Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Формула / Реферат
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу відлиту неподілену металеву штабу деформують прокаткою у принаймні одній прокатній кліті (18), до досягнення штабою своєї остаточної товщини, причому металеву штабу розміщують у місці (44) обтиснення робочими валками за допомогою пристрою для відхилення штаби, змонтованого перед зазначеною прокатною кліттю, який відрізняється тим, що відхилення штаби відбувається, або його здійснюють, на такій відстані перед згаданою прокатною кліттю, яка перевищує ширину штаби в 1,0 - 10,0 разів, краще в 1,5 - 5,0 разів.
2. Спосіб за п. 1, який відрізняється тим, що металеву штабу (3) у зоні перед прокатною кліттю (18), між пристроєм (19) для відхилення штаби та місцем (44) обтиснення, підтримують під натягом 2,0 - 15 МПа, краще 4,0 - 8,0 МПа.
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що фактичне бокове відхилення металевої штаби від заданого напрямку руху штаби реєструють, переважно, поблизу місця, де пристрій для відхилення штаби діє на металеву штабу, а положення виконавчих механізмів пристрою (19) для відхилення штаби регулюють в залежності від цього параметра.
4. Спосіб за будь-яким із пунктів 1-3, який відрізняється тим, що у зоні перед пристроєм (19) для відхилення штаби металеву штабу (3) підтримують під попереднім натягом.
5. Спосіб за п. 4, який відрізняється тим, що попередній натяг штаби створюється або встановлюється за допомогою власної ваги металевої штаби (3), що звисає у петльову яму (16).
6. Спосіб за п. 4, який відрізняється тим, що попередній натяг штаби створюється або встановлюється гальмівною силою, що діє у напрямку, протилежному напрямку (R) руху штаби.
7. Спосіб за будь-яким із пунктів 1 - 6, який відрізняється тим, що хід штаби (3) центрують за допомогою пристрою (46) для центрування ходу штаби, який, зокрема, коли прокатна кліть (18) відкрита, діє до або після місця деформування прокаткою на відстані (В) від місця дії пристрою для відхилення штаби, що перевищує ширину штаби в 1,0 - 10,0 разів, краще в 1,5 - 5,0 разів.
8. Установка для безперервного виробництва катаної металевої штаби (1), зокрема сталевої штаби, що містить розливний пристрій (5) для лиття штаби, переважно двовалкову розливну машину (6) для отримання відлитої металевої штаби з товщиною менш ніж 20 мм, переважно 1 - 12 мм, та принаймні одну розташовану далі прокатну кліть (18), для формування прокаткою у лінії відлитої неподіленої металевої штаби, а також пристрій (19) для відхилення штаби, розміщений між розливним пристроєм (5) для лиття штаби та прокатною кліттю (18), яка відрізняється тим, що пристрій (19) для відхилення штаби розміщений на відстані (А) перед прокатною кліттю (18), що перевищує ширину штаби в 1,0 - 10,0 разів, краще в 1,5 - 5,0 разів.
9. Установка за п. 8, яка відрізняється тим, що пристроєм (19) для відхилення штаби є привід з кількома валками, переважно двовалковий привід (27).
10. Установка за одним із пп. 8 або 9, яка відрізняється тим, що містить пристрої (26) для транспортування металевої штаби, переважно тягові валки (24, 25) приводу з кількома валками, що взаємодіють з регулюючими та керуючими пристроями (34), і за допомогою яких можна задати настройку натягу штаби 2,0 - 10,0 МПа, краще 4,0 - 7,0 МПа, між пристроєм (19) для відхилення штаби та прокатною кліттю (18) або пристроєм (46) для центрування ходу штаби, або іншим пристроєм у лінії руху штаби, які розміщені у пристрої (19) для відхилення штаби.
11. Установка за будь-яким з пп. 8-10, яка відрізняється тим, що пристрій (19) для відхилення штаби оснащений пристроєм (35) для вимірювання положення штаби, а пристрої (26) для транспортування металевої штаби, переважно тягові валки (24, 25) приводу з кількома валками, знаходяться у пристрої (19) для відхилення штаби, причому принаймні один з пристроїв (26) для транспортування металевої штаби встановлений, з можливістю обертання, у поворотному несучому пристрої (33), причому ці пристрої взаємодіють з керуючими пристроями (34), щоб впливати на напрям (R) руху штаби.
12. Установка за п. 11, яка відрізняється тим, що пристрій (19) для відхилення штаби виконаний у вигляді поворотного несучого пристрою (33), який опирається, з можливістю переміщення, на, переважно, криволінійні напрямні (49) та який з'єднаний з регулюючим приводом (51), який, переважно, являє собою з'єднувальний механізм.
13. Установка за будь-яким з пп. 8-12, яка відрізняється тим, що пристрій (19) для відхилення штаби опирається на напрямні (29), а пристрій (30) для переміщення пристрою (19) для відхилення штаби, з метою встановлення його на певній відстані від прокатної кліті (18), розміщений між пристроєм (19) для відхилення штаби та напрямними (29).
14. Установка за будь-яким з пп. 8-13, яка відрізняється тим, що містить пристрій (15) для створення попереднього натягу у металевій штабі (3), який розміщений між розливним пристроєм (5) для лиття штаби та пристроєм (19) для відхилення штаби.
15. Установка за п. 14, яка відрізняється тим, що пристрій (15) для створення попереднього натягу штаби утворений петльовою ямою (16).
16. Установка за п. 14, яка відрізняється тим, що пристроєм (15) для створення попереднього натягу штаби є пристрій (20) для спирання штаби, який, переважно, є горизонтальним та таким, що піддається тертю, зокрема він являє собою роликовий стіл (21) з гальмівними валками (22).
17. Установка за п. 16, яка відрізняється тим, що активна довжина (L) пристрою (20) для спирання штаби дорівнює щонайменше 1,5 ширини штаби, краще 2,5 ширини штаби.
18. Установка за будь-яким з пп. 8-17, яка відрізняється тим, що пристрій (46) для центрування руху штаби, який переважно являє собою невідхильний двовалковий або тривалковий привід, розміщений за прокатною кліттю (18) або між пристроєм (19) для відхилення штаби та прокатною кліттю (18).
