Подовий модульний електрод сталеплавильної печі постійного струму
Номер патенту: 80780
Опубліковано: 10.06.2013
Автори: Рябінін Володимир Альбертович, Федоровський Борис Борисович, Медовар Лев Борисович, Ярош Володимир Михайлович, Лебідь Віталій Анатолійович, Коломієць Дмитро Віталійович, Зайцев Володимир Анатолійович, Саєнко Володимир Якович, Полішко Ганна Олексіївна
Формула / Реферат
1. Подовий модульний електрод сталеплавильної печі постійного струму, що по довжині складається із з'єднаних між собою методами зварювання або скріплених механічними засобами верхньої стальної частини, що в процесі дугової плавки підплавляється і постійно контактує із ванною розплавленого металу, та нижньої для кріплення струмопідводу мідної частини із каналами для водяного охолодження, який відрізняється тим, що в поперечному перерізі конструктивно виконаний як збірний блок, який складено із паралельно з′єднаних по бокових поверхнях однотипних біметалевих сталемідних модульних елементів, скріплених між собою щонайменше однією кільцевою стяжкою, яка забезпечує гарантований контакт між спряженими поверхнями модульних елементів.
2. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві модульні елементи виконані із монолітних сталемідних злитків, виготовлених методом електрошлакового переплаву за двоконтурною схемою, в яких протяжність перехідної зони сталь-мідь складає 0,02-0,1 від діаметра злитка.
3. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві сталемідні модульні елементи в поперечному перерізі виконані в вигляді правильного шестигранника.
4. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві сталемідні модульні елементи обладнані датчиками для контролю температури.
Текст
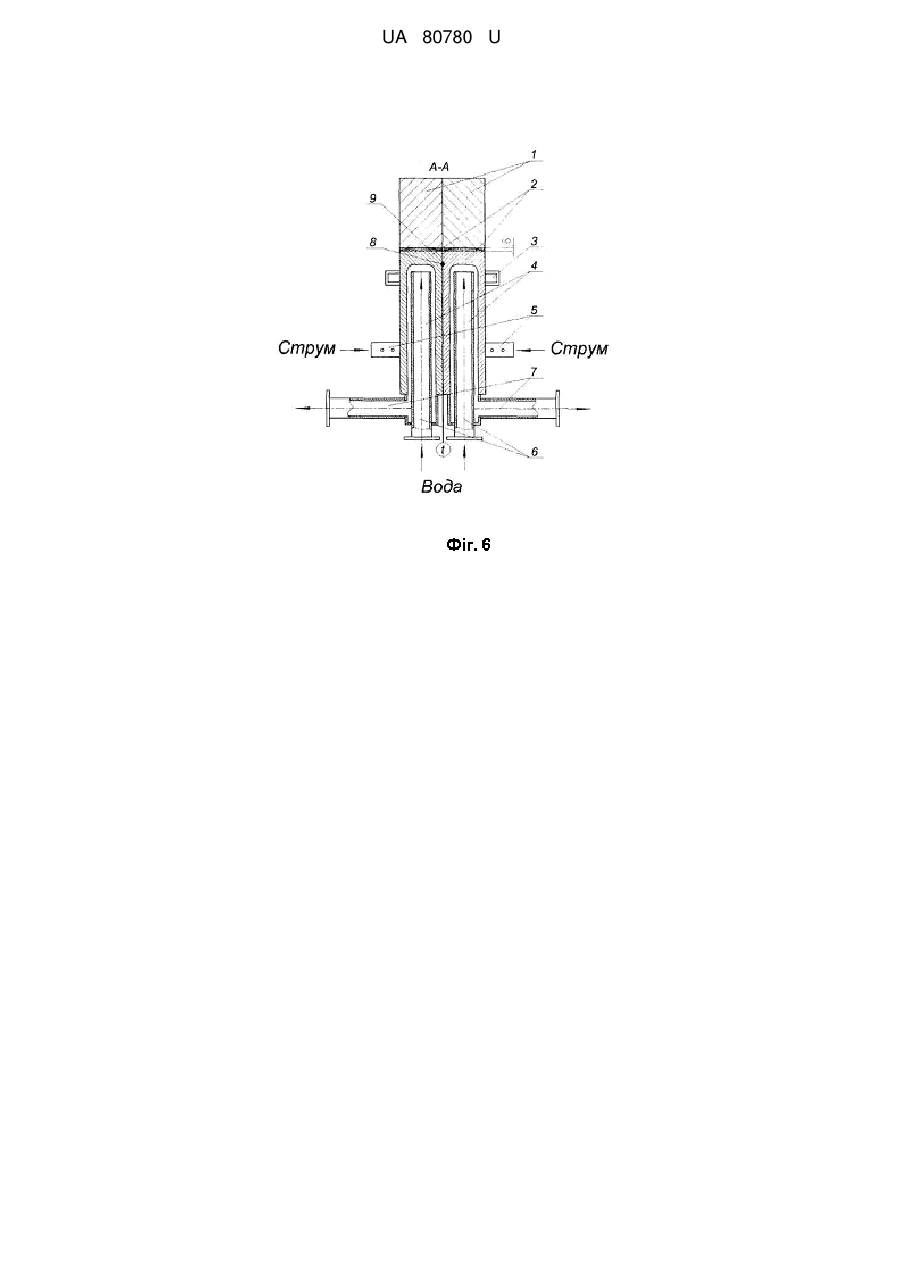
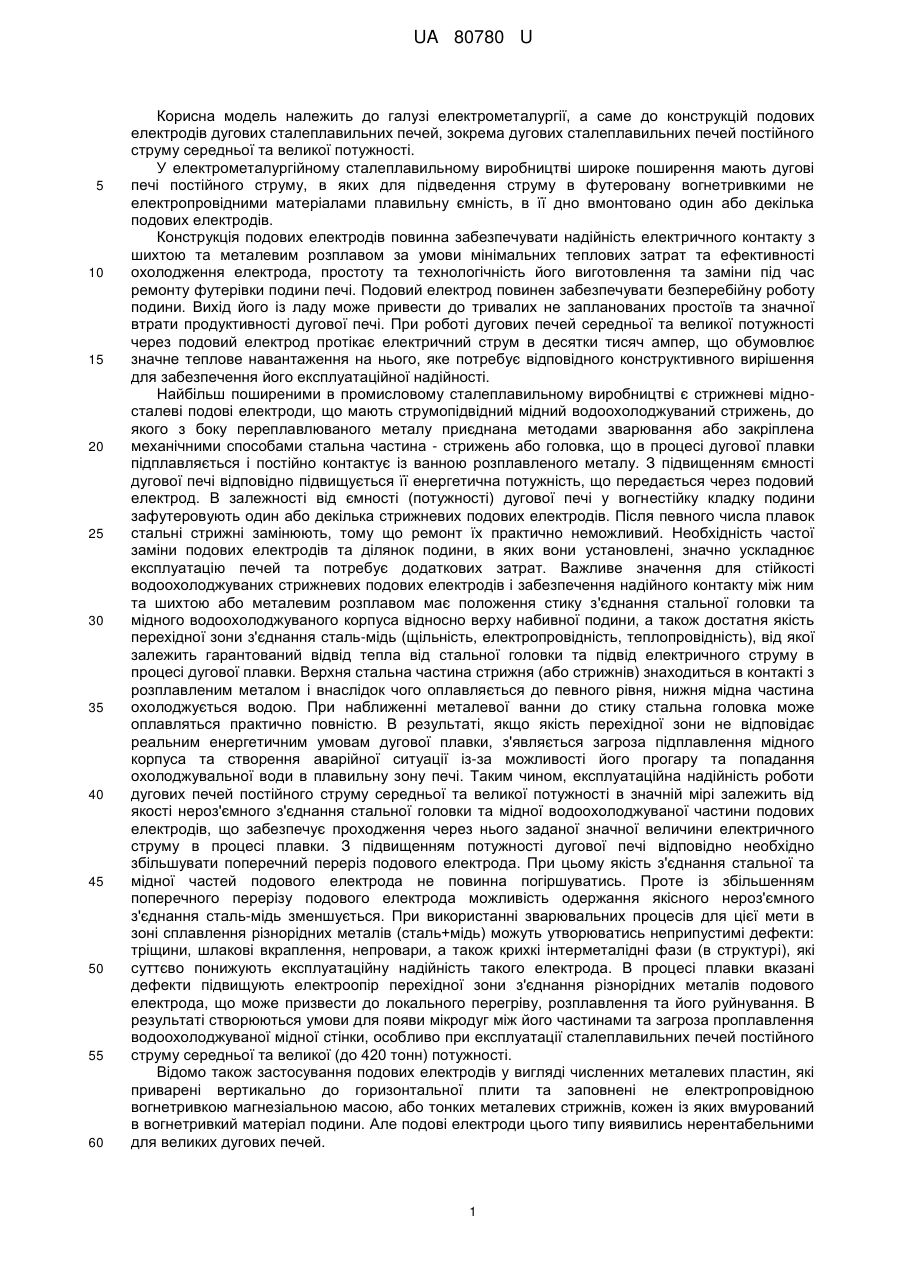
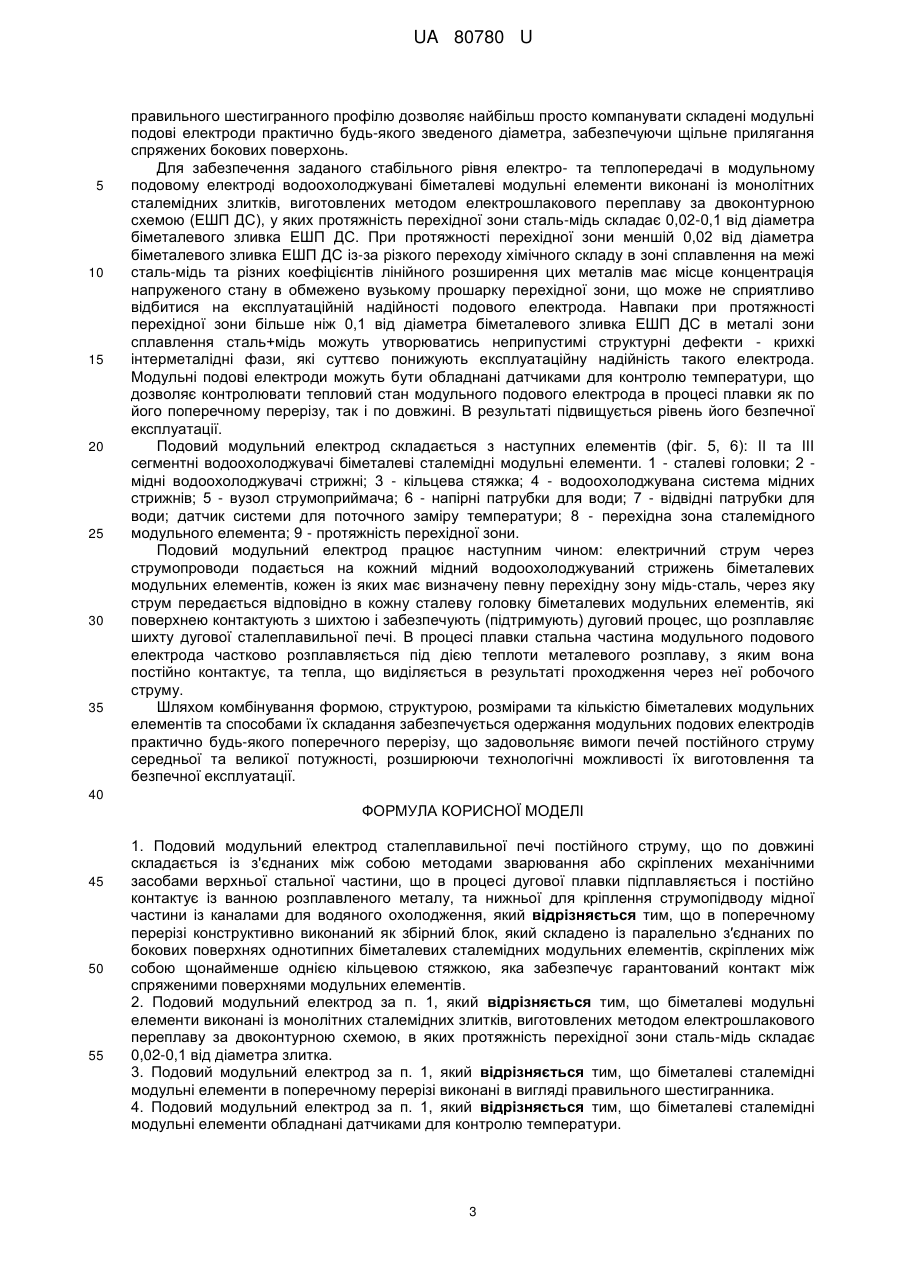
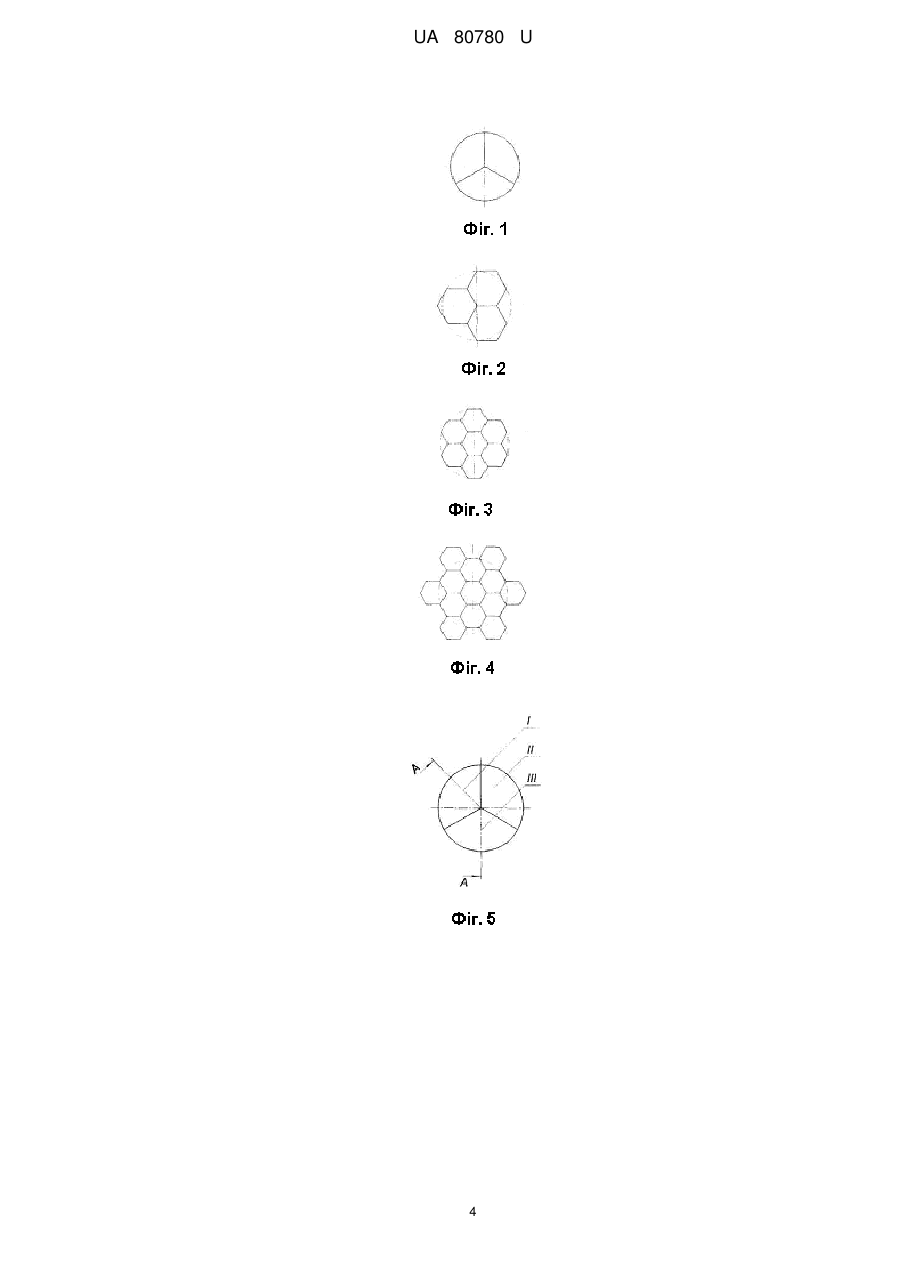
Реферат: Подовий модульний електрод сталеплавильної печі постійного струму по довжині складається із з'єднаних між собою методами зварювання або скріплених механічними засобами верхньої стальної частини, що в процесі дугової плавки підплавляється і постійно контактує із ванною розплавленого металу, та нижньої для кріплення струмопідводу мідної частини із каналами для водяного охолодження. В поперечному перерізі модульний електрод конструктивно виконаний як збірний блок, який складено із паралельно з′єднаних по бокових поверхнях однотипних біметалевих сталемідних модульних елементів, скріплених між собою щонайменше однією кільцевою стяжкою, яка забезпечує гарантований контакт між спряженими поверхнями модульних елементів. UA 80780 U (12) UA 80780 U UA 80780 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі електрометалургії, а саме до