Спосіб виготовлення сталі двофазної структури та оцинкування двофазної сталевої стрічки
Формула / Реферат
1. Спосіб виготовлення листа сталі у початковій двофазній мікроструктурній стадії, що містить, мас. %: карбон - 0,02-0,20, алюміній - 0,010-0,150, титан - максимально 0,01, кремній - максимально 0,5, фосфор - максимально 0,060, сульфур - максимально 0,030, манган - 1,5-2,40, хром - 0,030-1,50, молібден - 0,03-1,50, за умови, що кількість мангану, хрому і молібдену знаходиться у співвідношенні: Mn+6Cr+10Мо= щонайменше 3,5%,
який включає витримування зазначеного сталевого листа при температурі у межах від АC1+8°С (45°F), але щонайменше 727°С (1340°F), до АC1+57°C (135°F), але не вище 775°С (1425°F), протягом 20-90 с, охолодження листа з швидкістю не нижче 1°С/с до температури 454-493°С (850-920°F) і витримку листа при температурі у межах 454-493°С (850-920°F) протягом 20-100 с.
2. Спосіб за п. 1, який відрізняється тим, що зазначеним сталевим листом є сталева стрічка, а спосіб реалізують безперервно на стрічці довжиною щонайменше 305 м (1000 футів).
3. Спосіб за п. 1, який відрізняється тим, що включає нанесення на зазначений сталевий лист покриття у резервуарі розплавленого гальванізаційного металу при температурі у межах 454-493°С (850-920°F) перед, під час або негайно після зазначеної витримки.
4. Спосіб за п. 3, який відрізняється тим, що температуру зазначеного сталевого листа під час зазначеного покриття підтримують з максимальним відхиленням ±11°С (±20°F) від температури розплавленого металу для мінімізації теплопередачі між зазначеною сталевою стрічкою і зазначеним розплавленим металом.
5. Спосіб за п. 1, який відрізняється тим, що після його реалізації зазначений сталевий лист охолоджують до зовнішньої температури з швидкістю щонайменше 5°С/с, а двофазна мікроструктура проявляється як мікроструктура з перевагою фериту і мартенситу.
6. Спосіб за п. 1, який відрізняється тим, що включає гальванічну нормалізацію зазначеного сталевого листа і охолодження покритого у такий спосіб листа з швидкістю щонайменше 5°С/с, двофазна мікроструктура проявляється як мікроструктура з перевагою фериту і мартенситу.
7. Спосіб за п. 1, який відрізняється тим, що вміст карбону у зазначеній сталі становить 0,03-0,12 мас. %.
8. Спосіб по суті безперервного оцинковування сталевої стрічки у лінії гальванізації з гальванізаційною ванною,
який включає подачу рулону сталевої стрічки, що містить, мас. %: карбон - 0,02-0,20, алюміній - 0,010-0,150, титан - максимально 0,01, кремній - максимально 0,5, фосфор - максимально 0,060, сульфур - максимально 0,030, манган - 1,5-2,40, хром - 0,030-1,50, молібден - 0,03-1,50, за умови, що кількість мангану, хрому і молібдену знаходиться у співвідношенні: Mn+6Cr+10Мо= щонайменше 3,5%, у зону підігрівання зазначеної лінії гальванізації, безперервне проведення зазначеної стрічки через цю зону для її підігрівання до температури 727°C (1340°F) – 775°С (1425°F), проведення зазначеної стрічки через зону витримування з температурою у межах від 727°С (1340°F) до 773°С (1420°F) протягом 20-90 с, проведення стрічки через зону охолодження для охолодження зазначеної стрічки з швидкістю вище 1°С/с, припинення охолодження зазначеної стрічки, коли температура зазначеної стрічки знижується до температури, що відрізняється на значення у межах ±17°C (±30°F) від температури зазначеної гальванізаційної ванни, витримування зазначеної стрічки при температурі 454-493°С (850-920°F) і у межах 17°С (30°F) від температури зазначеної гальванізаційної ванни протягом 20-100 с, проведення зазначеної стрічки через зазначену гальванізаційну ванну і охолодження зазначеної стрічки до зовнішньої температури.
9. Спосіб за п. 8, який відрізняється тим, що час перебування зазначеної стрічки у зазначеній гальванізаційній ванні становить 3-6 с.
10. Спосіб за п. 8, який відрізняється тим, що зазначене охолодження у зазначеній зоні охолодження проводять з швидкістю 2-22°С/с (5-40°F/c).
11. Спосіб за п. 8, який відрізняється тим, що зазначена стрічка входить у зазначену гальванізаційну ванну при температурі у межах 6°C (10°F) від температури зазначеної гальванізаційної ванни.
12. Спосіб за п. 8, який відрізняється тим, що зазначену стрічку вводять у зазначену гальванізаційну ванну негайно після припинення зазначеного охолодження.
13. Спосіб за п. 8, який відрізняється тим, що зазначену стрічку вводять у зазначену гальванізаційну ванну приблизно наприкінці зазначеного періоду 20-100 с.
14. Спосіб за п. 8, який відрізняється тим, що оцинкована сталева стрічка, виготовлена у цей спосіб, має переважну ферит-мартенситну мікроструктуру з менш ніж 5% інших морфологічних складових.
15. Спосіб за п. 8, який відрізняється тим, що вміст карбону у зазначеній сталевій стрічці становить 0,03-0,12 мас. %.
16. Спосіб за п. 8, який відрізняється тим, що зазначену сталеву стрічку піддають гальванічній нормалізації перед охолодженням до зовнішньої температури.
