Спосіб захисту деталі з композиційного матеріалу від окислення та деталь з композиційного матеріалу з захисним протиокислювальним покриттям
Формула / Реферат
1. Спосіб захисту деталі з композиційного матеріалу від окислення, згідно з яким на деталь наносять склад, який містить суміш принаймні одного бориду у формі порошку, принаймні одного термостійкого склоподібного оксиду у формі порошку, який має здатність заживляти тріщини шляхом утворення скла, і сполучної речовини, що містить смолу-джерело термостійкого керамічного матеріалу, і здійснюють структурування смоли, який відрізняється тим, що основним компонентом порошку бориду є диборид титану ТiВ2, а основним компонентом порошку принаймні одного термостійкого оксиду є суміш боросилікатів.
2. Спосіб за п. 1, який відрізняється тим, що сполучна речовина містить полімер-джерело керамічного матеріалу, вибраний з полікарбосиланів, політитанокарбосиланів, полісилазанів, полівінілсиланів і силіконових смол.
3. Спосіб за п. 2, який відрізняється тим, що структурування здійснюють при температурі, меншій за 400°С.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що на деталь наносять склад, що утворює після структурування шар завтовшки від 200 мкм до 700 мкм.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що склад наносять на деталь у декілька послідовних шарів з проміжним структуруванням.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що включає додатковий завершальний етап термічної обробки з метою перетворення джерела керамічного матеріалу у термостійкий керамічний матеріал.
7. Спосіб за п. 6, який відрізняється тим, що завершальний етап термічної обробки здійснюють при температурі понад 600°С, у нейтральній атмосфері.
8. Спосіб за п. 6, який відрізняється тим, що завершальний етап термічної обробки здійснюють при температурі понад або рівній 800°С, в окисній атмосфері протягом обмеженого часу.
9. Спосіб за п. 8, який відрізняється тим, що термічну обробку здійснюють методом окислення спалахом у печі, методом обробки полум'ям у повітрі або методом локального нагрівання за допомогою індуктивного зв'язку.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що додатково перед нанесенням складу здійснюють формування термостійкого нижнього шару.
11. Спосіб за п. 10, який відрізняється тим, що термостійкий нижній шар формують з використанням карбіду кремнію.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що додатково перед нанесенням складу здійснюють просочення деталі композицією, що містить принаймні один фосфат.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що додатково здійснюють регулювання в'язкості складу шляхом уведення у нього розчинника смоли, який перетворюють на керамічний матеріал.
14. Спосіб за п. 13, який відрізняється тим, що нанесення складу здійснюють намазуванням або напилюванням з наступним видаленням розчинника сушінням.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що склад, який наносять, додатково містить короткі волокна з термостійкого матеріалу.
16. Спосіб за будь-яким з пп. 1-15, який відрізняється тим, що порошок бориду додатково містить принаймні один борид, вибраний з боридів алюмінію і кремнію.
17. Деталь з композиційного матеріалу з захисним протиокислювальним покриттям, яка містить безперервну фазу термостійкого керамічного матеріалу, що не містить оксидів, самозаживлювальну фазу, утворену принаймні одним термостійким оксидом, і наповнювач, утворений принаймні одним термостійким боридом, яка відрізняється тим, що основним компонентом самозаживлювальної фази є суміш боросилікатів, а основним компонентом наповнювача є диборид титану ТiВ2.
18. Деталь за п. 17, яка відрізняється тим, що наповнювач додатково містить принаймні один борид, вибраний з боридів алюмінію і кремнію.
19. Деталь за п. 17 або 18, яка відрізняється тим, що покриття додатково містить короткі волокна з термостійкого матеріалу.
20. Деталь за будь-яким з пп. 17-19, яка відрізняється тим, що додатково містить шар внутрішнього захисного протиокислювального покриття, яке містить принаймні один фосфат.
21. Деталь за будь-яким з пп. 17-20, яка відрізняється тим, що являє собою деталь, яка працює в умовах тертя, виготовлену із композиційного матеріалу типу вуглець/вуглець.
22. Деталь за п. 21, яка відрізняється тим, що має захисне покриття на поверхнях, які не є поверхнями тертя.
23. Деталь за будь-яким з пп. 17-20, яка відрізняється тим, що являє собою розширювану частину сопла реактивного двигуна, принаймні внутрішня поверхня якої має протиокислювальне захисне покриття.
