Спосіб виготовлення гіпсокартонного облицювального листа та пристрій для його виготовлення
Номер патенту: 78703
Опубліковано: 25.04.2007
Автори: Каллє Брюно, Лоран Жан-Луї, Рігодон Мішель, Жаллон Поль
Формула / Реферат
1. Спосіб виготовлення гіпсокартонного облицювального листа, що включає в себе наступні операції:
подачу здатного до гідратації сульфату кальцію і води в перший змішувач (2);
подачу здатного до гідратації сульфату кальцію і води у другий змішувач (3), при цьому дані перші операції подачі виконують незалежно одна від одної;
подачу облицювання (5);
приготування першого гіпсового розчину в першому змішувачі (2);
приготування другого гіпсового розчину у другому змішувачі (3);
нанесення першого гіпсового розчину на облицювання (5) і утворення сирого поверхневого шару (23);
нанесення другого гіпсового розчину на сирий поверхневий шар (23) і утворення сирого серцевинного шару (33), що має склад, який відрізняється від складу сирого поверхневого шару;
приготування третього гіпсового розчину в третьому змішувачі (4), в який здатний до гідратації сульфат кальцію і воду подають незалежно від двох інших змішувачів, при цьому вказані перший і третій гіпсові розчини приготовляють в окремих змішувачах (2, 4);
утворення другого сирого поверхневого шару (43) з щільністю, що перевищує щільність сирого серцевинного шару (33);
формування сирого гіпсокартонного облицювального лиcта (9); гідратацію і сушіння гіпсокартонного облицювального листа.
2. Спосіб за п. 1, який відрізняється тим, що він додатково включає в себе стадію нанесення другого сирого поверхневого шару (43) на сирий серцевинний шар (33).
3. Спосіб за п. 1 або 2, який відрізняється тим, що він додатково включає в себе перед стадією утворення другого поверхневого шару стадію, що включає в себе подачу другого облицювання (7); нанесення третього гіпсового розчину на друге облицювання (7).
4. Спосіб за п. 3, який відрізняється тим, що третій гіпсовий розчин наносять зверху другого облицювання (7), причому спосіб додатково включає в себе після стадії нанесення третього гіпсового розчину стадію перевертання другого облицювання.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що сирий поверхневий шар (23) має щільність, яка відрізняється від щільності сирого серцевинного шару (33).
6. Спосіб за п. 5, який відрізняється тим, що сирий поверхневий шар (23) має щільність, яка вище щільності сирого серцевинного шару (33).
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що стадія утворення шару включає в себе операцію розподілу гіпсового розчину.
8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що сирий поверхневий шар (23, 43) має щільність від 1,2 до 2.
9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що сирий серцевинний шар має щільність від 1 до 1,2.
10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що поверхневий шар має щільність від 0,8 до 1,2 після сушіння.
11. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що серцевинний шар має щільність від 0,6 до 1,2 після сушіння.
12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що відношення щільності поверхневого шару до щільності серцевинного шару складає від 1 до 1,5 після сушіння.
13. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що поверхневий шар має кількість крохмалю, що складає менше 15 г/м2 після сушіння.
14. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що поверхневий шар має товщину від 0,1 до 0,5 мм після формування листа.
15. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що використовують облицювання, виготовлене з картону або на основі скловолокна.
16. Пристрій для виготовлення гіпсокартонного облицювального листа, що містить засоби для подачі облицювання;
перший змішувач (2) для приготування першого гіпсового розчину, в який подають здатний до гідратації сульфат кальцію і воду;
засоби (21) для нанесення першого гіпсового розчину на облицювання (5);
засоби (21, 24) для утворення сирого поверхневого шару на облицюванні;
другий змішувач (3) для приготування другого гіпсового розчину, в який подають здатний до гідратації сульфат кальцію і воду, при цьому подачу здатного до гідратації сульфату кальцію і води у вказані перший і другий змішувачі здійснюють в кожний змішувач незалежно від іншого;
засоби (31) для нанесення другого гіпсового розчину на сирий поверхневий шар;
засоби (31, 34) для утворення сирого серцевинного шару на сирому поверхневому шарі;
третій змішувач (4) для приготування третього гіпсового розчину, в який здатний до гідратації сульфат кальцію і воду подають незалежно від двох інших змішувачів;
засоби (46) для подачі другого облицювання (7);
засоби (41, 44) для утворення другого сирого поверхневого шару;
засоби (8) для формування гіпсокартонного облицювального листа.
17. Пристрій за п. 16, який відрізняється тим, що він додатково містить засоби для нанесення третього гіпсового розчину поверх другого облицювання.
18. Пристрій за п. 17, який відрізняється тим, що він містить засоби (46) для перевертання другого облицювання.
19. Пристрій за будь-яким із пп. 16-18, який відрізняється тим, що він додатково містить засоби (41) для нанесення другого сирого поверхневого шару на сирий серцевинний шар.
20. Пристрій за будь-яким із пп. 16-19, який відрізняється тим, що він містить засоби для переміщення облицювання і сирих шарів.
21. Пристрій за п. 20, який відрізняється тим, що зона нанесення першого гіпсового розчину, засобу (21) для утворення першого сирого поверхневого шару, зона нанесення другого гіпсового розчину і засобу (31) для утворення сирого серцевинного шару розташовані послідовно вздовж напряму переміщення, при цьому засоби для утворення першого сирого поверхневого шару є першими в лінії.
22. Пристрій за будь-яким із пп. 16-21, який відрізняється тим, що відстань між змішувачем (2, 3, 4) і відповідною зоною нанесення гіпсового розчину складає менше 1,5 метра.
23. Пристрій за будь-яким із пп. 16-22, який відрізняється тим, що він містить схему (11) живлення для подачі щонайменше здатного до гідратації сульфату кальцію у бік змішувачів, при цьому щонайменше частина вказаної схеми є спільною для змішувачів.
24. Пристрій за будь-яким із пп. 16-23, який відрізняється тим, що він додатково містить засоби (8) для "калібрування" сирого шару гіпсу.
25. Пристрій за будь-яким із пп. 16-24, який відрізняється тим, що він додатково містить установку для гідратації і установку для сушіння одержаного гіпсокартонного облицювального листа.