17. Спосіб виготовлення оцинкованої сталевої стрічки, що має переважну ферит-мартенситну мікроструктуру, а зазначена сталь містить, мас. %: карбон - 0,02-0,20, алюміній - 0,010-0,150, титан - максимально 0,01, кремній - максимально 0,5, фосфор - максимально 0,060, сульфур - максимально 0,030, манган - 1,5-2,40, хром - 0,030-1,50, молібден - 0,03-1,50, який включає витримування зазначеної сталевої стрічки при температурі у межах від АC1+8°С (45°F), але щонайменше 727°С (1340°F), до АC1+57°C (135°F), але не вище 775°С (1425°F), протягом щонайменше 20 с, охолодження стрічки з швидкістю не нижче 1°С/с, проведення зазначеної стрічки через гальванізаційний резервуар з часом перебування 2-9 с для покриття зазначеної стрічки у будь-який час з одночасною витримкою стрічки при температурі у межах 474±19°C (885±35°F) протягом 20-100 с і охолодження стрічки з покриттям до зовнішньої температури.
18. Спосіб за п. 17, який відрізняється тим, що зазначену стрічку піддають гальванічній нормалізації перед охолодженням до зовнішньої температури.
19. Спосіб за п. 17, який відрізняється тим, що зазначена стрічка протягом зазначеного часу перебування має температуру у межах 11°С (20°F) від температури гальванізаційного резервуара.
20. Спосіб за п. 17, який відрізняється тим, що зазначена стрічка протягом зазначеного часу перебування має температуру у межах 6°C (10°F) від температури гальванізаційного резервуара.
Текст
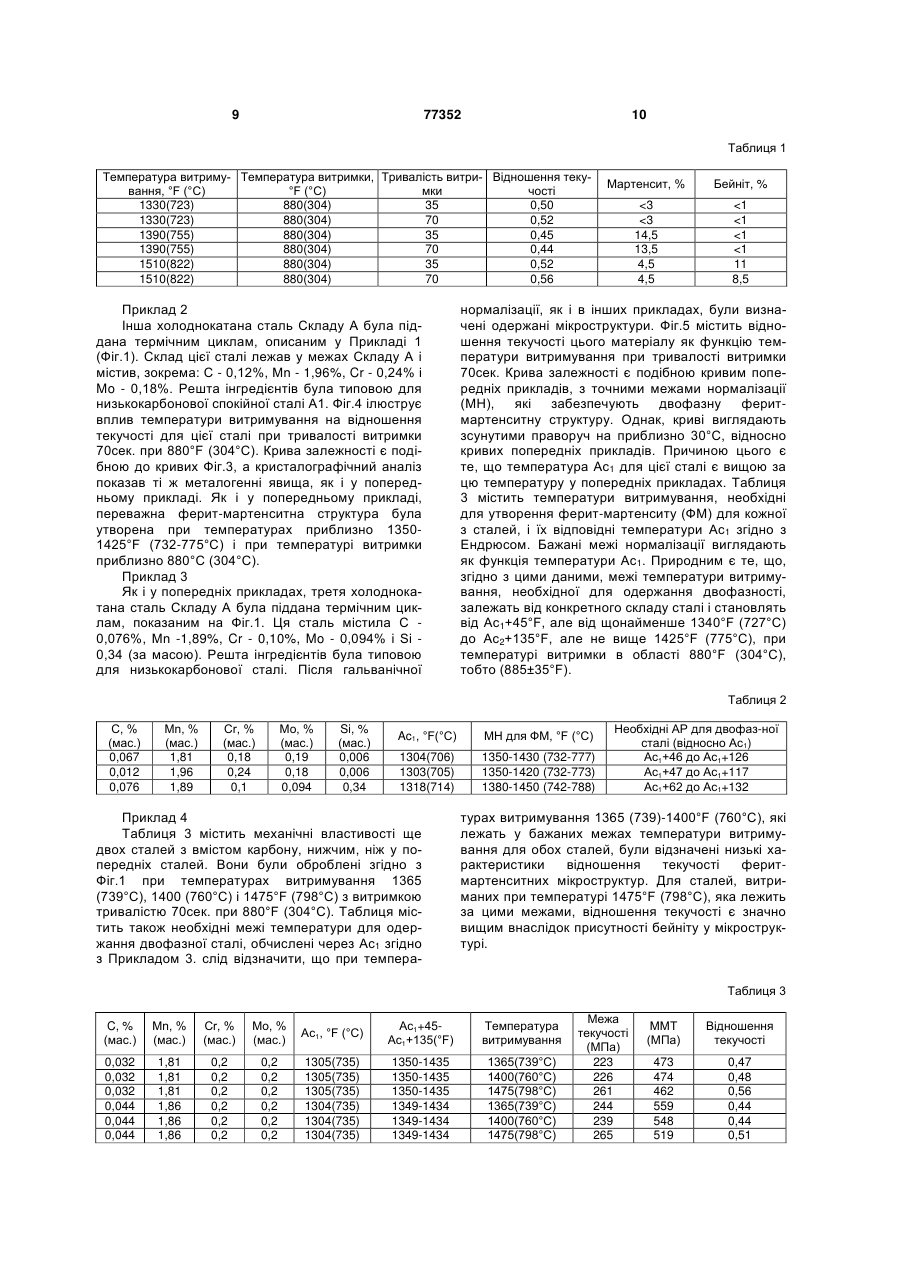
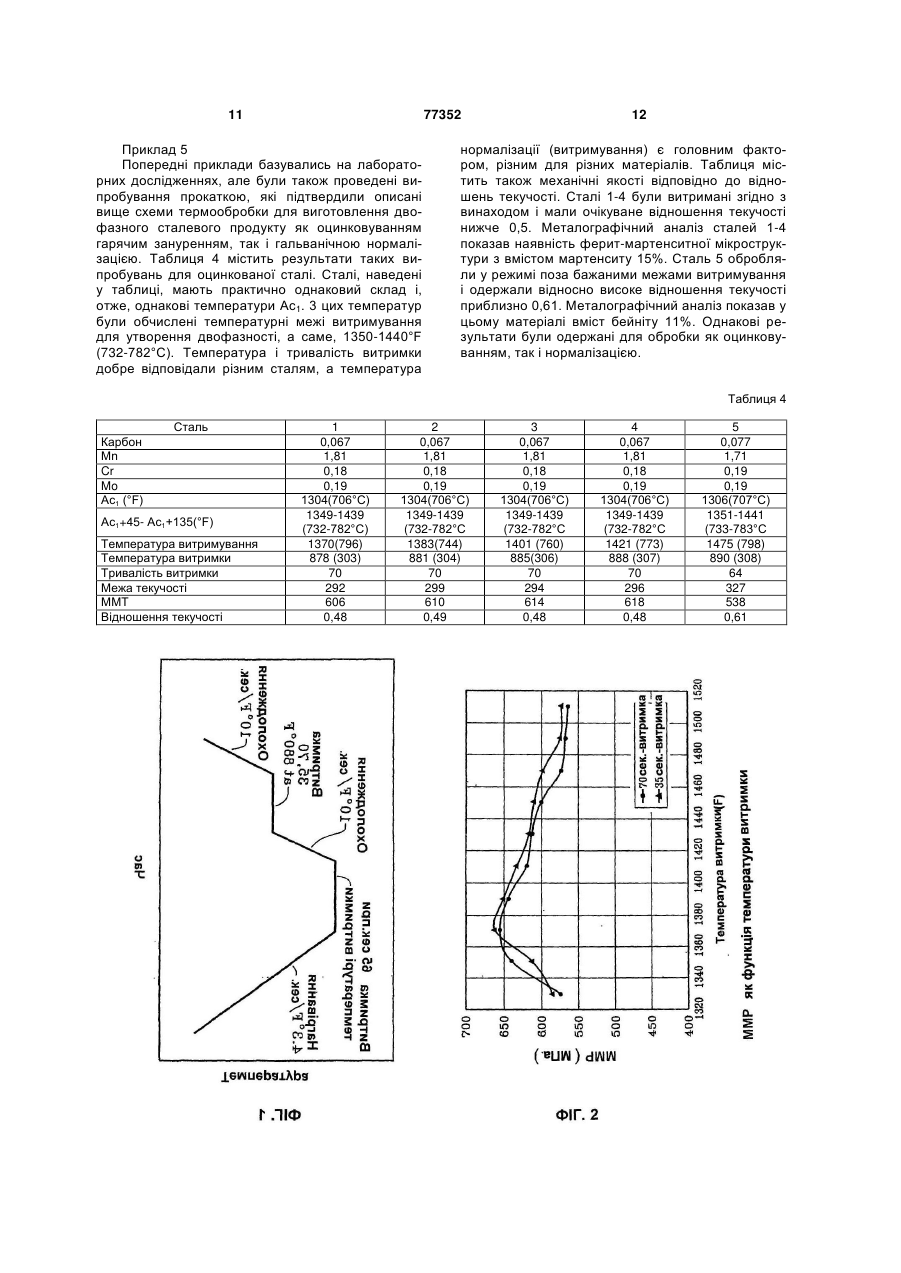
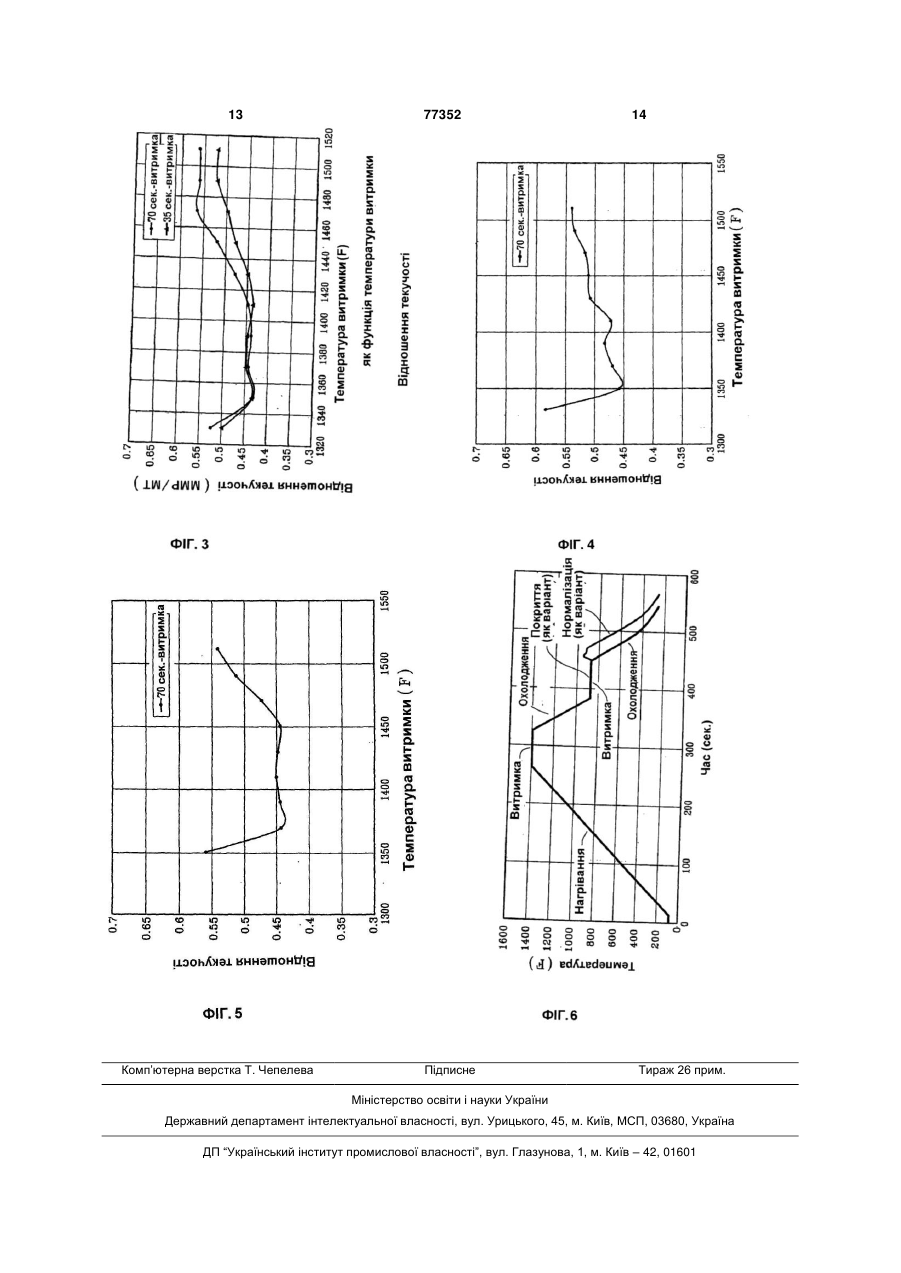
1. Спосіб виготовлення листа сталі у початковій двофазній мікроструктурній стадії, що містить, мас.%: карбон - 0,02-0,20, алюміній - 0,010-0,150, титан - максимально 0,01, кремній - максимально 0,5, фосфор - максимально 0,060, сульфур - максимально 0,030, манган - 1,5-2,40, хром - 0,0301,50, молібден - 0,03-1,50, за умови, що кількість мангану, хрому і молібдену знаходиться у співвідношенні: Mn+6Cr+10Мо= щонайменше 3,5%, який включає витримування зазначеного сталевого листа при температурі у межах від АC1+8°С (45°F), але щонайменше 727°С (1340°F), до АC1+57°C (135°F), але не вище 775°С (1425°F), протягом 20-90 с, охолодження листа з швидкістю не нижче 1°С/с до температури 454-493°С (850920°F) і витримку листа при температурі у межах 454-493°С (850-920°F) протягом 20-100 с. 2. Спосіб за п.1, який відрізняється тим, що зазначеним сталевим листом є сталева стрічка, а спосіб реалізують безперервно на стрічці довжиною щонайменше 305 м (1000 футів). 3. Спосіб за п.1, який відрізняється тим, що включає нанесення на зазначений сталевий лист покриття у резервуарі розплавленого гальванізаційного металу при температурі у межах 454493°С (850-920°F) перед, під час або негайно після зазначеної витримки. 4. Спосіб за п.3, який відрізняється тим, що температуру зазначеного сталевого листа під час за 2 (19) 1 3 77352 4 при температурі 454-493°С (850-920°F) і у межах рмалізації перед охолодженням до зовнішньої 17°С (30°F) від температури зазначеної гальванітемператури. заційної ванни протягом 20-100 с, проведення за17. Спосіб виготовлення оцинкованої сталевої значеної стрічки через зазначену гальванізаційну стрічки, що має переважну ферит-мартенситну ванну і охолодження зазначеної стрічки до зовнішмікроструктуру, а зазначена сталь містить, мас. %: ньої температури. карбон - 0,02-0,20, алюміній - 0,010-0,150, титан 9. Спосіб за п.8, який відрізняється тим, що час максимально 0,01, кремній - максимально 0,5, фоперебування зазначеної стрічки у зазначеній гальсфор - максимально 