конструкцій подових електродів дугових сталеплавильних печей, зокрема дугових сталеплавильних печей постійного струму середньої та великої потужності. У електрометалургійному сталеплавильному виробництві широке поширення мають дугові печі постійного струму, в яких для підведення струму в футеровану вогнетривкими не електропровідними матеріалами плавильну ємність, в її дно вмонтовано один або декілька подових електродів. Конструкція подових електродів повинна забезпечувати надійність електричного контакту з шихтою та металевим розплавом за умови мінімальних теплових затрат та ефективності охолодження електрода, простоту та технологічність його виготовлення та заміни під час ремонту футерівки подини печі. Подовий електрод повинен забезпечувати безперебійну роботу подини. Вихід його із ладу може привести до тривалих не запланованих простоїв та значної втрати продуктивності дугової печі. При роботі дугових печей середньої та великої потужності через подовий електрод протікає електричний струм в десятки тисяч ампер, що обумовлює значне теплове навантаження на нього, яке потребує відповідного конструктивного вирішення для забезпечення його експлуатаційної надійності. Найбільш поширеними в промисловому сталеплавильному виробництві є стрижневі мідносталеві подові електроди, що мають струмопідвідний мідний водоохолоджуваний стрижень, до якого з боку переплавлюваного металу приєднана методами зварювання або закріплена механічними способами стальна частина - стрижень або головка, що в процесі дугової плавки підплавляється і постійно контактує із ванною розплавленого металу. З підвищенням ємності дугової печі відповідно підвищується її енергетична потужність, що передається через подовий електрод. В залежності від ємності (потужності) дугової печі у вогнестійку кладку подини зафутеровують один або декілька стрижневих подових електродів. Після певного числа плавок стальні стрижні замінюють, тому що ремонт їх практично неможливий. Необхідність частої заміни подових електродів та ділянок подини, в яких вони установлені, значно ускладнює експлуатацію печей та потребує додаткових затрат. Важливе значення для стійкості водоохолоджуваних стрижневих подових електродів і забезпечення надійного контакту між ним та шихтою або металевим розплавом має положення стику з'єднання стальної головки та мідного водоохолоджуваного корпуса відносно верху набивної подини, а також достатня якість перехідної зони з'єднання сталь-мідь (щільність, електропровідність, теплопровідність), від якої залежить гарантований відвід тепла від стальної головки та підвід електричного струму в процесі дугової плавки. Верхня стальна частина стрижня (або стрижнів) знаходиться в контакті з розплавленим металом і внаслідок чого