Пристрій оперативного контролю керування технологічними параметрами при переробці мінеральної сировини
Номер патенту: 78996
Опубліковано: 10.04.2013
Автори: Азарян Володимир Альбертович, Серебреников Едуард Вадимович, Азарян Альберт Арамаісович, Трачук Аннаіт Альбертівна
Формула / Реферат
Пристрій оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі, що містить джерело і детектор іонізуючого випромінювання, з′єднаний через перший підсилювач-формувач з першим входом послідовного порту процесора, другий вхід послідовного порту якого через другий підсилювач-формувач з′єднаний з датчиком руху конвеєрної стрічки, третій вхід послідовного порту з′єднаний з датчиком активної потужності млина мокрого подрібнення, датчик витрати руди з’єднаний з четвертим входом послідовного порту процесора, перший вихід послідовного порту процесора з’єднаний з датчиком регулювання витрати руди, а другий його вихід з’єднаний з блоком індикації, який відрізняється тим, що пристрій оснащений датчиком витрати води і датчиком щільності зливу класифікатора, з′єднаними з п'ятим і шостим входами послідовного порту процесора відповідно.
Текст
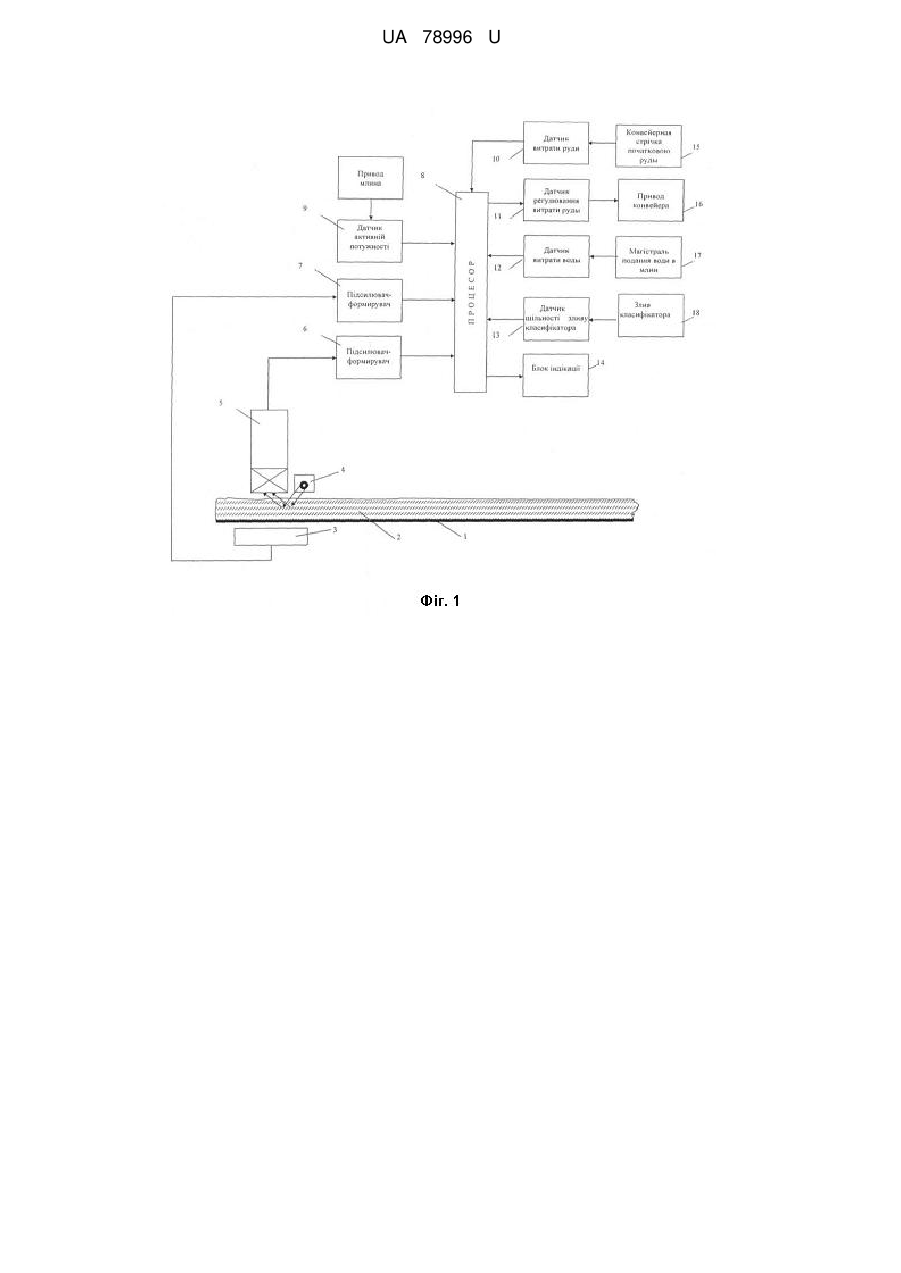
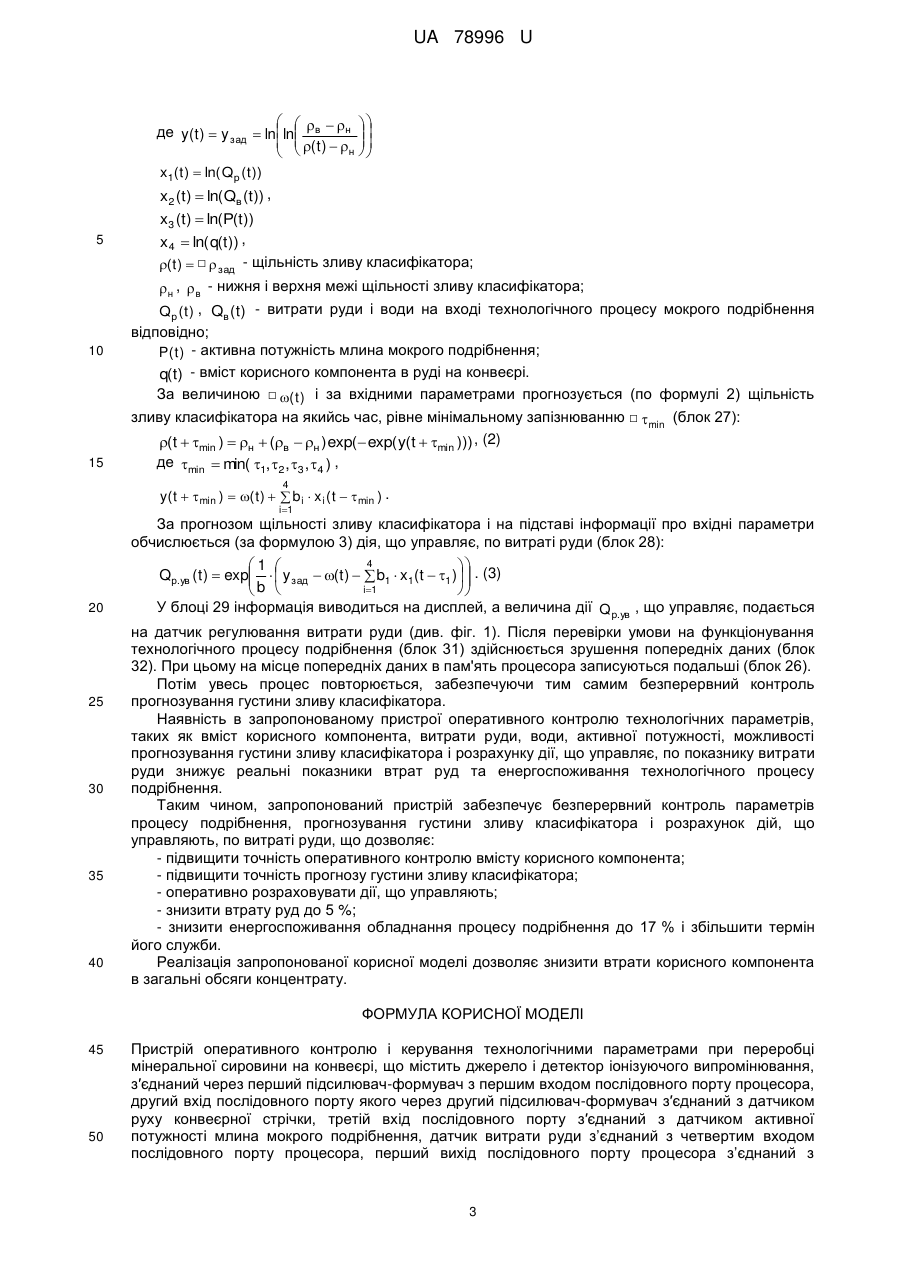
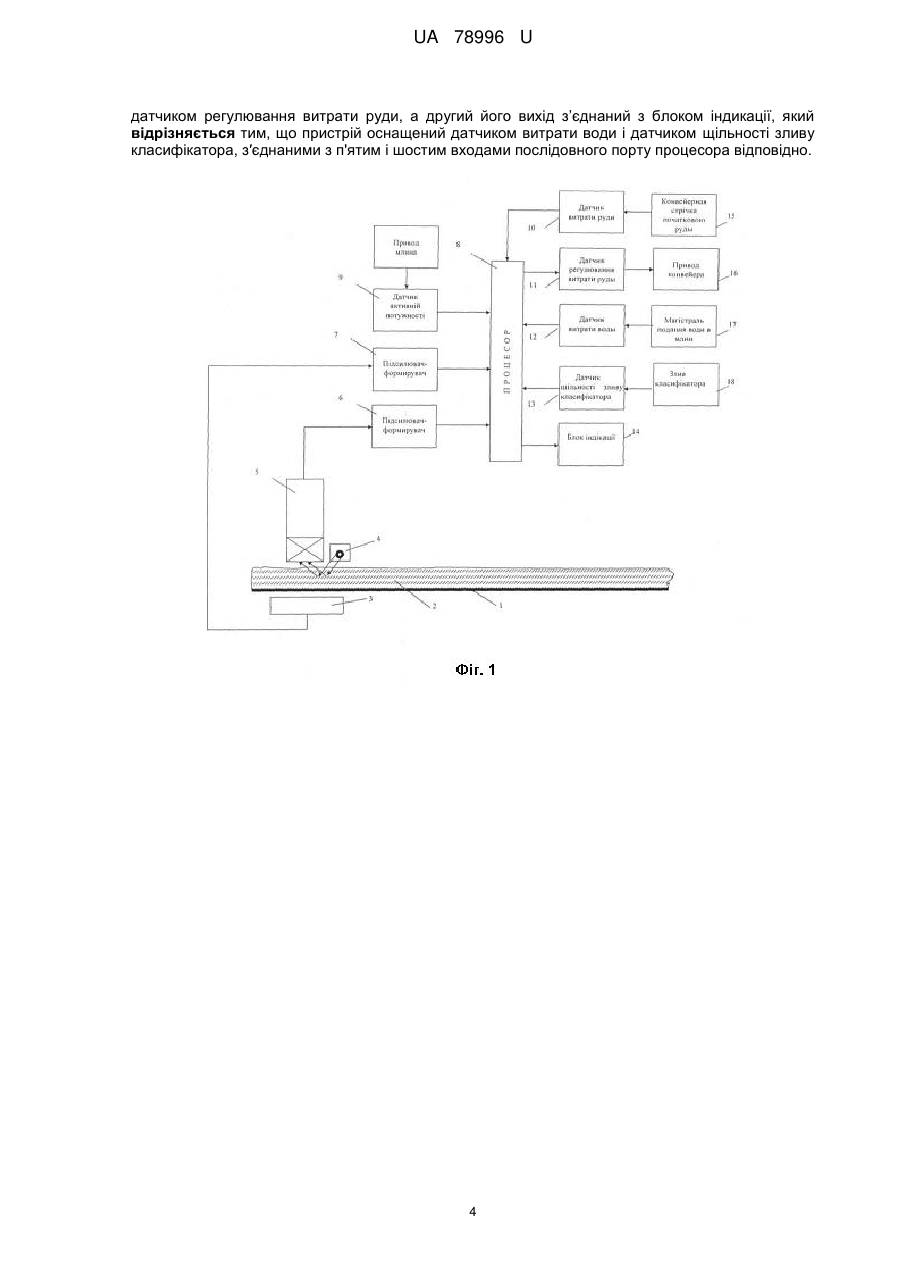
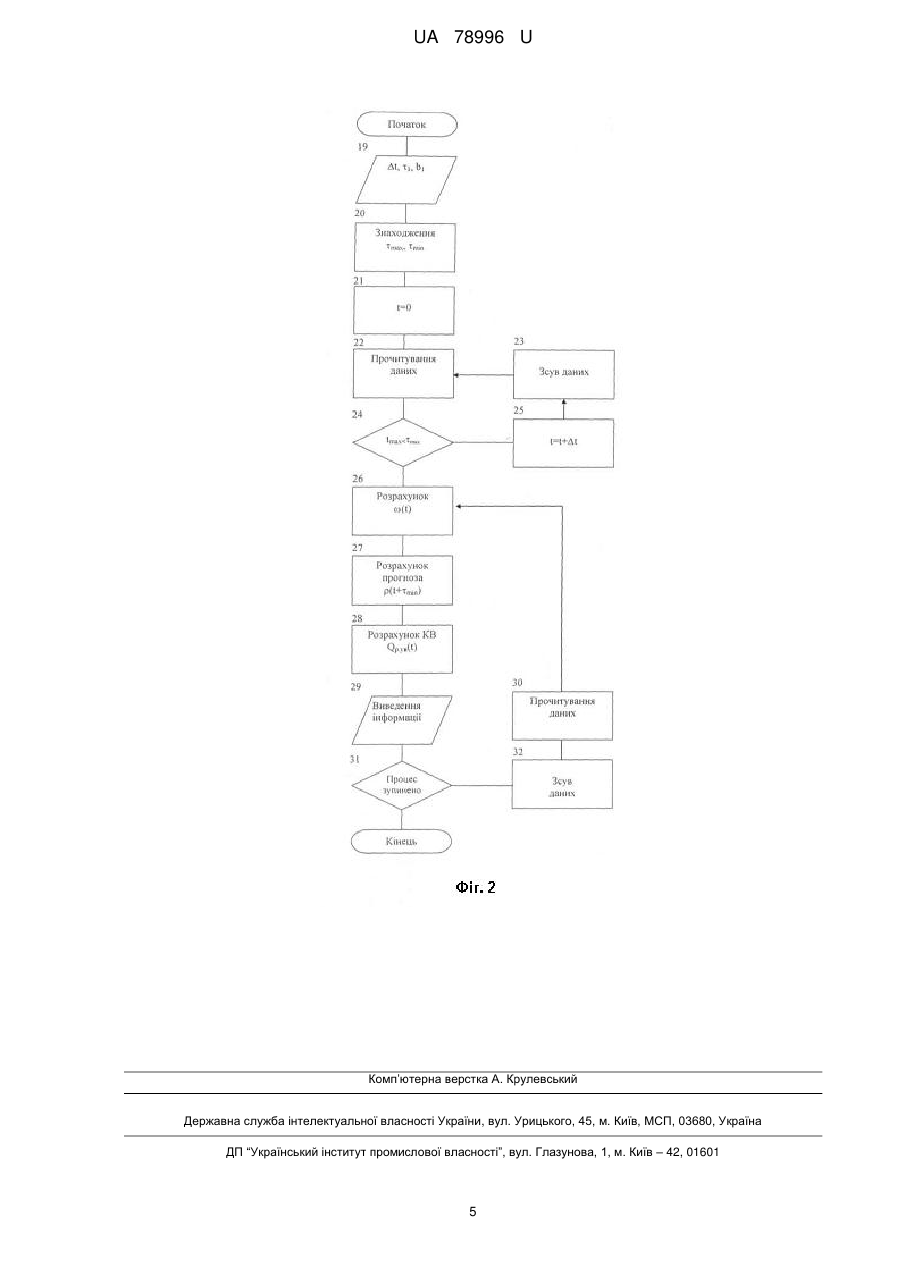
Реферат: Пристрій оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі містить джерело і детектор іонізуючого випромінювання, з′єднаний через перший підсилювач-формувач з першим входом послідовного порту процесора, другий вхід послідовного порту якого через другий підсилювач-формувач з′єднаний з датчиком руху конвеєрної стрічки, третій вхід послідовного порту з′єднаний з датчиком активної потужності млина мокрого подрібнення, датчик витрати руди з′єднаний з четвертим входом послідовного порту процесора, перший вихід послідовного порту процесора з′єднаний з датчиком регулювання витрати руди, а другий його вихід з′єднаний з блоком індикації. Пристрій оснащений датчиком витрати води і датчиком щільності зливу класифікатора, з′єднаними з п'ятим і шостим входами послідовного порту процесора відповідно. UA 78996 U (12) UA 78996 U UA 78996 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до вимірювальної техніки і може бути застосована в гірничопереробній галузі для оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі. Відомий пристрій для автоматичного безперервного контролю вмісту корисного компонента в речовині, що знаходиться на конвеєрі (см А.