Номер патенту: 77830
Опубліковано: 25.02.2013
Автори: Сємєнов Алєксандр Анатольєвіч, Івченко Олександр Васильович

Формула / Реферат
1. Гайка, переважно шестигранна з низьковуглецевої сталі, яка витримує напругу від пробного навантаження без зриву різьби більше 800 Н/мм2 і має твердість не менше 170 HV, яка відрізняється тим, що виконана з круглого прокату, підданого перерваному гартуванню з самовідпуском при виготовленні на металургійному переділі, що має межу текучості не менше 360 Н/мм2, тимчасовий опір розриву не менше 480 Н/мм2, відносне подовження (δ5) не менше 28 %, відносне звуження не менше 60 %, виготовленого із сталі, що містить 0,15...0,35 % вуглецю і 0,5...1,6 % марганцю, решта залізо і неминучі домішки, при величині вуглецевого еквіваленту (Секв) не менше 0,23 %, визначеного за формулою: ![]() , де:
, де: ![]() ,
, ![]() - масова частка вуглецю і марганцю у %.
- масова частка вуглецю і марганцю у %.
2. Гайка за п. 1, яка відрізняється тим, що процес її отримання включає холодну пластичну деформацію прокату калібруванням або волочінням, подальше холодне об'ємне штампування за шість переходів на шестипозиційному пресі та формування різьби шляхом нарізки або видавлювання (накатки), без здійснення загартування готових виробів;
3. Гайка за пп. 1 і 2, яка відрізняється тим, що процес її отримання додатково може включати фінішну операцію деформаційного старіння (відпуску) готового виробу шляхом нагрівання до температур від 150 до 500 °C.
4. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні.
5. Гайка за пп. 1 і 4, яка відрізняється тим, що виготовлена з нанесенням захисного покриття в процесі деформаційного старіння.
Текст
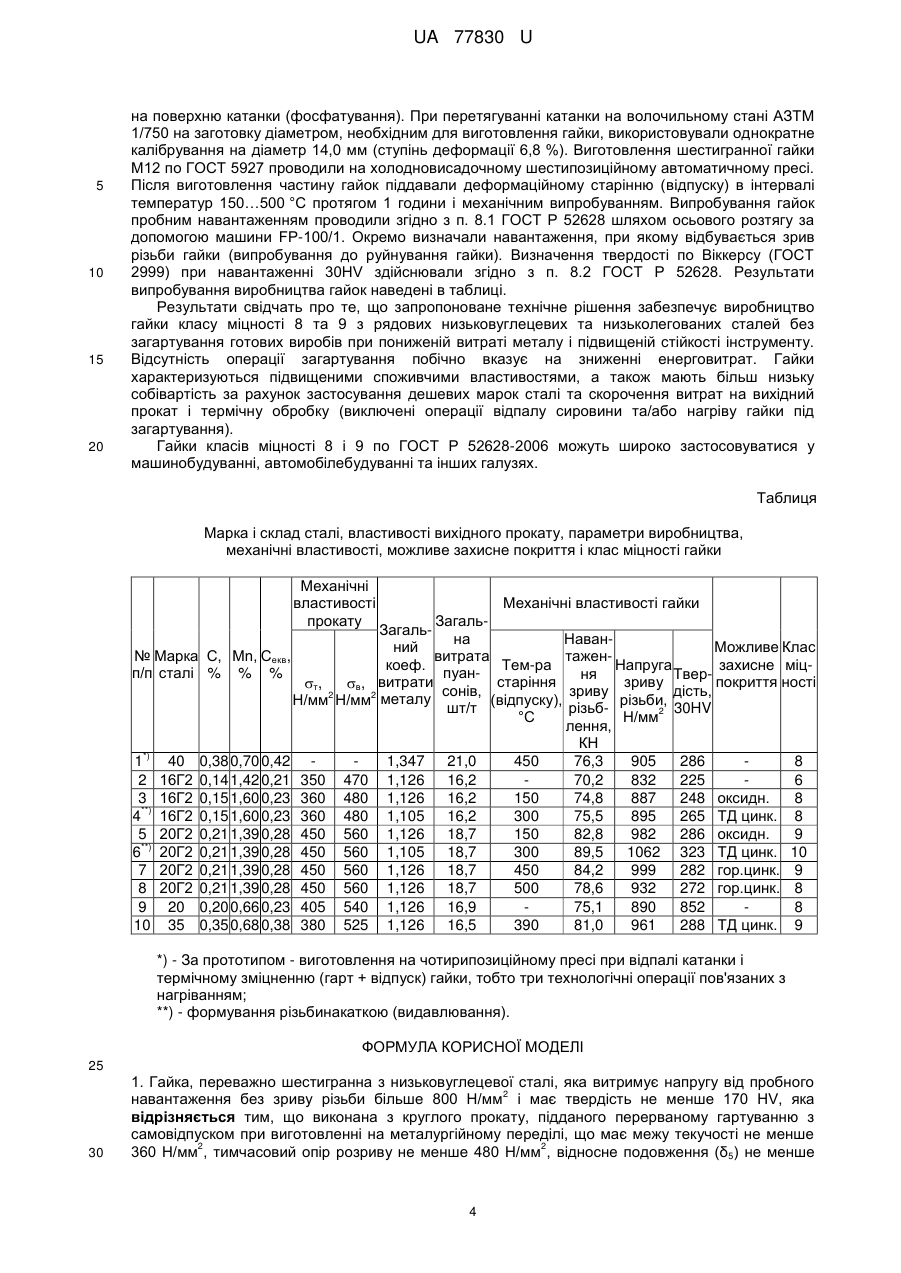
Реферат: UA 77830 U UA 77830 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропоноване рішення належить до обробки металів і металургії, більш конкретно - до виготовлення кріпильних виробів, наприклад гайок шестигранних класу міцності 8 і 9 з низьковуглецевої сталі, які можуть бути використані для роз'ємних різьбових з'єднань деталей у машинобудуванні, автомобілебудуванні та інших галузях. Відоме рішення за патентом РФ на корисну модель № 43606, МПК F16В 27/00 "Гайка колісна з нержавіючих металів" (опублікований в 2005 p.). Дане рішення належить до обробки металів і може бути використане при виготовленні колісних гайок, з нержавіючих сталей мартенсито-феритного класу для автомобілебудування. Гайка, що включає корпус у вигляді зовнішнього багатогранника і отвори з різьбою, має відношення довжини до діаметра гайки в межах 1,4…1,7, а як нержавіючий метал використана легована сталь, що містить значну кількість хрому, нікелю, марганцю і кремнію. Запропонована гайка має підвищену корозійну стійкість, але має високу ціну, обумовлену вартістю сталі, що обмежує її масове застосування. Також відоме рішення за патентом РФ на корисну модель № 111808, МПК В60В 7/16 "Кріплення для автомобільних коліс (варіанти)" (опублікований в 2011 p.). Дане рішення також належить до обробки металів і може бути використане при виготовленні колісних гайок для автомобілебудування. При цьому гайка виконана з високоміцної легованої сталі, піддана наскрізний термічній обробці (загартуванню з відпусткою) з кінцевою твердістю її матеріалу 5054 одиниць за шкалою Роквелла. Для підвищення корозійної стійкості на поверхнею гайки нанесено покриття з нікелю і/або хрому, і/або цинку, і/або олова, переважно тришарове. Запропонована гайка має підвищену міцність і корозійну стійкість, але має високу ціну, обумовлену вартістю сталі, а також