оплавляється до певного рівня, нижня мідна частина охолоджується водою. При наближенні металевої ванни до стику стальна головка може оплавляться практично повністю. В результаті, якщо якість перехідної зони не відповідає реальним енергетичним умовам дугової плавки, з'являється загроза підплавлення мідного корпуса та створення аварійної ситуації із-за можливості його прогару та попадання охолоджувальної води в плавильну зону печі. Таким чином, експлуатаційна надійність роботи дугових печей постійного струму середньої та великої потужності в значній мірі залежить від якості нероз'ємного з'єднання стальної головки та мідної водоохолоджуваної частини подових електродів, що забезпечує проходження через нього заданої значної величини електричного струму в процесі плавки. З підвищенням потужності дугової печі відповідно необхідно збільшувати поперечний переріз подового електрода. При цьому якість з'єднання стальної та мідної частей подового електрода не повинна погіршуватись. Проте із збільшенням поперечного перерізу подового електрода можливість одержання якісного нероз'ємного з'єднання сталь-мідь зменшується. При використанні зварювальних процесів для цієї мети в зоні сплавлення різнорідних металів (сталь+мідь) можуть утворюватись неприпустимі дефекти: тріщини, шлакові вкраплення, непровари, а також крихкі інтерметалідні фази (в структурі), які суттєво понижують експлуатаційну надійність такого електрода. В процесі плавки вказані дефекти підвищують електроопір перехідної зони з'єднання різнорідних металів подового електрода, що може призвести до локального перегріву, розплавлення та його руйнування. В результаті створюються умови для появи мікродуг між його частинами та загроза проплавлення водоохолоджуваної мідної стінки, особливо при експлуатації сталеплавильних печей постійного струму середньої та великої (до 420 тонн) потужності. Відомо також застосування подових електродів у вигляді численних металевих пластин, які приварені вертикально до горизонтальної плити та заповнені не електропровідною вогнетривкою магнезіальною масою, або тонких металевих стрижнів, кожен із яких вмурований в вогнетривкий матеріал подини. Але подові електроди цього типу виявились нерентабельними для великих дугових печей. 1 UA 80780 U 5 10 15 20 25 30 35 40 45 50 55 60 Найбільш близьким за технічною суттю до запропонованого рішення є подовий електрод, який відрізняється тим, що сталева головка і мідний охолоджуваний стрижень виготовлені у вигляді циліндрів, з відповідним відношенням зовнішніх діаметрів D сг/Dмс від 1,1 до 1,2, з'єднані різзю, виконаною на бічних поверхнях порожнини нижньої частини сталевої головки і частини мідного стрижня, розташованого в порожнині нижньої частини сталевої