С. № 1563390 МКЛ 4 G01N 23/203 від 14.04.1988 p.), містить конвеєрну стрічку, на якій розміщується контрольована речовина, датчик руху конвеєрної стрічки, джерело гамма-випромінювання, детектор розсіяного гаммавипромінювання, розміщений над свинцевим контейнером і з'єднаний через підсилювачформувач з першим входом першого лічильника імпульсів, еталонний генератор, логічний блок, блок експозиції, блок адресації, блок нижньої межі інтенсивності, блок верхньої межі інтенсивності, блок корекції, блок пам'яті, суматор, блок індикації, регулювальний циліндр, захисний контейнер, сполучений за допомогою різьбового з'єднання з верхньою внутрішньою частиною регулювального циліндра, датчик розсіяного гамма-випромінювання, другий підсилювач-формувач, другий лічильник імпульсів, порогову схему. У відомому пристрої підвищення точності контролю вмісту корисного компонента в великокусковій гірської масі досягається за рахунок забезпечення відповідності інтенсивності розсіяного гамма-випромінювання вмісту корисного компонента при зміні товщини шару контрольованої речовини шляхом розташування датчика розсіяного гамма-випромінювання і свинцевого контейнера з джерелом по одній вертикальній осі, дотримуючись співвідношення між основними параметрами вузла виміру. В силу особливості взаємного розташування датчика розсіяного гамма-випромінювання, джерела і гірської маси на конвеєрі, у відомому пристрої реєструється інтенсивність в заінверсійній області векторного поля розсіяного гамма-випромінювання. У зв'язку з цим відповідність інтенсивності розсіяного гамма-випромінювання вмісту корисного компонента в пристрої дотримується в обмеженому діапазоні зміни товщини шару гірської маси на конвеєрі. Збільшення завантаження руди на конвеєрі у відомому пристрої збільшує нестабільність повітряного проміжку і порушує геометрію виміру інтенсивності розсіяного гаммавипромінювання, що призводить до зниження точності контролю. Обмеження завантаження призводить до зниження продуктивності відомого пристрою, а отже, і подрібнювальнозбагачувальної фабрики. Крім того, у відомому пристрої не ведеться облік обсягу руди на конвеєрі і при зміні товщини шару гірської маси навіть в невеликих межах це призводить до зниження точності контролю і керування якістю руди. Відомий також пристрій для оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі (заявка № 95104349 М.