витратами на термічну обробку та нанесення дорогих покриттів, що обмежує її масове застосування. Відома гайка, по патенту РФ № 2361695 МКИ В21K 1/68 "Спосіб виготовлення виробів типу заготовок багатогранних гайок та втулок" (опубліковано 2009 p.), що виконана шляхом волочіння або калібрування заготовки і подальшого формоутворення з неї виробів з використанням осаду, де загальний ступінь деформації при волочінні або калібруванні, й загальний ступінь осаду заготовки в поперечному напряму до розміру "під ключ" приймають сумарною величиною, що не перевищує 40 %, а поперечний розмір вихідного прокату вибирають з умови, яка виражена математичною залежністю. При цьому для виробництва гайки використовують прокат оптимального розміру тільки в гарячекатаному стані з металу низьковуглецевих марок сталей типу 10 кп, 20 кп і ін., що дозволяє знизити зусилля при волочінні і формоутворенні заготовок гайки при холодному об'ємному штампуванні. Однак така гайка має низький клас міцності і не відповідає сучасним вимогам автомобілебудування, машинобудування та інших галузей промисловості, де застосовуються гайки класу міцності 8 і 9. Прототипом запропонованої корисної моделі, як найбільш близької за своєю технічної суттю і досягуваному результату, є гайка шестигранна по ГОСТ Р 52628-2006 (Гайки. Механические свойства и методы испытаний. ISO 898-2:1992, ISO 898-6:1994), виготовлена способом холодного або гарячого об'ємного штампування з вуглецевої сталі зі змістом вуглецю не більше 0,58 % і марганцю не менше 0,25 % класів міцності 8 і 9, що витримує напругу від пробного 2 навантаження без зриву різьби більше 800 і 900 Н/мм відповідно і має твердість не менше 170 HV. При цьому готові гайки класів міцності 8 і 9 допускається виготовляти і постачати без термічної обробки, тобто без загартування з окремого нагріву і відпуску. Недоліком відомої гайки класів міцності 8 і 9, виготовленої з вуглецевої сталі по цьому стандарту є її висока собівартість. При використанні середньовуглецевих сталей (вміст вуглецю 0,35…0,60 %), має місце висока вартість продукції, яка викликана необхідністю проведення енергоємної технологічної операції - сфероїдизуючого відпалу сировини. Використання низьковуглецевих сталей (вміст вуглецю менше 0,35 %) не дозволяє отримувати гайки підвищеного класу міцності без термічної обробки, що знижує їх споживчі властивості. Подальша термічна обробка цих гайок (загартування + відпуск) з окремого нагріву для формування необхідного класу міцності також є енергоємною технологічною операцією, що значно підвищує собівартість гайок. Крім того проведення гарту і відпустку гайок, крім енергетичних витрат, потребує наявності спеціального обладнання та додаткових витрат, пов'язаних із захистом металу гайок від окислення при нагріванні під загартування (860…950 °C), а також на очищення їх поверхні після термічного оброблення. Виробництво відомої гайки класу міцності 8 і 9 з середньовуглецевої сталі з додатковим відпалом вихідного прокату, або з низьковуглецевої сталі з загартуванням і відпуском готових виробів характеризується підвищеними енергоємністю процесу виготовлення, підвищеною витратою металу, пов'язаним з утворенням окалини, а також підвищеною витратою інструменту. Пропонована корисна модель вирішує задачу забезпечення виробництва високоміцної гайки з рядових низьковуглецевих марок сталей без загартування готових виробів, зниження витрати 1 UA 77830 U 5 10 15 20 25 30 35 40 45 50 55 60 металу і зусилля штамповки (зниження енергоємності та трудомісткості процесу), а також підвищення стійкості