головки і частини мідного стрижня, розташованого в порожнині нижньої частини сталевої головки, довжина якої Lp визначається співвідношенням: 2 (85,2+0,1653•Dмс - 0,0002•Dмс )< Lp < 0,8•Dмс, де Dсг - діаметр стальної головки, Dмс - діаметр мідного стрижня, Lp - довжина частини мідного стрижня, що розташована в порожнині сталевої головки, а на торцях порожнини нижньої частини сталевої головки і мідного охолоджуваного стрижня, розташованого в порожнині нижньої частини сталевої головки, виконані ідентичні кільцеві впадини і виступи, що з'єднані (див. патент України №88236 МПК F27B3/08 опубл. 25.09.2009, Бюл. № 18). Автори патенту стверджують, що в процесі нагріву подового електрода, при проведенні плавки опір межі контакту мідної частин зменшується пропорційно збільшенню температури, оскільки зменшується число точкових локальних контактів, пов'язаних з шорсткістю контактної поверхні після механічної обробки, і як наслідок зменшується число електричних дуг в мікрозазорах між ними, внаслідок заповнення їх міддю стрижня в результаті того, що коефіцієнт лінійного розширення міді на 30-60 % більше, ніж сталі. Проте автори патенту, на наш погляд, не враховують того факту, що в процесі нагріву подового електрода при проведенні плавки температура стальної головки значно вище чим температура мідного охолоджуваного стрижня, який він охоплює та з'єднується з ним різзю. Тому, вже на початку плавки, нагріта дугою до високої температури та підплавлена стальна головка із-за термічного розширення «відійде» від водоохолоджуваного мідного стрижня (хоча коефіцієнт лінійного розширення міді на 30-60% більше ніж сталі), зазор на межі сталь-мідь збільшиться, а різьба послабшає. В результаті погіршиться тепловідвід від стальної головки подового електрода, збільшиться ризик його прогару та створення аварійної ситуації. До того ж, із збільшенням діаметра подового електрода, що характерно для великих дугових печей, цей ефект буде тільки збільшуватись. Крім цього, в процесі експлуатації має місце окислення контактних поверхонь стальної головки та мідного стрижня, що додатково значно погіршує умови електро- та теплопередачі на межі сталь-мідь подового електрода. Зазначені обставини є істотними недоліками даної конструкції подового електрода, які ускладнюють його експлуатацію і роблять малопридатним для подових електродів дугових сталеплавильних печей постійного струму середньої та великої потужності. В основу корисної моделі поставлено задачу створення простої та надійної високоефективної конструкції подового електрода для дугових сталеплавильних печей постійного струму середньої та великої потужності, яка була б вільна від вищевказаних недоліків. Запропонований подовий електрод нарівні з його простотою