Спосіб виготовлення оболонкової форми по легкоплавкій моделі
Номер патенту: 80509
Опубліковано: 10.06.2013
Автори: Стрюченко Андріан Олександрович, Шинський Олег Йосипович, Дорошенко Володимир Степанович


Формула / Реферат
1. Спосіб виготовлення оболонкової форми по легкоплавкій моделі, який включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і часткове вбирання в поверхневий шар формувальної суміші продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель першого інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї суміші створення такої кірки, який відрізняється тим, що в заморожену воду моделі попередньо вводять другий інгредієнт, що взаємодіє з першим інгредієнтом і цією взаємодією прискорює створення міцної кірки, при цьому один з вказаної пари інгредієнтів є зв'язуючим формувальної суміші, а інший затверджувачем або каталізатором твердіння цього зв'язуючого.
2. Спосіб за п. 1, який відрізняється тим, що тривалість створення міцної кірки становить не більше тривалості розплавлення моделі.
3. Спосіб за п. 1, який відрізняється тим, що як зазначену пару інгредієнтів застосовують рідке скло як зв'язуюче і сполуки кальцію, інших металів як отверджувача, або застосовують технічні лігносульфонати як зв'язуюче та хромовий ангідрид або інші сполуки з шестивалентним хромом як отверджувач, або застосовують синтетичні смоли як зв'язуюче і кислоти як отверджувач.
Текст
Реферат: Спосіб виготовлення оболонкової форми по легкоплавкій моделі включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і часткове вбирання в поверхневий шар формувальної суміші продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель першого інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї суміші створення такої кірки, який відрізняється тим, що в заморожену воду моделі попередньо вводять другий інгредієнт, що взаємодіє з першим інгредієнтом і цією взаємодією прискорює створення міцної кірки, при цьому один з вказаної пари інгредієнтів є зв'язуючим формувальної суміші, а інший отверджувачем або каталізатором твердіння цього зв'язуючого. UA 80509 U (12) UA 80509 U UA 80509 U 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується ливарного виробництва, а саме способів виготовлення піщаних форм за одноразовими моделями. Відомий спосіб вакуумної формовки по легкоплавких моделях, що включає засипання піском моделі, розплавлення моделі і усмоктування продуктів її розплавлення в пісок, нанесення герметизуючого покриття на поверхню порожнини форми, який відрізняється тим, що герметизуючі покриття наносять шляхом осадження герметизуючого матеріалу при фільтруванні продуктів розплавлення моделі, в яку попередньо вводять цей матеріал [Пат. UA 80235 МПК В22С 9 / 02, В22С 7/00. - Опубл. 2007, Бюл. № 13]. Однак, хоча в якості герметизуючого матеріалу вводять високомолекулярну речовину -КМЦ або гелеутворюючий матеріал - рідке скло, ці матеріали використовують для утворення плівки на поверхні порожнини вакуумованої форми аналогічно методу ВПФ, вони часто не можуть затвердіти в тій мірі, щоб утримувати поверхню цієї порожнини форми без осипання або деформування при відсутності вакууму. Вакуумна формовка в Україні та інших європейських країнах поки є досить рідкісною технологією та значно менш застосовна на ливарних дільницях, ніж лиття в оболонкові форми по моделях, що виплавляються з міцних коркових піщаних форм. Відомий спосіб виготовлення форм по легкоплавких моделях, що включає нанесення на модель, виконану з замороженої води, матеріалів та виготовлення з них лицювальної вогнетривкої оболонки, додаткове зміцнення оболонки або формування її в контейнері з наповнювачем [Пат. UA 80372 В22С 9 / 00, 9 / 02, 9 / 04, 7/00. - Опубл. 