Спосіб охолодження сталевих злитків при безперервному розливі та пристрій для його здійснення
Номер патенту: 15737
Опубліковано: 30.06.1997
Автори: Манюель Бобаділла, Жан-Марк Жоліве, Мішель Мартіно
Текст
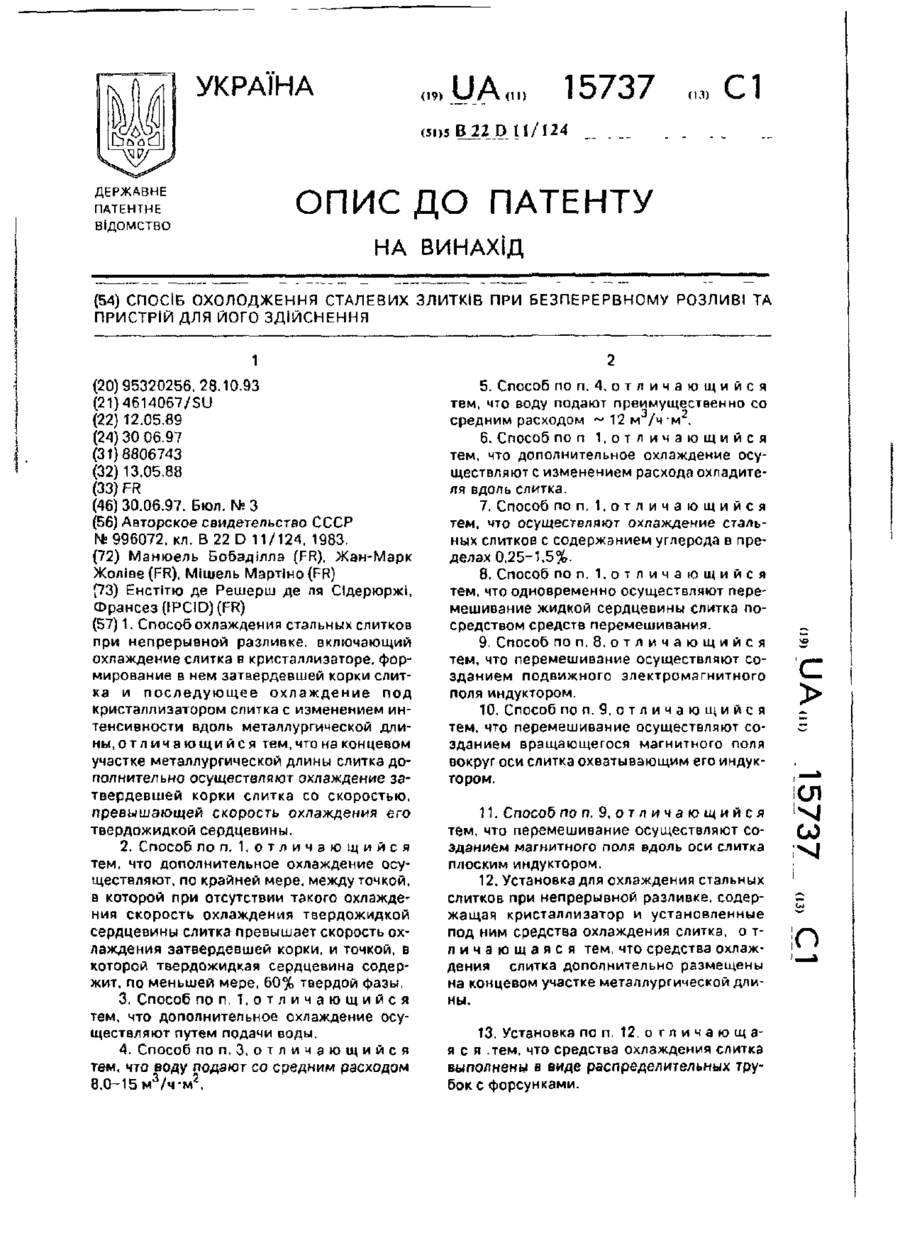
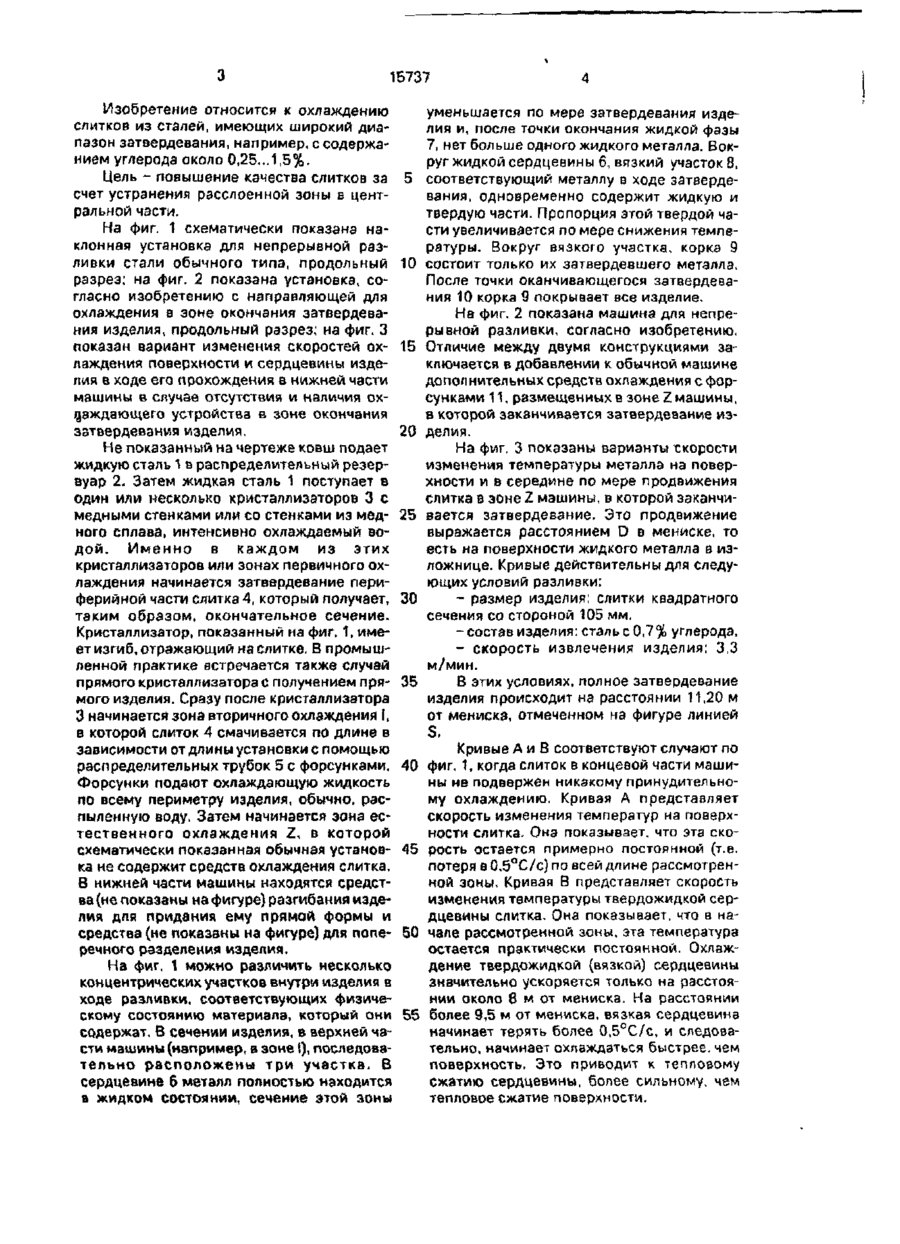
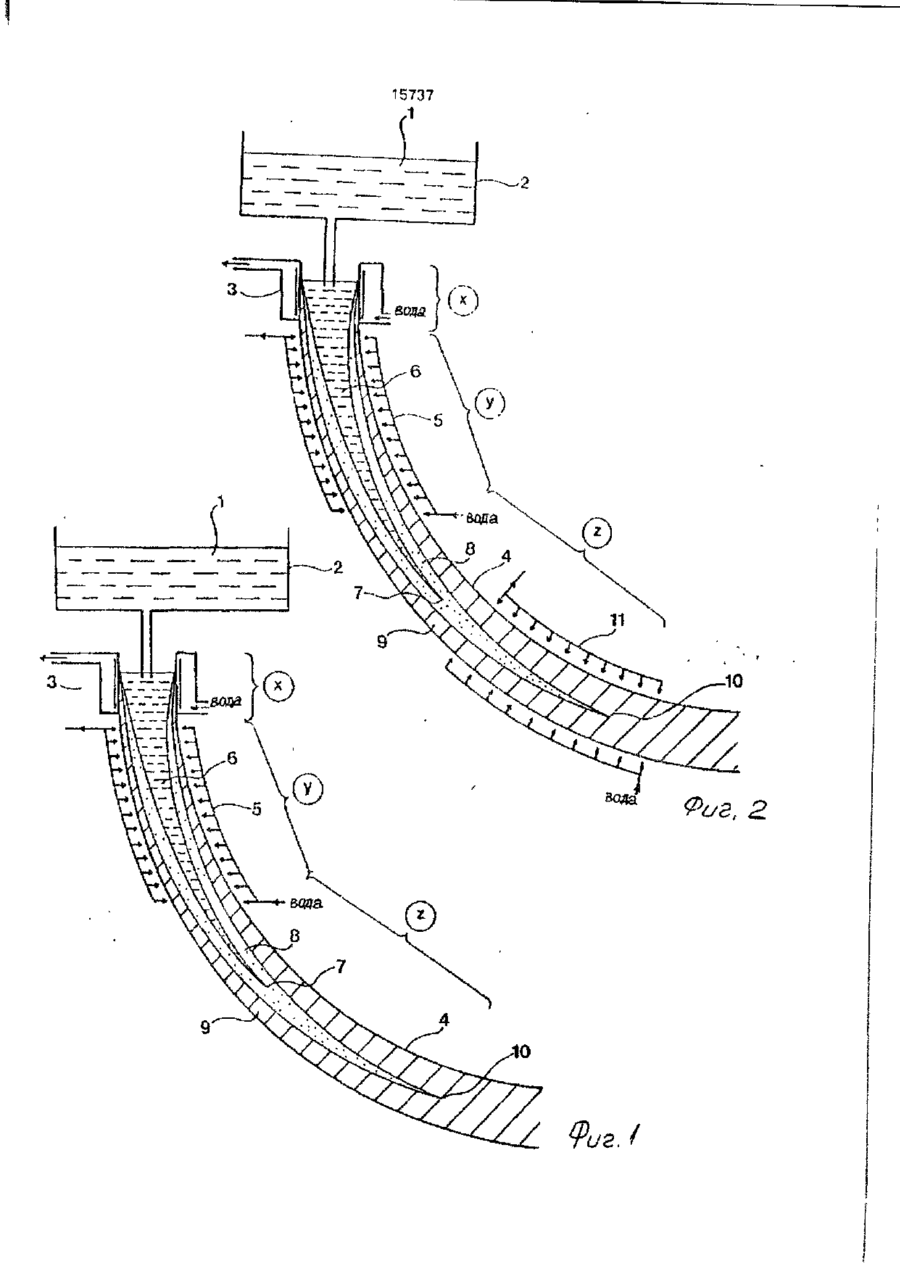
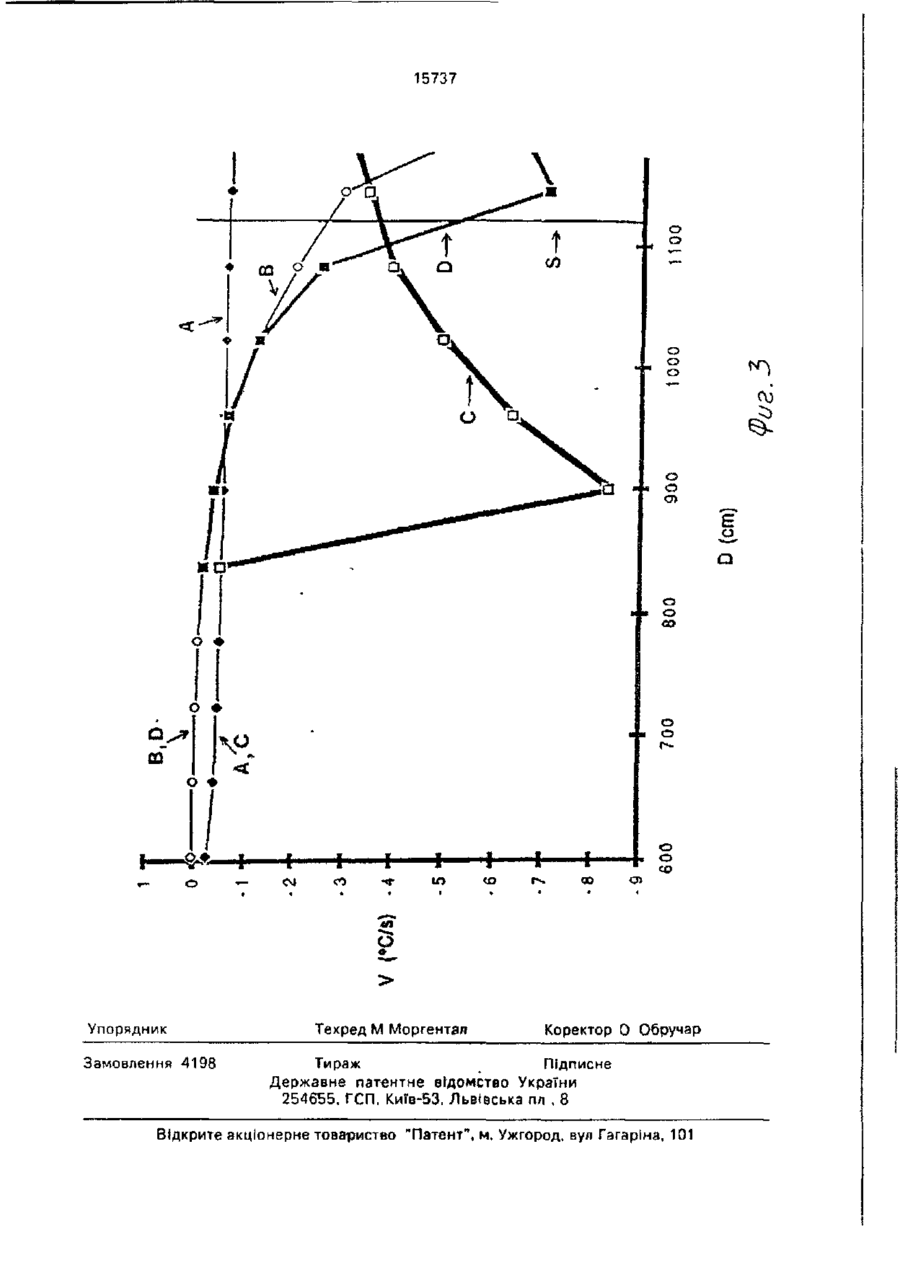
1. Способ охлаждения стальных слитков при непрерывной разливке, включающий охлаждение слитка в кристаллизаторе, формирование в нем затвердевшей корки слитка и п о с л е д у ю щ е е о х л а ж д е н и е под кристаллизатором слитка с изменением интенсивности вдоль металлургической длин ы . о т л и ч а ю щ и й с я тем,что на концевом участке металлургической длины слитка дополнительно осуществляют охлаждение затвердевшей корки слитка со скоростью, превышающей скорость охлаждения его твердожидкой сердцевины. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что дополнительное охлаждение осуществляют, по крайней мере, между точкой, в которой при отсутствии такого охлаждения скорость охлаждения твердожидкой сердцевины слитка превышает скорость охлаждения затвердевшей корки, и точкой, в которой твердожидкая сердцевина содержит, по меньшей мере, 60% твердой фазы. 3. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что дополнительное охлаждение осуществляют путем подачи воды, 4. Способ по п. 3, о т л и ч а ю щ и й с я тем, что воду подают со средним расходом 8,0-15 м 3 /ч-м 2 . 5. Способ по п. 4, о т л и ч а ю щ и й с я тем, что воду подают преимущественно со средним расходом ~ 12 м / ч м . 6. Способ п о п 1 , о т л и ч а ю щ и й с я тем, что дополнительное охлаждение осуществляют с изменением расхода охладителя вдоль слитка. 7. Способ по п. 1, о т л и ч а ю щ и й с я тем, что осуществляют охлаждение стальных слитков с содержанием углерода в пределах 0,25-1.5%. 8. Способ по п. 1 . о т л и ч а ю щ и й с я тем, что одновременно осуществляют перемешивание жидкой сердцевины слитка посредством средств перемешивания. 9. Способ по п. 8. о т л и ч а ю щ и й с я тем, что перемешивание осуществляют созданием подвижного электромагнитного поля индуктором. 