монтажу та демонтажу, а також технічного обслуговування забезпечує постійний контроль за його температурним режимом, що гарантує його безпеку. Поставлена задача вирішується шляхом зміни конструкції подового електрода електропечі постійного струму на модульну, що складається з двох або більшого числа модульних водоохолоджуваних біметалевих елементів меншого перерізу. Запропонований модульний подовий електрод відрізняється тим, що в поперечному перерізі він конструктивно виконаний як збірний блок, який складено із паралельно приєднаних по бокових поверхнях однотипних водоохолоджуваних біметалевих сталемідних модулів, скріплених між собою кільцевою стяжкою, однією або більше, яка забезпечує гарантований контакт між спряженими поверхнями модульних елементів. Схеми з'єднання водоохолоджуваних біметалевих модульних елементів в поперечному перерізі модульних подових електродів показано на фіг. 1-4. Модульні подові електроди можуть бути складені із трьох сегментних модульних елементів (фіг.1), трьох шестигранних модульних елементів (фіг. 2), семи шестигранних модульних елементів (фіг. 3), тринадцяти шестигранних модульних елементів (фіг. 4). Завдяки гарантованій відсутності дефектів в зоні нероз'ємного з'єднання стальної головки та мідного водоохолоджуваного стрижня в біметалевих модульних елементах, забезпечується безперешкодне проходження електричного струму заданої величини в складовому модульному подовому електроді, а значить підвищується його експлуатаційна надійність. Модульний подовий електрод має високу конструктивну міцність, що не знижується в процесі плавки. Модульний подовий електрод може бути складений із водоохолоджуваних біметалевих модульних елементів, які в поперечному перерізі виконані у вигляді правильного шестигранника. Застосування водоохолоджуваних модульних біметалевих елементів 2 UA 80780 U 5 10 15 20 25 30 35 правильного шестигранного профілю дозволяє найбільш просто компанувати складені модульні подові електроди практично будь-якого зведеного діаметра, забезпечуючи щільне прилягання спряжених бокових поверхонь. Для забезпечення заданого стабільного рівня електро- та теплопередачі в модульному подовому електроді водоохолоджувані біметалеві модульні елементи виконані із монолітних сталемідних злитків, виготовлених методом електрошлакового переплаву за двоконтурною схемою (ЕШП ДС), у яких протяжність перехідної зони сталь-мідь складає 0,02-0,1 від діаметра біметалевого зливка ЕШП ДС. При протяжності перехідної зони меншій 0,02 від діаметра біметалевого зливка ЕШП ДС із-за різкого переходу хімічного складу в зоні сплавлення на межі сталь-мідь та різних коефіцієнтів лінійного розширення цих металів має місце концентрація напруженого стану в обмежено вузькому