інструменту. Поставлена задача вирішується тим, що пропонована гайка, переважно шестигранна з низьковуглецевої сталі, яка витримує напругу від пробного навантаження без зриву різьби 2 більше 800 Н/мм і має твердість не менше 170 HV (класу міцності 8 і 9), виконана з круглого прокату, підданого перерваному загартуванню з самовідпуском при виготовленні на 2 металургійному переділі і має межу текучості не менше 360 Н/мм , тимчасовий опір розриву не 2 менше 480 Н/мм , відносне подовження (5) не менше 28 %, відносне звуження не менше 60 %, виготовленого із сталі, що містить 0,15…0,35 % вуглецю і 0,5…1,6 % марганцю, решта залізо і неминучі домішки, при величині вуглецевого еквіваленту (Секв) не менше 0,23 %, визначуваного по формулі: Секв = С + Мn/20, де: С і Мn - масова частка вуглецю і марганцю у %. Процес отримання гайки включає холодну пластичну деформацію прокату калібруванням або волочінням для отримання заданого діаметра заготовки, подальшу холодну об'ємну штамповку за шість переходів на шестипозиційному пресі та формування різьби, без здійснення загартування готових виробів. При цьому формування різьби здійснюють шляхом нарізування або видавлюванням (накаткою). Процес отримання додатково може включати фінішну операцію деформаційного старіння (відпуску) готового виробу шляхом нагрівання до температур від 150 до 500 °C. Гайка може бути виготовлена з нанесенням захисного покриття на поверхню. Операція нанесення захисного покриття (цинкового, оксидного), може бути суміщена з операцією деформаційного старіння і виконуватися в одному технологічному процесі. Технічним результатом пропонованої корисної моделі є забезпечення виробництва високоміцної гайки з рядових низьковуглецевих марок сталей без загартування готових виробів, зниження витрати металу та зусилля штампування (зниження енергоємності та трудомісткості процесу), а також підвищення стійкості інструменту. Досягнення зазначеного технічного результату забезпечується набором відмінних ознак, а саме тим, що гайка, переважно шестигранна з низьковуглецевої сталі, яка витримує напругу від 2 пробного навантаження без зриву різьби більше 800 Н/мм і має твердість не менше 170 HV, тобто класу міцності 8 і 9, виконана з круглого прокату, підданого перерваному загартуванню з самовідпуском при виготовленні на металургійному переділі, що має межу текучості не менше 2 2 360 Н/мм , тимчасовий опір розриву не менше 480 Н/мм , відносне подовження (5) не менше 28 %, відносне звуження не менше 60 %. Цей прокат виготовлений з низьковуглецевої сталі, що містить 0,15…0,35 % вуглецю і 0,5…1,6 % марганцю, інше залізо і неминучі домішки, при величині вуглецевого еквіваленту (Секв) не менше 0,23 %, що визначається за формулою: Секв = С + Мn/20, де: С, Мn - масова частка вуглецю і марганцю у %. Технологічний процес отримання гайки включає холодну пластичну деформацію прокату калібруванням або волочінням, наступне холодне об'ємне штампування за шість переходів і формування різьби шляхом нарізки або видавлювання (накаткою), без здійснення загартування готових виробів. Додатково процес отримання гайки може включати фінішну операцію деформаційного старіння (відпуску) готових виробів шляхом нагрівання до температур від 150 до 500 °C і витримки протягом від 0,25 до 1 години. Також гайка може бути виготовлена з нанесенням захисного покриття поверхні, що може бути здійснено в процесі деформаційного старіння. Всі відмітні ознаки корисної моделі, яка заявляється, взаємопов'язані і сприяють забезпеченню вимог нормативної документації за властивостями гайки (клас міцності, напруга від пробного навантаження без зриву різьби, твердість) і досягненню поставленої задачі. Так, якщо гайка виконана з круглого прокату, підданого перерваному загартуванню з самовідпуском при виготовленні на металургійному переділі, що має межу текучості не менше 2 2 360 Н/мм , тимчасовий опір розриву не менше 480 Н/мм , відносне подовження (5) менше 28 %, відносне звуження () не менше 60 %, то вже в самій вихідній сировині закладені більш високі механічні властивості, які успадковуються готовою продукцією і відпадає необхідність в загартуванні гайки. Застосування прокату з межею текучості менше 360 Н/мм і тимчасовим опором розриву менше 480 Н/мм не забезпечує необхідних властивостей одержуваної гайки. Прокат з вказаними властивостями, незважаючи на підвищену міцність в порівнянні з відпаленим або гарячекатаним прокатом, залишається досить пластичним (5≥28 %, ≥60 %) і при холодному штампуванню гайки на шестипозиційному пресі, що дозволяє знизити значення одиничної деформації, на готової продукції не утворюються тріщини. Якщо характеристики пластичності прокату - відносне подовження (5) буде менше 28 %, а відносне звуження () буде менш 60 %, то при штампуванні гайки можуть утворюватися тріщини, що є бракувальною ознакою. Застосування прокату із сталі з вмістом вуглецю менш 0,15 % і марганцю менш як 0,5 % не забезпечує міцність гайки на рівні класу 8 через недостатню кількість перлітною 2 UA 77830 U 5 10 15 20 25 30 35 40 45 50 55 60 складової в структурі металу. Застосування прокату із сталі з вмістом вуглецю більш 0,35 % і марганцю понад 1,6 %, ускладнює виготовлення гайки і призведе до необхідності перед холодним об'ємним штампуванням сировину (прокат) піддавати сфероїдизуючому відпалу для перекладу підвищеної кількості перліту з пластинчастої в глобулярну форму і наступному травленню, що збільшує собівартість виробництва і енерговитрати. Сумарний вплив вуглецю та марганцю, як основних легуючих елементів у рядових низьковуглецевих сталях, що підвищують міцність і твердість виробів побічно оцінюється через показник вуглецевого еквіваленту (Секв), який визначається за наведеною формулою. При цьому технічний результат досягається в тому випадку, коли величина вуглецевого еквіваленту становить не менше 0,23 %. При величині менше 0,23 % кінцеві властивості гайки не будуть відповідати класу 8. У сталі як неминучі домішки можуть бути присутніми один або кілька легуючих елементів з групи кремній, хром, мідь, молібден, ванадій, нікель в незначних кількостях, які спеціально в сталь не вводяться, а потрапляють з брухту під час виплавки. Ці елементи також сприяють підвищенню класу міцності і твердості гайки за рахунок зміцнення твердого розчину і збільшення частки карбідів. Процес отримання гайки з прокату підвищеної міцності включає кілька поетапних технологічних операцій, які також сприяють досягненню поставленої задачі. Холодна пластична деформація прокату калібруванням або волочінням для отримання круглої заготовки необхідного діаметра призводить до підвищення міцності і твердості заготовки. Подальше холодне об'ємне штампування, крім формоутворення виробу, також призводить до підвищення міцності і твердості металу, чого не відбувається при застосуванні гарячого об'ємного штампування. Проведення операції штампування за шість переходів сприяє перерозподілу зусиль деформування, зменшує втрати металу та підвищує стійкість інструменту. Формування різьби переважно здійснюють шляхом видавлювання (накатки), що по порівнянню з нарізкою, також сприяє економії металу (зниження