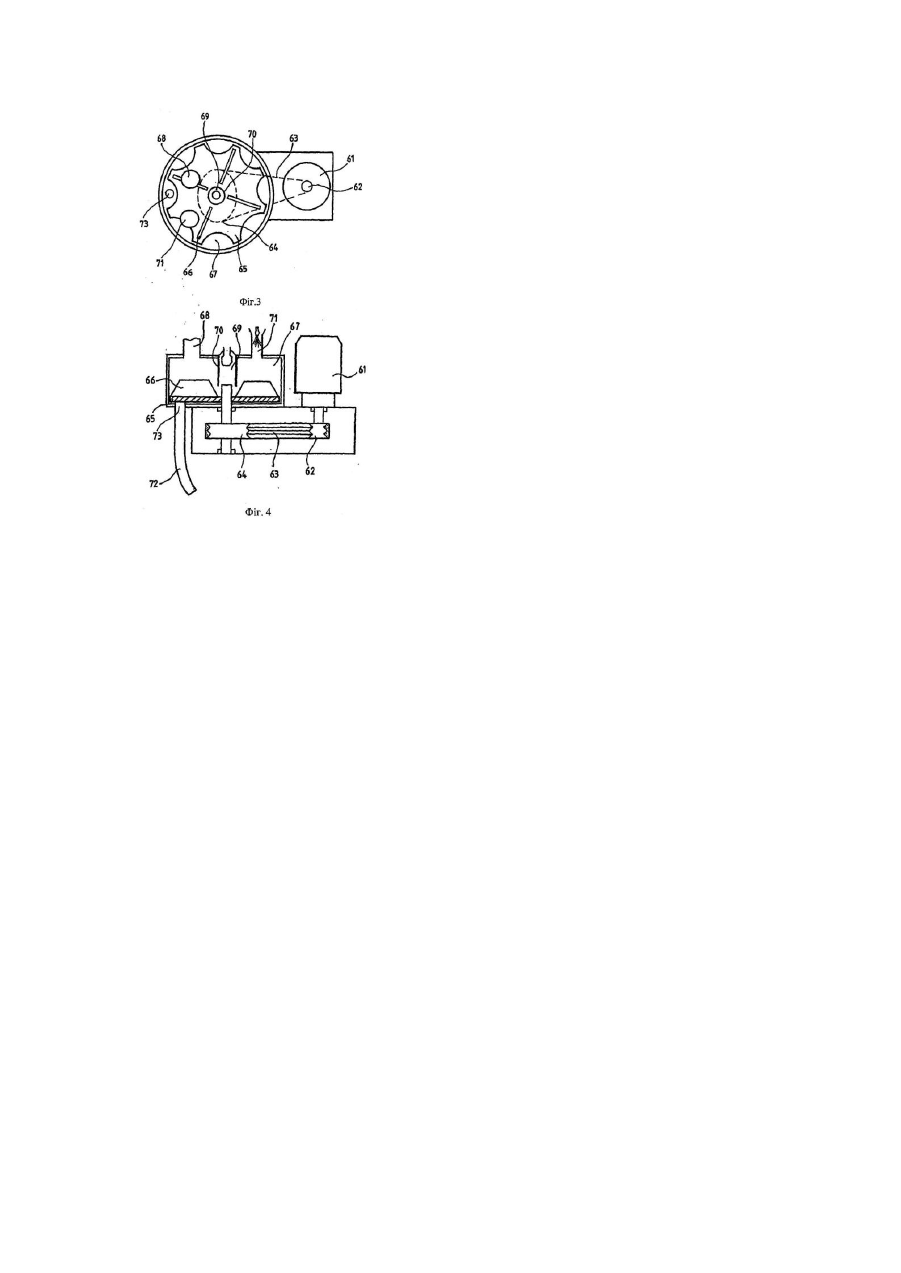
26. Пристрій за будь-яким із пп. 16-25, який відрізняється тим, що щонайменше змішувач для приготування першого розчину містить ротор (65), що обертається в змішувальній камері (67); засоби (69, 70) для подачі води поруч з віссю ротора; канал (73) для випуску гіпсового розчину, який з'єднується із засобами (72) для нанесення відповідного гіпсового розчину.
27. Пристрій за будь-яким із пп. 16-26, який відрізняється тим, що кожний змішувач має засоби (69, 70) для подачі в нього води; засоби для подачі в нього домішок; незалежні засоби (25, 35, 45) для регулювання випуску із засобів для подачі води або засобів для подачі домішок.
Текст
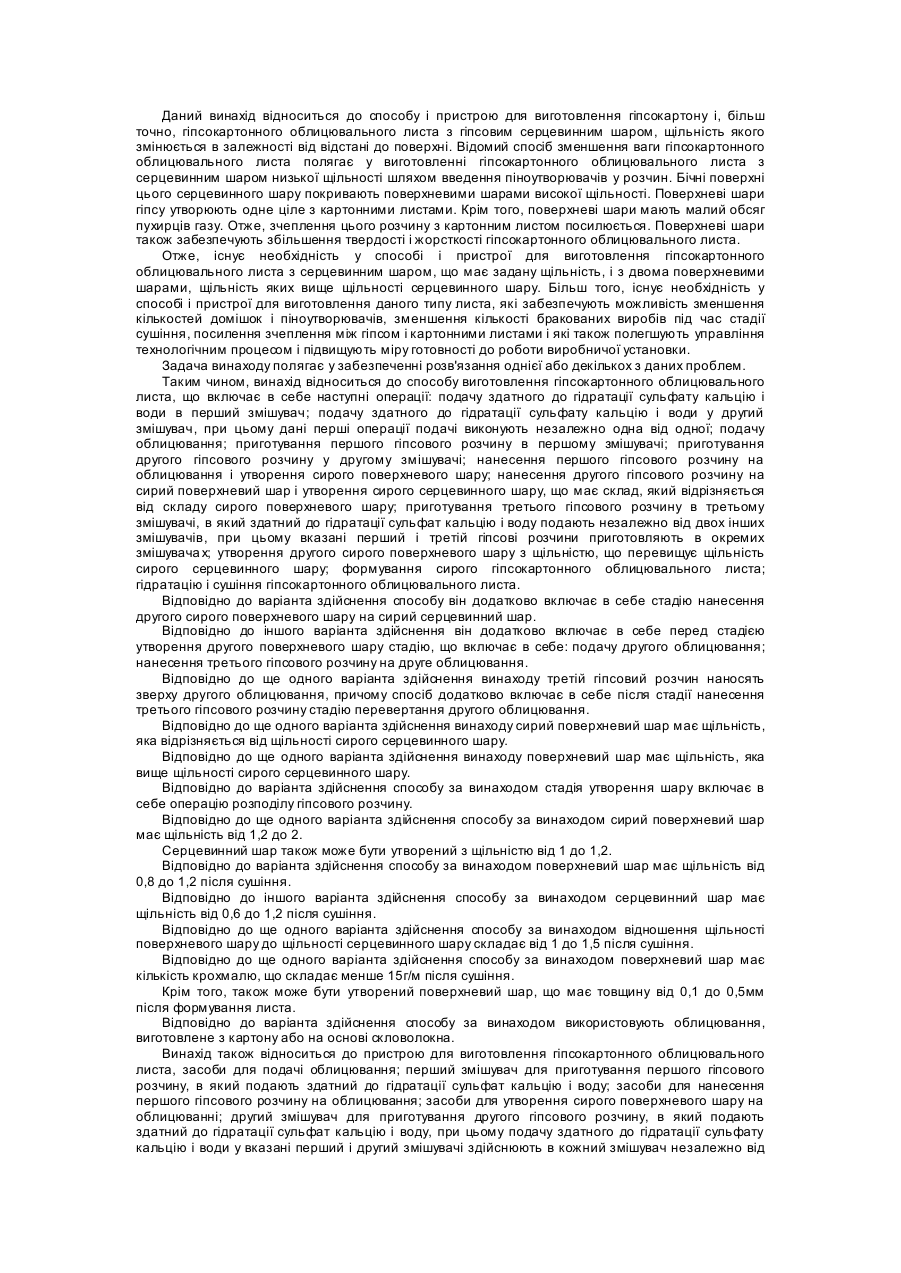
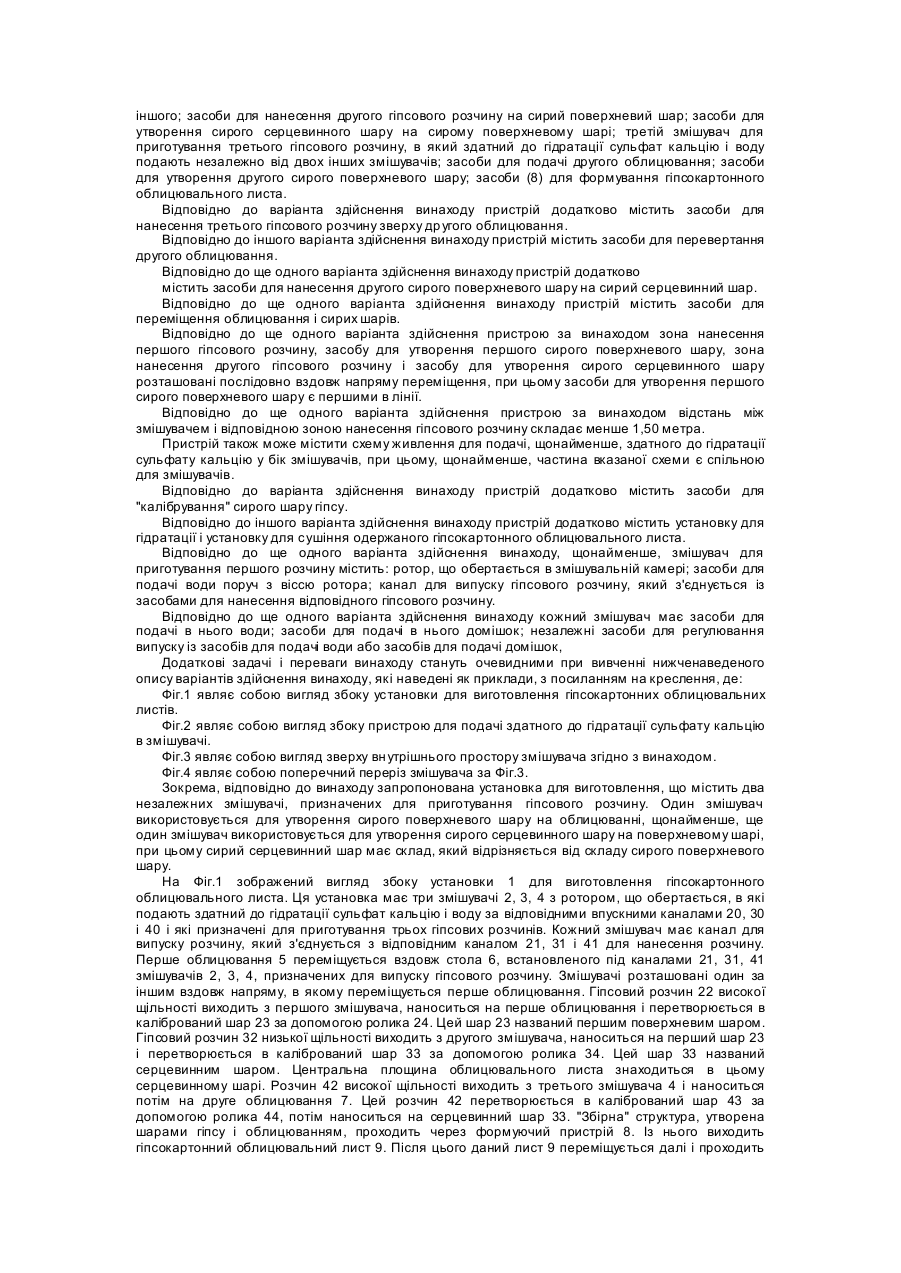
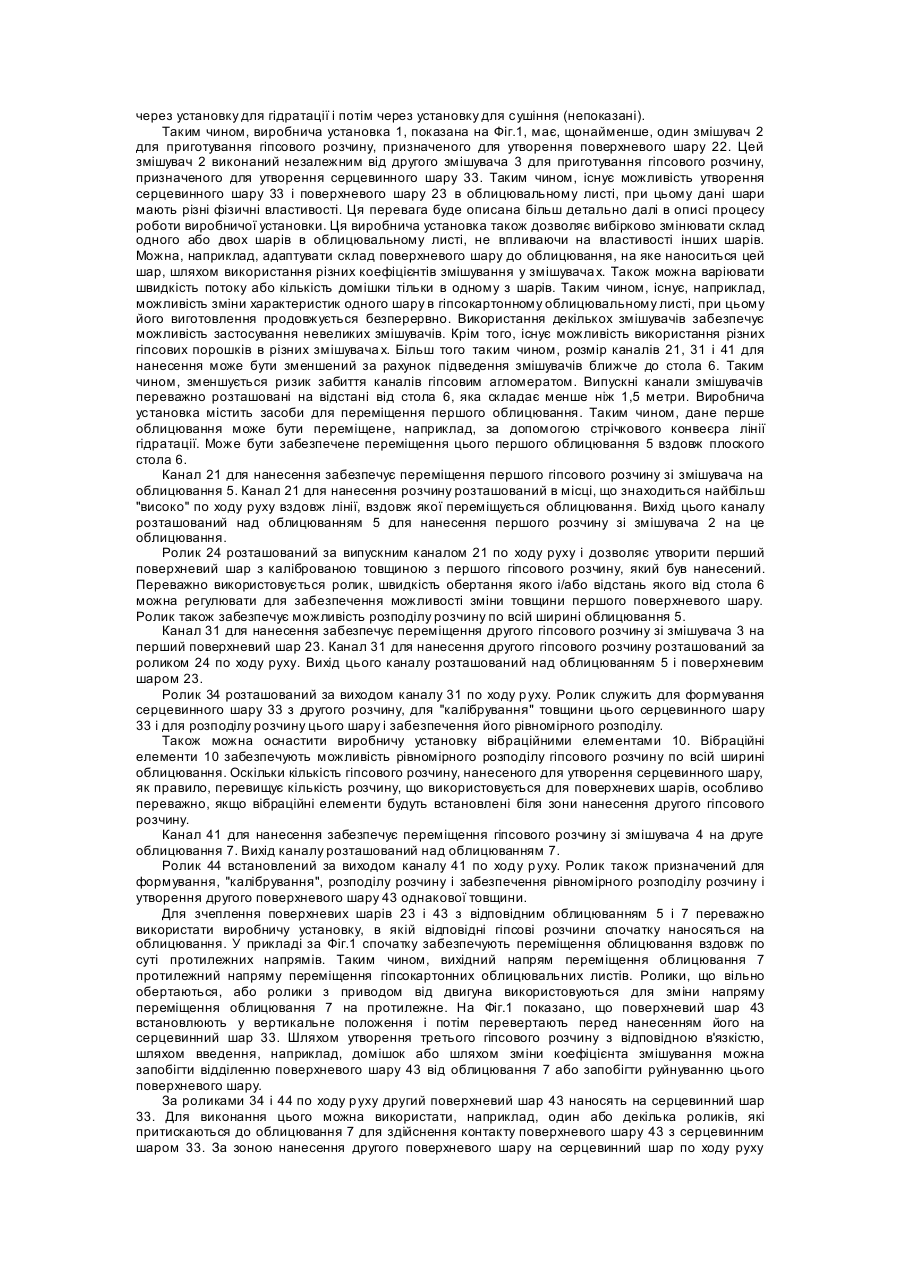
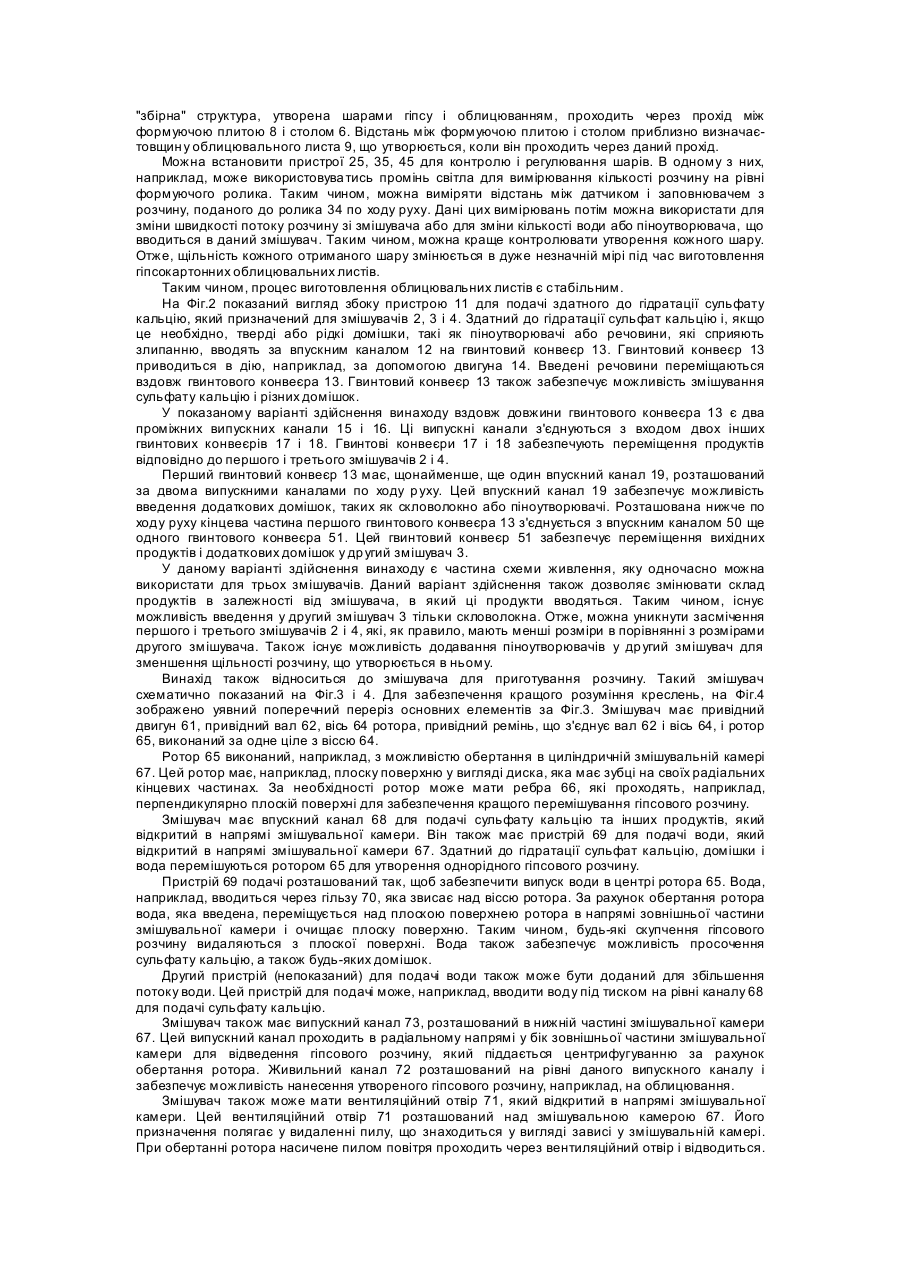
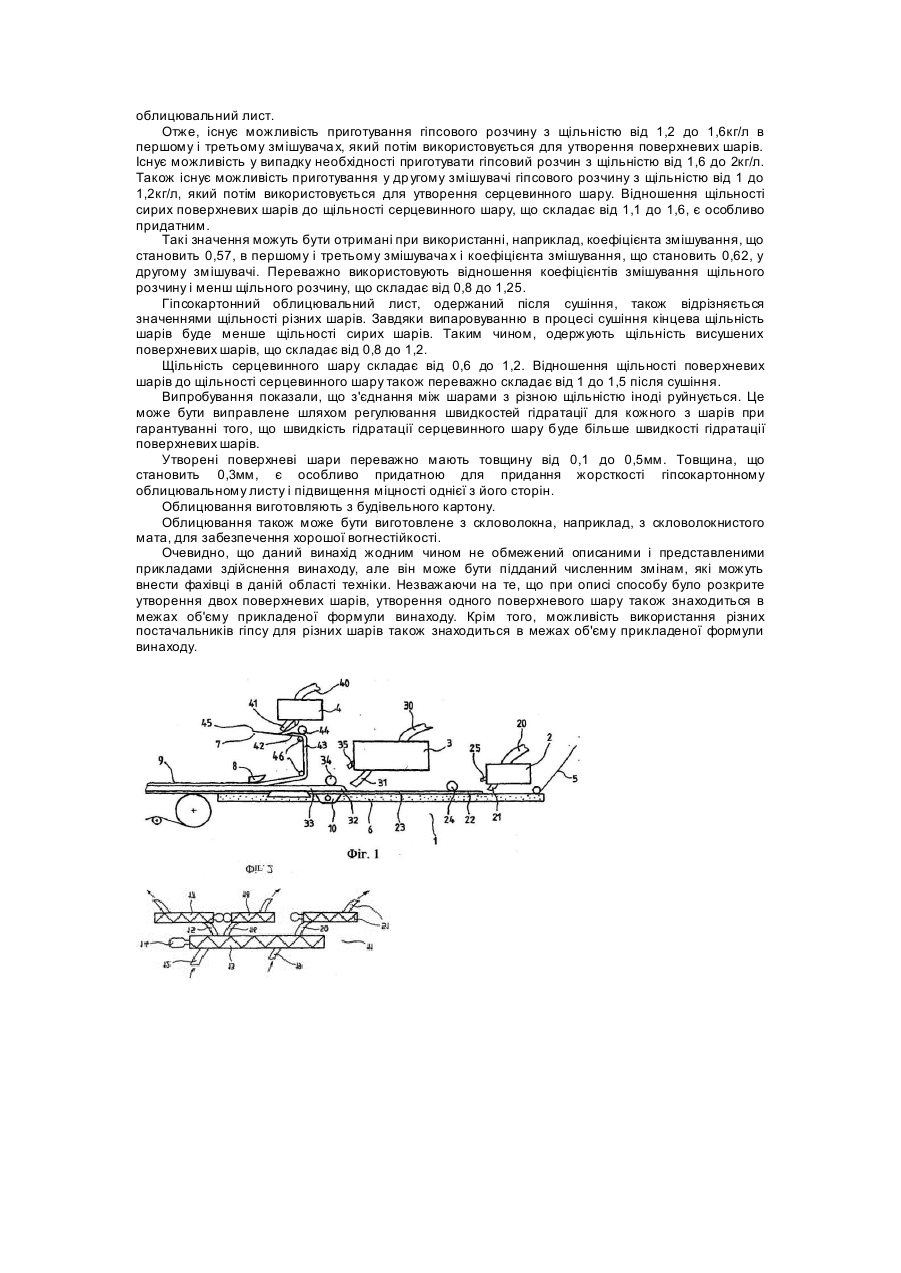
Даний винахід відноситься до способу і пристрою для виготовлення гіпсокартону і, більш точно, гіпсокартонного облицювального листа з гіпсовим серцевинним шаром, щільність якого змінюється в залежності від відстані до поверхні. Відомий спосіб зменшення ваги гіпсокартонного облицювального листа полягає у виготовленні гіпсокартонного облицювального листа з серцевинним шаром низької щільності шляхом введення піноутворювачів у розчин. Бічні поверхні цього серцевинного шару покривають поверхневими шарами високої щільності. Поверхневі шари гіпсу утворюють одне ціле з картонними листами. Крім того, поверхневі шари мають малий обсяг пухирців газу. Отже, зчеплення цього розчину з картонним листом посилюється. Поверхневі шари також забезпечують збільшення твердості і жорсткості гіпсокартонного облицювального листа. Отже, існує необхідність у способі і пристрої для виготовлення гіпсокартонного облицювального листа з серцевинним шаром, що має задану щільність, і з двома поверхневими шарами, щільність яких вище щільності серцевинного шару. Більш того, існує необхідність у способі і пристрої для виготовлення даного типу листа, які забезпечують можливість зменшення кількостей домішок і піноутворювачів, зменшення кількості бракованих виробів під час стадії сушіння, посилення зчеплення між гіпсом і картонними листами і які також полегшують управління технологічним процесом і підвищують міру готовності до роботи виробничої установки. Задача винаходу полягає у забезпеченні розв'язання однієї або декількох з даних проблем. Таким чином, винахід відноситься до способу виготовлення гіпсокартонного облицювального листа, що включає в себе наступні операції: подачу здатного до гідратації сульфату кальцію і води в перший змішувач; подачу здатного до гідратації сульфату кальцію і води у другий змішувач, при цьому дані перші операції подачі виконують незалежно одна від одної; подачу облицювання; приготування першого гіпсового розчину в першому змішувачі; приготування другого гіпсового розчину у другому змішувачі; нанесення першого гіпсового розчину на облицювання і утворення сирого поверхневого шару; нанесення другого гіпсового розчину на сирий поверхневий шар і утворення сирого серцевинного шару, що має склад, який відрізняється від складу сирого поверхневого шару; приготування третього гіпсового розчину в третьому змішувачі, в який здатний до гідратації сульфат кальцію і воду подають незалежно від двох інших змішувачів, при цьому вказані перший і третій гіпсові розчини приготовляють в окремих змішувача х; утворення другого сирого поверхневого шару з щільністю, що перевищує щільність сирого серцевинного шару; формування сирого гіпсокартонного облицювального листа; гідратацію і сушіння гіпсокартонного облицювального листа. Відповідно до варіанта здійснення способу він додатково включає в себе стадію нанесення другого сирого поверхневого шару на сирий серцевинний шар. Відповідно до іншого варіанта здійснення він додатково включає в себе перед стадією утворення другого поверхневого шару стадію, що включає в себе: подачу другого облицювання; нанесення третього гіпсового розчину на друге облицювання. Відповідно до ще одного варіанта здійснення винаходу третій гіпсовий розчин наносять зверху другого облицювання, причому спосіб додатково включає в себе після стадії нанесення третього гіпсового розчину стадію перевертання другого облицювання. Відповідно до ще одного варіанта здійснення винаходу сирий поверхневий шар має щільність, яка відрізняється від щільності сирого серцевинного шару. Відповідно до ще одного варіанта здійснення винаходу поверхневий шар має щільність, яка вище щільності сирого серцевинного шару. Відповідно до варіанта здійснення способу за винаходом стадія утворення шару включає в себе операцію розподілу гіпсового розчину. Відповідно до ще одного варіанта здійснення способу за винаходом сирий поверхневий шар має щільність від 1,2 до 2. Серцевинний шар також може бути утворений з щільністю від 1 до 1,2. Відповідно до варіанта здійснення способу за винаходом поверхневий шар має щільність від 0,8 до 1,2 після сушіння. Відповідно до іншого варіанта здійснення