19. Установка за п. 18, яка відрізняється тим, що пристрій (19) для відхилення штаби та пристрій (46) для центрування ходу штаби розміщені на відстані (D) один від одного, яка перевищує ширину штаби в 1,0 - 10,0 разів, краще на відстані, яка перевищує ширину штаби в 1,5 - 5,0 разів.
20. Спосіб пуску установки для безперервного виробництва катаної металевої штаби (1), зокрема сталевої штаби, яка містить розливний пристрій (5) для лиття штаби товщиною менше ніж 20 мм, переважно 1 – 12 мм, та принаймні одну розташовану далі прокатну кліть (18), для формування прокаткою у лінії відлитої неподіленої металевої штаби, пристрій (19) для відхилення штаби, розміщений між розливним пристроєм для лиття штаби та прокатною кліттю, щоб впливати на напрямок (R) руху металевої штаби перед кліттю, та намотувальний пристрій (42), для намотування катаної металевої штаби, який відрізняється тим,
- що відлита металева штаба (3), яка виходить з розливного пристрою (5) для лиття штаби, проходить через установку та входить до пристрою (42) для намотування штаби зі швидкістю руху штаби, коли валки місця обтиснення (44) прокатної кліті розведені, яка, в основному, відповідає швидкості лиття;
- що задається керований натяг штаби між пристроєм (19) для відхилення штаби та пристроєм (46) для центрування ходу штаби, що розміщений перед прокатною кліттю (18), або пристроєм (46) для центрування ходу штаби, що розміщений за прокатною кліттю (18), або пристроєм (42) для намотування штаби;
- що одночасно, або згодом, до металевої штаби, яка перебуває під натягом, на певній відстані (А) перед прокатною кліттю прикладається керована сила відхилення штаби, причому відстань (А) перед прокатною кліттю перевищує ширину відлитої металевої штаби (3) у 1,0 - 10,0, краще в 1,5 - 5,0 разів;
- що робочі валки (32, 32') прокатної кліті (18) встановлюються у положення для обтиснення, яке відповідає остаточній товщині штаби;
- що швидкість прокатки узгоджується зі швидкістю лиття.
21. Спосіб пуску за п. 20, який відрізняється тим, що керований натяг штаби між пристроєм (19) для відхилення штаби та пристроєм (42) для намотування штаби, або пристроєм (46) для центрування руху штаби, підтримують на рівні 2,0 - 15 МПа, краще 4,0 - 8,0 МПа.
Текст
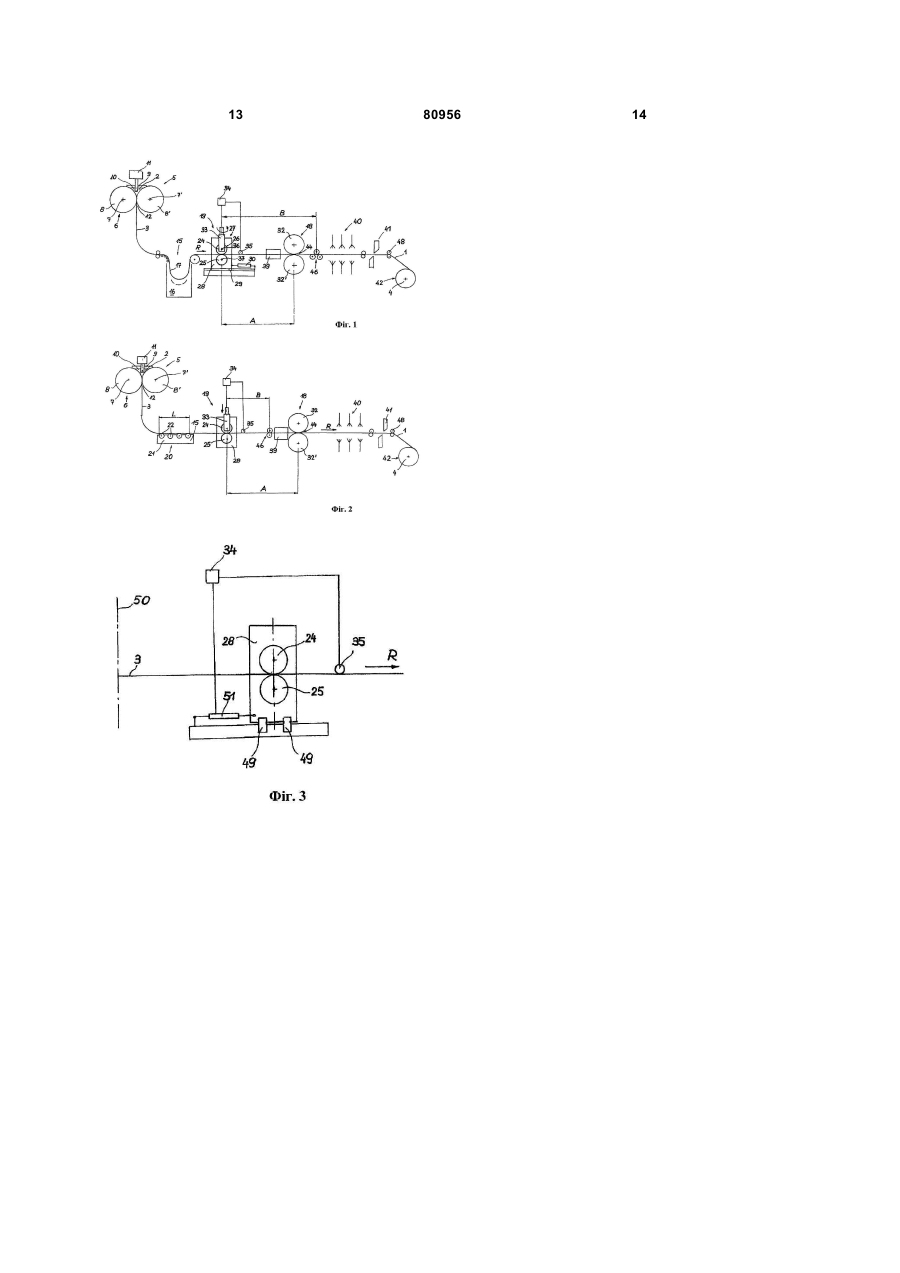
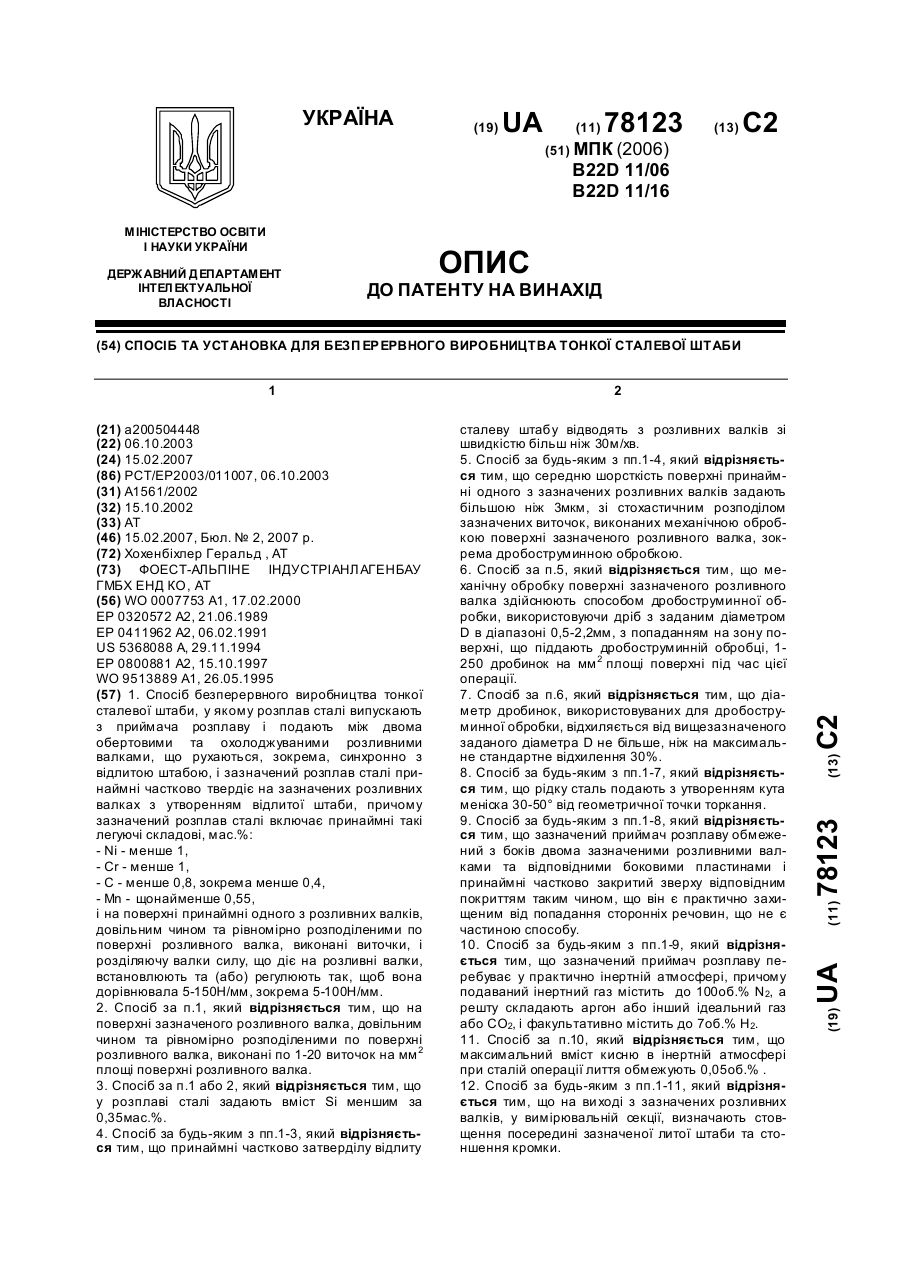
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу відлиту неподілену металеву штабу деформують прокаткою у принаймні одній прокатній кліті (18), до досягнення штабою своєї остаточної товщини, причому металеву штабу розміщують у місці (44) обтиснення робочими валками за допомогою пристрою для відхилення штаби, змонтованого перед зазначеною прокатною кліттю, який відрізняється тим, що відхилення штаби відбувається, або його здійснюють, на такій відстані перед згаданою прокатною кліттю, яка перевищує ширину штаби в 1,0 - 10,0 разів, краще в 1,5 - 5,0 разів. 2. Спосіб за п. 1, який відрізняється тим, що металеву штабу (3) у зоні перед прокатною кліттю (18), між пристроєм (19) для відхилення штаби та місцем (44) обтиснення, підтримують під натягом 2,0 - 15 МПа, краще 4,0 - 8,0 МПа. 3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що фактичне бокове відхилення металевої штаби від заданого напрямку руху штаби реєструють, переважно, поблизу місця, де пристрій для відхилення штаби 2 (19) 1 3 10. Установка за одним із пп. 8 або 9, яка відрізняється тим, що містить пристрої (26) для транспортування металевої штаби, переважно тягові валки (24, 25) приводу з кількома валками, що взаємодіють з регулюючими та керуючими пристроями (34), і за допомогою яких можна задати настройку натягу штаби 2,0 - 10,0 МПа, краще 4,0 - 7,0 МПа, між пристроєм (19) для відхилення штаби та прокатною кліттю (18) або пристроєм (46) для центрування ходу штаби, або іншим пристроєм у лінії руху штаби, які розміщені у пристрої (19) для відхилення штаби. 11. Установка за будь-яким з пп. 8-10, яка відрізняється тим, що пристрій (19) для відхилення штаби оснащений пристроєм (35) для вимірювання положення штаби, а пристрої (26) для транспортування металевої штаби, переважно тягові валки (24, 25) приводу з кількома валками, знаходяться у пристрої (19) для відхилення штаби, причому принаймні один з пристроїв (26) для транспортування металевої штаби встановлений, з можливістю обертання, у поворотному несучому пристрої (33), причому ці пристрої взаємодіють з керуючими пристроями (34), щоб впливати на напрям (R) руху штаби. 12. Установка за п. 11, яка відрізняється тим, що пристрій (19) для відхилення штаби виконаний у вигляді поворотного несучого пристрою (33), який опирається, з можливістю переміщення, на, переважно, криволінійні напрямні (49) та який з'єднаний з регулюючим приводом (51), який, переважно, являє собою з'єднувальний механізм. 13. Установка за будь-яким з пп. 8-12, яка відрізняється тим, що пристрій (19) для відхилення штаби опирається на напрямні (29), а пристрій (30) для переміщення пристрою (19) для відхилення штаби, з метою встановлення його на певній відстані від прокатної кліті (18), розміщений між пристроєм (19) для відхилення штаби та напрямними (29). 