0,060, сульфур - максимально ванізаційній ванні становить 3-6 с. 0,030, манган - 1,5-2,40, хром - 0,030-1,50, моліб10. Спосіб за п.8, який відрізняється тим, що заден - 0,03-1,50, який включає витримування зазназначене охолодження у зазначеній зоні охолоченої сталевої стрічки при температурі у межах від дження проводять з швидкістю 2-22°С/с (5-40°F/c). АC1+8°С (45°F), але щонайменше 727°С (1340°F), 11. Спосіб за п.8, який відрізняється тим, що задо АC1+57°C (135°F), але не вище 775°С (1425°F), значена стрічка входить у зазначену гальванізапротягом щонайменше 20 с, охолодження стрічки ційну ванну при температурі у межах 6°C (10°F) від з швидкістю не нижче 1°С/с, проведення зазначетемператури зазначеної гальванізаційної ванни. ної стрічки через гальванізаційний резервуар з 12. Спосіб за п.8, який відрізняється тим, що зачасом перебування 2-9 с для покриття зазначеної значену стрічку вводять у зазначену гальванізастрічки у будь-який час з одночасною витримкою ційну ванну негайно після припинення зазначеного стрічки при температурі у межах 474±19°C охолодження. (885±35°F) протягом 20-100 с і охолодження стріч13. Спосіб за п.8, який відрізняється тим, що заки з покриттям до зовнішньої температури. 18. Спосіб за п.17, який відрізняється тим, що значену стрічку вводять у зазначену гальванізаційну ванну приблизно наприкінці зазначеного пезазначену стрічку піддають гальванічній нормаліріоду 20-100 с. зації перед охолодженням до зовнішньої темпера14. Спосіб за п.8, який відрізняється тим, що тури. 19. Спосіб за п.17, який відрізняється тим, що оцинкована сталева стрічка, виготовлена у цей спосіб, має переважну ферит-мартенситну мікрозазначена стрічка протягом зазначеного часу пеструктуру з менш ніж 5% інших морфологічних ребування має температуру у межах 11°С (20°F) складових. від температури гальванізаційного резервуара. 15. Спосіб за п.8, який відрізняється тим, що 20. Спосіб за п.17, який відрізняється тим, що вміст карбону у зазначеній сталевій стрічці станозазначена стрічка протягом зазначеного часу певить 0,03-0,12 мас. %. ребування має температуру у межах 6°C (10°F) від 16. Спосіб за п.8, який відрізняється тим, що затемператури гальванізаційного резервуара. значену сталеву стрічку піддають гальванічній но Двофазну оцинковану сталеву стрічку виготовляють, використовуючи термічний профіль, пов'язаний з двошаровою послідовністю, яка включає ізотермічне витримування і витримку. На вході у ванну для нанесення покриття стрічка має температуру, близьку до температури розплавленого металу. Добре відомою і розвиненою є процедура оцинковування, згідно з якою сталеву стрічку піддають термообробці і покривають металом. Звичайно холоднокатану сталеву стрічку нагріванням вводять у міжкритичний режим (між Ас1 і Ас2) для утворення аустеніту, після чого охолоджують таким чином, що частина аустеніту перетворюється у мартенсит з утворенням мікроструктури фериту і мартенситу. Для сприяння формуванню мартенситу у сталь додають такі присадки, як Mn, Si, Сr і Мо. Після цього виконують різні процедури, одну з яких описано [у патенті США 6 312 536. Згідно з цим патентом, холоднокатану сталеву стрічку використовують як основу для оцинковування гарячим зануренням, причому сталева стрічка має певний склад, який, як сказано, є сприятливим для формування в умовах процесу мікроструктури, що складається головним чином з фериту і мартенситу. У цьому патенті описано оцинкований двофазний продукт. Згідно [з US 6 312 536], двофазну оцинковану сталеву стрічку виготовляють витримуванням хо лоднокатаної сталевої стрічки при