способу за винаходом серцевинний шар має щільність від 0,6 до 1,2 після сушіння. Відповідно до ще одного варіанта здійснення способу за винаходом відношення щільності поверхневого шару до щільності серцевинного шару складає від 1 до 1,5 після сушіння. Відповідно до ще одного варіанта здійснення способу за винаходом поверхневий шар має кількість крохмалю, що складає менше 15г/м після сушіння. Крім того, також може бути утворений поверхневий шар, що має товщину від 0,1 до 0,5мм після формування листа. Відповідно до варіанта здійснення способу за винаходом використовують облицювання, виготовлене з картону або на основі скловолокна. Винахід також відноситься до пристрою для виготовлення гіпсокартонного облицювального листа, засоби для подачі облицювання; перший змішувач для приготування першого гіпсового розчину, в який подають здатний до гідратації сульфат кальцію і воду; засоби для нанесення першого гіпсового розчину на облицювання; засоби для утворення сирого поверхневого шару на облицюванні; другий змішувач для приготування другого гіпсового розчину, в який подають здатний до гідратації сульфат кальцію і воду, при цьому подачу здатного до гідратації сульфату кальцію і води у вказані перший і другий змішувачі здійснюють в кожний змішувач незалежно від іншого; засоби для нанесення другого гіпсового розчину на сирий поверхневий шар; засоби для утворення сирого серцевинного шару на сирому поверхневому шарі; третій змішувач для приготування третього гіпсового розчину, в який здатний до гідратації сульфат кальцію і воду подають незалежно від двох інших змішувачів; засоби для подачі другого облицювання; засоби для утворення другого сирого поверхневого шару; засоби (8) для формування гіпсокартонного облицювального листа. Відповідно до варіанта здійснення винаходу пристрій додатково містить засоби для нанесення третього гіпсового розчину зверху др угого облицювання. Відповідно до іншого варіанта здійснення винаходу пристрій містить засоби для перевертання другого облицювання. Відповідно до ще одного варіанта здійснення винаходу пристрій додатково містить засоби для нанесення другого сирого поверхневого шару на сирий серцевинний шар. Відповідно до ще одного варіанта здійснення винаходу пристрій містить засоби для переміщення облицювання і сирих шарів. Відповідно до ще одного варіанта здійснення пристрою за винаходом зона нанесення першого гіпсового розчину, засобу для утворення першого сирого поверхневого шару, зона нанесення другого гіпсового розчину і засобу для утворення сирого серцевинного шару розташовані послідовно вздовж напряму переміщення, при цьому засоби для утворення першого сирого поверхневого шару є першими в лінії. Відповідно до ще одного варіанта здійснення пристрою за винаходом відстань між змішувачем і відповідною зоною нанесення гіпсового розчину складає менше 1,50 метра. Пристрій також може містити схему живлення для подачі, щонайменше, здатного до гідратації сульфату кальцію у бік змішувачів, при цьому, щонайменше, частина вказаної схеми є спільною для змішувачів. Відповідно до варіанта здійснення винаходу пристрій додатково містить засоби для "калібрування" сирого шару гіпсу. Відповідно до іншого варіанта здійснення винаходу пристрій додатково містить установку для гідратації і установку для сушіння одержаного гіпсокартонного облицювального листа. Відповідно до ще одного варіанта здійснення винаходу, щонайменше, змішувач для приготування першого розчину містить: ротор, що обертається в змішувальній камері; засоби для подачі води поруч з віссю ротора; канал для випуску гіпсового розчину, який з'єднується із засобами для нанесення відповідного гіпсового розчину. Відповідно до ще одного варіанта здійснення винаходу кожний змішувач має засоби для подачі в нього води; засоби для подачі в нього домішок; незалежні засоби для регулювання випуску із засобів для подачі води або засобів для подачі домішок, Додаткові задачі і переваги винаходу стануть очевидними при вивченні нижченаведеного опису варіантів здійснення винаходу, які наведені як приклади, з посиланням на креслення, де: Фіг.1 являє собою вигляд збоку установки для виготовлення гіпсокартонних облицювальних листів. Фіг.2 являє собою вигляд збоку пристрою для подачі здатного до гідратації сульфату кальцію в змішувачі. Фіг.3 являє собою вигляд зверху вн утрішнього простору змішувача згідно з винаходом. Фіг.4 являє собою поперечний переріз змішувача за Фіг.3. Зокрема, відповідно до винаходу запропонована установка для виготовлення, що містить два незалежних змішувачі, призначених для приготування гіпсового розчину. Один змішувач використовується для утворення сирого поверхневого шару на облицюванні, щонайменше, ще один змішувач використовується для утворення сирого серцевинного шару на поверхневому шарі, при цьому сирий серцевинний шар має склад, який відрізняється від складу сирого поверхневого шару. На Фіг.1 зображений вигляд збоку установки 1 для виготовлення гіпсокартонного облицювального листа. Ця установка має три змішувачі 2, 3, 4 з