10. Способ по п. 9, о т л и ч а ю щ и й с я тем, что перемешивание осуществляют созданием вращающегося магнитного поля вокруг оси слитка охватывающим его индуктором. 11. Способ по п. 9, о т л и ч а ю щ и й с я тем, что перемешивание осуществляют созданием магнитного поля вдоль оси слитка плоским индуктором. 12. Установка для охлаждения стальных слитков при непрерывной разливке, содержащая кристаллизатор и установленные под ним средства охлаждения слитка, о тл и ч а ю щ а я с я тем, что средства охлаждения слитка дополнительно размещены на концевом участке металлургической длины. 13. Установка по п, 12. о г л и ч а ю щ ая с я .тем. что средства охлаждения слитка выполнены в виде распределительных трубок с форсунками. С > СП СО о 15737 Изобретение относится к охлаждению слитков из сталей, имеющих широкий диапазон затвердевания, например, с содержанием углерода около 0,25...1,5%. Цель - повышение качества слитков за 5 счет устранения расслоенной зоны в центральной части. На фиг. 1 схематически показана наклонная установка для непрерывной разливки стали обычного типа, продольный 10 разрез; на фиг. 2 показана установка, согласно изобретению с направляющей для охлаждения в зоне окончания затвердевания изделия, продольный разрез; из фиг. 3 показан вариант изменения скоростей ох- 15 лаждения поверхности и сердцевины изделия в ходе его прохождения в нижней части машины в случае отсутствия и наличия охлаждающего устройства в зоне окончания затвердевания изделия. 20 Не показанный на чертеже ковш подает жидкую сталь 1 в распределительный резервуар 2. Затем жидкая сталь 1 поступает в один или несколько кристаллизаторов 3 с медными стенками или со стенками из мед- 25 ного сплава, интенсивно охлаждаемый водой. Именно в каждом из этих кристаллизаторов или зонах первичного охлаждения начинается затвердевание периферийной части слитка А, который получает, 30 таким образом, окончательное сечение. Кристаллизатор, показанный на фиг. 1, имеет изгиб, отражающий на слитке. В промышленной практике встречается также случай прямого кристаллизатора с получением пря- 35 мого изделия. Сразу после кристаллизатора 3 начинается зона вторичного охлаждения І, в которой слиток 4 смачивается по длине в зависимости от длины установки с помощью распределительных трубок 5 с форсунками. 