Кл. G01N 23/203 від 02.10.1995 p.), що містить конвеєрну стрічку, на якій розміщується контрольована речовина, джерело гамма-випромінювання, підсилювач-формувач, лічильник імпульсів, процесор, датчики витрати руди, активної потужності, блок індикації, що є найближчим прототипом цієї корисної моделі. У відомому пристрої зниження втрат руди і енергоємності подрібнювальних пристроїв (млинів) досягається шляхом безперервного контролю вмісту корисного компонента в руді на конвеєрі, а також за допомогою оперативного контролю і керування витратою руд відповідно до їх технологічних типів. У відомому пристрої реєструють інтегральний потік назад розсіяного гаммавипромінювання, порівнюють попередні і подальші результати контролю вмісту корисного компонента і відповідне значення втрат активної потужності млина мокрого подрібнення, на підставі чого реалізується керування витратою руди. Відсутність обліку впливу витрати руди, води, вмісту корисного компонента і активної потужності млина мокрого подрібнення на густину зливу класифікатора призводить до значних втрат енергоспоживання і самого корисного компонента. Тривала експлуатація в умовах гірничопереробних підприємств, наприклад на Полтавському ГЗК, показала, що достовірність результатів оперативного контролю і керування якістю руд можлива тільки при обліку впливу витрат руди, води, вмісту корисного компонента і активної потужності млина мокрого подрібнення на густину зливу класифікатора. Задачею корисної моделі є зниження втрат руд і енергоємності технологічного процесу мокрого подрібнення шляхом безперервного контролю густини зливу класифікатора, а також оперативного керування витратою руди відповідно до заданої густини зливу класифікатора. Поставлена задача вирішується за рахунок того, що в пристрій оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі, яке містить джерело і детектор іонізуючого випромінювання, сполучений через перший підсилювач 1 UA 78996 U 5 10 15 20 25 30 35 40 45 50 55 формувач до першого входу послідовного порту процесора, другий вхід послідовного порту через другий підсилювач-формувач з’єднаний з датчиком руху конвеєрної стрічки, третій вхід послідовного порту з’єднаний з датчиком активної потужності млина мокрого подрібнення, а датчик витрати руди з’єднаний з четвертим входом послідовного