втрат). Поєднання застосовуваного прокату і заявлених операцій виготовлення сприяє отриманню гайки класу 8 і 9 без здійснення загартування готових виробів. Тобто необхідні властивості гайки формуються в технологічному циклі її виготовлення, що виключає необхідність проведення операції термічного зміцнення (загартування). Крім того вилучення високотемпературних нагрівів і різких охолоджень (загартування) готових гайок усуває причини виникнення поверхневих дефектів, обезвуглецевлювання різьби, виникнення поверхневого шару окалини, а також забезпечує отримання необхідної точності і міцності різьби. Виготовлення гайки з використанням фінішної операції деформаційного старіння (відпуску) готового виробу шляхом нагрівання до температур від 150 до 500 °C сприяє додатковому приросту міцності і твердості. Проведення деформаційного старіння при температурі менш 150 °C не забезпечує помітного приросту міцності, а при температурі понад 500 °C викликає різке зниження міцності різьби гайки, що призводить до невиконання заявлених параметрів щодо вимоги стандарту на продукцію. Виконання захисного покриття підвищує споживчі властивості гайки, а поєднання технологічної операції нанесення покриття з операцією деформаційного старіння сприяє зниженню енерговитрат за рахунок вилучення проведення кожної операції окремо. Температурні режими нанесення покриттів (оксидування, термодифузійне і гаряче оцинкування), обумовлюються параметрами, властивими кожному способу та лежать в інтервалі температур 150…500 °C. Порівняльний аналіз пропонованої корисної моделі з прототипом дозволяє зробити висновок, що заявлювана гайка відрізняється від відомої тим, що отримання високих значень міцності досягається шляхом використання прокату з певними механічними властивостями, виготовленого з рядової низьковуглецевої сталі певного складу, а також визначеним набором операцій виготовлення, що виключає необхідність нагрівати гайку під загартування, а також проводити цю технологічну операцію. Додатковий приріст властивостей міцності забезпечується проведенням фінішної технологічної операції - деформаційного старіння, яка аналогічна операції відпустку гайки, застосованого в прототипі. Поєднання операцій деформаційного старіння і нанесення захисних покриттів сприяє додатковому зниженню собівартості гайки і економії енергоресурсів. Приклад виготовлення гайки В умовах металургійного виробництва виготовили катанку діаметром 14,5 мм зі сталі марки 16Г2, 20Г2, 20 і 35, яку піддали термічному зміцненню з температури кінця прокатки шляхом перерваного загартування з самовідпуском, змотуванню в моток і подальшому охолоджені на повітрі. В умовах метизного виробництва катанку переробляли на гайку розміром М121,75 мм. Перед переробкою з поверхні катанки видаляли окалину одним з відомих способів (піддавали травленню, механічним способом), при необхідності проводили нанесення змащувального шару 3 UA 77830 U 5 10 15 20 на поверхню катанки (фосфатування). При перетягуванні катанки на волочильному стані АЗТМ 1/750 на заготовку діаметром, необхідним для виготовлення гайки, використовували однократне калібрування на діаметр 14,0 мм (ступінь деформації 6,8 %). Виготовлення шестигранної гайки М12 по ГОСТ 5927 проводили на холодновисадочному шестипозиційному автоматичному пресі. Після виготовлення частину гайок піддавали деформаційному старінню (відпуску) в інтервалі температур 150…500 °C протягом 1 години і механічним випробуванням. Випробування гайок пробним навантаженням проводили згідно з п. 8.1 ГОСТ Р 52628 шляхом осьового розтягу за