40 Форсунки подают охлаждающую жидкость по всему периметру изделия, обычно, распыленную воду, Затем начинается зона естественного охлаждения Z, в которой схематически показанная обычная установ- 45 ка не содержит средств охлаждения слитка. В нижней части машины находятся средства (не показаны на фигуре) разгибания изделия для придания ему прямой формы и средства (не показаны на фигуре) для попе- 50 речного разделения изделия. На фиг. 1 можно различить несколько концентрических участков внутри изделия в ходе разливки, соответствующих физическому состоянию материала, который они 55 содержат, в сечении изделия, в верхней части машины (например, а зоне I), последовательно расположены три участка. В сердцевине & металл полностью находится в жидком состоянии, сечение этой зоны уменьшается по мере затвердевания изделия и, после точки окончания жидкой фазы 7, нет больше одного жидкого металла. Вокруг жидкой сердцевины 6, вязкий участок 8, соответствующий металлу в ходе затвердевания, одновременно содержит жидкую и твердую части. Пропорция этой твердой части увеличивается по мере снижения температуры. Вокруг вязкого участка, корка 9 состоит только их затвердевшего металла. После точки оканчивающегося затвердевания 10 корка 9 покрывает все изделие. На фиг. 2 показана машина для непрерывной разливки, согласно изобретению. Отличие между двумя конструкциями заключается в добавлении к обычной машине дополнительных средств охлаждения с форсунками 11, размещенных в зоне Z машины, в которой заканчивается затвердевание изделия. На фиг. 3 показаны варианты скорости изменения температуры металла на поверхности и в середине по мере продвижения слитка в зоне Z машины, в которой заканчивается затвердевание. Это продвижение выражается расстоянием D в мениске, то есть на поверхности жидкого металла в изложнице. Кривые действительны для следующих условий разливки: - размер изделия: слитки квадратного сечения со стороной 105 мм. -состав изделия: сталь с0,7% углерода, - скорость извлечения изделия: 3,3 м/мин. В этих условиях, полное затвердевание изделия происходит на расстоянии 11,20 м от мениска, отмеченном на фигуре линией S. Кривые А и В соответствуют случают по фиг. 1, когда слиток в концевой части машины не подвержен никакому принудительному охлаждению. Кривая А представляет скорость изменения температур на поверхности слитка. Она показывает, что эта скорость остается примерно постоянной (т.