкції кристалізаторів не рідкої металевої ванни при електрошлаковому придатні для здійснення одночасного процесу пепроцесі цілком достатньо, щоб шляхом продувки 7 75536 8 рідкого розплаву газом, що містить кисень, переПри цьому діаметр зливального отвору задає творити високовуглецевий залізовмісний матеріал, необхідну продуктивність процесу. наприклад, чавун, у сталь. Переважно, щоб основна ємність була викоДоцільно шлак в основній і додатковій нана зі зливальним отвором у бічній спиці ємностях підтримувати в розплавленому стані за водоохолоджуваної секції на рівні дзеркала рахунок електричного нагрівання, оскільки тепла, шлакової ванни Це дає можливість убезпечити що виділяється за рахунок-окислення вуглецю сталість рівня шлакової ванни незалежно від чавуна, не досить, щоб підтримувати досить високількості добавок свіжого флюсу та розкислювачів, ку температуру шлакового розплаву, особливо з подаваних на шлакову ванну. урахуванням уведення твердої фракції у виді граКороткий опис фігур креслень нульованого високовуглецевого матеріалу (чавун, Технічнасутність і принцип дії винаходу поясметалізовані окатиші, гарячебрикетоване залізо), а нюються на прикладах виконання і посиланнями також додаткових порцій свіжого шлаку та на додані креслення. розкислювачів і легуючих елементів. На фіг. 1 схематично показаний пристрій для Переважно в якості високовуглецевого виробництва сталевих зливків із внсоковуглецевнх залізовмісного матеріалу використовувати чавун. залізовмісних матеріалів у робочому положенні. Переважно також при продувці розплаву окисНа фіг. 2 схематично показана основна лювальним газом використовувати кисень. При ємність пристрою в стартовий момент цьому кисень може бути як у газоподібному, так і в На фіг. 3 схематично показана додаткова рідкому стані. ємність пристрою при виробництві виливків. У разі потреби одержувати виливки, а не зливЗаявлений спосіб металургійної обробки ки, доцільно зливати рідкий метал із додаткової залізовмісного матеріалу полягає в наступному У ємності. що не має формуючої секції стартовий період у двох окремих водоохолоджу(кристалізатора), безпосередньо у виливницю чи ваних струмопідвідних секціях, шляхом заливання фасону форму. рідкого електропровідного шлаку, що Для виливків не відповідального призначення виготовлюється в окремому флюсоплавильному доцільно робити злив рідкого металу з основної агрегаті, одночасно наводять шлакові ванни і ємності безпосередньо у виливницю чи фасону підтримують їх у розплавленому стані шляхом форму, минаючи процеси рафінування, заверпропущення через низ електричного струму. Потім шального розкислення й легування сталі. на розплавлений шар шлаку однієї із секцій подаВ основу пропонованого винаходу поставлена ють із ковша рідкий чавун, струмінь якого в шарі також задача удосконалити пристрій для розплавленого шлаку диспергується та металургійної обробки зализовмістного матеріалу рафінується. Відрафінований у такий спосіб рідкий шляхом зміни його конструкції, то дозволяло б чавун попадає в нижню неохолоджувану секцію на здійснювати безупинний процес виробництва піддон із заглушеною льоткою, що поступово опусметалопродукції. кають униз, збільшуючи об'єм ванни рідкого чавуПоставлена задача вирішена тим, що запрону, що накопичується. Швидкість опускання поновано пристрій для металургійної обробки піддона контролюють датчиком ріння рідкої залізовмісного матеріалу, що містить, щонайменметалевої ванни, підтримуючи її постійний рівень ше, дві, підключені до окремих джерел Опускання піддона роблять до нижнього зрізу електричної енергії металургійні ємності, у якому, неохолоджуваної секції. відповідно до винаходу, у якості вищевказаних Одночасно з початком опускання піддона в ємностей використовують електрошлакові печі, неохолоджувану секцію починають подавані кожна з який складається, принаймні, із трьох оккисневмісний газ, що, взаємодіючи з рідким чавуремих секцій, дві з яких є струмопідвідними й ном, окислює вуглець, що міститься в чавуні, пеобладнані системами газовідсмоктування й ретворюючи його в такий спосіб у сталь. дозованої подачі шихтових матеріалів, а також Газоподібні продукти реакції окислення вуглецю та системою регулювання положення піддона