температурі 780°С (1436°F) або вище, звичайно протягом 1040сек. і потім охолодженням з швидкістю щонайменше 5°С за сек., звичайно 20-40°С/с, з подальшим внесенням у гальванізаційну ванну при температурі 460°С (860°F). Згідно з цим патентом, сталь має мати такий склад (% за масою): Карбон 0,02-0,20 Титан 0,01 (макс.) Фосфор 0,060 (макс.) Манган 1,5-2,40 Молібден 0,03-1,50 Алюміній 0,010-0,150 Кремній 0,04 (макс.) Сульфур 0,030 (макс.) Хром 0,030-1,50 за умови, що кількості мангану, хрому і молібдену знаходяться у співвідношеннях: 3Мn+6Сr+Мо:8,1% (макс.) Mn+6Cr+10Мо:щонайменше 3,5%. [У патенті US 6 312 536] відзначено, що початкову термообробку (витримування) проводять при температурі щонайменше 780°С (1436°F) (див. кол. 5, рядки 64-64; кол. 6, рядки 2-4: "Для отримання бажаної мікроструктури і стабільного формоутворення необхідно нагрівати сталеву стрічку до 780°С або вище, тобто вище точки Ас1 на приблизно 50°С.Тривалість нагрівання має перевищувати 10 сек. для одержання бажаної мікрострукту 5 77352 6 ри ферит + аустеніт". Далі в описі процесу відзнаХром 0,030-1,50 чено, що сталевий лист охолоджують до темпераза умови, що кількості мангану, хрому і молібтури електролізера (звичайно 440-470°С (824дену знаходяться у співвідношенні: 878°F)) з середньою швидкістю охолодження вище Mn+6Cr+10Мо: щонайменше 3,5%. 1°С/с і проводять через електролізер. Після електЗгідно з винаходом, вміст кремнію має станороосадження охолодження з швидкістю щонаймевити до 0,5%, а вміст карбону - 0,03-0,12%, хоча нше 5°С/с дає бажану мікроструктуру, переважно вміст карбону може бути таким же, як [у US 6 312 ферит-мартенситну. Як варіант, лист з гальваніч536]. ним покриттям перед охолодженням можна підігТакий склад з модифікаціями далі називатирівати згідно з легувальною процедурою (гальвамемо Склад А. нічною нормалізацією) після покриття металом, Задачею винаходу є спосіб виробництва двоале до кінцевого охолодження. фазного сталевого листа, який включає витриму[Автори US 6 312 536] не припускають можливання сталевого листа при температурі у межах вості отримання двофазного продукту без ствовід Ас1+45°F, але щонайменше, 1340°F (727°С) до рення високої температури на стадії витримування Ас1+135°F, але щонайбільше 1425°F (775°С), проабо того, що певна стадія витримки після низькотягом 20-90 сек., охолодження листа з швидкістю температурного витримування може забезпечити не нижче 1°С/с до температури 454-493°С і витриформування бажаної мікроструктури. мку листа при температурі у межах 850-920°F Було виявлено, що всупереч твердженням [у (454-493°С) протягом 20-100сек. Операція витримUS 6 312 536], не лише не є обов'язковим підтрики може передувати гарячому зануренню або момання температури початкової термообробки на же починатись разом з гарячим зануренням, оскірівні 780°С (1436°F) або вище, але бажану двофальки температура гальванізаційного резервуара зну мікроструктуру можна одержати, підтримуючи також лежить у межах 850-920°F (454-493°С). Нетемпературу протягом початкової термообробки гайно після операції витримки, незалежно від того, (витримування) у межах від Ac1+45°F (8°C), але від оцинковують лист чи ні, лист можна охолодити до щонайменше 1340°F (727°C) до Ac2+135°F (57°C), кімнатної температури з швидкістю щонайменше але не вище 1425°F (775°C). Нема необхідності 5°С/с. В іншому варіанті після нанесення покриття підтримувати температуру 780°С або вище, за лист може бути підданий звичайній гальванічній умови дотримання режимів решти процедури. Далі нормалізації, тобто нагріванню листа протягом 5початкову