е. потеря а 0,5°С/с) по всей длине рассмотренной зоны. Кривая В представляет скорость изменения температуры твердожидкой сердцевины слитка. Она показывает, что в начале рассмотренной зоны, эта температура остается практически постоянной. Охлаждение твердожидкой (вязкой) сердцевины значительно ускоряется только на расстоянии около 8 м от мениска. На расстоянии более 9,5 м от мениска, вязкая сердцевина начинает терять более 0,5°С/с, и следовательно, начинает охлаждаться быстрее, чем поверхность. Это приводит к тепловому сжатию сердцевины, более сильному, чем тепловое сжатие поверхности. 15737 дительного охлаждения. Следовательно, Кривые С и D соответствуют случаю по рекомендуется размещать первые распрефиг. 2, когда слиток подвергается принудиделительные трубки с форсунками 11, по тельному охлаждению в зоне 2 окончания меньшей мере, на 1 м выше указанной точки затвердевания посредством распределительных трубок с форсунками. Эти кривые 5 пересечения Однако, следует также удостовериться, что это опережение начала охсоставлены в случае, когда слиток орошаетлаждения не вызывает преждевременного ся, между расстояниями от мениска 8,40 м и пересечения кривых С и D на фиг. 3, то есть 11,20 м водой с расходом 12 м в час на м будет иметь место в точке, в которой тверорошенного слитка, причем этот расход равномерно распределяется по всей зоне оро- 10 дая фракция вязкой сердцевины будет сошения. Кривая С представляет скорость ставлять, по меньшей мере, менее 60%. изменения температуры поверхности слитРекомендуемые расходы охлаждающей ка, а кривая представляет скорость изменеводы составляют порядка 8-15 ьл"/ч на м ния температуры вязкой сердцевины. Выше орошенного слитка. Предпочтительно, вызоны охлаждения, эти кривые, соответст- 15 бирают расход порядка 12 м /м ч венно, совпадают с кривыми А и В. От начаЭтот способ может применяться для ла зоны принудительного