і сиспродукти реакції часткового окислення заліза потемою спостереження за рівнем рідкої металевої падають у шлакову ванну Для розкислення ванни, причому одна з печей, що є основною, розшлакової ванни в неї одночасно з початком проташована безпосередньо над іншою, додатковою дувки за допомогою дозаторів подають піччю і має додаткову секцію, футерованою ворозкислювачі. Продукти розкислення шлакової гнетривким матеріалом і постачену каналами для ванни можуть змінювати її склад і властивості. подачі газу, що містить кисень, усередину секції. Тому одночасно з розскислювачами в шлакову Саме таке рішення дозволяє здійснювати весь ванну протягом усього процесу металургійної оббезупинний цикл виробництва сталевого продукту, робки подають свіжі порції флюсу і зливають, надпочинаючи від завантаження високвуглецевого лишок шлаку, здійснюючи в такті спосіб постійне залізовмісного матеріалу, в одному пристрої. відновлення шлакової ванни. Після досягнення Доцільно, щоб система регулювання положенпіддоном нижнього зрізу неохолоджунаної секції ня піддона основної ємності була виконана з цеп закінчується і через період металургійної обробки гральним осьовим отвором для злину рідкого мезалізовмісного матеріалу, льотка пробивається і талу через трубчастий елемент, футерований вочерез і зливний отвір v піддоні рідка сталь гнетривким матеріалом. зливається в другу струмопідвідну секцію з навеЦе дає можливість здійснювати злив рідкого деною в ній шлаковою ванною. Для зливків і металу з додаткової секції основної ємності в міру виливків невідповідального призначення рідка накопичення рідкого металу в зазначеній ємності. 9 75536 10 сталь може зливатися безпосередньо у виливниці Додаткова ємність 11 має три мідних водоохочи фасонні форми. лоджуваних секцій: футеровану графітом Струмінь рідкої сталі, що надходить у другу струмопідвідну секцію 21, проміжну секцію 22 і стумопідвідну секцію з наведеною в ній шлаковою формуючу секцію 23, встановлені одна на одну ванною диспергується і рафінується шлаком. через ізолюючі прокладки. Другий полюс від джеВідрафінована в такий спосіб рідка сталь попадає рела живлення 2 підключений до системи регулюв нижню водоохолоджувану секцію (кристалізатор) вання 24 положення піддона 25 і через зливок 26, на суцільний піддон, що поступово опускають що витягується, і металеву ванну 27, положення униз, витягаючи зливок, що за кристалізувався. рівня якої контролюється датчиком (на фіг. не поПри цьому у верхній частині цього зливка утвоказаний), електричний потенціал підводиться до риться металева ванна, обсяг якої залежить від шлакової ванни 28. Дозуючий пристрій 29 признарежиму плавки. Швидкість опускання піддона кончений для введення розкислювачів і легуючих тролюють датчиком рівня рідкої металевої ванни, елементів у металеву ванну 27. Системи підтримуючи її постійний рівень. Одночасно з газовідсмоктування 29 обох ємностей призначені опусканням піддона на шлак подають для збору та відводу диму й газів, що виділяються. розкислювачі для остаточного розкислення сталі і В іншому варіанті пристрою (фіг. 3) замість легуючі компоненти для її легування Опускання формуючої секції 23 ємності 11 передбачено дві піддона роблять доти, поки довжина зливка не секції, одна з яких є водоохолоджуваною досягне заданої величини, після чого процес струмопідвідною секцією 30 (у ній розміщений металургійної обробки закінчують. датчик рівня 31 металевої ванни), а інша - неохоУ разі потреби безупинного виробництва лоджуваною секцією 32, що виготовлена з вогнетвисокоякісних виливків з легованої сталі струмінь ривкого матеріалу і постачена піддоном і систерідкої сталі подається безпосередньо у ((юрми, мою регулювання його положення, принципова минаючи кристалізатор. конструкція яких аналогічна таким для ємності 1. Конкретний приклад пристрою, пропонованого Запірний пристрій (на фіг. не показаний), за доподля здійснення заявленого способу металургійної могою якого здійснюють розливання рідкої сталі по обробки залізовмісного матеріалу, являє собою формах 33, може бути шиберним чи мати будь-яку (фіг. І) дві ємності: основну 1 і додаткову 11, що іншу відому конструкцію. представляють, відповідно, чотири- і три-секційні Приклад реалізації