Текст
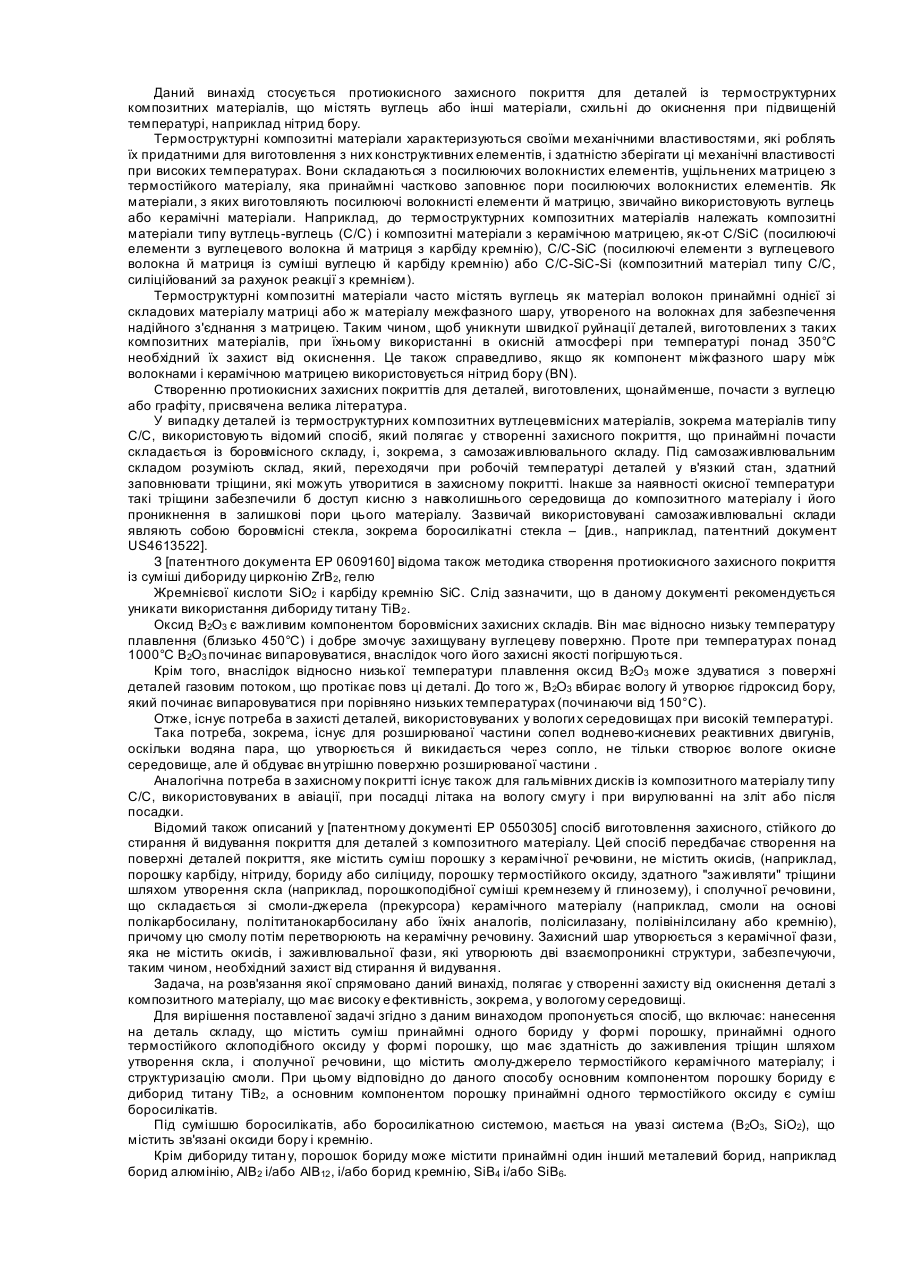
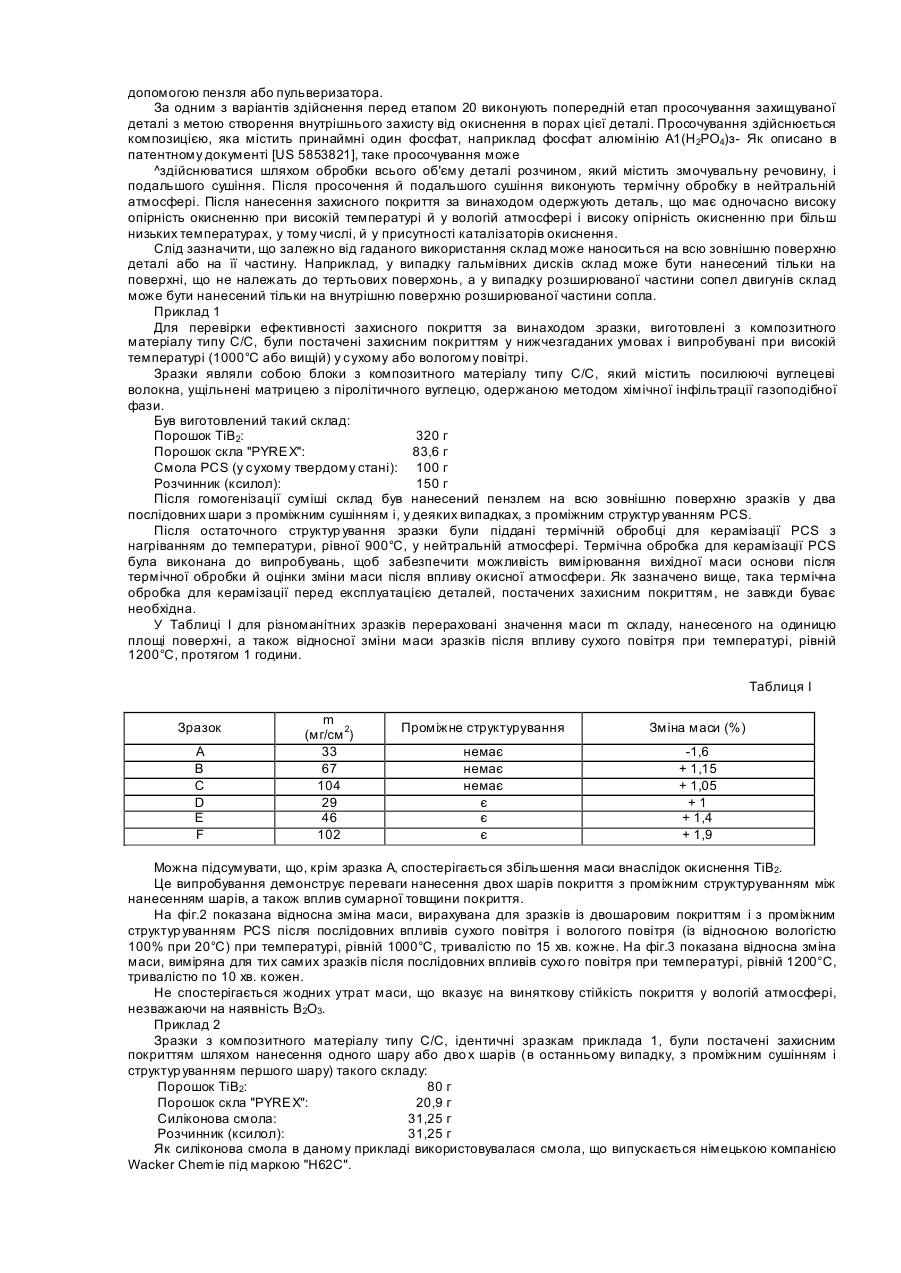
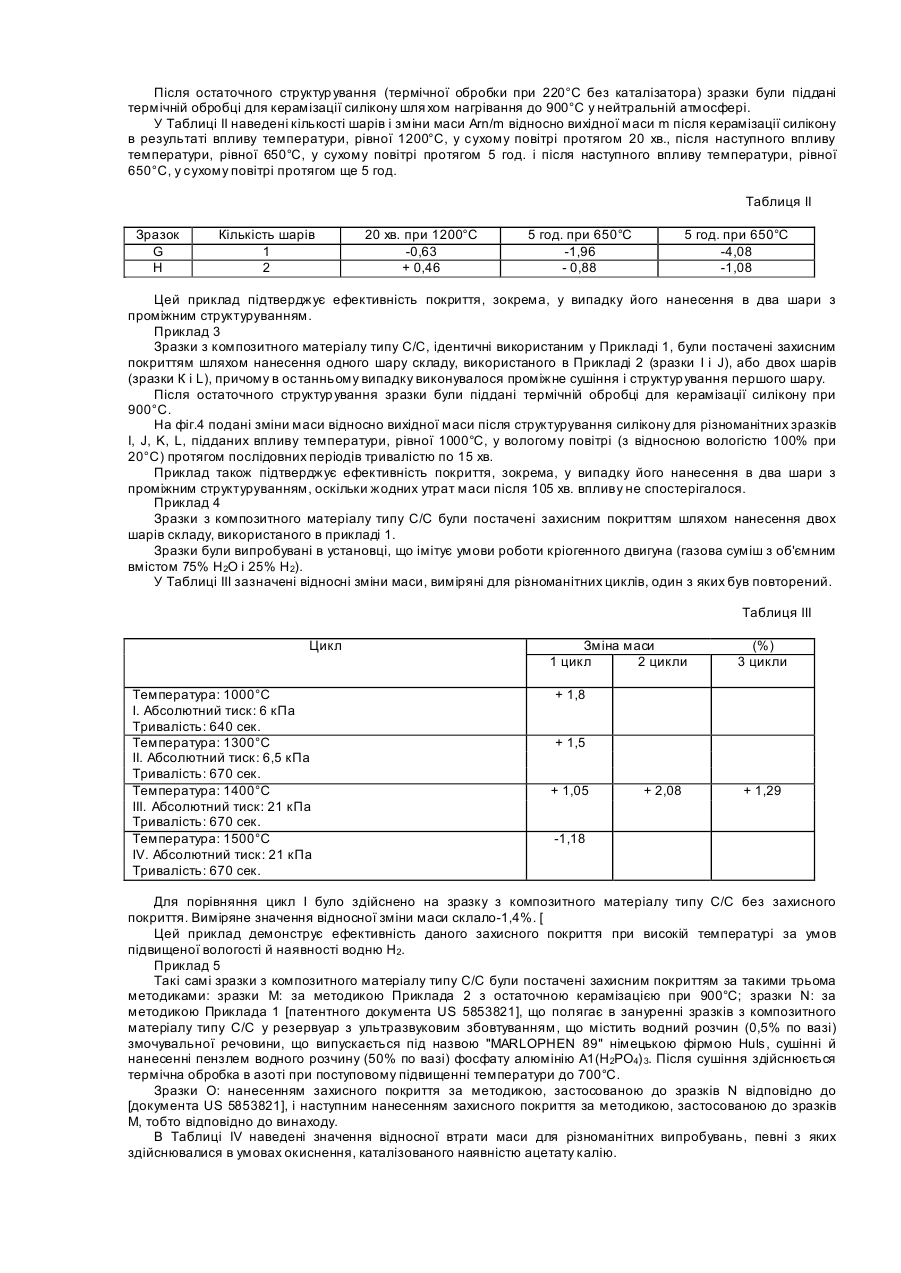
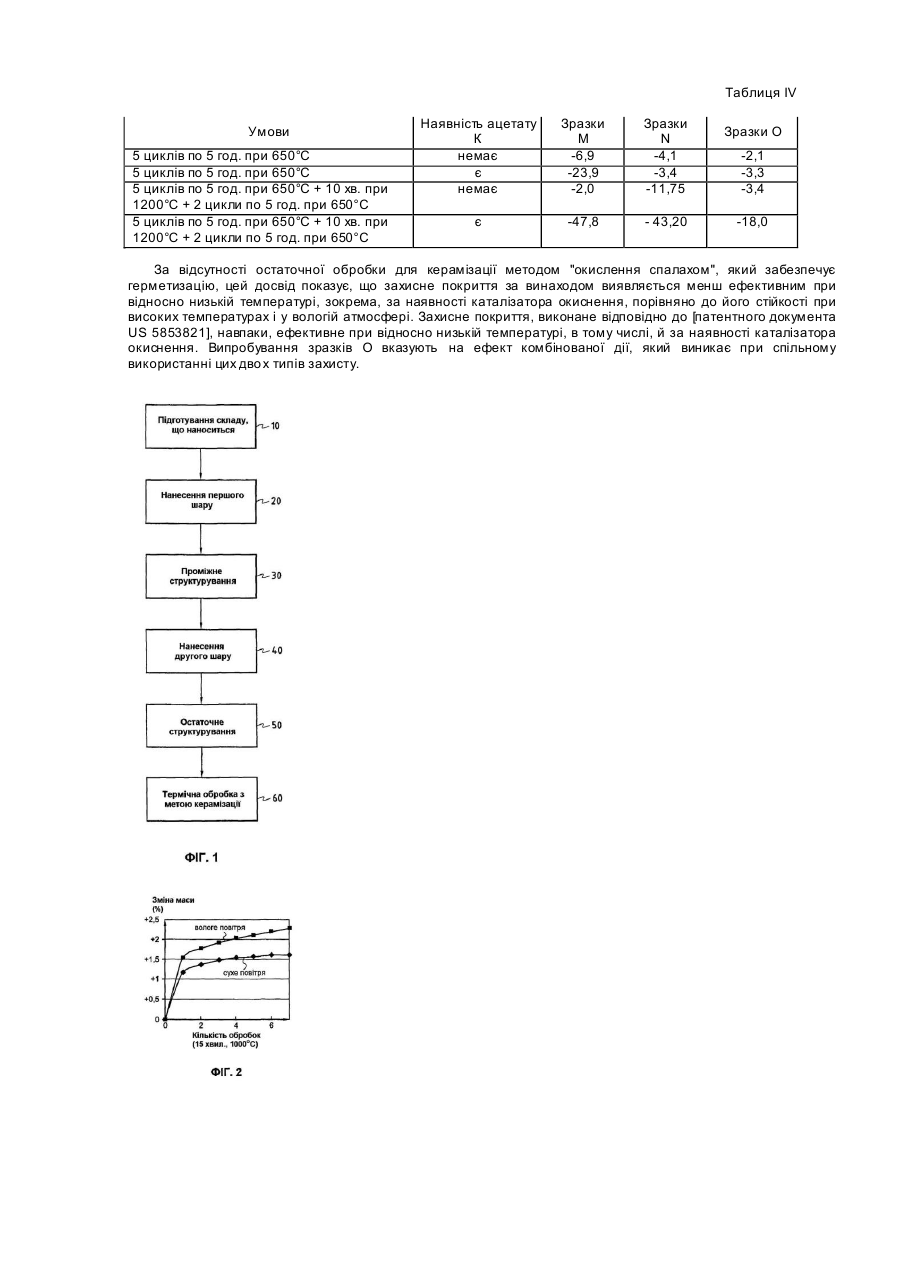
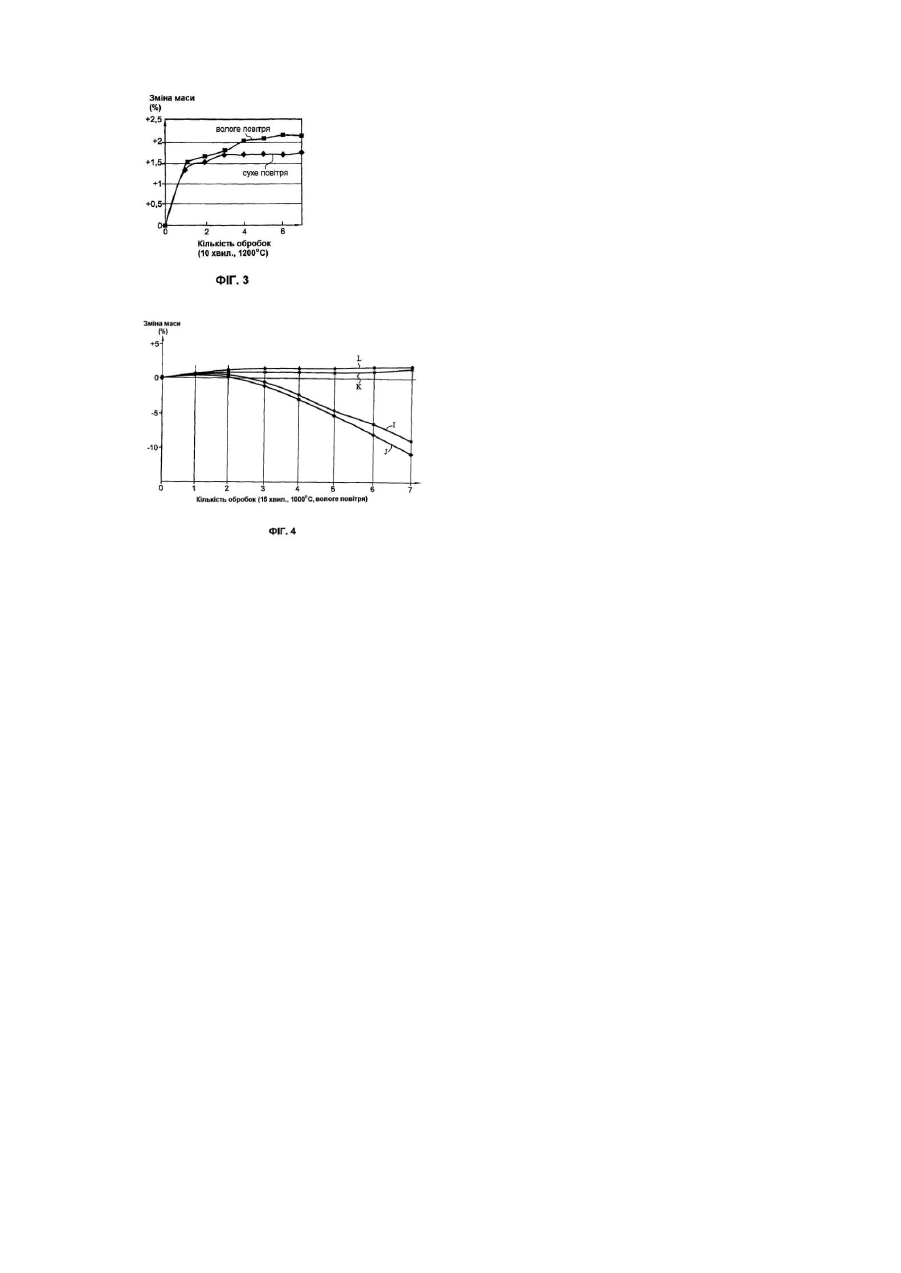
Даний винахід стосується протиокисного захисного покриття для деталей із термоструктурних композитних матеріалів, що містять вуглець або інші матеріали, схильні до окиснення при підвищеній температурі, наприклад нітрид бору. Термоструктурні композитні матеріали характеризуються своїми механічними властивостями, які роблять їх придатними для виготовлення з них конструктивних елементів, і здатністю зберігати ці механічні властивості при високих температурах. Вони складаються з посилюючих волокнистих елементів, ущільнених матрицею з термостійкого матеріалу, яка принаймні частково заповнює пори посилюючих волокнистих елементів. Як матеріали, з яких виготовляють посилюючі волокнисті елементи й матрицю, звичайно використовують вуглець або керамічні матеріали. Наприклад, до термоструктурних композитних матеріалів належать композитні матеріали типу вутлець-вуглець (С/С) і композитні матеріали з керамічною матрицею, як-от C/SiC (посилюючі елементи з вуглецевого волокна й матриця з карбіду кремнію), C/C-SiC (посилюючі елементи з вуглецевого волокна й матриця із суміші вуглецю й карбіду кремнію) або C/C-SiC-Si (композитний матеріал типу С/С, силіційований за рахунок реакції з кремнієм). Термоструктурні композитні матеріали часто містять вуглець як матеріал волокон принаймні однієї зі складових матеріалу матриці або ж матеріалу межфазного шару, утвореного на волокнах для забезпечення надійного з'єднання з матрицею. Таким чином, щоб уникнути швидкої руйнації деталей, виготовлених з таких композитних матеріалів, при їхньому використанні в окисній атмосфері при температурі понад 350°С необхідний їх захист від окиснення. Це також справедливо, якщо як компонент міжфазного шару між волокнами і керамічною матрицею використовується нітрид бору (ΒΝ). Створенню протиокисних захисних покриттів для деталей, виготовлених, щонайменше, почасти з вуглецю або графіту, присвячена велика література. У випадку деталей із термоструктурних композитних вутлецевмісних матеріалів, зокрема матеріалів типу С/С, використовують відомий спосіб, який полягає у створенні захисного покриття, що принаймні почасти складається із боровмісного складу, і, зокрема, з самозаживлювального складу. Під самозаживлювальним складом розуміють склад, який, переходячи при робочій температурі деталей у в'язкий стан, здатний заповнювати тріщини, які можуть утворитися в захисному покритті. Інакше за наявності окисної температури такі тріщини забезпечили б доступ кисню з навколишнього середовища до композитного матеріалу і його проникнення в залишкові пори цього матеріалу. Зазвичай використовувані самозаживлювальні склади являють собою боровмісні стекла, зокрема боросилікатні стекла – [див., наприклад, патентний документ US4613522]. З [патентного документа ЕР 0609160] відома також методика створення протиокисного захисного покриття із суміші дибориду цирконію ZrB2, гелю Жремнієвої кислоти SiO2 і карбіду кремнію SiC. Слід зазначити, що в даному документі рекомендується уникати використання дибориду титану ТіВ2 . Оксид В2О3 є важливим компонентом боровмісних захисних складів. Він має відносно низьку температуру плавлення (близько 450°С) і добре змочує захищувану вуглецеву поверхню. Проте при температурах понад 1000°С В2О3 починає випаровуватися, внаслідок чого його захисні якості погіршуються. Крім того, внаслідок відносно низької температури плавлення оксид В2О3 може здуватися з поверхні деталей газовим потоком, що протікає повз ці деталі. До того ж, В2О3 вбирає вологу й утворює гідроксид бору, який починає випаровуватися при порівняно низьких температурах (починаючи від 150°С). Отже, існує потреба в захисті деталей, використовуваних у вологи х середовищах при високій температурі. Така потреба, зокрема, існує для розширюваної частини сопел воднево-кисневих реактивних двигунів, оскільки водяна пара, що утворюється й викидається через сопло, не тільки створює вологе окисне середовище, але й обдуває вн утрішню поверхню розширюваної частини . Аналогічна потреба в захисному покритті існує також для гальмівних дисків із композитного матеріалу типу С/С, використовуваних в авіації, при посадці літака на вологу смугу і при вирулюванні на зліт або після посадки. Відомий також