порту процесора. Перший вихід послідовного порту процесора з’єднаний з датчиком регулювання витрати руди, а другий його вихід сполучений з блоком індикації. Згідно з корисною моделлю пристрій оснащений датчиком витрати води і датчиком густини зливу класифікатора, які з’єднані з п'ятим і шостим входами послідовного порту процесора відповідно. Аналіз заявленого рішення показав, що сукупність ознак, викладених у формулі корисної моделі, дозволяють забезпечити відповідність величини густини зливу класифікатора вмісту корисного компонента, витратам руди, води і активної потужності млина мокрого подрібнення, що визначає нову властивість об'єкту, який на дату подання заявки автором не відомий як з джерел науково-технічної літератури, так і з патентної літератури. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 наведена функціональна схема пристрою, що реалізує оперативний контроль і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі, на фіг. 2 - алгоритм роботи пристрою. Пристрій оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі містить конвеєрну стрічку 1, на якій знаходиться гірська маса 2, датчик витрати гірської маси 3, джерело гамма-випромінювання 4, яке розміщено у свинцевому контейнері, детектор гамма-випромінювання 5, розміщений над контейнером 2, вихід детектора 5, який через підсилювач-формувач 6 з’єднаний з входом першого послідовного порту процесора 8, підсилювач-формувач 7, який з’єднаний з входом другого послідовного порту процесора, датчик активної потужності 9, витрати руди 10, витрати води 12, щільності зливу класифікатора 13, які з’єднані з входом третього, четвертого, п'ятого і шостого послідовного порту процесора, відповідно, при цьому один вихід процесора з’єднаний з датчиком регулювання витрати руди 11, другий вихід - з блоком індикації 14. Пристрій працює таким чином. У початковому положенні знімається еталонна залежність інтенсивності розсіяного гамма-випромінювання від вмісту корисного компонента в кусках гірської масі. Потім в постійну пам'ять процесора 8 записується табулярна функція N f (q) , де N - інтенсивність розсіяного гамма-випромінювання, a q - вміст корисного компонента в гірській масі. При переміщенні конвеєрної стрічки гірська маса 2 опромінюється джерелом гаммавипромінювання 4, розсіяне гамма-випромінювання реєструється детектором 5. Сигнал з виходу детектора 5 через підсилювач-формувач 