2007, Бюл. № 14]. Однак цей спосіб передбачає технологію створення оболонкових форм відомими способами з контролем насамперед теплового режиму цього процесу, щоб уникнути танення моделі до завершення виготовлення форми шляхом застосування охолоджених матеріалів, що є досить енергоємним і важко контрольованим процесом при відсутності розробленого обладнання, зокрема, для багаторазового нанесення охолоджених (трохи нижче 0 °C) водних зв'язуючих суспензій з рідким склом, що наносяться на модель. Неможливість достатнього охолодження без замерзання цих водних суспензій має ті недоліки, що вони нагрівають, ослабляють і розмивають контактуючу з ними модель, температура якої, повинна бути не вище мінус 1015 °C, щоб уникнути деформації льоду. Одночасно при цій (і нижче) температурі моделі зазначена суспензія нерівномірно наноситься - намерзає на модель, створюючи на ній різностінне покриття з вмістом льоду, а застосування суспензій з додаванням спирту розчиняє модель. Вказані поки невирішені проблеми перешкоджають досягненню стабільної якості ливарних оболонкових форм. Найбільш близьким до заявленого рішення за технічними якостями є спосіб виготовлення форм за одноразовими моделями, що включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і усмоктування в формувальну суміш продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї суміші створення такої кірки [Пат. UA 83891 МПК В22С 9 / 04, В22С 7/00, Опубл. 2008. Бюл. № 16]. Введення у формувальну суміш інгредієнта - матеріалу, що твердіє при взаємодії з водою і створює міцну кірку, наприклад, напівводного гіпсу, цементу, призводить до того, що під дією капілярних сил та газового тиску вода проникає в суміш і отверджує її тонкий поверхневий прошарок, але зазначені матеріали мають вельми обмежене застосування при виготовленні форм. Гіпсові і цементні суміші крім низької вогнетривкості і газопроникності мають основний недолік - велику тривалість твердіння, що ускладнює їх застосування для лиття по крижаних моделях, тому що необхідно довго утримувати крижану модель в твердому вигляді або тривало утримувати відомими способами стінку із сипучих формувальних матеріалів від обвалення на моделі, що тане. Піщано-гіпсова і цементна суміш мають властивість відбирати молекули води (дифузією, стимулюванням сублімації) з контактної поверхні льоду моделі, що призводить до заовалення гострих кутів і країв моделі і погіршує якість форми. Форми з зазначеними зв'язуючими, що тверднуть при взаємодії з водою від танучої моделі, часто мають високу осипуваність поверхні і не мають тої якості, щоб отримувати широкий спектр, перш за все залізовуглецевих виливків. Задача винаходу - підвищення якості оболонкових форм. Поставлена задача вирішується тим, що в способі виготовлення оболонкової форми по легкоплавкій моделі, який включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і часткове вбирання в поверхневий шар