описаний у [патентному документі ЕР 0550305] спосіб виготовлення захисного, стійкого до стирання й видування покриття для деталей з композитного матеріалу. Цей спосіб передбачає створення на поверхні деталей покриття, яке містить суміш порошку з керамічної речовини, не містить окисів, (наприклад, порошку карбіду, нітриду, бориду або силіциду, порошку термостійкого оксиду, здатного "заживляти" тріщини шляхом утворення скла (наприклад, порошкоподібної суміші кремнезему й глинозему), і сполучної речовини, що складається зі смоли-джерела (прекурсора) керамічного матеріалу (наприклад, смоли на основі полікарбосилану, політитанокарбосилану або їхніх аналогів, полісилазану, полівінілсилану або кремнію), причому цю смолу потім перетворюють на керамічну речовину. Захисний шар утворюється з керамічної фази, яка не містить окисів, і заживлювальної фази, які утворюють дві взаємопроникні структури, забезпечуючи, таким чином, необхідний захист від стирання й видування. Задача, на розв'язання якої спрямовано даний винахід, полягає у створенні захисту від окиснення деталі з композитного матеріалу, що має високу е фективність, зокрема, у вологому середовищі. Для вирішення поставленої задачі згідно з даним винаходом пропонується спосіб, що включає: нанесення на деталь складу, що містить суміш принаймні одного бориду у формі порошку, принаймні одного термостійкого склоподібного оксиду у формі порошку, що має здатність до заживления тріщин шляхом утворення скла, і сполучної речовини, що містить смолу-джерело термостійкого керамічного матеріалу; і структуризацію смоли. При цьому відповідно до даного способу основним компонентом порошку бориду є диборид титану ТіВ2, а основним компонентом порошку принаймні одного термостійкого оксиду є суміш боросилікатів. Під сумішшю боросилікатів, або боросилікатною системою, мається на увазі система (В2О3, SiO2), що містить зв'язані оксиди бору і кремнію. Крім дибориду титан у, порошок бориду може містити принаймні один інший металевий борид, наприклад борид алюмінію, АlВ2 і/або АlВ12 , і/або борид кремнію, SiB4 і/або SiB6. Як випливає з прикладів, наведених у подальшому описі, такий склад, незважаючи на наявність у ньому В2О3 , забезпечує несподівано ефективне і стійке протиокисне покриття, в тому числі, у вологому середовищі. Сполучна речовина може містити полімер, що перетворюється на керамічний матеріал, вибраний з полікарбосиланів, політитанокарбосиланів, полісилазанів, полівінілсиланів і силіконових смол. Структурування цього полімеру переважно здійснюють при температурі, меншій за 400°С. У оптимальному варіанті на деталь наносять склад, що утворює після структурування шар завтовшки від 200мкм до 700мкм. Також в оптимальному варіанті склад наносять на деталь послідовними шарами з проміжним структур уванням. Керамізацію (трансформацію, перетворення) речовини-джерела термостійкого керамічного матеріалу здійснюють при високій температурі. Керамізація може бути здійснена після нанесення складу і перед введенням деталі в експлуатацію шляхом термічної обробки при температурі, як правило, вищій за 600°С, у нейтральній атмосфері. Керамізація також може бути здійснена при більш високій температурі в окисній атмосфері, переважно при температурі, понад або рівній 800°С. У такому випадку керамізацію здійснюють, з урахуванням властивостей і форми деталі, протягом обмеженішого часу, наприклад, методом окиснення спалахом у печі, методом обробки полум'ям у повітрі або методом локального нагрівання за допомогою індуктивного зв'язку з індуктором-нагрівачем. За одним з варіантів здійснення керамізація може здійснюватися безпосередньо на початку експлуатації деталі в процесі її роботи при високій температурі. Якщо захищувана деталь виготовлена з композитного матеріалу типу С/С, склад може бути нанесений на деталь безпосередньо або після утворення термостійкого нижнього шару, наприклад, із SiC. Такий нижній шар створює додатковий протиокисний захисний бар'єр, але схильний до розтріскування. Нижній шар може бути утворений реактивним методом, наприклад, з використанням газоподібного SiO, методом хімічного осадження або інфільтрації пари, або керамізації речовини-джерела, або ж методом силіціювання композитного матеріалу типу С/С кремнієм, з утворенням нижнього шару типу SiC-Si. Відповідно до ще однієї особливості способу за винаходом він включає попередній етап просочення деталі композицією, що містить принаймні один фосфат, наприклад фосфат алюмінію або магнію, причому