ротором, що обертається, в які подають здатний до гідратації сульфат кальцію і воду за відповідними впускними каналами 20, 30 і 40 і які призначені для приготування трьох гіпсових розчинів. Кожний змішувач має канал для випуску розчину, який з'єднується з відповідним каналом 21, 31 і 41 для нанесення розчину. Перше облицювання 5 переміщується вздовж стола 6, встановленого під каналами 21, 31, 41 змішувачів 2, 3, 4, призначених для випуску гіпсового розчину. Змішувачі розташовані один за іншим вздовж напряму, в якому переміщується перше облицювання. Гіпсовий розчин 22 високої щільності виходить з першого змішувача, наноситься на перше облицювання і перетворюється в калібрований шар 23 за допомогою ролика 24. Цей шар 23 названий першим поверхневим шаром. Гіпсовий розчин 32 низької щільності виходить з другого змішувача, наноситься на перший шар 23 і перетворюється в калібрований шар 33 за допомогою ролика 34. Цей шар 33 названий серцевинним шаром. Центральна площина облицювального листа знаходиться в цьому серцевинному шарі. Розчин 42 високої щільності виходить з третього змішувача 4 і наноситься потім на друге облицювання 7. Цей розчин 42 перетворюється в калібрований шар 43 за допомогою ролика 44, потім наноситься на серцевинний шар 33. "Збірна" структура, утворена шарами гіпсу і облицюванням, проходить через формуючий пристрій 8. Із нього виходить гіпсокартонний облицювальний лист 9. Після цього даний лист 9 переміщується далі і проходить через установку для гідратації і потім через установку для сушіння (непоказані). Таким чином, виробнича установка 1, показана на Фіг.1, має, щонайменше, один змішувач 2 для приготування гіпсового розчину, призначеного для утворення поверхневого шару 22. Цей змішувач 2 виконаний незалежним від другого змішувача 3 для приготування гіпсового розчину, призначеного для утворення серцевинного шару 33. Таким чином, існує можливість утворення серцевинного шару 33 і поверхневого шару 23 в облицювальному листі, при цьому дані шари мають різні фізичні властивості. Ця перевага буде описана більш детально далі в описі процесу роботи виробничої установки. Ця виробнича установка також дозволяє вибірково змінювати склад одного або двох шарів в облицювальному листі, не впливаючи на властивості інших шарів. Можна, наприклад, адаптувати склад поверхневого шару до облицювання, на яке наноситься цей шар, шляхом використання різних коефіцієнтів змішування у змішувача х. Також можна варіювати швидкість потоку або кількість домішки тільки в одному з шарів. Таким чином, існує, наприклад, можливість зміни характеристик одного шару в гіпсокартонному облицювальному листі, при цьому його виготовлення продовжується безперервно. Використання декількох змішувачів забезпечує можливість застосування невеликих змішувачів. Крім того, існує можливість використання різних гіпсових порошків в різних змішувача х. Більш того таким чином, розмір каналів 21, 31 і 41 для нанесення може бути зменшений за рахунок підведення змішувачів ближче до стола 6. Таким чином, зменшується ризик забиття каналів гіпсовим агломератом. Випускні канали змішувачів переважно розташовані на відстані від стола 6, яка складає менше ніж 1,5 метри. Виробнича установка містить засоби для переміщення першого облицювання. Таким чином, дане перше облицювання може бути переміщене, наприклад, за допомогою стрічкового конвеєра лінії гідратації. Може бути забезпечене переміщення цього першого облицювання 5 вздовж плоского стола 6. Канал 21 для нанесення забезпечує переміщення першого гіпсового розчину зі змішувача на облицювання 5. Канал 21 для нанесення розчину розташований в місці, що знаходиться найбільш "високо" по ходу руху вздовж лінії, вздовж якої переміщується облицювання. Вихід цього каналу розташований над облицюванням 5 для нанесення першого розчину зі змішувача 2 на це облицювання. Ролик 24 розташований за випускним каналом 21 по ходу руху і дозволяє утворити перший поверхневий шар з каліброваною товщиною з першого гіпсового розчину, який був нанесений. Переважно використовується ролик, швидкість обертання якого і/або відстань якого від стола 6 можна регулювати для забезпечення можливості зміни товщини першого поверхневого шару. Ролик також забезпечує можливість розподілу розчину по всій ширині облицювання 5. Канал 31 для нанесення забезпечує переміщення другого гіпсового розчину зі змішувача 3 на перший поверхневий шар 23. Канал 31 для нанесення другого гіпсового розчину розташований за роликом 24 по ходу руху. Вихід цього каналу розташований над облицюванням 5 і поверхневим шаром 23. Ролик 34 розташований за виходом каналу 31 по ходу р уху. Ролик служить для формування серцевинного шару 33 з другого розчину, для "калібрування" товщини цього серцевинного шару 33 і для розподілу розчину цього шару і забезпечення його рівномірного розподілу. Також можна оснастити виробничу установку вібраційними елементами 10. Вібраційні елементи 10 забезпечують можливість рівномірного розподілу гіпсового розчину по всій ширині облицювання. Оскільки