охлаждения, всех машин для непрерывной разливки, резко ускоряется охлаждение поверхности предназначенных для изготовления стальс достижением 9°С/с на расстоянии 9 м от ных изделий. Он особенно пригоден для мениска. Затем охлаждение становится все 20 разливки марок сталей, содержащих около более и более медленным, по причине по0,25-1,5% углерода степенного улучшения качества теплообмеОдин из вариантов этого способа состона между охлаждающей водой (расход и ит в применении дополнительных средств температура которой являются постоянныдля охлаждения таким образом, что расход ми) и изделием (температура которого сни- 25 охлаждающей жидкости изменяется между жается по мере его продвижения в зоне началом и окончанием зоны охлаждения. охлаждения). Одновременно, следствием Общий средний расход для всей зоны не принудительного охлаждения является усизменяется Таким образом, можно лучше корение охлаждения вязкой сердцевины, но управлять потоком теплоты извлекаемым этот эффект ощущается с опозданием (начи- 30 из изделия вдоль зоны охлаждения, с целью ная с расстояния 10 м от мениска) и постедостижения снижения, показанного на фиг. пенно, В конечном счете, охлаждение 3, скорости охлаждения поверхности издевязкой сердцевины становится более быстлия. Таким образом, увеличивается вероятрым, чем охлаждение поверхности изделий, ность, до последнего окончания только на расстоянии 11 м от мениска. На 35 затвердевания, менее быстрого охлаждеэтом уровне, практически заканчивается зания в сердцевине, чем в корке твердевание вязкой сердцевины и ее термоС другой стороны, было отмечено, что механическое поведение достаточно близко хорошая однородность сердцевины издек поведению полностью затвердевшей корки с тем, чтобы можно было не учитывать 40 лия может быть получена путем приведения в движение жидкой сердцевины в зоне втоявление дифференциального теплового ричного охлаждения или даже в кристаллисжатия и чтобы не могли образовываться заторе. Это приведение в движение может расслоенные участки. благоприятно достигаться с помощью элекРекомендуется продолжать принудительное охлаждение изделия до примерно 1 45 тромагнитных средств перемешивания. Эти средства могут