після просочення здійснюється термічна обробка при температурі понад 600°С. Для полегшення нанесення складу, зокрема, регулювання його в'язкості, даний склад переважно містить розчинник смоли-джерела керамічного матеріалу. Нанесення складу може бути здійснене методом намазування пензлем або напилювання з подальшим видаленням розчинника сушінням і структурування смоли. Для підвищення опору захисного покриття видуванню склад може містити додаткові наповнювачі у формі коротких волокон або "вусів" з термостійкого матеріалу, наприклад керамічного матеріалу, зокрема карбіду кремнію або глинозему. Даний винахід також охоплює деталь з композитного матеріалу, постачену захисним покриттям, отриманим за вищезгаданим способом. Ця деталь може бути тертьовою деталлю з композитного матеріалу типу С/С або розширюваною частиною сопла реактивного двигуна. Стислий опис креслень Інші особливості даного винаходу стануть ясні з подальшого докладного опису, наведеного як необмежувальний приклад, з посиланнями на додані креслення, на яких: - фіг.1 ілюстр ує послідовні етапи формування протиокисного захисного покриття за одним з варіантів здійснення винаходу; - фіг.2-4 являють собою графіки, які ілюструють стійкість захисних покриттів, одержаних згідно з винаходом, у сухій і вологій окисній атмосфері при температурі, рівній 1000°С і 1200°С. В подальшому описі винаходу розглядається його застосування для захисту від окиснення деталей з композитного матеріалу типу С/С, зокрема розширюваної частини сопел реактивних двигунів і тертьових деталей, наприклад гальмівних дисків літаків. Проте, як зазначено вище, даний винахід може застосовуватися до будь-яких композитних вутлецевмісних матеріалів або до інших матеріалів, чутливих до окиснення, зокрема, до матеріалів типу CMC, що містять посилюючі елементи з вуглецевого волокна або межфазові шари з вуглецю або нітриду бору (BN) між посилюючими волокнами і керамічною матрицею, виготовленою, наприклад, з SiC. Перший етап 10 процесу (див. фіг.1) полягає у підготуванні складу, що наноситься на захищувану поверхню. Склад містить: - порошок металевого дибориду, що складається принаймні переважно (більш ніж на 50% по масі) з тонко подрібненого дибориду титану ТіВ 2, до якого можуть додаватися один або декілька інших боридів, наприклад борид алюмінію, АlВ2 і/або АlВі2, і/або борид кремнію, SiB4 і/або SiB6, - тонко подрібнені (порошкоподібні) термостійкі оксиди, здатні утворювати силікатне скло, що самозаживляється за передбачених для даної деталі робочих температур, причому основними компонентами цих оксидів є оксид бору й оксид кремнію, - смолу-джерело термостійкого керамічного матеріалу, що діє як сполучна речовина, - розчинник цієї смоли, - можливо, твердий керамічний наповнювач у формі коротких волокон ("вусів"). Компонентами силікатного скла, крім оксидів бору і кремнію, можуть бути оксиди, що дозволяють варіювати діапазон температур, у якому це скло має властивість в'язкості, необхідну для заживления тріщин, наприклад оксиди лужних металів: Na2O, К2О; оксиди барію ВаО, кальцію СаО або магнію MgO; оксид алюмінію Аl2О3, моноксид свинцю РbО; оксиди заліза тощо. Так, може використовуватися порошок скла "PYREX", виробленого американською фірмою "CORNING", склад якого в масових відсотках приблизно такий: SiO2 80,60% В2О3 12,60% Na2O 4,2% А12О 3 2,25% СІ 0,1% СаО 0,1% MgO 0,05% Fe2O3 0,04% Також можуть використовуватися інші стекла, що складаються переважно з оксидів бору і кремнію, наприклад стекла, вироблені німецькою фірмою "SCHOTT" під марками "8330", "8337В", "8486" і "88656". Смола-джерело термостійкого керамічного матеріалу може бути вибрана, наприклад, з таких речовин: полікарбосиланів (PCS), що перетворюються на карбід кремнію SiC; політитанокарбосиланів (PTCS) або інших похідних продуктів, у яких титан замінений іншим металом (наприклад, цирконієм), що перетворюються на SiC і випускаються, зокрема, японською компанією UBE; або інших речовин, що перетворюються на системи Si-CΟ або Si-C-N, наприклад полісилазанів, полісилоксанів, полівінілсиланів (PVS) або кремнієвмісних смол. Як розчинник смоли може бути вибраний, наприклад, ксилол, толуол, тетрахлоретилен, циклогексан, октан тощо. Необов'язковий додатковий наповнювач у вигляді коротких волокон ("вусів") може бути виготовлений, зокрема, з карбіду кремнію SiC (наприклад, волокна, продавані японською компанією Nippon Carbon під назвою "NICALON"), або з глинозему Аl2О 3 (наприклад, волокна з Аl2О3, що вип