14. Установка за будь-яким з пп. 8-13, яка відрізняється тим, що містить пристрій (15) для створення попереднього натягу у металевій штабі (3), який розміщений між розливним пристроєм (5) для лиття штаби та пристроєм (19) для відхилення штаби. 15. Установка за п. 14, яка відрізняється тим, що пристрій (15) для створення попереднього натягу штаби утворений петльовою ямою (16). 16. Установка за п. 14, яка відрізняється тим, що пристроєм (15) для створення попереднього натягу штаби є пристрій (20) для спирання штаби, який, переважно, є горизонтальним та таким, що піддається тертю, зокрема він являє собою роликовий стіл (21) з гальмівними валками (22). 17. Установка за п. 16, яка відрізняється тим, що активна довжина (L) пристрою (20) для спирання штаби дорівнює щонайменше 1,5 ширини штаби, краще 2,5 ширини штаби. 80956 4 18. Установка за будь-яким з пп. 8-17, яка відрізняється тим, що пристрій (46) для центрування руху штаби, який переважно являє собою невідхильний двовалковий або тривалковий привід, розміщений за прокатною кліттю (18) або між пристроєм (19) для відхилення штаби та прокатною кліттю (18). 19. Установка за п. 18, яка відрізняється тим, що пристрій (19) для відхилення штаби та пристрій (46) для центрування ходу штаби розміщені на відстані (D) один від одного, яка перевищує ширину штаби в 1,0 - 10,0 разів, краще на відстані, яка перевищує ширину штаби в 1,5 - 5,0 разів. 20. Спосіб пуску установки для безперервного виробництва катаної металевої штаби (1), зокрема сталевої штаби, яка містить розливний пристрій (5) для лиття штаби товщиною менше ніж 20 мм, переважно 1 – 12 мм, та принаймні одну розташовану далі прокатну кліть (18), для формування прокаткою у лінії відлитої неподіленої металевої штаби, пристрій (19) для відхилення штаби, розміщений між розливним пристроєм для лиття штаби та прокатною кліттю, щоб впливати на напрямок (R) руху металевої штаби перед кліттю, та намотувальний пристрій (42), для намотування катаної металевої штаби, який відрізняється тим, - що відлита металева штаба (3), яка виходить з розливного пристрою (5) для лиття штаби, проходить через установку та входить до пристрою (42) для намотування штаби зі швидкістю руху штаби, коли валки місця обтиснення (44) прокатної кліті розведені, яка, в основному, відповідає швидкості лиття; - що задається керований натяг штаби між пристроєм (19) для відхилення штаби та пристроєм (46) для центрування ходу штаби, що розміщений перед прокатною кліттю (18), або пристроєм (46) для центрування ходу штаби, що розміщений за прокатною кліттю (18), або пристроєм (42) для намотування штаби; - що одночасно, або згодом, до металевої штаби, яка перебуває під натягом, на певній відстані (А) перед прокатною кліттю прикладається керована сила відхилення штаби, причому відстань (А) перед прокатною кліттю перевищує ширину відлитої металевої штаби (3) у 1,0 - 10,0, краще в 1,5 - 5,0 разів; - що робочі валки (32, 32') прокатної кліті (18) встановлюються у положення для обтиснення, яке відповідає остаточній товщині штаби; - що швидкість прокатки узгоджується зі швидкістю лиття. 21. Спосіб пуску за п. 20, який відрізняється тим, що керований натяг штаби між пристроєм (19) для відхилення штаби та пристроєм (42) для намотування штаби, або пристроєм (46) для центрування руху штаби, підтримують на рівні 2,0 15 МПа, краще 4,0 8,0 МПа. Винахід відноситься до способу безперервного виробництва катаної металевої штаби з металевого розплаву, зокрема, сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою для лиття штаби, і відлиту металеву штабу з товщиною менш, ніж 20мм, переважно 1-12мм, і заданою шириною видаляють із розливного пристрою для лиття штаби, і на другій, подальшій стадії технологічного процесу відлиту неподілену металеву штабу, деформують прокаткою у принаймні одній прокатній кліті до досягнення нею своєї остаточної товщини, причому металеву штабу розміщують у зоні обтиснення робочими валками за допомогою пристрою для відхилення штаби, змонтованого перед зазначеною прокатною кліттю. Винахід відноситься також до пристрою для здійснення цього способу та до способу пуску цієї установки. Спосіб цього типу та відповідний пристрій для виробництва катаної сталевої штаби з сталевого розплаву, у якому тонку відлиту штабу виробляють, використовуючи двовалковий спосіб лиття з використанням двовалкового розливного пристрою, і деформують у гарячому стані безпосередньо після стадії гарячого лиття на безпосередньо подальшій стадії обробки, здійснюваній у прокатній кліті, вже відомі з ЕР-В 540 610 та ЕР-А 760 397. Далі, як відомо з ЕР-В 540 610, щоб забезпечити надійне транспортування литої штаби з двовалкової розливної машини до пристрою для намотування штаби, у кількох місцях технологічної установки встановлюють кліті з тяговими валками. Крім того, відразу