прошарку перехідної зони, що може не сприятливо відбитися на експлуатаційній надійності подового електрода. Навпаки при протяжності перехідної зони більше ніж 0,1 від діаметра біметалевого зливка ЕШП ДС в металі зони сплавлення сталь+мідь можуть утворюватись неприпустимі структурні дефекти - крихкі інтерметалідні фази, які суттєво понижують експлуатаційну надійність такого електрода. Модульні подові електроди можуть бути обладнані датчиками для контролю температури, що дозволяє контролювати тепловий стан модульного подового електрода в процесі плавки як по його поперечному перерізу, так і по довжині. В результаті підвищується рівень його безпечної експлуатації. Подовий модульний електрод складається з наступних елементів (фіг. 5, 6): II та III сегментні водоохолоджувачі біметалеві сталемідні модульні елементи. 1 - сталеві головки; 2 мідні водоохолоджувачі стрижні; 3 - кільцева стяжка; 4 - водоохолоджувана система мідних стрижнів; 5 - вузол струмоприймача; 6 - напірні патрубки для води; 7 - відвідні патрубки для води; датчик системи для поточного заміру температури; 8 - перехідна зона сталемідного модульного елемента; 9 - протяжність перехідної зони. Подовий модульний електрод працює наступним чином: електричний струм через струмопроводи подається на кожний мідний водоохолоджуваний стрижень біметалевих модульних елементів, кожен із яких має визначену певну перехідну зону мідь-сталь, через яку струм передається відповідно в кожну сталеву головку біметалевих модульних елементів, які поверхнею контактують з шихтою і забезпечують (підтримують) дуговий процес, що розплавляє шихту дугової сталеплавильної печі. В процесі плавки стальна частина модульного подового електрода частково розплавляється під дією теплоти металевого розплаву, з яким вона постійно контактує, та тепла, що виділяється в результаті проходження через неї робочого струму. Шляхом комбінування формою, структурою, розмірами та кількістю біметалевих модульних елементів та способами їх складання забезпечується одержання модульних подових електродів практично будь-якого поперечного перерізу, що задовольняє вимоги печей постійного струму середньої та великої потужності, розширюючи технологічні можливості їх виготовлення та безпечної експлуатації. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 1. Подовий модульний електрод сталеплавильної печі постійного струму, що по довжині складається із з'єднаних між собою методами зварювання або скріплених механічними засобами верхньої стальної частини, що в процесі дугової плавки підплавляється і постійно контактує із ванною розплавленого металу, та нижньої для кріплення струмопідводу мідної частини із каналами для водяного охолодження, який відрізняється тим, що в поперечному перерізі конструктивно виконаний як збірний блок, який складено із паралельно з′єднаних по бокових поверхнях однотипних біметалевих сталемідних модульних елементів, скріплених між собою щонайменше однією кільцевою стяжкою, яка забезпечує гарантований контакт між спряженими поверхнями модульних елементів. 2. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві модульні елементи виконані із монолітних сталемідних злитків, виготовлених методом електрошлакового переплаву за двоконтурною схемою, в яких протяжність перехідної зони сталь-мідь складає 0,02-0,1 від діаметра злитка. 3. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві сталемідні модульні елементи в поперечному перерізі виконані в вигляді правильного шестигранника. 4. Подовий модульний електрод за п. 1, який відрізняється тим, що біметалеві сталемідні модульні елементи обладнані датчиками для контролю температури. 3 UA 80780 U 4 UA 80780 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюHearth module electrode for dc steel-making furnace
Автори англійськоюMedovar Lev Borysovych, Saienko Volodymyr Yakovych, Fedorovskyi Borys Borysovych, Zaitsev Volodymyr Anatoliiovych, Yarosh Volodymyr Mykhailovych, Polishko Hanna Oleksiivna, Lebid Vitalii Anatoliiovych, Kolomiiets Dmytro Vitaliiovych, Riabinin Volodymyr Albertovych
Назва патенту російськоюПодовый модульный электрод сталеплавильной печи постоянного тока
Автори російськоюМедовар Лев Борисович, Саенко Владимир Яковлевич, Федоровский Борис Борисович, Зайцев Владимир Анатольевич, Ярош Владимир Михайлович, Полишко Анна Алексеевна, Лебедь Виталий Анатольевич, Коломиец Дмитрий Витальевич, Рябинин Владимир Альбертович
МПК / Мітки
Мітки: сталеплавильної, подовий, постійного, печі, електрод, модульний, струму
Код посилання
<a href="https://ua.patents.su/7-80780-podovijj-modulnijj-elektrod-staleplavilno-pechi-postijjnogo-strumu.html" target="_blank" rel="follow" title="База патентів України">Подовий модульний електрод сталеплавильної печі постійного струму</a>
Спосіб плавки металів у дуговій печі постійного струму
Номер патенту: 30615
Опубліковано: 15.12.2000
Автори: Іванов Валентин Георгійович, Кравченко Наталія Олександрівна
Мітки: дуговій, спосіб, плавки, постійного, печі, струму, металів
Формула / Реферат:
Спосіб плавки металів у дуговій печі постійного струму шляхом загрузки шихтових матеріалів, опускання графітованого електроду до шихтових матеріалів, подачі напруження, пропускання струму через масу шихти і її розплавлення, який відрізняється тим, що плавильний процес ведуть при безперервному охолоджуванні порожнин основ металевих стержнів подового електроду, при цьому після зливу металу, піч витримують до утворення на поверхні подини, у зоні...