6 подається на вхід першого порту процесора 10. На вхід другого порту процесора подається сигнал з датчика 3, який забороняє або дозволяє рахунок імпульсів залежно від стану конвеєрної стрічки. Якщо конвеєрна стрічка не рухається, то забороняється рахунок імпульсів. Рахунок імпульсів дозволяється тільки при навантаженому конвеєрі, що рухається. Час циклу одного виміру вмісту корисного компонента задається програмно. Після закінчення циклу виміру інтенсивність розсіяного гамма-випромінювання у вигляді цифрового сигналу надходить на вхід процесора. Якщо за час циклу виміру вміст корисного компонента знаходиться в діапазоні заданої еталонної функції, то відповідно до інтенсивності прочитується інформація - вміст корисного компонента, що є результатом одного циклу виміру. Цей сигнал надходить на вхід блока індикації 14 (дисплей). Для керування густиною зливу класифікатора пропонований пристрій за допомогою датчиків 5, 9, 10, 11, 12, 13 безперервно стежить за технологічним процесом мокрого подрібнення. Алгоритм роботи пристрою оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі представлений на фіг. 2. На підставі введеної в пам'ять процесора довідкової інформації (блок 19) формується база даних. Як довідкова інформація використовуються: дискретність опитування t , запізнювання i , коефіцієнти чутливості вихідних змінної відносно вхідних bi . У блоці 20 серед запізнювань вибираються максимальне max і мінімальне min . У блоках 21, 22, 23, 24, 25 реалізується накопичення масиву даних в часі, рівному максимальному показнику запізнювання. Після формування масиву запізнювань у блоці 26 по формулі (1) розраховується величина, що характеризує стан протікання процесу: 4 ( t ) y( t ) b1 x1( t ) , (1) i 1 2 UA 78996 U н де y( t ) y зад ln ln в ( t ) н x1(t ) ln( Qр (t )) x 2 (t ) ln( Qв (t )) , 5 10 15 x 3 (t) ln(Р(t )) x 4 ln( q(t )) , (t) □ зад - щільність зливу класифікатора; н , в - нижня і верхня межі щільності зливу класифікатора; Qр (t ) , Qв (t ) - витрати руди і води на вході технологічного процесу мокрого подрібнення відповідно; P( t ) - активна потужність млина мокрого подрібнення; q(t ) - вміст корисного компонента в руді на конвеєрі. За величиною □ ( t ) і за вхідними параметрами прогнозується (по формулі 2) щільність зливу класифікатора на якийсь час, рівне мінімальному запізнюванню □ min (блок 27): (t min ) н (в н ) exp( exp( y(t min ))) , (2) де min min( 1, 2 , 3 , 4 ) , 4 y( t min ) ( t ) bi x i ( t min ) . i 1 За прогнозом щільності зливу класифікатора і на підставі інформації про вхідні параметри обчислюється (за формулою 3) дія, що управляє, по витраті руди (блок 28): 20 25 30 35 40 4 1 Qр.