після двовалкової розливної установки і перед першою кліттю з тяговими валками встановлюють відхильний валок для регулювання транспортування штаби після того, як вона вийде з петльової ями. Ця перша кліть з тяговими валками призначена для того, щоб запобігти поперечному блукаючому переміщенню штаби в установці. Це, однак, можливо лише в обмеженій транспортувальній секції. Крім того, щоб підтримувати сталеву штабу під натягом під час повздовжньої обрізки кромок штаби, перед і за кромкообрізними ножицями встановлюють кліті з тяговими валками. У ЕР-А 760 397 так само розкриті двовалкові розливні установки з прокатною кліттю за ними для деформації металевої штаби у лінії. За одним з описаних варіантів здійснення пару тягових валків встановлюють на певній відстані перед прокатною кліттю, щоб підтримувати відлиту штабу під натягом на вхідному боці кліті, і у додаток між парою тягових валків і кліттю у петлі штаби встановлюють ролики, що регулюють натяг штаби, щоб запобігти звивистому переміщенню штаби, коли вони заходить до кліті (Фіг.3). За ще одним варіантом здійснення, щоб запобігти цьому руйнівному переміщенню штаби, у зоні з керованою температурою перед кліттю встановлені та потрібні кілька відхильних або тягових валків на послідовній відстані один від одного (Фіг.7). Отже, метою нашого винаходу є запобігти цим описаним недолікам відомих технічних рішень і створити спосіб і пристрій, що забезпечують стабільний вхід штаби до кліті прокатного стану або до місці деформації прокаткою у залежності від розмірів штаби з малими витратами на устаткування. У способі типу, описаного у вступі, цієї мети досягають у силу того факту, що відхилення відбувається або його здійснюють на відстані перед цією кліттю, що перевищує ширину штаби в 1,0-10,0 разів, краще в 1,5-5,0 разів. Вдалося встановити фундаментальне співвідношення між шириною металевої штаби, що треба прокатати, й оптимальним місцем для вжиття заходів щодо відхилення штаби, оскільки у випадку ширших штаб, заходи щодо відхилення можна вживати на більшій відстані перед кліттю. Якщо відхилення штаби відбувається дуже близько до кліті, слід чекати на нестабільну роботу (наприклад, нерівномірні характеристики, надмірно розширені кромки тощо) відхилення штаби. З іншого боку, якщо заходів щодо відхилення штаби вживають на надмірно великій відстані перед кліттю, штаба зміщується від центру. У цьому випадку результат відхилення знов втрачається навіть до того, як штаба досягне кліті. Оптимальний шлях штаби забезпечується, якщо металеву штабу у зоні перед кліттю між пристроєм для відхилення штаби та місцем обтиснення підтримують під натягом 2,0-15МПа, краще 4,0-8,0МПа. Якщо натяг штаби дуже малий, штаба проходить поза центром, приміром, через стискаюче напруження з одного боку. Це проявляється у нестабільності, наприклад, у нестійкому русі штаби. З другого боку, якщо натяг штаби підвищити, зростає ризик її розтріскування. Через те, що температуру штаби у цій зоні підтримують високою, міцність металевої штаби є відповідно нижчою, і, відтак, припустимою є така стискаюча сила, яку можна прикладати до металевої штаби без того, щоб тягові валки робили в ній вм'ятини. Щоб точно регулювати центральне положення штаби, необхідно реєструвати фактичне бокове відхилення металевої штаби від заданого напрямку руху штаби, переважно поблизу до місця, де пристрій для відхилення штаби діє на металеву штабу, та регулювати положення виконавчих механізмів пристрою для відхилення штаби у залежності від цього параметру. Шлях металевої штаби можна додатково стабілізувати, якщо у зоні перед пристроєм для відхилення штаби металеву штабу підтримувати під попереднім натягом. У цій зоні натяг можна підтримувати на нижчому рівні, ніж у подальшій зоні входу до кліті, і цей натяг служить, головним чином, для створення опори для металевої штаби, що виходить з розливної машини. Краще коли попередній натяг штаби створюється або встановлюється через власну вагу металевої штаби, що звисає у петльову яму. Альтернативно, попередній натяг штаби створюється або встановлюється гальмовою силою, що діє у напрямку, протилежному напрямку руху штаби. Шлях штаби можна ще більше стабілізувати, якщо на металеву штабу діятиме пристрій для центрування ходу штаби, розташований до або після місця деформування прокаткою на відстані від місця дії пристрою для відхилення штаби, що 7 перевищує ширину штаби в 1,0-10,0 разів, краще в 1,5-5,0 разів. Це, зокрема, важливо на стадіях технологічного процесу, на яких кліть відкрита, тобто на яких деформування прокаткою не відбувається, зокрема, на початковій стадії технологічної послідовності. Одночасно пристрій для центрування ходу штаби служить фіксованою точкою регулювання центрального положення штаби, щоб уможливити достатнє центрування штаби попри низькі натяги штаби. Щоб виробити відлиту металеву штабу товщиною менш ніж 20мм, переважно 1-12мм, і гарячекатану металеву штабу, що формується у безперервному технологічному