допомогою машини FP-100/1. Окремо визначали навантаження, при якому відбувається зрив різьби гайки (випробування до руйнування гайки). Визначення твердості по Віккерсу (ГОСТ 2999) при навантаженні 30HV здійснювали згідно з п. 8.2 ГОСТ Р 52628. Результати випробування виробництва гайок наведені в таблиці. Результати свідчать про те, що запропоноване технічне рішення забезпечує виробництво гайки класу міцності 8 та 9 з рядових низьковуглецевих та низьколегованих сталей без загартування готових виробів при пониженій витраті металу і підвищеній стійкості інструменту. Відсутність операції загартування побічно вказує на зниженні енерговитрат. Гайки характеризуються підвищеними споживчими властивостями, а також мають більш низьку собівартість за рахунок застосування дешевих марок сталі та скорочення витрат на вихідний прокат і термічну обробку (виключені операції відпалу сировини та/або нагріву гайки під загартування). Гайки класів міцності 8 і 9 по ГОСТ Р 52628-2006 можуть широко застосовуватися у машинобудуванні, автомобілебудуванні та інших галузях. Таблиця Марка і склад сталі, властивості вихідного прокату, параметри виробництва, механічні властивості, можливе захисне покриття і клас міцності гайки Механічні властивості прокату Механічні властивості гайки ЗагальЗагальна Наванний Можливе Клас № Марка С, Мn, Секв, витрата таженкоеф. захисне міцТем-ра Напруга п/п сталі % % % пуання Тверпокриття ності старіння зриву т, в, витрати сонів, зриву дість, 2 2 (відпуску), різьби, Н/мм Н/мм металу шт/т різьб2 30HV °C Н/мм лення, КН *) 1 40 0,38 0,70 0,42 1,347 21,0 450 76,3 905 286 8 2 16Г2 0,14 1,42 0,21 350 470 1,126 16,2 70,2 832 225 6 3 16Г2 0,15 1,60 0,23 360 480 1,126 16,2 150 74,8 887 248 оксидн. 8 **) 4 16Г2 0,15 1,60 0,23 360 480 1,105 16,2 300 75,5 895 265 ТД цинк. 8 5 20Г2 0,21 1,39 0,28 450 560 1,126 18,7 150 82,8 982 286 оксидн. 9 **) 6 20Г2 0,21 1,39 0,28 450 560 1,105 18,7 300 89,5 1062 323 ТД цинк. 10 7 20Г2 0,21 1,39 0,28 450 560 1,126 18,7 450 84,2 999 282 гор.цинк. 9 8 20Г2 0,21 1,39 0,28 450 560 1,126 18,7 500 78,6 932 272 гор.цинк. 8 9 20 0,20 0,66 0,23 405 540 1,126 16,9 75,1 890 852 8 10 35 0,35 0,68 0,38 380 525 1,126 16,5 390 81,0 961 288 ТД цинк. 9 *) - За прототипом - виготовлення на чотирипозиційному пресі при відпалі катанки і термічному зміцненню (гарт + відпуск) гайки, тобто три технологічні операції пов'язаних з нагріванням; **) - формування різьбинакаткою (видавлювання). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Гайка, переважно шестигранна з низьковуглецевої сталі, яка витримує напругу від пробного 2 навантаження без зриву різьби більше 800 Н/мм і має твердість не менше 170 HV, яка відрізняється тим, що виконана з круглого прокату, підданого перерваному гартуванню з самовідпуском при виготовленні на металургійному переділі, що має межу текучості не менше 2 2 360 Н/мм , тимчасовий опір розриву не менше 480 Н/мм , відносне подовження (δ5) не менше 4 UA 77830 U 5 10 15 28 %, відносне звуження не менше 60 %, виготовленого із сталі, що містить 0,15...0,35 % вуглецю і 0,5...1,6 % марганцю, решта залізо і неминучі домішки, при величині вуглецевого еквіваленту (Секв) не менше 0,23 %, визначеного за формулою: Секв С Mn / 20 , де: С , Mn масова частка вуглецю і марганцю у %. 2. Гайка за п. 1, яка відрізняється тим, що процес її отримання включає холодну пластичну деформацію прокату калібруванням або волочінням, подальше холодне об'ємне штампування за шість переходів на шестипозиційному пресі та формування різьби шляхом нарізки або видавлювання (накатки), без здійснення загартування готових виробів; 3. Гайка за пп. 1 і 2, яка відрізняється тим, що процес її отримання додатково може включати фінішну операцію деформаційного старіння (відпуску) готового виробу шляхом нагрівання до температур від 150 до 500 °C. 4. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні. 5. Гайка за пп. 1 і 4, яка відрізняється тим, що виготовлена з нанесенням захисного покриття в процесі деформаційного старіння. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюNut
Автори англійськоюSemenov Oleksandr Anatoliiovych, Ivchenko Oleksandr Vasyliovych
Назва патенту російськоюГайка
Автори російськоюСеменов Александр Анатолиевич, Ивченко Александр Васильевич
МПК / Мітки
МПК: F16B 37/00, C22C 38/04
Мітки: гайка
Код посилання
<a href="https://ua.patents.su/7-77830-gajjka.html" target="_blank" rel="follow" title="База патентів України">Гайка</a>
Гайка
Номер патенту: 60509
Опубліковано: 25.06.2011
Автори: Місяць Володимир Петрович, Піпа Борис Федорович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що виконана у вигляді суцільної деталі, що містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна на іншій співвісно, всередині яких виконана різьба, яка відрізняється тим, що різьба допоміжної циліндричної частини має діаметр, менший діаметра різьби робочої частини.
Гайка
Номер патенту: 52459
Опубліковано: 25.08.2010
Автори: Хомяк Олег Миколайович, Марченко Анатолій Іванович, Піпа Борис Федорович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що виконана у вигляді суцільної деталі і містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна над одною співвісно, всередині яких міститься різьба, яка відрізняється тим, що додатково обладнана гільзовою пружиною, надітою на допоміжну циліндричну частину, причому остання має щонайменше чотири радіальні пази, розташовані в зоні гільзової пружини.
Гайка
Номер патенту: 50508
Опубліковано: 10.06.2010
Автори: Піпа Борис Федорович, Марченко Анатолій Іванович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна над іншою співвісно, всередині яких виконана різьба, яка відрізняється тим, що додатково містить щонайменше два стальні пружинні розрізні кільця, допоміжна циліндрична частина має щонайменше чотири радіальні пази, рівномірно розташовані по всій її довжині, та охоплена стальними розрізними кільцями.
Стопорна гайка

Номер патенту: 58242
Опубліковано: 15.07.2003
Автор: Дегтяр Володимир Федорович
МПК: F16B 37/00
Формула / Реферат:
Стопорна гайка, яка містить корпус із внутрішньою різзю та місцями під ключ, яка відрізняється тим, що корпус гайки має з боку отвір під шплінт.
Гайка з обмеженим моментом затягування
Номер патенту: 59006
Опубліковано: 15.08.2003
Автори: Хрипун Олег Романович, Ветчинкін Андрій Євгенійович, Стрілець Володимир Миколайович
МПК: F16B 37/00
Мітки: обмеженим, моментом, затягування, гайка
Формула / Реферат:
1. Гайка з обмеженим моментом затягування, яка містить нарізний корпус, охоплюючу втулку та тарілчасту пружину, яка відрізняється тим, що на нарізній поверхні нарізного корпуса зі сторони опорної поверхні виконані кільцеві канавки з кроком р1 = (1,2..1,3)Р, шириною b = (0,2...0,4)Р та діаметрами: d1 = 1,34d, d2 = 1,22d, d3 = 1,15d, d4 = 1,11d, де: P - крок різі; d - зовнішній діаметр різі; d1, d2, d3 і d4 - діаметри, відповідно першої,...
Попередній патент: Спосіб дегазації підроблюваного вуглепородного масиву
Наступний патент: Алюмінієвий сплав
Випадковий патент: Спосіб профілактики розвитку вісцеропарієтальних зрощень при гострих гнійно-деструктивних захворюваннях легень у дітей