обробку називатимемо "витримуван20сек. до температури, як правило, не вище прибням". Процес згідно з винаходом залежить не лилизно 960°F (516°C) з подальшим охолодженням з ше від нижчої температури витримування; витришвидкістю щонайменше 5°С/с. Гальванічномування при температурі від Аа1+45°F (8°C) до нормалізаційний цикл згідно з винаходом і термо1425°F, звичайно при 1340 (727°С)-1420°F (773°C) гальванізаційний цикли для порівняння наведені у має бути комбінована з подальшою суттєво ізотеФіг.6. рмічною термообробкою, яку називають стадією Операцію гарячого занурення проводять витримки, при температурі у межах 850-920°F більш-менш традиційно, тобто сталь вводять у (454-493°С). Під час цієї операції лист витримують контакт з розплавленим гальванізаційним металом при температурі 850 - 920°F (454-493°С), тобто при протягом 5сек.; хоча у деяких випадках цей час 885±35°F, протягом 20-100сек. перед охолодженможна скоротити, значне збільшення цього часу ням до кімнатної температури. Швидкість цього теж є припустимим, але не поліпшує результатів. охолодження має становити щонайменше 5°С/с. Сталева стрічка звичайно має товщину від прибСлід відзначити, що [у US 6 312 536] в описі пролизно 0,7мм до приблизно 2,5мм, а товщина покцесу не згадується про стадію витримки будь-якої риття звичайно становить приблизно 10мкм. Після тривалості при будь-якій температурі. Нами було операції витримки і покриття сталь з покриттям виявлено, що, якщо сталь, вказану [у US 6 можна або охолодити до кімнатної температури, 312 536], витримують, згідно з цим патентом, при як це описано тут, або піддати гальванічній норвищих температурах, наприклад, 1474°F (798°С), малізації (див. вище). Дотримуючись описаної вито одержана в результаті сталь не матиме бажаної ще процедури, отримують продукт з мікроструктупереважно ферит-мартенситної мікроструктури, а рою, яка містить, головним чином, ферит і міститиме значну кількість бейніту і/або перліту. мартенсит. Отже, нижчою температурною межею для При комерційному застосуванні оцинкування операції витримування є Ас1+45°F, але щонаймегарячим зануренням звичайно виконують як суттєнше 1340°F (727°C), оскільки практично для всіх во безперервний процес з використанням рулонів сталей складу Аc1 становить щонайменше 1295°F сталевої стрічки довжиною звичайно 1000-6000 (702°C)_. футів (305-1830м). Спосіб згідно з винаходом заСклад сталевого листа має бути ідентичним безпечує більш зручний контроль процесу не лише наведеному [у US 6 312 536]: тому, що операцію витримування здійснюють при Карбон 0,02-0,20 нижчій температурі, але й тому, що температуру Титан 0,01 (макс.) стрічки легше підтримувати однаковою при вході у Фосфор 0,060 (макс.) резервуар гарячого занурення і на виході з нього, Манган 1,5-2,40 не турбуючись про значний теплообмін між сталеМолібден 0,03-1,50 вою стрічкою і резервуаром цинку, який може підіАлюміній 0,010-0,150 грівати розплавлений цинк і обмежувати продукКремній 0,04 (макс.) тивність. Сульфур 0,030 (макс.) При застосуванні у лінії безперервного оцин 7 77352 8 ковування сталевою стрічки, яке включає вузол структура модифікованих зразків. Фіг.2 містить подачі стрічки і гапьванізаційну ванну, винахід графік залежності межі міцності на розтягування включає подачу рулону холоднокатаної стрічки (ММР) одержаного продукту від температури виСкладу А у підігрівну зону лінії гальванізації, безтримування і тривалості витримки. У даному випаперервне проведення стрічки через цю зону для її дку метою була ММР 600 МПа, яка була досягнута підігрівання до температури у межах