процесі, пропонується також установка, що містить розливний пристрій для лиття штаби, переважно двовалкову розливну машину, і принаймні одну прокатну кліть за зазначеним розливним пристроєм для формування неподіленої металевої штаби з розплаву прокаткою у лінії, а також пристрій для відхилення штаби, розташований між розливним пристроєм та прокатною кліттю. Ця установка відрізняється тим, що пристрій для відхилення штаби розміщують на відстані перед цією кліттю, що перевищує ширину штаби в 1,0-7,0 разів, краще в 1,5-5,0 разів. Краще, коли цим пристроєм для відхилення штаби є привід з кількома валками, переважно двовалковий привід. Переважне удосконалення цієї установки з перевагами, описаними вище, досягається, якщо засоби для транспортування металевої штаби, переважно тягові валки приводу з кількома валками, що взаємодіють з регулюючими та керуючими пристроями і за допомогою яких можна задати настройку натягу штаби 2,0-10,0 МПа, краще 4,0-7,0МПа, між пристроєм для відхилення штаби та кліттю або пристроєм для центрування ходу штаби або іншим пристроєм у лінії ходу штаби, розміщають у пристрої для відхилення штаби. Оптимальна дія на шлях штаби досягається, якщо пристрій для відхилення штаби оснащений пристроєм для вимірювання положення штаби, а пристрої для транспортування металевої штаби, переважно тягові валки, знаходяться у пристрої для відхилення штаби, причому принаймні один з пристроїв для транспортування металевої штаби встановлений з можливістю обертання у несучому пристрої, який може обертатися навколо вісі, причому ці пристрої взаємодіють з керуючими пристроями для впливу на напрям руху штаби. Вісь обертання переважно орієнтована вертикально як вертикальна вісь, або паралельно напряму руху штаби. За кращим варіантом здійснення пристрій для відхилення штаби сам утворює поворотний несучий пристрій, а останній встановлений з можливістю переміщення на направляючих, та з'єднаний з регулюючим приводом, який переважно являє собою з'єднувальний механізм. Можливі також й інші механічні, електромеханічні, гідравлічні або електрогідравлічні приводи. Направляючі можуть утворюватися чотириланковиками або іншими кінематичними 80956 8 механізмами, направляючими рейками, стрижнями, валками тощо. Для того щоб розмістити пристрій для відхилення штаби на відповідній відстані перед кліттю у залежності від ширини штаби, пристрій для відхилення штаби встановлений на направляючі, а між пристроєм для відхилення штаби та направляючими розміщений пристрій для переміщення пристрою для відхилення штаби. Направляючі орієнтовані паралельно напряму руху штаби. Для того щоб досягти оптимального руху штаби, пропонується також розмістити між розливним пристроєм штаби та пристроєм для відхилення штаби пристрій для створення попереднього натягу у металевій штабі. Цим пристроєм може бути, наприклад, петльова яма, і в цьому випадку натяг штаби визначається довжиною петлі, що звисає вниз. Крім того, петля, що звисає вниз, діє як демпфіруючий елемент між двовалковим розливним пристроєм та кліттю, завдяки чому запобігають руйнівному зворотному зв'язку між послідовними стадіями технологічного процесу. За ще одним варіантом здійснення, пристроєм для створення попереднього натягу штаби є пристрій для спирання штаби, який переважно є горизонтальним та таким, що піддається тертю, зокрема, являє собою роликовий стіл з гальмовими валками. Між гальмовими роликами або у місці їх розміщення можна передбачити прості, нерухомі, механічні опорні елементи. У цьому випадку довжина пристрою для спирання штаби, яка визначає натяг штаби (активна довжина пристрою для спирання штаби), дорівнює принаймні 1,5 ширини штаби, краще 2,5 ширини штаби. Активна довжина - це довжина роликового столу з гальмовими валками. Для того щоб підтримувати дію відхилення у зоні кліті, зокрема, у разі відкритої зони обтиснення (з розведеними валками), пропонується за кліттю або між пристроєм для відхилення штаби та кліттю розмістити пристрій для центрування ходу штаби, переважно невідхильний двовалковий або тривалковий привід. Пристрій для відхилення штаби та пристрій для центрування ходу штаби розміщають на відстані один від одного, що перевищує ширину штаби в 1,0-10,0 разів, краще в 1,5-5,0 разів. Із зазначеного випливає, що кліть і пристрій для відхилення штаби розміщені дуже близько, якщо пристрій для центрування ходу штаби знаходиться після кліті, і що кліть і пристрій для відхилення штаби рознесені ще більше, якщо пристрій для центрування ходу штаби знаходиться перед кліттю. Для того щоб забезпечити стабільність технологічного процесу або роботи установки протягом початкової стадії, пропонується спосіб пуску установки, який характеризується наступними етапами: - відлита металева штаба, що виходить з розливного пристрою штаби, проходить через установку та входить до пристрою для намотування штаби, в основному, з такою 9 швидкістю руху штаби, при розведених валках кліті, яка відповідає швидкості лиття; - між