ускаються британською компанією ІСІ під назвою "SAFFIL"). Описаний склад, переважно після гомогенізації методом збовтування, наносять на поверхню захищуваної деталі, причому нанесення складу може здійснюватися, наприклад, методом намазування пензлем або напилювання пульверизатором. Склад переважно наносять у декілька послідовних шарів, наприклад, у два шари (етапи 20 і 40), між якими в оптимальному варіанті виконують етап 30 сушіння для видалення розчинника і структур ування смоли. Загальна кількість нанесеного складу переважно становить від 25мг/см 2 до 110мг/см 2, так щоб після видалення розчинника шляхом сушіння в сушильній печі покриття, що утворюється після структурування смоли, мало товщину від 200мкм до 700мкм. Структурування смоли перетворює її на нерозчинний полімер, що забезпечує зчеплення часток порошку бориду і скла, і "вусів", якщо такі використовуються, а також прикріплення покриття до деталі. Проміжне структур ування перед нанесенням другого шару запобігає розчиненню попереднього нанесеного шару розчинником, що міститься в шарі, що наноситься наступним, і сприяє якісній гомогенізації всього утворюваного покриття. Етап 50 остаточного структурування виконують після нанесення й сушіння останнього шару. Температура структур ування смоли залежить від властивостей цієї смоли, але переважно не перевищує 400°С. В разі використання PCS структурування може здійснюватися шляхом підвищення температури до 350°С у повітрі або за наявності кисню. Згодом може здійснюватися термічна обробка з метою керамізації смоли-джерела термостійкого керамічного матеріалу (етап 60), для чого температуру піднімають вище за 600°С, наприклад приблизно до 900°С, у нейтральній атмосфері. Проте обробку з метою керамізації можуть здійснюватися також у окисній атмосфері, якщо вона здійснюється швидко і при відносно високій температурі, наприклад рівній або більшій за 800°С, зокрема методом обробки полум'ям у повітрі або методом окиснення спалахом у печі в повітрі, або ж методом локального нагрівання за допомогою індуктивного зв'язку з індуктором, якщо властивості й форма деталі це дозволяють. Обробка полум'ям у повітрі може бути здійснена з використанням паяльного пальника, який забезпечує можливість локального керування процесом керамізації. Виконання керамізації до початку експлуатації деталі дозволяє домогтися герметизації і забезпечує можливість використання деталі при відносно низьких температурах. Проте в деяких випадках така термічна обробка не може здійснюватися до введення деталі в експлуатацію, так що керамізація відбувається в процесі експлуатації деталі при впливі на неї досить високої температури. Після термічної обробки одержують деталь, постачену захисним покриттям, що містить термостійкий керамічний матеріал, утворений у результаті керамізації смоли, заживлювальну фазу, що складається із силікатного скла, основними компонентами якого є оксиди В2О3 і SiO2, і наповнювач, що містить, принаймні переважно, частки ТіВ2 і, можливо, "вуса". Диборид ТіВ2 служить джерелом відновлення В2О3 При випарюванні В2О3, що відбувається при температурах 400°С-500°С, ТіВ2, що окиснюється при температурах понад 550°С, компенсує втрати В2О 3, створюючи В2О3 + ТіО2. Оксид ТіО2 розосереджується серед оксидів у складі силікатного скла і робить свій внесок у збільшення його в'язкості, зберігаючи при цьому його заживлювальні властивості. Інший борид або інші бориди, крім ТіВ2, наявні в менших кількостях, можуть бути, наприклад, боридами алюмінію або кремнію, що дозволяють утворювати В2О 3, а також термостійкий оксид або оксиди. За наявності бориду алюмінію глинозем, що утворюється при експлуатації виробу, також може вступати в реакцію з наявним кремнеземом SiO2 і утворювати більш термостійкі силікоалюмінієві фази, наприклад муліт (3Al2O 3,2SiO2). Крім підвищення термостійкості утворюваного покриття, це також може підвищити його стійкість до видування. Додатковий наповнювач у вигляді коротких керамічних волокон ("вусів") дозволяє утримувати скло при його переході в занадто рідкий в'язкий стан, що підвищує стійкість покриття до видування (наприклад, у випадку розширюваної частини сопел) і центрифугування (наприклад, у випадку гальмівних дисків). Склад необхідного остаточного покриття визначається складом, нанесеним на деталь, причому слід ураховувати, що кількість розчинника визначається в'язкістю, необхідною для нанесення покриття за допомогою пензля або пульверизатора. За одним з варіантів здійснення перед