від Ас1+45°F при межах температур витримування 1350-1450°F (8°C), але щонайменше, 1340°F (727°С) до (732-788°С) і при обох тривалостях витримки. Ас2+135°F (57°C), але щонайбільше 1425°F Метою Прикладу 1 було одержання переваж(775°C), проведення стрічки через зону витримуної ферит-мартенситної мікроструктури. Відновання з температурою від Ас1+45°F (8°C), але щошення текучості, тобто відношення межі текучості найменше, 1340°F (727°С) до Ac2+135°F (57°С), (МТ) до ММР, вказує на присутність або відсутале щонайбільше 1425°F (775°С) протягом 20ність двофазної ферит-мартенситної мікрострук90сек., проведення стрічки через зону охолоджентури. Згідно з Прикладом 1, на ферит-мартенситну ня з швидкістю 1°С/с, припинення охолодження мікроструктуру вказує значення відношення текустрічки, коли її температура знижується до темпечості 0,5 або менше. Якщо відношення текучості ратури у межах 885±35°F, але також ±30°F від теперевищує приблизно 0,5, це вказує на наявність у мператури гальванізаційної ванни (бажано ±20°F, мікроструктурі значної об'ємної фракції таких ненайкраще ±10°F від температури ванни), витрибажаних складових, як бейніт, перліт і/або Fe3C. мання стрічки при температурі у межах ±30°F від Фіг.3 містить графік залежності відношення текутемператури гальванізаційної ванни (бажано чості зразків від температури витримування при ±20°F, найкраще ±10°F від температури ванни) 35-секундній і 70-секундній витримках. Слід відпротягом 20-100сек., проведення стрічки через значити, що дуже низьке відношення текучості для гальванізаційну ванну, як варіант, гальванічну нообох кривих приблизно 0,45 досягається при темрмалізацію стрічки з покриттям і охолодження пературах 1350-1430°F (732-777°С), що відповідає стрічки до зовнішньої температури. Температура оптимальній двофазності у цих межах температур гальванізаційної ванни становить приблизно 870°F витримування. Металографічний аналіз металевих (850-920°F) і може бути локалізована у початковій зразків, витриманих при температурах 1350частині зони витримки або поблизу кінця цієї зони, 1430°F (732-777°С), підтвердив феритабо у будь-якому місці зони витримки, або безпомартенситну мікроструктуру. Кількісна металограсередньо після неї. Час перебування у ванні стафія з використанням метода підраховування тоновить звичайно 3-6сек., але може варіюватись, чок, показала вмісти мартенситу 14,5% і 13,5% при зокрема, з збільшенням, можливо, до 10сек. Як витримках тривалістю, відповідно, 70 і 35сек., при було відзначено вище, після занурення сталі у 880°F (304°С) для сталі, яку витримували при цинкову ванну і видалення її звідти, стрічку за ба1390°F (755°С). (Зображення одержали за метожання можна у звичайний спосіб розігріти перед дом протравлювання Лепера, при якому ферит охолодженням до кімнатної температури для виглядає світло-сірим, мартенсит білим, а такі утворення гальванічно нормалізованого покриття. компоненти, як бейніт і перліт - чорними. При темУ кресленнях: пературі витримування нижче приблизно 1350°F Фіг.1 - загальний термічний цикл згідно з вина(732°C), як і очікувалось, карбід заліза (Fe3C) заходом, лишається у мікроструктурі внаслідок недостатФіг.2 - межа міцності на розтягування як функнього розчинення карбіду, і це обмежує утворення ція температури витримування і часу витримки для мартенситу під час охолодження. циклу Фіг.1, Однак, несподіваною є поява у мікроструктурі Фіг.3 - відношення текучості як функція темпебейніту при температурах витримування вище ратури витримування, приблизно 1430°F (777°C). Наприклад, металогФіг.4 - вплив температури