кількість гіпсового розчину, нанесеного для утворення серцевинного шару, як правило, перевищує кількість розчину, що використовується для поверхневих шарів, особливо переважно, якщо вібраційні елементи будуть встановлені біля зони нанесення другого гіпсового розчину. Канал 41 для нанесення забезпечує переміщення гіпсового розчину зі змішувача 4 на друге облицювання 7. Вихід каналу розташований над облицюванням 7. Ролик 44 встановлений за виходом каналу 41 по ходу р уху. Ролик також призначений для формування, "калібрування", розподілу розчину і забезпечення рівномірного розподілу розчину і утворення другого поверхневого шару 43 однакової товщини. Для зчеплення поверхневих шарів 23 і 43 з відповідним облицюванням 5 і 7 переважно використати виробничу установку, в якій відповідні гіпсові розчини спочатку наносяться на облицювання. У прикладі за Фіг.1 спочатку забезпечують переміщення облицювання вздовж по суті протилежних напрямів. Таким чином, вихідний напрям переміщення облицювання 7 протилежний напряму переміщення гіпсокартонних облицювальних листів. Ролики, що вільно обертаються, або ролики з приводом від двигуна використовуються для зміни напряму переміщення облицювання 7 на протилежне. На Фіг.1 показано, що поверхневий шар 43 встановлюють у вертикальне положення і потім перевертають перед нанесенням його на серцевинний шар 33. Шляхом утворення третього гіпсового розчину з відповідною в'язкістю, шляхом введення, наприклад, домішок або шляхом зміни коефіцієнта змішування можна запобігти відділенню поверхневого шару 43 від облицювання 7 або запобігти руйнуванню цього поверхневого шару. За роликами 34 і 44 по ходу р уху другий поверхневий шар 43 наносять на серцевинний шар 33. Для виконання цього можна використати, наприклад, один або декілька роликів, які притискаються до облицювання 7 для здійснення контакту поверхневого шару 43 з серцевинним шаром 33. За зоною нанесення другого поверхневого шару на серцевинний шар по ходу руху "збірна" структура, утворена шарами гіпсу і облицюванням, проходить через прохід між формуючою плитою 8 і столом 6. Відстань між формуючою плитою і столом приблизно визначаєтовщин у облицювального листа 9, що утворюється, коли він проходить через даний прохід. Можна встановити пристрої 25, 35, 45 для контролю і регулювання шарів. В одному з них, наприклад, може використовува тись промінь світла для вимірювання кількості розчину на рівні формуючого ролика. Таким чином, можна виміряти відстань між датчиком і заповнювачем з розчину, поданого до ролика 34 по ходу руху. Дані цих вимірювань потім можна використати для зміни швидкості потоку розчину зі змішувача або для зміни кількості води або піноутворювача, що вводиться в даний змішувач. Таким чином, можна краще контролювати утворення кожного шару. Отже, щільність кожного отриманого шару змінюється в дуже незначній мірі під час виготовлення гіпсокартонних облицювальних листів. Таким чином, процес виготовлення облицювальних листів є стабільним. На Фіг.2 показаний вигляд збоку пристрою 11 для подачі здатного до гідратації сульфату кальцію, який призначений для змішувачів 2, 3 і 4. Здатний до гідратації сульфат кальцію і, якщо це необхідно, тверді або рідкі домішки, такі як піноутворювачі або речовини, які сприяють злипанню, вводять за впускним каналом 12 на гвинтовий конвеєр 13. Гвинтовий конвеєр 13 приводиться в дію, наприклад, за допомогою двигуна 14. Введені речовини переміщаються вздовж гвинтового конвеєра 13. Гвинтовий конвеєр 13 також забезпечує можливість змішування сульфату кальцію і різних домішок. У показаному варіанті здійснення винаходу вздовж довжини гвинтового конвеєра 13 є два проміжних випускних канали 15 і 16. Ці випускні канали з'єднуються з входом двох інших гвинтових конвеєрів 17 і 18. Гвинтові конвеєри 17 і 18 забезпечують переміщення продуктів відповідно до першого і третього змішувачів 2 і 4. Перший гвинтовий конвеєр 13 має, щонайменше, ще один впускний канал 19, розташований за двома випускними каналами по ходу р уху. Цей впускний канал 19 забезпечує можливість введення додаткових домішок, таких як скловолокно або піноутворювачі. Розташована нижче по ходу руху кінцева частина першого гвинтового конвеєра 13 з'єднується з впускним каналом 50 ще одного гвинтового конвеєра 51. Цей гвинтовий конвеєр 51 забезпечує переміщення вихідних продуктів і додаткових домішок у др угий змішувач 3. У даному варіанті здійснення винаходу є частина схеми живлення, яку одночасно можна використати для трьох змішувачів. Даний варіант здійснення також дозволяє змінювати склад продуктів в залежності від змішувача, в який ці продукти вводяться. Таким чином, існує можливість введення у другий змішувач 3 тільки скловолокна. Отже, можна уникнути засмічення першого і третього змішувачів 2 і 4, які, як правило, мають менші розміри в порівнянні з розмірами другого змішувача. Також існує можливість додавання піноутворювачів у др угий змішувач для зменшення щільності розчину, що утворюється в ньому. Винахід також відноситься до змішувача для