быть представлены в виде м за точкой окончания затвердевания В кольцевых многофазных индукторов, разэтом плане, на фиг. 3 распределительная мещенных вокруг отлитого слитка и создатрубка с форсунками показана продолженющих вращающееся магнитное поле вокруг ной за точку 10. Таким образом, неточность в расчете для определения точки пересече-50 его оси или многофазных индукторов плоской конструкции, создающих поле, скольния кривых А и В на фиг. 3 составляет призящее параллельно оси или мерно +_1 м. Эту неточность следует перпендикулярно этой оси слитка учитывать при выборе точки начала прину Рог, г 15737 Е о а ДО—І -^ 1 СЧ Ь—і Л *
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of cooling the steel ingots at continuous teeming
Автори англійськоюManuel Bobadilla, Jean-Marc Jolivet, Michel Martinot
Назва патенту російськоюСпособ охлаждения стальных слитков при непрерывной разливке и устройство для его осуществления
Автори російськоюМанюель Бобадилла, Жан-Марк Жоливе, Мишель Мартино
МПК / Мітки
МПК: B22D 11/124
Мітки: безперервному, охолодження, спосіб, здійснення, злитків, пристрій, сталевих, розливі
Код посилання
<a href="https://ua.patents.su/6-15737-sposib-okholodzhennya-stalevikh-zlitkiv-pri-bezperervnomu-rozlivi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження сталевих злитків при безперервному розливі та пристрій для його здійснення</a>
Спосіб охолодження безперервнолитих стальних заготівок на машині криволінійного типу і пристрій для його здійснення
Номер патенту: 12706
Опубліковано: 28.02.1997
Автори: Булянда Олександр Олексійович, Ємельянов Володимир Володимирович, Іванов Євген Анатолійович, Заннес Олександр Миколайович, Носоченко Олег Васильович, Шепотиннік Леонід Степанович
МПК: B22D 11/00, B22D 11/12
Мітки: здійснення, пристрій, криволінійного, стальних, заготівок, машини, безперервнолитих, типу, спосіб, охолодження
Текст:
...ре жидкой с тали 1500°С активнос ть углерод а буд ет еще ниже. Опред елим ее для с тали с 0,12% С по формуле: N, lga( . 0,6735 2 1 05 T Nc 1 -5- Nt где ас - активнос ть углерод а, T температура, °К, Nc - атомная доля углерода в с тали 21050,6735+ -г=-х v 317 п ™,- , 1773 0,0046 1 -0,0046 y 1773 0,0046 1 -5-0, 0046" a c = 0,0268 (см. черт. 3). + О) При наличии примесей коэ ффициент активнос ти будет изменятьс я, определяем...