формувальної суміші продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель першого інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї суміші створення такої кірки, згідно з 1 UA 80509 U 5 10 15 20 25 30 35 40 45 50 55 корисною моделлю, в заморожену воду моделі попередньо вводять другий інгредієнт, що взаємодіє з першим інгредієнтом і цією взаємодією прискорює створення міцної кірки, при цьому один з вказаної пари інгредієнтів є зв'язуючим формувальної суміші, а інший отверджувачем або каталізатором твердіння цього зв'язуючого. Крім того, тривалість створення міцної кірки може становити не більше тривалості розплавлення моделі. А також як зазначену пару інгредієнтів можуть застосовувати рідке скло як зв'язуюче і сполуки кальцію, інших металів як отверджувач, або застосовують технічні лігносульфонати як зв'язуюче та хромовий ангідрид або інші сполуки з шестивалентним хромом як отверджувач, або застосовують синтетичні смоли як зв'язуюче і кислоти як отверджувач. Через нагрівання і танення крижаної моделі в контакті з повітрям цеху і формувальною сумішшю в процесі формування потрібно швидке утворення кірки як оболонкової форми навколо моделі. Якщо цього не вдавалося досягти, то нерухомого стану стінки (на час її твердіння) утвореної ливарної порожнини форми, домагалися утриманням проти осипання цієї стінки застосуванням вакуумування форми аналогічно принципу ВПФ та/або створенням гідростатичного тиску рідкої (модельного) композиції через відкритий трубчастий випір та/або стояк достатньої довжини, що примикає до моделі. Процес зв'язування частинок формувальної суміші прийнято розглядати як скріплення твердих тіл рідкою речовиною (у нашому випадку з подальшим твердінням), коли міцність зв'язування залежить від співвідношення сил когезії і адгезії і їх абсолютних величин. На моделях простої конфігурації отримували кірку 1) без, а на інших з 2) мінімальної тривалістю зазначеного утримання шляхом утворення (просочуванням) швидкотвердіючих сумішей, одержуваних взаємодією зазначених інгредієнтів по аналогії з технологією виготовлення форм, що зміцнюються в контакті з оснащенням, холоднотвердіючих сумішей (ХТС) або твердіючих під дією різних хімічних реагентів [Дорошенко СП. и др. Формовочные материалы и смеси. К.: Вища шк., 1990. - С. 8]. У першому випадку твердіння починалося ще на стадії нанесення облицювання на модель і в процесі віброущільнення формувальної суміші. У зв'язку з втратою несучої здатності моделі, яка тане, в контакті зі стінкою форми в нижченаведених прикладах та інших подібних експериментах вибирали склади інгредієнтів для миттєвого (краще всього) або найбільш швидкого твердіння (з мінімальним індукційним періодом). Це часто були такі пари інгредієнтів, які раніше було забраковано розробниками ХТС з причини малої живучості суміші, адже ряд винаходів присвячено саме збільшенню живучості ХТС [Декл. патент України № 33696А, Авторське свідоцтво СРСР № 681648]. Такий вибір інгредієнтів та їх взаємозалежні масові частини обґрунтували тією умовою, що тривалість створення міцної кірки повинна складати не більше тривалості розплавлення моделі. Виконання цієї умови забезпечувало підвищення якості оболонкової форми, що перевіряли розпилюванням отриманих оболонкових форм. Інакше при більш повільному твердінні, як