приготування розчину. Такий змішувач схематично показаний на Фіг.3 і 4. Для забезпечення кращого розуміння креслень, на Фіг.4 зображено уявний поперечний переріз основних елементів за Фіг.3. Змішувач має привідний двигун 61, привідний вал 62, вісь 64 ротора, привідний ремінь, що з'єднує вал 62 і вісь 64, і ротор 65, виконаний за одне ціле з віссю 64. Ротор 65 виконаний, наприклад, з можливістю обертання в циліндричній змішувальній камері 67. Цей ротор має, наприклад, плоску поверхню у вигляді диска, яка має зубці на своїх радіальних кінцевих частинах. За необхідності ротор може мати ребра 66, які проходять, наприклад, перпендикулярно плоскій поверхні для забезпечення кращого перемішування гіпсового розчину. Змішувач має впускний канал 68 для подачі сульфату кальцію та інших продуктів, який відкритий в напрямі змішувальної камери. Він також має пристрій 69 для подачі води, який відкритий в напрямі змішувальної камери 67. Здатний до гідратації сульфат кальцію, домішки і вода перемішуються ротором 65 для утворення однорідного гіпсового розчину. Пристрій 69 подачі розташований так, щоб забезпечити випуск води в центрі ротора 65. Вода, наприклад, вводиться через гільзу 70, яка звисає над віссю ротора. За рахунок обертання ротора вода, яка введена, переміщується над плоскою поверхнею ротора в напрямі зовнішньої частини змішувальної камери і очищає плоску поверхню. Таким чином, будь-які скупчення гіпсового розчину видаляються з плоскої поверхні. Вода також забезпечує можливість просочення сульфату кальцію, а також будь-яких домішок. Другий пристрій (непоказаний) для подачі води також може бути доданий для збільшення потоку води. Цей пристрій для подачі може, наприклад, вводити воду під тиском на рівні каналу 68 для подачі сульфату кальцію. Змішувач також має випускний канал 73, розташований в нижній частині змішувальної камери 67. Цей випускний канал проходить в радіальному напрямі у бік зовнішньої частини змішувальної камери для відведення гіпсового розчину, який піддається центрифугуванню за рахунок обертання ротора. Живильний канал 72 розташований на рівні даного випускного каналу і забезпечує можливість нанесення утвореного гіпсового розчину, наприклад, на облицювання. Змішувач також може мати вентиляційний отвір 71, який відкритий в напрямі змішувальної камери. Цей вентиляційний отвір 71 розташований над змішувальною камерою 67. Його призначення полягає у видаленні пилу, що знаходиться у вигляді зависі у змішувальній камері. При обертанні ротора насичене пилом повітря проходить через вентиляційний отвір і відводиться. У вентиляційному отворі може бути передбачене місце впорскування води для придания розчинності пилу і включення його в гіпсовий розчин. Таким чином, повітря, що виходить з вентиляційного отвору, буде вільне від пилу. Впускний канал 68 для подачі здатного до гідратації сульфату кальцію, вентиляційний отвір 71 і випускний канал 73 змішувальної камери розташовані один відносно одного переважним чином. Якщо прийняти, що ротор обертається в напрямі за годинниковою стрілкою на Фіг.3, то видно, що канал для впускання сульфату кальцію розташовується під дуже невеликим кутом за випускним каналом камери. Таким чином, гіпсовий порошок і домішка здійснять, щонайменше, один повний оборот у змішувальній камері 67 перед їх відведенням з камери. Таким чином, порошок може бути краще просочений водою. Крім того, вентиляційний отвір 71 переважно розташований під дуже невеликим кутом перед випускним каналом змішувача. Таким чином, більша частина пилу, утвореного біля каналу для впускання порошку, буде просочуватись водою перед тим, як вона досягне вентиляційного отвору. Таким чином, завдяки наявності певної відстані між вентиляційним отвором і каналом для подачі сульфату кальцію через вентиляційний отвір буде проходити менше пилу. Змішувач також може мати пристрій для подачі домішки-уповільнювача тужавлення, який відкритий в напрямі змішувальної камери. Змішувач також може мати окремий пристрій для подачі будь-яких домішок. Також може бути забезпечене регулювання цих подавальних пристроїв окремо. Таким чином, всі кількості домішок можна регулювати безпосередньо на рівні змішувача. Отже, можна забезпечити дуже точне дозування гіпсового розчину, який повинен бути утворений. Винахід також відноситься до способу виготовлення облицювального листа згідно з винаходом. У нижченаведеному описі вираз "сирий гіпсовий шар" використовується для позначення гіпсового шару, в якому тужавлення або гідравлічне скріплення не завершене. Так названі гіпсові шари, які ще не пройшли через стадію сушіння. Відповідно до даного способу здатний до гідратації сульфат кальцію і воду подають в перший, другий і третій змішувачі 2, 3 і 4. Таким чином, гіпсові розчини приготовляють в кожному зі змішувачів. Ці гіпсові розчини приготовляють таким чином, щоб у другому змішувачі одержати розчин, щільність якого менше щільності розчину в першому і третьому змішувача х. Декілька гіпсових розчинів з ідентичною щільністю, але з різними фізичними