винаходу. електрошлакові печі. підключені до окремих джеУ реальному випадку здійснення заявленого рел живлення 1,2 і розташовані одна над одною. способу металургійної обробки залізовмісного Основна ємність 1 має дві струмопідвідні секції матеріалу в заявленому пристрої конкретні дані 3,4, розділені через ізоляційні прокладки 5 такі: проміжною секцією 6. Усі ці секції виготовлені Пристрій (фіг. 1) складається з двох мідними водоохолоджуваними, причому металургійних ємностей, що представляючі, собою струмопідвідні секції 3 і 4 захищені від електрошлакові печі, підключені до джерел електроерозії захисними кожухами 7, виконаними перемінного струму потужністю по 750 кВА Основз графіту. Струмопідвідна секція 3 обладнана злина ємність 1 являє собою чотирисекційну елеквальним рукавом 8 для зливу надлишку шлакової трошлакову піч. Струмопідвідні секції 3,4 ванни 9, що розташована між струмопідводячими діаметром 350 мм ватержакетного типу мають секціями 3,4. Четверта секція основної ємності 10 сталевий кожух і внутрішню мідну стінку, ніс виконана з вогнетривкого матеріалу та обладнана захищається від електроерозії графітовою втулканалами 11 для продувки металевої ванни 12 кою товщиною 10 мм Висота секції 3 - 250 мм. Ця газом, що містить кисень. Об'єм металевої ванни секція обладнана металевим рукавом для зливу 12 регулюється положенням водоохолоджуваного і надлишку шлаку, що мас діаметр зливального футерованого піддон;) 13, який за допомогою сисотвору 15 мм. Зливальний отвір у цій секції розтатеми регулювання положення піддона 14 може шований на відстані 20 мм від верхньої крайки. переміщатися усередині секції 10. При стартовому Секція 4 має висоту 70 мм У середній частині цієї положенні піддон 13 займає положення на 5-10 мм секції розташований індукційний датчик рівня нижче датчика рівня 15 (фіг. 2). При цьому залиметалевої ванни Для запобігання електропробою вальний oтвіp закритті пробкою 16. Після шлакової між зазначеними секціями через ізолюючі прошлакової напни 9 і початку подачі рідкого металу п кладки 5 з азбестокартону товщиною 1,2 мм розсекцію 3 no досягненою дзеркала металевої панни ташована проміжна секція 6 також ватержакетного рівня датчика 15- піддон 13 за допомогою системи типу з внутрішнім діаметром 350 мм і висотою 20 регулювання положення піддона 14 може устамм. Охолодження секцій 3,4,6 роблять проточною новлюватися внизу секції 10, після чого пробка 16 водою. До секції 4 знизу примикає неохолоджувавибивається, відкриваючи можливість для зливу на секція 10 з магнезиту, у якій мається три ряди металевої ванни 12. розташованих по висоті секції отворів діаметром 1 За допомогою дозуючого пристрою 17 на шламм для вдування в цю секцію кисню. Секція 10 кову ванну 9 подаються свіжі порції флюсу, призначена для накопичення рідкої металевої розкислювачі і тверді шихтові матеріали Рідким ванни й обробки її киснем і має діаметр 350 мм і високовуглецевиії залізовмісний матеріал 18 за висоту 400 мм. Усередині секції 10 розташований допомогою заливального пристрою 19 безупинно футерований піношамотом водоохолоджуваний подається на шлакову ванну 9. Контроль рівня сталевий піддон, що за допомогою системи 14 металевої ванни 12 здійснюється за допомогою може переміщатися на відстань 400 мм Піддон датчика 20 (фіг 2). має центральний отвір діаметром 6 мм для зливу 11 75536 12 розплавленого металу в додаткову ємність 11. утворюється, починали подавати газоподібний Злив металу відбувається через водоохолоджувакисень. У результаті окислювання вуглецю чавуна ний і футерований магнезитом трубчастий елекиснем у секції 10 утворювалася рідка сталь зі мент системи переміщення піддона 14 із змістом вуглецю 0,5%. внутрішнім діаметром 6 мм. За сигналом датчика рівня металевої ванни Додаткова секція 11 являє собою трисекційну починали рух піддона вниз, підтримуючи за показелектрошлакову піч із секціями ватержакетного никами датчика 20 постійний рівень металевої типу, що мають сталевий кожух і внутрішню мідну ванни. При досягненні піддоном крайнього нижньстінку і охолоджуються водою. Струмопідвідна ого положення в ньому пробивали льотку 16 і рідка секція 21 діаметром 350 мм і висотою 250 мм сталь починала надходити в ємність 