показала практика, в порожнині форми від стельових частин форми відокремлюються піщинки або шари незв'язаного піску і опускаються вниз в середовищі модельного розплаву, що веде до зниження якості поверхні порожнини і невиправного браку форми. Крім того, повільне твердіння стимулювало надмірно глибоке просочення форми, що давало перевитрату модельноформувальних матеріалів часто з дорогими інгредієнтами, а також надмірно зволожувало форму, що також вимагало збільшення часу підсушування оболонки та в цілому уповільнювало цикл формування. Повільне твердіння гальмувало виробничий процес, вело до зайвих перевитрат ресурсів і знижувало якість форм і виливків, а процес створення міцної кірки не довше тривалості розплавлення моделі дозволяє відразу після закінчення твердіння видалити рідкі продукти моделі з порожнини отриманої оболонкової форми, промити порожнину від можливого зайвого осаду і передати її на наступну операцію підсушування або лиття під вакуумом. Практикою нижченаведених прикладів та інших подібних експериментів підтверджено промислову придатність способу. В способі виготовлення оболонкової форми один з вказаної пари інгредієнтів був зв'язуючим формувальної суміші, а інший отверджувачем або каталізатором затвердіння цього зв'язуючого, як це трактує сучасна теорія ливарних процесів [Формовочные материалы и технология литейной формы: Справ, под ред. С.С. Жуковского. - М: Машиностроение, 1993, с. 49]. Отверджувач вступає в пряму чи непряму хімічну взаємодію зі зв'язуючим, а каталізатор забезпечує затвердіння зв'язуючого в результаті зміни рН середовища. Серед хімічних та фізико-хімічних процесів затвердіння при просоченні модельним розплавом поверхневого шару піщаної форми та утворенні зв'язуючих холоднотвердіючих композицій з пари інгредієнтів переважали процеси поліконденсації і полімеризації, що реалізують переважно хімічний тип зв'язку між частинками формувального піску. 2 UA 80509 U 5 10 15 20 25 30 35 40 45 50 55 60 У першому прикладі здійснення способу брали наступні пари інгредієнтів. Як зв'язуюче використовували рідке скло (содове), що відповідно до ГОСТ 13078-81 випускається з модулем 2,61-3,0 - низькомодульне і 3,01-3,5 - високомодульне, в рідкому вигляді зі щільністю 1,36-1,50 3 г/см . У ливарному виробництві зазвичай застосовують рідке скло з модулем 2,0-3,1, однак у нашому випадку при введенні рідкого скла в модельну композицію і виборі для нього порошкового отверджувача враховували, що чим вище модуль рідкого скла, тим вище його ступінь полімеризації і тим більша швидкість твердіння. Отвердження рідкоскляних сумішей у прикладі здійснення способу робили такими порошкоподібними матеріалами, як ферохромовий шлак, нефеліновий шлам та ін. за посібником [Голотенков О.Н. Формовочные материалы. Учеб. пособие. - Пенза: Изд-во Пенз. гос. ун-та, 2004. - С. 82]. Нефеліновий шлам, %: СаО 54-58; SiO2 28-32; Аl2О3 2-4; Fe2O3 2-4; (Na2O+К2О) 2-3 - побічний продукт виробництва глинозему з нефелінових руд. Ферохромовий шлак - саморозсипний шлак феросплавного виробництва, що містить більше 70 % двокальцієвого силікату, його типовий хімічний склад, %: СаО 48-54; SiO2 20-30; Аl2О3 4-8; MgO 7-12; Сr2Оз 2-12; FeO 0,1-2. Механізм твердіння рідкого скла докладно розглянуто в роботі [Корнеев ВИ., Данилов В.В. Растворимое и жидкое стекло. - Спб.: Стройиздат. 