етапом 20 виконують попередній етап просочування захищуваної деталі з метою створення внутрішнього захисту від окиснення в порах цієї деталі. Просочування здійснюється композицією, яка містить принаймні один фосфат, наприклад фосфат алюмінію А1(Н2РО4)з- Як описано в патентному документі [US 5853821], таке просочування може ^здійснюватися шляхом обробки всього об'єму деталі розчином, який містить змочувальну речовину, і подальшого сушіння. Після просочення й подальшого сушіння виконують термічну обробку в нейтральній атмосфері. Після нанесення захисного покриття за винаходом одержують деталь, що має одночасно високу опірність окисненню при високій температурі й у вологій атмосфері і високу опірність окисненню при більш низьких температурах, у тому числі, й у присутності каталізаторів окиснення. Слід зазначити, що залежно від гаданого використання склад може наноситься на всю зовнішню поверхню деталі або на її частину. Наприклад, у випадку гальмівних дисків склад може бути нанесений тільки на поверхні, що не належать до тертьових поверхонь, а у випадку розширюваної частини сопел двигунів склад може бути нанесений тільки на внутрішню поверхню розширюваної частини сопла. Приклад 1 Для перевірки ефективності захисного покриття за винаходом зразки, виготовлені з композитного матеріалу типу С/С, були постачені захисним покриттям у нижчезгаданих умовах і випробувані при високій температурі (1000°С або вищій) у сухому або вологому повітрі. Зразки являли собою блоки з композитного матеріалу типу С/С, який містить посилюючі вуглецеві волокна, ущільнені матрицею з піролітичного вуглецю, одержаною методом хімічної інфільтрації газоподібної фази. Був виготовлений такий склад: Порошок ТіВ2: 320 г Порошок скла "PYREX": 83,6 г Смола PCS (у сухому твердому стані): 100 г Розчинник (ксилол): 150 г Після гомогенізації суміші склад був нанесений пензлем на всю зовнішню поверхню зразків у два послідовних шари з проміжним сушінням і, у деяких випадках, з проміжним структур уванням PCS. Після остаточного структур ування зразки були піддані термічній обробці для керамізації PCS з нагріванням до температури, рівної 900°С, у нейтральній атмосфері. Термічна обробка для керамізації PCS була виконана до випробувань, щоб забезпечити можливість вимірювання вихідної маси основи після термічної обробки й оцінки зміни маси після впливу окисної атмосфери. Як зазначено вище, така термічна обробка для керамізації перед експлуатацією деталей, постачених захисним покриттям, не завжди буває необхідна. У Таблиці І для різноманітних зразків перераховані значення маси m складу, нанесеного на одиницю площі поверхні, а також відносної зміни маси зразків після впливу сухого повітря при температурі, рівній 1200°С, протягом 1 години. Таблиця I Зразок А В С D Ε F m (мг/см 2) 33 67 104 29 46 102 Проміжне структурування Зміна маси (%) немає немає немає є є є -1,6 + 1,15 + 1,05 +1 + 1,4 + 1,9 Можна підсумувати, що, крім зразка А, спостерігається збільшення маси внаслідок окиснення ТіВ2. Це випробування демонструє переваги нанесення двох шарів покриття з проміжним структуруванням між нанесенням шарів, а також вплив сумарної товщини покриття. На фіг.2 показана відносна зміна маси, вирахувана для зразків із двошаровим покриттям і з проміжним структур уванням PCS після послідовних впливів сухого повітря і вологого повітря (із відносною вологістю 100% при 20°С) при температурі, рівній 1000°С, тривалістю по 15 хв. кожне. На фіг.3 показана відносна зміна маси, виміряна для тих самих зразків після послідовних впливів сухо го повітря при температурі, рівній 1200°С, тривалістю по 10 хв. кожен. Не спостерігається жодних утрат маси, що вказує на виняткову стійкість покриття у вологій атмосфері, незважаючи на наявність В2О3. Приклад 2 Зразки з композитного матеріалу типу С/С, ідентичні зразкам приклада 1, були постачені захисним покриттям шляхом нанесення одного шару або дво х шарів (в останньому випадку, з проміжним сушінням і структур уванням першого шару) такого складу: Порошок ТіВ2: 80 г Порошок скла "PYREX": 20,9 г Силіконова смола: 31,25 г Розчинник (ксилол): 31,25 г Як силіконова смола в даному прикладі використовувалася смола, що випускається німецькою компанією Wacker Chemie під маркою "Н62С". Після остаточного структур ування (термічної обробки при 220°С без каталізатора) зразки були піддані термічній обробці для керамізації силікону шля хом нагрівання до 900°С у нейтральній атмосфері. У Таблиці II наведені кількості шарів і зміни