11. захищається від електроерозії графітовою втулОдночасно з наведенням шлакової ванни 9 у кою товщиною 10 мм. Формуюча секція 23 із секції 3 аналогічним чином наводили шлакову внутрішнім діаметром 150 мм і висотою 350 мм ванну 28 у секції 21 при крайньому верхньому через конічну проміжну секцію 22 висотою 70 мм і положенні піддона 25. Після надходження рідкої ізолюючі прокладки з азбестокартону товщиною сталі в секцію 21 і утворення металевої ванни 27, 1,2 мм з'єднана з струмопідводячою секцією 21. У починали рух піддона 25 униз, підтримуючи верхній частині цієї секції на відстані 30 мм від постійним рівень дзеркала металевої ванни 27 за верхньої крайки розташований індукційний датчик показниками датчика 31 і витягаючи рівня металевої ванни. Масивний закристалізований в секції 23 зливок 26 діаметром суцільнометалевий сталевий піддон 25 150 мм. закріплений у системі витягування зливка 24, до Протягом усього процесу металургійної обробякої підведений струмопідвід від джерела живленки металу в обох ємностей уводили відповідні ня. тверді матеріали: у ємність 1 - свіжі добавки Обидві ємності обладнані дозаторами 17 і 29 аналогічного флюсу та розкислювачі у вигляді мебарабанного типу для подачі в ємності відповідно талевого алюмінію й силікокальцію; у ємність 11 флюсу та розкислювачів, а також розкислювачів та розкислювачі у вигляді силікокальцію та легуючі легуючих елементів. елементи у вигляді феросиліцію та феромарганцю У даному пристрої робили металургійну обПродуктивність процесу металургійної обробки робку чавуну зі вмістом вуглецю 3,5% У стартовий склала 1636 кг у годину. При цьому споживана період уключали джерела живлення 1 і 2, у секції 3 потужність джерел живлення склала: для трансємності І при верхньому крайньому положенні форматора 1-175 кВА, а для трансформа-гора 2 піддона з закритим вогнетривкою глиною зливаль250 кВА. ним отвором наводили шлакову ванну шляхом Промислова застосовність заливання розплавленого в окремому агрегаті Винахід може бути використаний в металургії, шлаку системи CaF2-CaO-Al2O3-SiO2, після чого на причому найбільший ефект може бути отриманий шлакову ванну подавали рідкий чавун із ковша з при виробництві металопродукції в умовах наддонним зливальним отвором діаметром 6 мм. Одлишку рідкого чавуну. ночасно через секцію 10 у металеву ванну 12, що 13 Комп’ютерна верстка М. Клюкін 75536 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for metallurgical processing iron-containing material and a mechanism for realizing the same
Автори англійськоюPaton Borys Yevhenovych, Medovar Lev Borysovych, Tsykulenko Anatolii Kostiantynovych, Fedorovskyi Borys Borysovych, Saienko Volodymyr Yakovych, Shevchenko Vitalii Yukhymovych
Назва патенту російськоюСпособ металлургической обработки железосодержащего материала и устройство для его осуществления
Автори російськоюПатон Борис Евгеньевич, Медовар Лев Борисович, Цикуленко Анатолий Константинович, Федоровский Борис Борисович, Саенко Владимир Яковлевич, Шевченко Виталий Ефимович
МПК / Мітки
Мітки: залізовмісного, матеріалу, спосіб, металургійної, пристрій, здійснення, обробки
Код посилання
<a href="https://ua.patents.su/7-75536-sposib-metalurgijjno-obrobki-zalizovmisnogo-materialu-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб металургійної обробки залізовмісного матеріалу і пристрій для його здійснення</a>
Спосіб отримання рідкого чавуну або напівфабрикатів сталі з залізовмісного матеріалу і установка для його здійснення
Номер патенту: 44347
Опубліковано: 15.02.2002
Автори: Нагл Міхаел, ШЕНК Йоханнес-Леопольд, КЕППЛІНГЕР Леопольд Вернер
МПК: C21B 13/14, C22B 5/14, C21B 13/00
Мітки: матеріалу, залізовмісного, чавуну, установка, рідкого, напівфабрикатів, здійснення, сталі, спосіб, отримання
Формула / Реферат:
1. Спосіб отримання рідкого чавуну (9) або напівфабрикатів сталі з залізовмісного матеріалу (4), зокрема відновленого губчастого заліза, в плавильно-газифікаційному апараті, в якому при подачі вуглецевмісного матеріалу (2) і кисню при одночасному утворенні відновного газу залізовмісний матеріал (4) плавлять в шарі (20, 21), утвореному з твердих носіїв вуглецю (2), можливо, після попереднього повного відновлення, причому дрібнозернистий...