1996. - 216 с.], з якої взято загальне визначення для отверджувачів рідкого скла. Серед інших порошкових отверджувачів рідкого скла (для введення в формувальну суміш) відомий кремній, феросиліцій 75 %, силікофторид кальцію та інші. А такі відомі матеріали-отверджувачі, як гідроксид і хлорид кальцію, силікофторид натрію та інші при експериментальному відпрацюванні технології виготовлення оболонки застосовували в порошку піщаної суміші при додаванні рідкого скла в модель, або у водному розчині модельної композиції при введенні зв'язуючого - рідкого скла в формувальний матеріал. Рідке скло не втрачає властивостей при заморожуванні - розморожуванні [Справ, под ред. С.С. Жуковського, с. 57, 60-61]. Його використовували у водному розчині модельної композиції в кількості 1-30 % від маси води, а порошкові отверджувачі вводили в лицювальний піщаний шар, наприклад як за пат. UA 88304. У прикладі реалізації варіанту способу з введенням рідкого скла в вигляді сухого порошку в піщану суміш його вводили в кількості 1-10 % від маси піску, а відповідну кількість отверджувача для нього вводили в модельну композицію. В цьому випадку застосовували сухий концентрат для швидкісного приготування рідкого скла по ТУ 5743-001-31178039-2001 (виробництва ЗАТ "УРАЛ ВІМ" м. Челябінськ) у вигляді порошкоподібного матеріалу (мелена силікат-брила), якийпоставляється в мішках для швидкого приготування водних розчинів рідкого скла безпосередньо на місці споживання шляхом додавання до розрахункової кількості концентрату необхідної кількості води. Цей концентрат контролюють за змістом діоксиду кремнію (SiO 2), оксидів лужних елементів (Na2O, K2O), їх співвідношення, що характеризується, як силікатний модуль М, що дозволяло зручно виконати розрахунки рідких композицій. При отриманні оболонки по крижаній моделі перевагу віддавали рідкому склу, що містить калій, тому що самотвердіючі суміші на його основі мають підвищену швидкість отвердіння і зберігають свою активність при твердінні при низьких температурах, що підтверджено при роботі за межами приміщення в зимовий час. В іншому прикладі здійснення способу при виборі наступної пари інгредієнтів як зв'язуюче використовували лігносульфонати технічні (ЛСТ - побічні продукти при виробництві целюлози з деревини сульфітним способом). Вони займають у ливарному виробництві четверте місце після глини, рідкого скла і синтетичних смол, є дуже дешевими і недефіцитними органічними водними зв'язуючими, що забезпечують хорошу вибиваність форм, у тому числі з ХТС. Згідно з ГОСТ 13 183-83 виробляються ЛСТ марки А (рідкі, містять сухих речовин не менше 47 %, щільність - не 3 менше 1,230 г/см ) і марки Т (тверді, більше 76 % сухих речовин); рН 20 %-го розчину ЛСТ - не менше 4,4. Аналогічно до ХТС для оболонкових форм, що стверджуються СrО3, найбільш відповідними є ЛСТ з кальцієвою основою. ЛСТ застосовували у формувальних сумішах в кількості 2-5 % (іноді до 8 %) у поєднанні з глиною 2-3 %, або природними формувальними глинистими пісками. Як добавки, які викликають самотвердіння сумішей з ЛСТ, використовували хромовий ангідрид Сr2О3, біхромат натрію і калію, а також персульфат амонію в кількості від 0,2 до 0,7 % від маси суміші, що тверділа. Якщо хромовий ангідрид вводили в модельну 3 композицію, то густина