маси Arn/m відносно вихідної маси m після керамізації силікону в результаті впливу температури, рівної 1200°С, у сухому повітрі протягом 20 хв., після наступного впливу температури, рівної 650°С, у сухому повітрі протягом 5 год. і після наступного впливу температури, рівної 650°С, у сухому повітрі протягом ще 5 год. Таблиця II Зразок G Η Кількість шарів 1 2 20 хв. при 1200°С -0,63 + 0,46 5 год. при 650°С -1,96 - 0,88 5 год. при 650°С -4,08 -1,08 Цей приклад підтверджує ефективність покриття, зокрема, у випадку його нанесення в два шари з проміжним структуруванням. Приклад 3 Зразки з композитного матеріалу типу С/С, ідентичні використаним у Прикладі 1, були постачені захисним покриттям шляхом нанесення одного шару складу, використаного в Прикладі 2 (зразки І і J), або двох шарів (зразки К і L), причому в останньому випадку виконувалося проміжне сушіння і структур ування першого шару. Після остаточного структур ування зразки були піддані термічній обробці для керамізації силікону при 900°С. На фіг.4 подані зміни маси відносно вихідної маси після структурування силікону для різноманітних зразків І, J, K, L, підданих впливу температури, рівної 1000°С, у вологому повітрі (з відносною вологістю 100% при 20°С) протягом послідовних періодів тривалістю по 15 хв. Приклад також підтверджує ефективність покриття, зокрема, у випадку його нанесення в два шари з проміжним структуруванням, оскільки жодних утрат маси після 105 хв. впливу не спостерігалося. Приклад 4 Зразки з композитного матеріалу типу С/С були постачені захисним покриттям шляхом нанесення двох шарів складу, використаного в прикладі 1. Зразки були випробувані в установці, що імітує умови роботи кріогенного двигуна (газова суміш з об'ємним вмістом 75% Н2О і 25% Н2). У Таблиці III зазначені відносні зміни маси, виміряні для різноманітних циклів, один з яких був повторений. Таблиця III Цикл Температура: 1000°С І. Абсолютний тиск: 6 кПа Тривалість: 640 сек. Температура: 1300°С II. Абсолютний тиск: 6,5 кПа Тривалість: 670 сек. Температура: 1400°С III. Абсолютний тиск: 21 кПа Тривалість: 670 сек. Температура: 1500°С IV. Абсолютний тиск: 21 кПа Тривалість: 670 сек. Зміна маси 1 цикл 2 цикли (%) 3 цикли + 1,8 + 1,5 + 1,05 + 2,08 + 1,29 -1,18 Для порівняння цикл І було здійснено на зразку з композитного матеріалу типу С/С без захисного покриття. Виміряне значення відносної зміни маси склало-1,4%. [ Цей приклад демонструє ефективність даного захисного покриття при високій температурі за умов підвищеної вологості й наявності водню Н2. Приклад 5 Такі самі зразки з композитного матеріалу типу С/С були постачені захисним покриттям за такими трьома методиками: зразки М: за методикою Приклада 2 з остаточною керамізацією при 900°С; зразки Ν: за методикою Приклада 1 [патентного документа US 5853821], що полягає в зануренні зразків з композитного матеріалу типу С/С у резервуар з ультразвуковим збовтуванням, що містить водний розчин (0,5% по вазі) змочувальної речовини, що випускається під назвою "MARLOPHEN 89" німецькою фірмою Huls, сушінні й нанесенні пензлем водного розчину (50% по вазі) фосфату алюмінію А1(Н2РО4) 3. Після сушіння здійснюється термічна обробка в азоті при поступовому підвищенні температури до 700°С. Зразки О: нанесенням захисного покриття за методикою, застосованою до зразків N відповідно до [документа US 5853821], і наступним нанесенням захисного покриття за методикою, застосованою до зразків М, тобто відповідно до винаходу. В Таблиці IV наведені значення відносної втрати маси для різноманітних випробувань, певні з яких здійснювалися в умовах окиснення, каталізованого наявністю ацетату калію. Таблиця IV Умови 5 циклів по 5 год. при 650°С 5 циклів по 5 год. при 650°С 5 циклів по 5 год. при 650°С + 10 хв. при 1200°С + 2 цикли по 5 год. при 650°С 5 циклів по 5 год. при 650°С + 10 хв. при 1200°С + 2 цикли по 5 год. при 650°С Наявність ацетату К немає є немає Зразки Μ -6,9 -23,9 -2,0 Зразки N -4,1 -3,4 -11,75 є -47,8 - 43,20 Зразки О -2,1 -3,3 -3,4 -18,0 За відсутності остаточної обробки для керамізації методом "окислення спалахом", який забезпечує герметизацію, цей досвід показує, що захисне покриття за винаходом виявляється менш ефективним при відносно низькій температурі, зокрема, за наявності каталізатора окиснення, порівняно до його стійкості при високих температурах і у вологій атмосфері. Захисне покриття, виконане відповідно до [патентного документа US 5853821], навпаки, ефективне при відносно низькій температурі, в тому числі, й за наявності каталізатора окиснення. Випробування зразків О вказують на ефект комбінованої дії, який виникає при спільному використанні цих дво х типів захисту.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for protection of article of composition material from oxidation and the article of composition material with protective antioxidizing coating