Спосіб автоматичного контролю температури поверхні зливка при безперевному розливі сталі
Номер патенту: 5400
Опубліковано: 28.12.1994
Автори: Кац Григорій Аронович, Ніколаєв Борис Миколайович, Крамарь Віктор Григорович, Жаворонков Юрій Іванович, Герасимов Володимир Вікторович, Коган Михайло Йосипович
МПК: B22D 11/16
Мітки: безперевному, спосіб, контролю, сталі, розливі, зливка, поверхні, автоматичного, температури
Формула / Реферат:
(57) Способ автоматического контроля температуры поверхности слитка при непрерывной разливке стали, включающий измерение температуры поверхности слитка пирометром, отличающийся тем, что разбивают площадь визирования пирометра на слиток на конечное множество элементарных участков, выделяют участок с максимальным значением излучательной способности, определяют суммарную излучательную способность всех участков при условии, что излучательная...
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Полуновський Ісаак Овсійович, Аскерко Григорій Михайлович, Макаров Григорій Арестович, Шеремет Володимир Олександрович, Корінь Андрій Олександрович, Омєсь Миколай Михайлович, Ротару Іон Теодорович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Отєрін Володимир Давидович, Хрістиченко Олександр Миколайович, Корінь Андрій Олександрович, Столба Володимір Анатолійович, Коцегуб Павло Харитонович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределахгде В - ширина большего основания слитка,...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Светлічний Олексій Васильович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Коцегуб Павло Харитонович, Столба Володимір Анатолійович, Хрістиченко Олександр Миколайович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Следнев Володимір Петрович
МПК: B21B 1/02
Мітки: спосіб, злитків, прокатки
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Попередній патент: Свічка запалювання для двигуна внутрішнього згоряння
Наступний патент: Спосіб регулювання зазору між електродами запальної свічки двигуна
Випадковий патент: Система нанесення адгезійних мас