властивостями, наприклад, з різною межею міцності на розрив, або з різними наповнювачами також можуть бути приготовані в межах об'єму винаходу. Ряд параметрів дозволяє одержати гіпсові розчини з різною щільністю. Таким чином, існує можливість введення різних піноутворювачів, використання різних коефіцієнтів змішування або використання різних швидкостей обертання змішувачів, або використання різних наповнювачів. Потім перший гіпсовий розчин з першого змішувача наносять на перше облицювання. Таким чином формується перший сирий поверхневий шар. Цей шар може бути рівномірно розподілений і "відкалібрований", як описано вище. Після цього другий гіпсовий розчин з другого змішувача наносять зверху першого сирого поверхневого шару. Таким чином формується сирий серцевинний шар з більш низькою щільністю у порівнянні зі щільністю першого сирого поверхневого шару. Цей шар також може бути рівномірно розподілений і "відкалібрований". Третій гіпсовий шар з третього змішувача наносять на друге облицювання. Таким чином формується другий сирий поверхневий шар з щільністю, що перевищує Щільність сирого серцевинного шару. Як показано в прикладі за Фіг.1 і 2, переважно утворювати др угий сирий поверхневий шар на другому облицюванні заздалегідь. Після цього облицювання і утворений поверхневий шар перевертають і наносять на серцевинний шар. Ця операція перевертання може бути виконана шляхом використання роликів 46, які призначені для зміни напряму облицювання і поверхневого шару на протилежне і забезпечують можливість відхилення облицювання 7. Ці ролики впливають на сторону облицювання, протилежну тій стороні, на яку наносять третій гіпсовий розчин. Таким чином, ролики 46 не деформують шар 43. Ці ролики також можуть бути виконані з приводом від двигуна для забезпечення переміщення облицювання 7. Після цього другий сирий поверхневий шар наносять на сирий серцевинний шар. Потім "збірна" структура може бути піддана "калібруванню", як описано вище. Після цього утворений сирий облицювальний лист залишають для гідратації, при цьому забезпечують можливість тужавлення гіпсу. Потім лист піддають сушінню для видалення надмірної води з листа. Даний спосіб також забезпечує можливість незалежного приготування гіпсових розчинів зі значеннями щільності, що сильно розрізнюються. Таким чином, можна одержати поверхневий шар високої щільності, який сприяє адгезії між поверхневим шаром і облицюванням. Таким чином, існує можливість зменшення кількості або усунення додавання склеювальних домішок в гіпсовий розчин, призначений для утворення поверхневого шару. Отже, можна використати крохмаль в кількості, що складає менше 15г/м 2. Крім того, поверхневий шар високої щільності володіє більш високою стійкістю до пропікання в установці для сушіння. Отже, зменшується ризик утворення листів з дефектами. Таким чином, можна зменшити або усунути додавання перешкоджаючих пропіканню домішок, таких як винна кислота. Поверхневий шар високої щільності також додає жорсткості всьому листу. Таким чином, чим вище щільність поверхневого шару, тим в більшій мірі можна зменшити щільність серцевинного шару. Таким чином, може бути одержаний легкий облицювальний лист. Отже, існує можливість приготування гіпсового розчину з щільністю від 1,2 до 1,6кг/л в першому і третьому змішувача х, який потім використовується для утворення поверхневих шарів. Існує можливість у випадку необхідності приготувати гіпсовий розчин з щільністю від 1,6 до 2кг/л. Також існує можливість приготування у др угому змішувачі гіпсового розчину з щільністю від 1 до 1,2кг/л, який потім використовується для утворення серцевинного шару. Відношення щільності сирих поверхневих шарів до щільності серцевинного шару, що складає від 1,1 до 1,6, є особливо придатним. Такі значення можуть бути отримані при використанні, наприклад, коефіцієнта змішування, що становить 0,57, в першому і третьому змішувача х і коефіцієнта змішування, що становить 0,62, у другому змішувачі. Переважно використовують відношення коефіцієнтів змішування щільного розчину і менш щільного розчину, що складає від 0,8 до 1,25. Гіпсокартонний облицювальний лист, одержаний після сушіння, також відрізняється значеннями щільності різних шарів. Завдяки випаровуванню в процесі сушіння кінцева щільність шарів буде менше щільності сирих шарів. Таким чином, одержують щільність висушених поверхневих шарів, що складає від 0,8 до 1,2. Щільність серцевинного шару складає від 0,6 до 1,2. Відношення щільності поверхневих шарів до щільності серцевинного шару також переважно складає від 1 до 1,5 після сушіння. Випробування показали, що з'єднання між шарами з різною щільністю іноді руйнується. Це може бути виправлене шляхом регулювання швидкостей гідратації для кожного з шарів при гарантуванні того, що швидкість гідратації серцевинного шару буде більше швидкості гідратації поверхневих шарів. Утворені поверхневі шари переважно мають товщину від 0,1 до 0,5мм. Товщина, що становить 0,3мм, є особливо придатною для придання жорсткості гіпсокартонному облицювальному листу