витримування на вірафічний аналіз показує вміст бейніту 8,5% у стадношення текучості в умовах, описаних у Прикладі лі, витриманою при температурі 1510°F (822°C), з 2, тривалістю витримки 70сек. Ці дані дуже відрізняФіг.5 - інший графік відношення текучості в ються від даних [US 6 312 536], згідно з якими феумовах, описаних у Прикладі 3, рит-мартенситна структура утворюється при темФіг.6 - парадигма термічного циклу згідно з випературі витримування вище 1436°F (778°C). Нами находом. було виявлено, що значна кількість бейніту у мікПриклад 1 роструктурі утворюється, коли процес термооброЗразки сталі були оброблені з різними темпебки проводять при температурі нормалізаційної ратурами " витримування " згідно з загальним тевитримування у рекомендованих [US 6 312 536] рмічним циклом Фіг.1 - одному набору зразків відмежах і при температурі витримки поблизу 880°F повідає крива з 35-секундною витримкою, другому (304°C). Для сталі, яку використали у цьому Прикнабору зразків - крива з 70-секундною витримкою. ладі, температурні межі гальванічної нормалізації, Зразками були зразки холоднокатаної сталі Скланеобхідні для утворення ферит-мартенситної мікду А, описаного вище, зокрема, у ній: карбон роструктури, становили приблизно 1350-1430°F 0,67%, Μn - 1,81%, Сr - 0,18% і Мо - 0,19% (за ма(732-777°С). Таблиця 1 містить дані, які ілюструсою). Решта інгредієнтів була типовою для низькоють співвідношення між термічним процесом, відкарбонової спокійної сталі А1. Температури виношенням текучості і компонентами мікроструктутримування змінювали з кроком 20°F (7°С) у ри для цього прикладу при різних температурних межах 1330-1510°F (720 - 822°С). Після охолорежимах витримування. дження були визначені механічні якості і мікро 9 77352 10 Таблиця 1 Температура витриму- Температура витримки, Тривалість витри- Відношення текування, °F (°С) °F (°С) мки чості 1330(723) 880(304) 35 0,50 1330(723) 880(304) 70 0,52 1390(755) 880(304) 35 0,45 1390(755) 880(304) 70 0,44 1510(822) 880(304) 35 0,52 1510(822) 880(304) 70 0,56 Приклад 2 Інша холоднокатана сталь Складу А була піддана термічним циклам, описаним у Прикладі 1 (Фіг.1). Склад цієї сталі лежав у межах Складу А і містив, зокрема: С - 0,12%, Μn - 1,96%, Cr - 0,24% і Mo - 0,18%. Решта інгредієнтів була типовою для низькокарбонової спокійної сталі А1. Фіг.4 ілюструє вплив температури витримування на відношення текучості для цієї сталі при тривалості витримки 70сек. при 880°F (304°C). Крива залежності є подібною до кривих Фіг.3, а кристалографічний аналіз показав ті ж металогенні явища, як і у попередньому прикладі. Як і у попередньому прикладі, переважна ферит-мартенситна структура була утворена при температурах приблизно 13501425°F (732-775°С) і при температурі витримки приблизно 880°С (304°С). Приклад 3 Як і у попередніх прикладах, третя холоднокатана сталь Складу А була піддана термічним циклам, показаним на Фіг.1. Ця сталь містила С 0,076%, Μn -1,89%, Cr - 0,10%, Mo - 0,094% і Si 0,34 (за масою). Решта інгредієнтів була типовою для низькокарбонової сталі. Після гальванічної Мартенсит, % Бейніт, %
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production diphasic structure steel and galvanizing diphasic steel belt
Назва патенту російськоюСпособ получения стали двухфазной структуры и оцинковывания двуфазной стальной ленты
МПК / Мітки
МПК: C21D 6/00, C23C 2/06, C21D 9/46
Мітки: структури, сталі, стрічки, двофазної, спосіб, оцинкування, виготовлення, сталевої
Код посилання