ув ( t ) exp y зад ( t ) b1 x1( t 1 ) . (3) b i1 У блоці 29 інформація виводиться на дисплей, а величина дії Qр.ув , що управляє, подається на датчик регулювання витрати руди (див. фіг. 1). Після перевірки умови на функціонування технологічного процесу подрібнення (блок 31) здійснюється зрушення попередніх даних (блок 32). При цьому на місце попередніх даних в пам'ять процесора записуються подальші (блок 26). Потім увесь процес повторюється, забезпечуючи тим самим безперервний контроль прогнозування густини зливу класифікатора. Наявність в запропонованому пристрої оперативного контролю технологічних параметрів, таких як вміст корисного компонента, витрати руди, води, активної потужності, можливості прогнозування густини зливу класифікатора і розрахунку дії, що управляє, по показнику витрати руди знижує реальні показники втрат руд та енергоспоживання технологічного процесу подрібнення. Таким чином, запропонований пристрій забезпечує безперервний контроль параметрів процесу подрібнення, прогнозування густини зливу класифікатора і розрахунок дій, що управляють, по витраті руди, що дозволяє: - підвищити точність оперативного контролю вмісту корисного компонента; - підвищити точність прогнозу густини зливу класифікатора; - оперативно розраховувати дії, що управляють; - знизити втрату руд до 5 %; - знизити енергоспоживання обладнання процесу подрібнення до 17 % і збільшити термін його служби. Реалізація запропонованої корисної моделі дозволяє знизити втрати корисного компонента в загальні обсяги концентрату. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Пристрій оперативного контролю і керування технологічними параметрами при переробці мінеральної сировини на конвеєрі, що містить джерело і детектор іонізуючого випромінювання, з′єднаний через перший підсилювач-формувач з першим входом послідовного порту процесора, другий вхід послідовного порту якого через другий підсилювач-формувач з′єднаний з датчиком руху конвеєрної стрічки, третій вхід послідовного порту з′єднаний з датчиком активної потужності млина мокрого подрібнення, датчик витрати руди з’єднаний з