водного розчину звичайно становила не вище 1,3 г/см . У цьому випадку ЛСТ у вигляді порошку вводили в лицювальний піщаний шар. А якщо ЛСТ вводили в модельну 3 композицію, то їх звичайно розбавляли водою до щільності не вище 1,17-1,20 г/см , а порошкоподібний отверджувач поміщали в лицювальний піщаний шар або в піщану суміш всієї форми. Останню групу інгредієнтів у одному з прикладів здійснення способу вибрали по аналогії з технологією ХТС, в якій використовується синтетична смола і отверджувач - кислота. Процес твердіння синтетичних смол пов'язаний з переведенням полімерів з низькою молекулярною 3 UA 80509 U 5 10 15 20 25 30 35 40 45 50 55 60 масою в полімери з високою молекулярною масою, такі процеси затвердіння синтетичних смол, залежно від структури одержуваних полімерів, називають полімеризацією або поліконденсацією. Суміші зі смолами мають переваги, порівняно з сумішами з іншими зв'язуючими, що складаються з їх високої міцності при малій (1-2,5 %) витраті зв'язуючого. Для лиття по крижаних моделях при експериментальній перевірці як приклади здійснення способу застосовували таку водорозчинну фенолоформальдегідну смолу, як СФЖ-30-13 або водоемульсійну смолу СФЖ-301, які вводили по черзі в склад модельної композиції у кількості близько 2,5 %, а в піщану суміш з вмістом до 3 % глини або з недорогих глинистих пісків для досягнення швидкого її отвердження вводили каталізатор ПТСК у кількості 0,6-1,5 % за рекомендацією монографії [Дорошенко С.П. та ін. Форм, матеріали та суміші. - C. 316-319]. Глина при цьому адсорбує низькомолекулярні фракції смоляного зв'язуючого, в результаті чого підвищується міцність оболонки. Як каталізатори твердіння синтетичних смол найбільшого поширення набули бензосульфокислота (БСК) і ортофосфорна кислота (ОК). БСК С 6Н5SО3Н поставляється у вигляді кристалічного продукту темно-сірого кольору з відносною молекулярною масою 158,18, що дозволяє її застосовувати в вигляді порошку в складі формувальної суміші. Ця кислота добре розчиняється у воді, адсорбує вологу з повітря, що також дає можливість введення її в крижану модель. Технічна БСК складається з моносульфокислоти бензолу - 98,4-98,6 %; вільної H2SО4-1,2-1,4 % і бензолу - не більше 0,2 % (ТУ 6-14-25-74). Каталізаторами затвердіння карбамідних смол є органічні (щавлева, лимонна, оцтова) і неорганічні (сірчана, соляна, фосфорна) кислоти, а також деякі солі (хлористий амоній, хлористий цинк). Щавлева кислота може поставлятися в порошку білого кольору, для застосування у водному розчині модельної композиції готували 10 % розчин, а паратолуолсульфокислота (ПТСК, C7H8O3S.H2O) поставляється у вигляді білих кристалів без запаху з розчинністю в воді 67г/100 мл води. При перевірці придатності технічного результату БСК у вигляді водного розчину готували до 3 густини 1,20-1,25 г/см як каталізатор для затвердіння феноло-формальдегідних, фурилофеноло-формальдегідних та інших смол, а ОК у вигляді водного розчину густиною до 1,20-1,55 3 г/см використовували як каталізатор для затвердіння смол карбамідофуранового класу. Також для прискорення процесу затвердіння піщано-смоляних плакованих сумішей або піщаних сумішей з порошкоподібної смолою, використовували водний розчин соляної кислоти, а також каталізатори ЛСФ, AM та ін. Каталізатор ЛСФ являє собою концентрат сульфітно-спиртової барди, підкисленою ортофосфорною кислотою; застосовується в парі зі смолою КФ-90. При введенні порошкоподібних смол в піщану суміш, випробували окремі смоли виробництва ВАТ "Уралхімпласт" (Свердловська обл., м. Нижній Тагіл) згідно ГОСТ 18694-80 (Смоли фенолформальдегідні тверді), зокрема, СФ-011, СФ-012, СФ-015, СФ-015М згідно з рекомендаціями довідника (Специальные способы литья. Под ред. В.