пристроєм для відхилення штаби та пристроєм для центрування ходу штаби, розміщеним перед кліттю, або пристроєм для центрування ходу штаби, розміщеним за кліттю, або пристроєм для намотування штаби задається керований натяг штаби; - одночасно або згодом на певній відстані перед кліттю прикладається керована сила відхилення штаби; - робочі валки кліті встановлюються у положення для обтиснення, що відповідає остаточній товщині штаби; швидкість прокатки узгоджується зі швидкістю лиття. Керовану сила відхилення штаби у цьому разі прикладають до металевої штаби, яка знаходиться під натягом, на відстані перед кліттю, що перевищує ширину відлитої металевої штаби в 1,0-10,0 разів, краще в 1,5-5,0 разів. Керований натяг штаби між пристроєм для відхилення штаби та пристроєм для намотування штаби або пристроєм для центрування ходу штаби переважно підтримують на рівні 2,0-15МПа, краще 4,0-8,0МПа. Натяг прикладають до штаби навіть до того, як робочі валки накотяться на відлиту металеву штабу, тобто до початку операції прокатки, і підтримують протягом операції прокатки. Подальші переваги та ознаки цього винаходу стануть зрозумілими з подальшого опису варіантів здійснення, що наведені з ілюстративною метою і не є такими, що обмежують обсяг даного винаходу, при цьому робляться посилання на додані фігури, де: Фіг.1 схематично зображує перший варіант здійснення пропонованої установки. Фіг.2 схематично зображує другий варіант здійснення пропонованої установки. Фіг.3 показує кращий варіант здійснення пропонованого пристрою для відхилення штаби. У варіантах здійснення, показаних на Фіг.1-3, що описуються нижче, такі самі компоненти позначаються такими самими позиціями. На Фіг.1 і 2 показана пропонована установка для безперервного виробництва катаної металевої штаби 1 з розплаву 2 металу, у якій на першій стадії технологічного процесу з металевого розплаву виробляють відлиту металеву штабу 3, а на другій стадії технологічного процесу відлиту металеву штабу 3 піддають гарячому деформуванню у процесі прокатки. Катану металеву штабу 1, вироблену у такий спосіб, потім намотують у рулони 4 заданої ваги, у разі необхідності, після застосування процесу керованого охолодження, який у контексті цього винаходу детальніше не описується. Розливний пристрій 5 для штаби, стрижневий вузол якого, що формує полосу металу, і який утворений однією стрічкою, що проходить горизонтально знизу, або кількома обертальними стрічками, гусеницями або стінками форм, використовують для виробництва відлитої металевої штаби товщиною 1,0-20мм. На Фіг.1, в 80956 10 якості одного можливого варіанту здійснення, схематично зображена двовалкова розливна машина 6, що утворена двома розливними валками 8 і 8', які обертаються навколо горизонтальних осей 7, 7', і разом з боковими стінками 9, що притиснуті до розливних валків на торцевих боках, утворює порожнину 10 форми для приймання розплаву 2 металу, що подається через проміжний розливний пристрій 11. У швидкому процесі твердіння відлита металева штаба 3 формується у зоні обтиснення 12 між розливними валками 8, 8' і подається знизу назовні. Потім відлиту металеву штабу 3 відхиляють у горизонтальному напрямку і пронускають через пристрій 15 для створення попереднього натягу штаби, утворений петльовою ямою 16. Петля 17 штаби, що звисає у петльову яму 16, також компенсує тимчасові, пов'язані з технологічним процесом різниці швидкості штаби, коли вона проходить між розливним пристроєм 5 та кліттю 18. Відрізок петлі 17 штаби, що звисає униз, прикладає до відлитої металевої штаби 3 слабкий попередній натяг і забезпечує стабілізоване, рівномірне проходження штаби до розташованого далі пристрою 19 для відхилення штаби. У ще одному варіанті здійснення, який схематично зображений на Фіг.2, пристрій 15 для створення попереднього натягу штаби, тобто попереднього натягу, що діятиме на металеву штабу, реалізовано у горизонтально орієнтованому пристрої 20 для спирання штаби, який сповільнює відлиту сталеву штабу 3, що повзе по ньому. Цю гальмову дію створюють гальмові ролики 22, змонтовані у роликовому столі 21 пристрою 20 для спирання штаби, причому довжина L роликового стола дорівнює 1,5-2,5 ширини відлитої металевої штаби 3, що достатньо для цієї мети. Пристрій 19 для відхилення штаби оснащений регульованим транспортувальним пристроєм 26 металевої штаби, утворений тяговими валками 24, 25. Як показано на Фіг.1, пристрій 19 для відхилення штаби виконаний як двовалковий привід 27 і розташований на відстані А, що частково визначається шириною відлитої металевої штаби 3, яку вона має перед кліттю 18. Відстань А перевищує ширину штаби в 1,0-10,0 разів. Рама 28 пристрою 19 для відхилення штаби спирається на направляючі 29, які можуть бути виконані як ковзні направляючі або роликові направляючі, та переміщується у задане положення, яке залежить від ширини штаби (відстань А) пристроєм 30 для переміщення, що виконаний як циліндр тиску і з'єднаний із рамою 28 з одного боку і направляючими 29 з іншого. Тягові валки 24, 25 двовалкового приводу 27 прикладають гальмову силу на металеву штабу, що проходить через робочі валки 32, 32' кліті 18, причому ця гальмова сила створює натяг штаби величиною 2,0-15,0МПа. Функцію відхилення штаби можна виконувати, використовуючи різні варіанти здійснення пристрою 19 для відхилення штаби разом із пристроєм для центрування положення штаби. 