четвертим входом послідовного порту процесора, перший вихід послідовного порту процесора з’єднаний з 3 UA 78996 U датчиком регулювання витрати руди, а другий його вихід з’єднаний з блоком індикації, який відрізняється тим, що пристрій оснащений датчиком витрати води і датчиком щільності зливу класифікатора, з′єднаними з п'ятим і шостим входами послідовного порту процесора відповідно. 4 UA 78996 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюOn-line testing device for control of technological parameters at processing the mineral raw material
Автори англійськоюAzarian Albert Aramaisovych, Azarian Volodymyr Albertovych, Trachuk Annait Albertivna, Serebrenikov Eduard Vadymovych
Назва патенту російськоюУстройство оперативного контроля управления технологическими параметрами при переработке минерального сырья
Автори російськоюАзарян Альберт Арамаисович, Азарян Владимир Альбертович, Трачук Аннаит Альбертовна, Серебреников Эдуард Вадимович
МПК / Мітки
МПК: G01N 23/203
Мітки: переробці, пристрій, мінеральної, керування, контролю, сировини, технологічними, параметрами, оперативного
Код посилання
<a href="https://ua.patents.su/7-78996-pristrijj-operativnogo-kontrolyu-keruvannya-tekhnologichnimi-parametrami-pri-pererobci-mineralno-sirovini.html" target="_blank" rel="follow" title="База патентів України">Пристрій оперативного контролю керування технологічними параметрами при переробці мінеральної сировини</a>
Спосіб оперативного контролю та управління технологічними параметрами при переробці мінеральної сировини на конвеєрі та пристрій для його реалізації
Номер патенту: 20840
Опубліковано: 07.10.1997
Автори: Азарян Володимир Альбертович, Азарян Альберт Арамаісович, Серебреніков Вадим Михайлович, Красуля Олександр Сергійович
МПК: G01N 23/20
Мітки: спосіб, управління, контролю, конвеєрі, пристрій, оперативного, реалізації, мінеральної, технологічними, сировини, переробці, параметрами
Формула / Реферат:
1. Способ оперативного контроля и управления технологическими параметрами при переработке минерального сырья на конвейере заключается в том, что контролируемую горную массу облучают источником ионизирующего излучения, регистрируют интегральный поток обратно-рассеянного излучения, по которому определяют содержание полезного компонента, отличающийся тем, что непрерывно контролируют содержание полезного компонента в горной массе, активную...