А. Ефимова. - М.: Машиностроение, 1991, с. 169-171), та зв'язуючі фенольні порошкоподібні типу СФП-ОИЛ по ТУ 6-05-1370-90 (ВАТ "Карболіт", м. Орєхово-Зуєво) або по ТУ 2257-111-05015227-2006, а також деякі тверді епоксидні смоли згідно з ГОСТ 10587-84 і смолу фенолоформальдегідну тверду СФЖ-303 по ГОСТ 20907-75 (ВАТ " Карболіт"). В наведених прикладах при застосуванні деяких твердих інгредієнтів у порошковому вигляді їх попередньо розмелювали, чи при необхідності попередньо розчиняли в воді, а кількості речовин з пари інгредієнтів вибирали залежно від необхідної швидкості твердіння кірки оболонкових форми, досягаючи майже у всіх випадках тривалості створення міцної кірки не довше від тривалості розплавлення моделі. Спосіб дозволяє підвищити якість оболонкових форм, одержуваних по крижаних моделях, шляхом застосування швидкотвердіючих пар в складі зв'язуючого з отверджувачем або каталізатором затвердіння, які призводять до утворення міцної кірки формувальної суміші при виробництві оболонкової форми. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення оболонкової форми по легкоплавкій моделі, який включає нанесення формувальної суміші на модель, виконану з замороженої води, розплавлення моделі і часткове вбирання в поверхневий шар формувальної суміші продуктів розплавлення моделі, введення в формувальну суміш перед нанесенням на модель першого інгредієнта - матеріалу, який сприяє створенню міцної кірки з продуктами розплавлення моделі, і в процесі використання цієї суміші створення такої кірки, який відрізняється тим, що в заморожену воду моделі попередньо вводять другий інгредієнт, що взаємодіє з першим інгредієнтом і цією взаємодією прискорює створення міцної кірки, при цьому один з вказаної пари інгредієнтів є зв'язуючим формувальної суміші, а інший затверджувачем або каталізатором твердіння цього зв'язуючого. 4 UA 80509 U 5 2. Спосіб за п. 1, який відрізняється тим, що тривалість створення міцної кірки становить не більше тривалості розплавлення моделі. 3. Спосіб за п. 1, який відрізняється тим, що як зазначену пару інгредієнтів застосовують рідке скло як зв'язуюче і сполуки кальцію, інших металів як отверджувача, або застосовують технічні лігносульфонати як зв'язуюче та хромовий ангідрид або інші сполуки з шестивалентним хромом як отверджувач, або застосовують синтетичні смоли як зв'язуюче і кислоти як отверджувач. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing shell mold using low-melting patterns
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych, Striuchenko Andrian Oleksandrovych
Назва патенту російськоюСпособ изготовления оболочечной формы по легкоплавкой модели
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович, Стрюченко Андриан Александрович
МПК / Мітки
МПК: B22C 9/12, B22C 1/16, B22C 9/04, B22C 7/02
Мітки: легкоплавкий, оболонкової, спосіб, моделі, виготовлення, форми
Код посилання