11 У варіанті здійснення, показаному на Фіг.1, регульований тяговий валок 24 встановлений з можливістю обертання на поворотний несучий пристрій 33 і з'єднаний з відповідним регулюючим і керуючим пристроєм 34 і пристроєм 35 для вимірювання положення штаби для його позиціювання. Пристрій 35 для вимірювання положення штаби розташований відразу за пристроєм 19 для відхилення штаби. Пристрій для вимірювання положення штаби можна встановити і перед пристроєм для відхилення штаби. Цей пристрій для вимірювання положення штаби використовують для реєстрації відхилення металевої штаби від заданого центру ходу штаби та передачі відповідного сигналу до регулюючого і керуючого пристрою 34. Поворотний рух несучого пристрою 34 навколо своєї вісі, що призводить до скісного положення вісі 36 тягового валка 24 відносно до вісі 37 ще одного тягового валка 25 (обертальне регулювання у напрямі, показаному стрілкою) або обох тягових валків (24, 25), що спираються у спільному несучому пристрої, відносно до миттєвого напрямку ходу штаби, причому скісне положення, що є якнайбільше кілька градусів, дозволяє орієнтувати відлиту металеву штабу 3 у заданому напрямку R руху штаби і тим самим забезпечує проходження металевої штаби по центру через розташовану далі кліть 18. На Фіг.2 схематично зображений варіант здійснення, у якому керовані стискаючі сили прикладають до поворотного несучого пристрою 33 тягового валка 24 у напрямі, показаному стрілкою, краще, коли в зоні протилежних несучих місць тягового валка поворотного несучого пристрою 33. Поперечні сили, що у цьому випадку передаються на відлиту металеву штабу 3 поперечно напряму R руху штаби, зміщують напрям руху штаби у напрямі цих поперечних сил. На Фіг.3 схематично зображений кращий варіант здійснення пристрою 19 для відхилення штаби, рама 28 якого із встановленими у ній тяговими валками 24, 25 спирається таким чином, що може обертатися навколо вертикальної вісі 50 по криволінійним, переважно дугоподібним направляючим 49, а орієнтацію рами 28 відносно напряму R руху штаби можна задати за допомогою поворотного пристрою 51, котрим є, наприклад, гідравлічні або електромеханічні виконавчі пристрої, зокрема, що мають також з'єднувальний механізм. Вертикальна вісь 50 представляє миттєвий центр обертання поворотного руху. Поперечні сили або різні натяги штаби, що діють на металеву штабу, зміщають напрям руху штаби у напрямі цих поперечних сил. Пристрій 19 для відхилення штаби має пристрій 35 для вимірювання положення штаби, наприклад, оптичну, ємнісну або індуктивну вимірювальну систему, що визначає фактичне положення країв та (або) центру металевої штаби. Результати вимірювання передаються до керуючого пристрою, з якого керуючі сигнали подаються до відповідних виконавчих механізмів пристрою для відхилення штаби. 80956 12 Для того забезпечити достатнє центрування попри малий натяг штаби, пристрій 46 для центрування ходу штаби розміщають після пристрою 19 для відхилення штаби перед або після кліті 18. Цей пристрій для центрування ходу штаби утворює фіксовану точку для відхилення штаби, і, якщо кліть 18 є у робочому стані, тобто с прокатними валками в положенні для обтиснення, справляє додаткову стабілізуючу дію на хід штаби. На Фіг.1 пристрій 46 для центрування ходу штаби схематично зображений як тривалковий привід і показаний на вихідному боці прокатної кліті 18, а на Фіг.2 пристрій 46 для центрування ходу штаби показаний як двовалковий привід на вхідному боці прокатної кліті 18. В процесі гарячого деформування, що здійснюють у прокатній кліті 18 (двовалковий, чотиривалковий або шестивалковий прокатний стан), відлиту металеву штабу 3 прокачують з коефіцієнтом витяжки до 50% у лінійній операції прокатки для формування гарячекатаної металевої штаби 1 із заданою остаточною товщиною. Якщо використовуються лінії прокатного стану з кількома клітями, можна досягти більших коефіцієнтів витяжки і, відтак, меншої остаточної товщини штаби. Для того щоб встановити задану рівномірну температуру прокатки, перед прокатною кліттю 18 можнапередбачити зону температурної компенсації 39, що утворюється тунельною піччю температурної компенсації або нагрівником країв штаби. Після виходу з прокатної кліті 18 металеву штабу 1 піддають керованому охолодженню в охолоджувальній секції 40, поділяють, використовуючи летючі ножиці 41, у місцях, що відповідають потрібній вазі рулону, і намотують у рулони 4 в установці 42 для намотування рулонів. Протягом пускової операції, під час якої першу "штуку" відлитої металевої штаби пропускають через установку зі швидкістю