Спосіб управління технологічними параметрами рудопотоків процесу подрібнення в переділах збагачення залізорудної сировини
Номер патенту: 71415
Опубліковано: 10.07.2012
Автори: Петрухін Антон Всеволодович, Ляш Сергій Іванович, Бабець Євген Костянтинович, Мельнікова Ірина Євгеніївна
МПК: B02C 25/00
Мітки: управління, технологічними, процесу, переділах, рудопотоків, сировини, подрібнення, залізорудної, збагачення, параметрами, спосіб
Формула / Реферат:
Спосіб управління технологічними параметрами рудопотоків процесу подрібнення в переділах збагачення залізорудної сировини, що включає екстремальне регулювання продуктивності процесу подрібнення, фіксацію аварійних перевантажень, тимчасове виключення екстремального регулювання, вимірювання витрати та швидкості зміни витрати готового продукту, вимірювання витрати вихідного продукту, прогнозування значення витрати готового продукту на час...
Спосіб керування технологічними параметрами турбомеханізмів
Номер патенту: 60176
Опубліковано: 15.09.2003
Автори: Понятишин Василь Зіновійович, Нестеренко Олексій Вікторович, Рутило Микола Іванович, Клендій Петро Богданович, Федорейко Валерій Степанович, Корчемний Микола Олександрович
МПК: F01D 17/00
Мітки: параметрами, турбомеханізмів, технологічними, спосіб, керування
Формула / Реферат:
Спосіб керування технологічними параметрами турбомеханізмів, що включає використання електроенергетичних параметрів (напруги, струму, частоти) і на основі їх обрахунку вироблення керуючих дій, який відрізняється тим, що для отримання реальних технологічних характеристик турбомеханізму використовують електромеханічні параметри електроприводу (електромагнітний момент та швидкість електродвигуна), які формує перетворювач частоти з векторним...
Пристрій оперативного контролю вмісту корисного компонента в мінеральній сировині
Номер патенту: 74623
Опубліковано: 12.11.2012
Автори: Мірошник Денис Юрійович, Черкасов Олексій Володимирович, Лісовий Георгій Миколайович, Гриценко Андрій Миколайович, Дрига Володимир Володимирович, Азарян Альберт Арамаісович
МПК: G01V 5/00
Мітки: контролю, вмісту, пристрій, компонента, сировини, мінеральний, корисного, оперативного
Формула / Реферат:
Пристрій оперативного контролю вмісту корисного компонента в мінеральній сировині, який містить каротажний зонд з джерелом, гамма-датчик з джерелом, блок вибору датчика, приєднані через підсилювач-нормалізатор до першого входу лічильника імпульсів, другий вхід якого приєднаний до першого входу таймера, блок введення, виведення інформації, оперативний запам'ятовувальний пристрій, постійний запам'ятовувальний пристрій і центральний процесор,...
Система оперативного контролю якості товарної руди при відвантаженні споживачам
Номер патенту: 73793
Опубліковано: 10.10.2012
Автори: Азарян Альберт Арамаісович, Трачук Анна Альбертівна, Азарян Володимир Альбертович
МПК: G06Q 50/02
Мітки: контролю, оперативного, споживачам, система, руди, відвантаженні, товарної, якості
Формула / Реферат:
Система оперативного контролю якості товарної руди при відвантаженні споживачам, що містить блок хімічного аналізу, блок збору даних, блок керування навантаженням, блок сертифіката відвантаження, конус товарної руди, екскаватор для навантаження товарної руди і залізничні вагони, яка відрізняється тим, що система містить каротажний зондовий пристрій, рудничний радіометр, центральний процесор, комплексний вимірювальний пристрій і локальну...
Попередній патент: Футерівка перевантажувального пристрою
Наступний патент: Спосіб усереднення двох типів руди з різним вмістом магнітного заліза
Випадковий патент: Судновий інклінограф