<a href="https://ua.patents.su/7-80509-sposib-vigotovlennya-obolonkovo-formi-po-legkoplavkijj-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оболонкової форми по легкоплавкій моделі</a>
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють
Номер патенту: 79063
Опубліковано: 10.05.2007
Автор: Глива Володимир Кирилович
МПК: B22C 9/04, B22C 7/00, B22D 25/00
Мітки: спосіб, маси, оболонкової, виплавляють, модельної, одержаної, форми, виплавлення, моделями
Формула / Реферат:
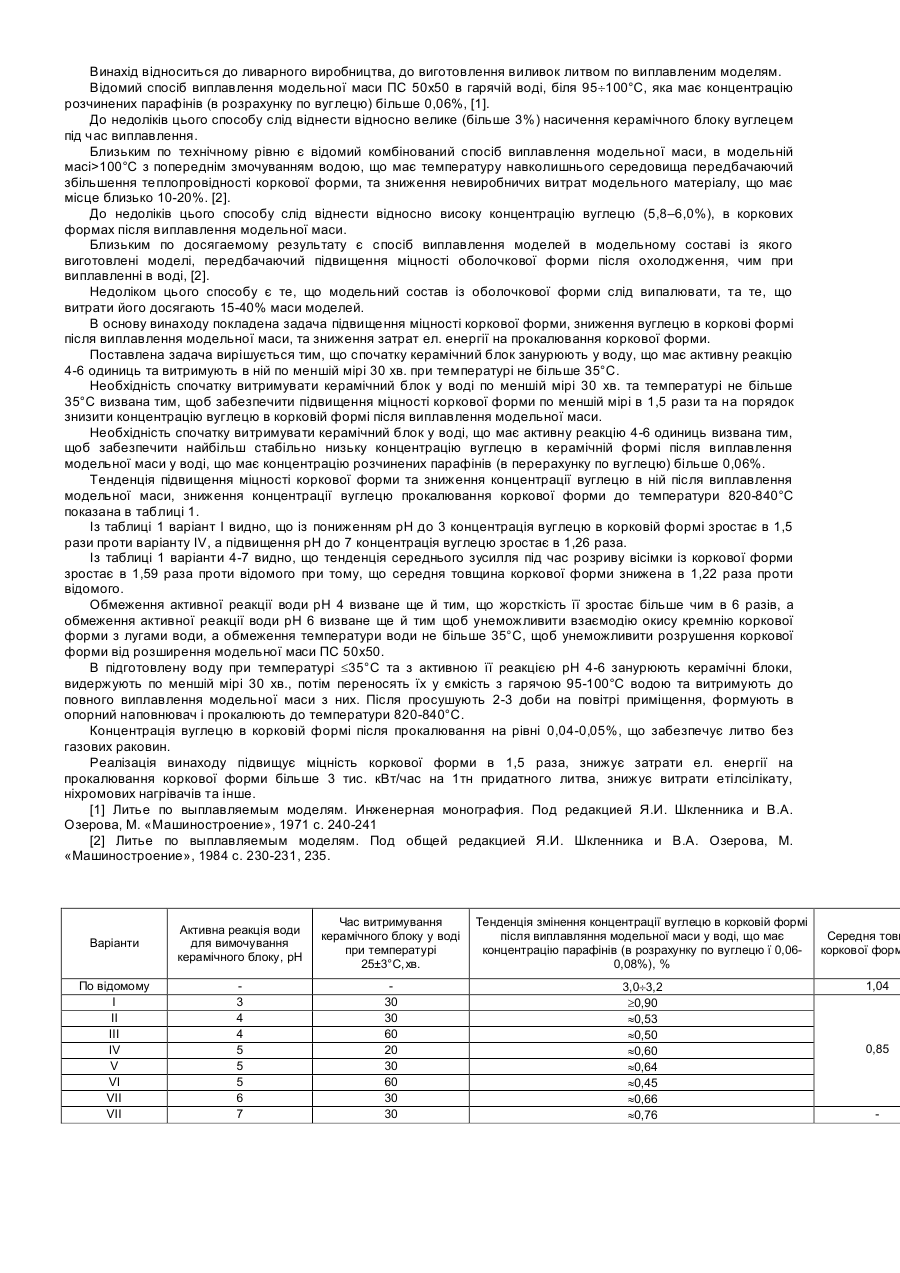
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють, який включає занурення невиплавленої оболонкової форми в гарячу воду та витримку в ній, який відрізняється тим, що спочатку невиплавлену оболонкову форму занурюють у воду, що має активну реакцію 4-6 одиниць, та витримують в ній принаймні 30 хвилин при температурі не більше 35 °С.
Спосіб виготовлення оболонкової конструкції
Номер патенту: 23461
Опубліковано: 02.06.1998
Автори: Куцевич Арсен Васильович, Новосад Мирослав Васильович, Рудник Андрій Григорович
МПК: H01Q 15/14
Мітки: конструкції, спосіб, виготовлення, оболонкової
Формула / Реферат:
1. Спосіб виготовлення оболонкової конструкції, який включає операції отримання сітчастої заготовки заданого контуру, формування профілю сітки, наприклад, шляхом підтискання до пуансона заданого профілю, який відрізняється тим, що краї накладеної на пуансон заготовки закріплюють прихватом, на поверхню заготовки накладають по контуру пуансона попередньо виготовлений обід та здійснюють обжимку заготовкою пуансона шляхом силової дії на цей обід;...
Спосіб виготовлення ливарної одноразової моделі
Номер патенту: 92226
Опубліковано: 11.10.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: ливарної, спосіб, виготовлення, одноразової, моделі
Формула / Реферат:
1. Спосіб виготовлення ливарної одноразової моделі з пінопластів, порядок виконання якого полягає у виготовленні окремих елементів включно з деталями ливникової системи, а потім збиранні їх в єдину конструкцію, який відрізняється тим, що елементи виготовляють плоскими, а потім згортають їх в трубчасті або інші просторові конструкції, причому в плоских елементах перед згортанням їх в місці вигину виконують клиноподібні вибірки паралельні осі,...
Спосіб виготовлення моделі
Номер патенту: 36893
Опубліковано: 16.04.2001
Автори: Сіроштан Володимир Юрійович, Пирогов Олександр Дмитрович, Галенко Василь Петрович
МПК: B22C 7/00
Мітки: спосіб, моделі, виготовлення
Формула / Реферат:
Спосіб виготовлення моделі, що включає створення розрахунків і креслень, виготовлення по них чорнової моделі з подальшою її обробкою до заданих розмірів, який відрізняється тим, що чорнова модель виготовляється шляхом послідовного набору плоских елементів поперечних перетинів, виготовлених із застосуванням комп'ютерного моделювання моделі в цілому і її складової частини з подальшим моделюванням формотвірної поверхні складової частини...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: високощільних, порошкових, спосіб, деталей, складної, форми, виготовлення
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Попередній патент: Установка для азотування в циклічно комутованому розряді
Наступний патент: Газотурбінний двигун з регенерацією тепла
Випадковий патент: Система контролю висіву насіння