і підвищення міцності однієї з його сторін. Облицювання виготовляють з будівельного картону. Облицювання також може бути виготовлене з скловолокна, наприклад, з скловолокнистого мата, для забезпечення хорошої вогнестійкості. Очевидно, що даний винахід жодним чином не обмежений описаними і представленими прикладами здійснення винаходу, але він може бути підданий численним змінам, які можуть внести фахівці в даній області техніки. Незважаючи на те, що при описі способу було розкрите утворення двох поверхневих шарів, утворення одного поверхневого шару також знаходиться в межах об'єму прикладеної формули винаходу. Крім того, можливість використання різних постачальників гіпсу для різних шарів також знаходиться в межах об'єму прикладеної формули винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing gypsum slabs
Автори англійськоюJallon Paul, Laurent Jean-Lous, Rigaudon Michel
Назва патенту російськоюСпособ изготовления гипсокартонного облицовочного листа и устройство для его осуществления
Автори російськоюЖаллон Поль, Лоран Жан-Луи, Ригодон Мишель
МПК / Мітки
МПК: B28B 17/00, B32B 13/00, B28B 19/00
Мітки: пристрій, гіпсокартонного, листа, спосіб, облицювального, виготовлення
Код посилання
<a href="https://ua.patents.su/7-78703-sposib-vigotovlennya-gipsokartonnogo-oblicyuvalnogo-lista-ta-pristrijj-dlya-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гіпсокартонного облицювального листа та пристрій для його виготовлення</a>
Спосіб виготовлення гофрованого листа із термопласту, пристрій для його здійснення та виготовлений за ним лист із термопласту
Номер патенту: 45089
Опубліковано: 15.03.2002
Автори: Близниченко Олександр Костянтинович, Аров Геннадій Феліксович
МПК: B29D 16/00
Мітки: лист, спосіб, листа, термопласту, здійснення, гофрованого, виготовлений, ним, виготовлення, пристрій
Формула / Реферат:
1. Спосіб виготовлення гофрованого листа із термопласту, за яким розплав термопласту екструдують крізь щілину формуючої головки, надають листу, що формується, заданої товщини, утворюють гофри, охолоджують, обрізають бокові краї та здійснюють порізку на листи необхідної довжини, який відрізняється тим, що крізь щілину формуючої головки екструдують попередньо спінений розплав термопласту, а гофри утворюють одночасно з охолодженням і наданням...
Спосіб виготовлення виробів з багатокольоровим друком із полімерного листа
Номер патенту: 66146
Опубліковано: 15.04.2004
Автор: Зотов Сергій Арсенійович
МПК: B29C 51/00
Мітки: друком, виробів, листа, спосіб, багатокольоровим, полімерного, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів з багатокольоровим друком із полімерного листа, що включає нанесення багатокольорового друку на полімерний термопластичний матеріал і формування виробу, який відрізняється тим, що багатокольоровий друк наносять на ламінантну полімерну плівку, яку з'єднують з полімерним листом для отримання термопластичного полімерного біматеріалу, з якого формують виріб.
Спосіб виготовлення будівельного та/або облицювального блока з фактурою “рваний камінь”
Номер патенту: 11168
Опубліковано: 15.12.2005
Автор: Чуватіна Олександра Олексіївна
МПК: B28B 11/08
Мітки: фактурою, будівельного, рваний, облицювального, виготовлення, камінь, спосіб, блока
Формула / Реферат:
1. Спосіб виготовлення будівельного та/або облицювального блока, лицьова поверхня якого має фактуру „рваний камінь", згідно з яким виконують заготівку зі штучного каменя, переріз якої відповідає розміру лицьової поверхні блока, і розривають її шляхом розколювання між силовими клинами, який відрізняється тим, що на одній, двох або трьох гранях заготівки формують виїмки у попередньо визначеному місці розколу, причому поперечний переріз...
Спосіб одержання паперової маси для виготовлення паперу-основи облицювального матеріалу
Номер патенту: 7255
Опубліковано: 30.06.1995
Автори: Соломатова Людмила Веніамінівна, Столяр Михайло Борисович, Орлова Вєроніка Сєргєєвна, Клімєнтьонок Гєннадій Ніколаєвіч, Смикалова Людмила Іллівна, Вайханська Алла Василівна, Толкачьов Олександр Борисович, Загоруйко Володимир Васильович
МПК: D21H 17/00
Мітки: маси, облицювального, виготовлення, паперу-основи, паперової, спосіб, одержання, матеріалу
Формула / Реферат:
1. Способ получения бумажной массы для производства бумаги-основы облицовочного материала, включающий введение в целлюлозную массу пигментной и влагопрочной добавок, а также добавки, регулирующей концентрацию водородных ионов массы, отличающийся тем, что в качестве пигментной добавки используют продукт переработки отхода производства глинозема из бокситов или смесь его с двуокисью титана. 2. Способ по п. 1, отличающийся тем, что...
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29L 9/00, B29C 47/00
Мітки: матеріалу, листа, спосіб, виготовлення, композитного
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Попередній патент: Спосіб виділення зависі, зокрема, з метою обробки стічних вод, і пристрій для його здійснення
Наступний патент: Сейсмостійка опора
Випадковий патент: Кавітаційний насадок