лиття, використовуючи, наприклад, початкову стрічку, місце обтиснення 44 прокатної кліті 18 відкрите. Початкову стрічку відділяють від відлитої металевої штаби, використовуючи летючі ножиці, і металеву штабу подають до установки для намотування, де її починають намотувати. Навіть до початку намотування натяг штаби існує, зокрема, між пристроєм 19 для відхилення штаби та пристроєм 46 для центрування ходу штаби, і одночасно або згодом встановлюють заданий натяг штаби. Згодом робочі валки 32, 32' прокатної кліті зводять до необхідного розміру місця обтиснення 44, і швидкість намотування узгоджують із коефіцієнтом обтиснення, встановленим у прокатній кліті. У такий спосіб забезпечується стабільна робота установки. Як альтернативу пристрою 46 для центрування ходу штаби, для натягу штаби можна також використовувати установку 42 для намотування штаби або вхідний привід 48, встановлений перед нею. Будь-який приводний пристрій, розміщений між пристроєм 19 для відхилення штаби та установкою для намотування штаби, може виконувати цю функцію і, відтак, підпадає під обсяг захисту цього винаходу. 13 80956 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for continuous of producing a rolled metal strip from a molten metal
Автори англійськоюHohenbichler Gerald, Eckerstorfer Gerald
Назва патенту російськоюСпособ и установка для непрерывного производства катаной металлической полосы из расплавленного металла
Автори російськоюХохенбихлер Геральд, Экерсторфер Геральд
МПК / Мітки
МПК: B21B 1/46, B21B 37/68
Мітки: штаби, металевого, катаної, розплаву, установка, виробництва, металевої, спосіб, безперервного
Код посилання
<a href="https://ua.patents.su/7-80956-sposib-i-ustanovka-dlya-bezperervnogo-virobnictva-katano-metalevo-shtabi-z-metalevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву</a>
Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Номер патенту: 78123
Опубліковано: 15.02.2007
Автор: Хохенбіхлер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: безперервного, тонкої, штаби, установка, сталевої, виробництва, спосіб
Формула / Реферат:
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас. %:- Ni -...
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Етцелсдорфер Курт, Аузінгер Дітмар, Чімані Крістіан, Хубмер Герхард Ф., Хохенбіхлер Геральд
МПК: B22D 11/06, B22D 11/12, G05B 17/00, B22D 11/16, G05B 13/04
Мітки: двовалкового, тонкої, безперервного, штаби, спосіб, металевої, лиття, шляхом, процесу
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Намотуючий пристрій для катаної штаби
Номер патенту: 80014
Опубліковано: 10.08.2007
Автори: Хайтце Герхард, Боймер Клаус
МПК: B21C 47/24
Мітки: штаби, намотуючий, пристрій, катаної
Формула / Реферат:
1. Намотуючий пристрій для катаної штаби, що містить щонайменше один з'єднаний з приводом жолобчастий ролик (1) для обертання рулону (2) при намотуванні і розмотуванні катаної штаби, а також розташований до або після моталки рольганг, який відрізняється тим, що жолобчастий ролик (1) забезпечений оболонковим кільцем (4), що пружно деформується.2. Пристрій за п. 1, який відрізняється тим, що робоча поверхня (3) жолобчастого ролика (1)...
Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення
Номер патенту: 74223
Опубліковано: 15.11.2005
Автори: Люка Патріс, Боден Юг, Пріжан Ів, Гаше Лоран, Дошель Дід'є
МПК: C23C 2/06, B05C 3/02, C23C 2/14, C23C 2/00
Мітки: стрічки, гарячого, металевої, покривання, метал, рідкий, спосіб, зануренням, безперервного, установка, здійснення
Формула / Реферат:
1. Спосіб безперервного гарячого покривання металевої стрічки (1) зануренням у рідкий метал у баці (11), що містить ванну (12) рідкого металу, за яким металеву стрічку (1) пропускають у безперервному режимі й у захисному середовищі через кожух (13), нижня частина (13а) якого занурена у ванну (12) рідкого металу для визначення разом з поверхнею ванни усередині даного кожуха (13) рідкого герметичного прошарку (14), металеву стрічку (1)...
Спосіб та пристрій для безперервного виробництва сталі із застосуванням металевого вихідного матеріалу
Номер патенту: 76588
Опубліковано: 15.08.2006
Автори: Райхельт Вольфганг, Монхайм Петер, Вайшедель Вальтер
МПК: C21B 13/02, C21B 13/14, C21C 5/00
Мітки: застосуванням, матеріалу, спосіб, металевого, пристрій, безперервного, вихідного, виробництва, сталі
Формула / Реферат:
1. Спосіб безперервного виготовлення сталі із застосуванням металевих вихідних матеріалів (8), причому вихідні матеріали (8) заздалегідь нагрівають у верхній частині плавильного агрегату (2), потім плавлять у нижній частині (9) плавильного агрегату (2) за рахунок підведення тепла від горючих копалин (23) і безперервно відводять розплавлений матеріал (16) в місткість (3) для обробки, в якій встановлюють бажану якість сталі, причому у...
Попередній патент: Механічний з`єднувач для профілів віконних рам
Наступний патент: Спосіб стимулювання імунної системи пацієнта пептидом тимозину a1
Випадковий патент: Ваговимірювальний датчик