Автори англійськоюDiss Pascal
Назва патенту російськоюСпособ защиты детали из композиционного материала от окисления и деталь из композиционного материала с защитным противоокислитедьным покрытием
Автори російськоюДисс Паскаль
МПК / Мітки
МПК: C04B 41/89, F16D 69/02, C04B 41/85, C04B 41/87, F02K 9/97
Мітки: захисту, композиційного, окислення, захисним, протиокислювальним, спосіб, матеріалу, деталі, деталь, покриттям
Код посилання
<a href="https://ua.patents.su/7-79272-sposib-zakhistu-detali-z-kompozicijjnogo-materialu-vid-okislennya-ta-detal-z-kompozicijjnogo-materialu-z-zakhisnim-protiokislyuvalnim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту деталі з композиційного матеріалу від окислення та деталь з композиційного матеріалу з захисним протиокислювальним покриттям</a>
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Міллікен, Дейл, К., Боскен, Уільям, Е., (молодший)
МПК: C23C 4/06, C03B 7/00, C03B 5/00, C04B 41/89, C04B 41/45, C23C 4/10, C04B 41/87
Мітки: спосіб, виготовлена, деталь, керамічної, керамічна, виготовлення, деталі, способом, цим, покриттям
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Спосіб виготовлення деталі із композиційного матеріалу та спосіб виготовлення панелі типу “сендвіч” із композиційного матеріалу
Номер патенту: 26925
Опубліковано: 29.12.1999
Автори: ЛІМУЗЕН Жан-Луї, КАСТАГНО Стефан
Мітки: панелі, деталі, композиційного, типу, матеріалу, спосіб, сендвіч, виготовлення
Текст:
...и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки отделяют, по меньшей мере, 40 один из поверхностных слоев заготовки. Желательно также, чтобы ворсинки или волоконные иголочки были отверждены путем консолидации их* в результате частичного уплотнения волокнистых заготовок об45 шивки панели перед их соединением с заготовкой ее заполнителя. В варианте выполнения возможно также, чтобы заготовки обшивки с отвержденными...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Фрехсе Йоахім, Бекер Андреас, Сесеке-Коуро Ульріх
МПК: C23C 20/00, B23K 35/362
Мітки: покриттям, спосіб, суміш, алюмінію, отримані, виготовлення, з'єднання, варіанти, сплаву, алюмінієвого, деталі, використанням, деталей, покриття
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Посуд чавуновий з захисним покриттям та спосіб його виготовлення
Номер патенту: 56079
Опубліковано: 15.04.2003
Автор: Сонкін Олександр Леонідович
МПК: A47J 37/00, A47J 27/00, B21J 5/00
Мітки: посуд, захисним, спосіб, чавуновий, виготовлення, покриттям
Формула / Реферат:
1. Посуд чавуновий з захисним покриттям, який відрізняється тим, що захисне покриття виконане з оксиду заліза Fe3О4 і має рівномірний чорний колір.2. Спосіб виготовлення чавунового посуду, який включає лиття чавуну в кокіль, видалення литників, задирок, обдирки й шліфування поверхні, який відрізняється тим, що після операції обдирки та шліфування поверхня посуду підлягає піскоструменевій обробці, потім її нагрівають до температури...
Спосіб одержання композиційного матеріалу для захисту від радіаційного випромінювання
Номер патенту: 74219
Опубліковано: 15.11.2005
Автори: Межуєв Микола Миколайович, Кучма Леонід Данилович, Якушкін Михайло Олександрович, Удод Володимир Володимирович, Джур Євген Олексійович, Алексєєв Юрій Сергійович, Крикун Юрій Олександрович, Кабардін Микола Костянтинович, Ткаченко Володимир Іванович
МПК: G21F 1/00
Мітки: одержання, спосіб, матеріалу, захисту, композиційного, радіаційного, випромінювання
Формула / Реферат:
1. Спосіб одержання композиційного матеріалу для захисту від радіаційного випромінювання, що передбачає введення в армуючу матрицю дисперсного наповнювача, який відрізняється тим, що дисперсний наповнювач складають у вигляді багатокомпонентної суміші, що включає ультрадисперсні частинки середнім розміром 0,1мкм, з питомою поверхнею від 0,3м2/м до 2000м2/г і в кількості до 1,5% від об'ємної маси суміші, впливають на нього технологічними...
Попередній патент: Спосіб одержання етилдиметиламіну та триетиламіну
Наступний патент: Спосіб синтезу хіральних n-арилпіперазинів
Випадковий патент: Молекулярний комплекс, що має протипухлинні властивості