Електрод для дугової печі постійного струму неперервної дії
Номер патенту: 102203
Опубліковано: 10.06.2013
Автори: Піччотто Мауріціо, Ансольді Марко, Полоні Альфредо, Морсут Стефано
МПК: H05B 7/12, C21C 5/52, F27D 99/00, F27B 3/24, F27D 11/00
Мітки: дії, неперервної, дугової, печі, електрод, струму, постійного
Формула / Реферат:
1. Електрод для електричної дугової печі постійного струму для плавлення металів, який призначений для розміщення на поді згаданої печі і включає в себе:біметалевий стрижень (2), який має поздовжню вісь (X), вздовж якої простягається його перша, сталева, секція (4, 5), перший кінець якої призначений для того, щоб входити у контакт із ванною розплавленого металу всередині печі, і його друга, мідна, секція (6, 7), яка приварена до...
Пристрій для живлення дугової сталеплавильної печі постійного струму
Номер патенту: 8811
Опубліковано: 30.09.1996
Автор: Маш'янов Володимир Гаврилович
МПК: H02M 7/10, H05B 7/144
Мітки: пристрій, дугової, живлення, сталеплавильної, печі, постійного, струму
Формула / Реферат:
1. Устройство для питания дуговой сталеплавильной печи постоянного тока, содержащее первый и второй трехфазные управляемые мостовые вентильные комплекты, одноименные выводы постоянного тока которых предназначены для подключения соответственно к электроду и подине печи, а выводы переменного тока каждого из них предназначены для подключения к соответствующим выводам вторичных обмоток одного из двух питающих трансформаторов, каждый...
Подовий електрод електропечі

Номер патенту: 88236
Опубліковано: 25.09.2009
Автори: Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна
МПК: F27B 3/08, H05B 7/00, H05B 7/20, H05B 7/06, F27B 3/10, H05B 7/12, F27D 11/08, H05B 7/02
Мітки: подовий, електропечі, електрод
Формула / Реферат:
Подовий електрод електропечі, який містить мідний охолоджуваний стрижень з каналами охолодження та струмопідводами і сталеву головку, нижня частина якої виконана у вигляді циліндра з порожниною, внутрішня бічна поверхня якої жорстко скріплена з мідним стрижнем, частина якого розташована в порожнині сталевої головки, а частина - зовні печі і на ній встановлені струмопідводи, який відрізняється тим, що сталева головка і мідний охолоджуваний...
Джерело живлення дугової сталеплавильної печі постійного струму
Номер патенту: 8815
Опубліковано: 30.09.1996
Автор: Маш'янов Володимир Гаврилович
МПК: H05B 7/144
Мітки: сталеплавильної, печі, дугової, джерело, струму, живлення, постійного
Формула / Реферат:
Источник питания дуговой сталеплавильной печи постоянного тока с двумя подвижными электродами и проводящей подиной, содержащий первый и второй управляемые вентильные комплекты, включенные по трехфазной мостовой схеме, первые одноименные выводы постоянного тока каждого комплекта предназначены для подключения через первые сглаживающие реакторы к электродам печи, вторые одноименные выводы каждого комплекта предназначены для подключения через...
Попередній патент: Завантажувальний пристрій доменної печі
Наступний патент: Установка для електрошлакового нагріву металів
Випадковий патент: Дезінтегратор