Спосіб безперервної обробки зернистого матеріалу та пристрій для його здійснення
Номер патенту: 42861
Опубліковано: 15.11.2001
Автор: Тоуборг Йорн
МПК: F27B 15/00, C04B 7/45, B01J 8/24
Мітки: здійснення, безперервної, обробки, зернистого, пристрій, матеріалу, спосіб
Формула / Реферат:
1. Спосіб безперервної обробки зернистого матеріалу, наприклад борошна цементної сировини, в пристрої, що містить, щонайменше, один стаціонарний реактор з жолобоподібною основою, в яку матеріал подають і обробляють у завислому шарі за допомогою газу, який через центрально розташований газоприймач вводять в донну частину і пропускають у верхню частину реактора, і з якого матеріал випускають через газоприймач під дією сили тяжіння проти потоку...
Спосіб обробки виробів з електропровідного матеріалу та пристрій для його здійснення
Номер патенту: 36139
Опубліковано: 16.04.2001
Автори: Адаменко Станіслав Васильович, Гапоненко Микола Іванович, Гапоненко Максим Миколайович
Мітки: виробів, матеріалу, електропровідного, здійснення, обробки, спосіб, пристрій
Текст:
...гамма-випромінювання. Необхідність виконувати умову: [(Hm/Hc)3to/t]1/2³2•C/{(l/3•t•s0•m0)l/2•[(r/r0)/(r/r0-l)-S]}, дає змогу вибирати тривалість імпульсу менше ніж 10-5 с та напруженість (t, Hm) в залежності від обраного матеріалу виробу (s0, r0) та необхідного ступеню щільності (r /r0), при яких утворюється структура матеріалу з необхідною щільністю глибиною не менше 1 мм, та високою захисною функцією від гамма - випромінювання. Поставлена...
Спосіб лазерної обробки матеріалу і пристрій для його здійснення
Номер патенту: 25254
Опубліковано: 30.10.1998
Автор: Кадан Віктор Миколайович
МПК: B23K 26/06, B23K 26/00
Мітки: пристрій, спосіб, здійснення, обробки, матеріалу, лазерної
Формула / Реферат:
1. Способ лазерной обработки материала, при котором лазерное излучение преобразуют в излучение требуемой конфигурации и осуществляют его фазовую модуляцию, отличающийся тем, что фазовую или амплитудно-фазовую пространственную модуляцию осуществляют, направляя лазерное излучение на голограмму маски, и промодулированное лазерное излучение направляют в объектив, проецирующий голографическое изображение маски на обрабатываемую...
Спосіб вилучення води з рідкого вуглеводневого матеріалу і пристрій для його здійснення
Номер патенту: 45059
Опубліковано: 15.03.2002
Автори: Ситкарьов Геннадій Тихонович, Швець Дмитро Іванович
МПК: C10G 33/00
Мітки: пристрій, здійснення, вилучення, вуглеводневого, спосіб, матеріалу, рідкого, води
Формула / Реферат:
1. Спосіб вилучення води з рідкого вуглеводневого матеріалу з густиною меншою ніж у води, що включає змішування цього матеріалу з водорозчинним деемульгатором, розшарування одержаної суміші на зневоднений вуглеводневий матеріал і водний розчин деемульгатора і наступний роздільний злив розшарованих компонентів суміші, який відрізняється тим, що вуглеводневий матеріал подають безперервно знизу вверх через шар деемульгатора, злив розшарованих...
Попередній патент: Матеріал для амплітудно-фазового оптичного запису
Наступний патент: Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Випадковий патент: Спосіб флотаційної очистки стічних вод