<a href="https://ua.patents.su/7-77352-sposib-vigotovlennya-stali-dvofazno-strukturi-ta-ocinkuvannya-dvofazno-stalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталі двофазної структури та оцинкування двофазної сталевої стрічки</a>
Спосіб виготовлення листа із двофазної сталі, лист із двофазної сталі та спосіб підвищення опору двофазної сталі до поширення тріщин у листі
Номер патенту: 59426
Опубліковано: 15.09.2003
Автори: Ку Джаянг, Бангару Нарасімха-Рао В.
МПК: C21D 8/02, C22C 38/08
Мітки: спосіб, двофазної, сталі, листа, поширення, тріщин, підвищення, лист, виготовлення, листі, опору
Формула / Реферат:
1. Спосіб виготовлення листа із двофазної сталі, що має температуру переходу із в'язкого стану у крихкий (ТПВК) нижчу, ніж -73 °С (-100 °F) як в основному листі, так і в зоні термічного впливу (ЗТВ), й мікроструктуру, яка містить 10-40 об. % першої фази, яка складається в основному з фериту, й 60-90 об. % другої фази, яка складається переважно із дрібнозернистого пластинчатого мартенситу, дрібнозернистого нижнього бейніту або їх сумішей,...
Спосіб підготовки поверхні сталі до гарячого оцинкування та спосіб оцинкування сталі
Номер патенту: 76580
Опубліковано: 15.08.2006
Автори: Жіль Майкл, Грот Юм, Панке Роже, Лейчкіс Девід
МПК: C23C 2/30, C23C 2/02, C23C 2/06
Мітки: спосіб, гарячого, поверхні, підготовки, сталі, оцинкування
Формула / Реферат:
1. Спосіб підготовки поверхні сталі до гарячого оцинкування у розплавленій ванні зі сплаву на основі цинку, що включає стадії очищення поверхні одним зі способів електролітичного очищення або ультразвукового очищення, або зачищення щітками, травлення поверхні та нанесення на поверхню захисного шару шляхом занурення у флюсувальний розчин, який відрізняється тим, що згадане очищення виконують до рівня залишкової забрудненості менше ніж 0,6...
Спосіб виготовлення холоднокатаної стрічки з легованої сталі
Номер патенту: 76347
Опубліковано: 17.07.2006
Автори: Будніков Володимир Іванович, Шебаніц Едуард Миколайович, Уланова Олександра Лук'янівна, Норка Сергій Петрович, Аріх Сергій Георгійович, Зеленський Віктор Євгенович, Пасько Тетяна Григорівна, Мурашкін Олександр Вікторович, Побегайло Олег Андрійович
Мітки: спосіб, холоднокатаної, виготовлення, легованої, сталі, стрічки
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки з легованої сталі, що включає травлення, холодну прокатку, відпал, дресирування і порізку смуги на стрічки, який відрізняється тим, що підготовку підкату здійснюють за рахунок попереднього відпалу гарячекатаних рулонів перед травленням, додаткового відпалу після травлення, дворазової холодної прокатки, де першу холодну прокатку здійснюють з обтисненням 30-40%, другу холодну прокатку - з обтисненням...
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Уланова Олександра Лук'янівна, Пасько Іван Олександрович, Гапонов Борис Петрович, Норка Сергій Петрович, Мурашкін Олександр Вікторович, Пасько Тетяна Григорівна, Вагін Анатолій Миколайович, Мінаєв Андрій Євгеньйович, Пожидаєв Віталій Іванович
МПК: B21B 1/22
Мітки: сталевої, гарячекатаної, спосіб, стрічки, виробництва, пакувальної
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: МАРТЕН Філіпп, ПАРАДІС Філіпп
МПК: C21D 8/02, B22D 11/22, C21D 9/52, B22D 11/06
Мітки: феритної, сталева, виготовлення, цим, спосіб, способом, стрічки, тонкої, тонка, сталі, виготовлена, стрічка, нержавіючої
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Попередній патент: Спосіб меліорації прибережних екосистем
Наступний патент: Склад для приготування брикетів
Випадковий патент: Спосіб визначення стану свердловини із експлуатованою в ній насосною установкою