Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Формула / Реферат
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас. %:
- Ni - менше 1,
- Cr - менше 1,
- С - менше 0,8, зокрема менше 0,4,
- Мn - щонайменше 0,55,
і на поверхні принаймні одного з розливних валків, довільним чином та рівномірно розподіленими по поверхні розливного валка, виконані виточки, і розділяючу валки силу, що діє на розливні валки, встановлюють та (або) регулюють так, щоб вона дорівнювала 5-150 Н/мм, зокрема 5-100 Н/мм.
2. Спосіб за п. 1, який відрізняється тим, що на поверхні зазначеного розливного валка, довільним чином та рівномірно розподіленими по поверхні розливного валка, виконані по 1-20 виточок на мм2 площі поверхні розливного валка.
3. Спосіб за п. 1 або 2, який відрізняється тим, що у розплаві сталі задають вміст Si меншим за 0,35 мас. %.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що принаймні частково затверділу відлиту сталеву штабу відводять з розливних валків зі швидкістю більш ніж 30 м/хв.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що середню шорсткість поверхні принаймні одного з зазначених розливних валків задають більшою ніж 3 мкм, зі стохастичним розподілом зазначених виточок, виконаних механічною обробкою поверхні зазначеного розливного валка, зокрема дробоструминною обробкою.
6. Спосіб за п. 5, який відрізняється тим, що механічну обробку поверхні зазначеного розливного валка здійснюють способом дробоструминної обробки, використовуючи дріб з заданим діаметром D в діапазоні 0,5-2,2 мм, з попаданням на зону поверхні, що піддають дробоструминній обробці, 1-250 дробинок на мм2 площі поверхні під час цієї операції.
7. Спосіб за п. 6, який відрізняється тим, що діаметр дробинок, використовуваних для дробоструминної обробки, відхиляється від вищезазначеного заданого діаметра D не більше, ніж на максимальне стандартне відхилення 30%.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що рідку сталь подають з утворенням кута меніска 30-50° від геометричної точки торкання.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що зазначений приймач розплаву обмежений з боків двома зазначеними розливними валками та відповідними боковими пластинами і принаймні частково закритий зверху відповідним покриттям таким чином, що він є практично захищеним від попадання сторонніх речовин, що не є частиною способу.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що зазначений приймач розплаву перебуває у практично інертній атмосфері, причому подаваний інертний газ містить до 100 об. % N2, а решту складають аргон або інший ідеальний газ або СО2, і факультативно містить до 7 об. % Н2.
11. Спосіб за п. 10, який відрізняється тим, що максимальний вміст кисню в інертній атмосфері при сталій операції лиття обмежують 0,05 об. % .
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що на виході з зазначених розливних валків, у вимірювальній секції, визначають стовщення посередині зазначеної литої штаби та стоншення кромки.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що зазначені розливні валки піддають попередньому холодному профілюванню у такий спосіб, що для зазначеної сталевої штаби, коли вона виходить з зазначеної багаторазової форми, задають
- стовщення посередині штаби 20-150 мкм і
- стоншення кромки між кромкою штаби і точкою на відстані 40 мм від кромки штаби менше за 150 мкм.
14. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що під час лиття задають гарячий профіль зазначених розливних валків за допомогою одного або кількох придатних приводів на зазначених розливних валках, залежно від одного або кількох із таких параметрів лиття:
- склад газу,
- товщина штаби,
- отримане тепло твердіння,
- швидкість лиття,
- кут меніска,
таким чином, що при виході зазначеної сталевої штаби з зазначеної багаторазової форми досягаються
- стовщення посередині штаби 20-150 мкм і
- стоншення кромки між кромкою штаби і точкою на відстані 40 мм від кромки штаби менше за 150 мкм.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що у зазначеній литій штабі досягають стовщення посередині штаби 30-90 мкм і стоншення кромки менше ніж 100 мкм.
16. Спосіб за будь-яким з пп. 1-15, який відрізняється тим, що шорсткість поверхні принаймні одного із зазначених розливних валків у кромковій зоні розливного валка шириною 3-30 мм задають дуже гладкою з середньоарифметичною шорсткістю не більше 2 мкм.
17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що розділяючу валки силу регулюють або контролюють з точністю принаймні ± 15 Н/мм.
18. Спосіб за будь-яким з пп. 1-17, який відрізняється тим, що зазначений розплав сталі має такий склад, мас. %:
- Ni - менше 1,
- Cr - менше 1,
- С - менше 0,8, зокрема менше 0,4,
- Мn - щонайменше 0,55,
- решта - Fe та пов'язані з виробництвом домішки.
19. Установка для безперервного виробництва тонкої сталевої штаби, що має принаймні два розливні валки (4, 5), що встановлені з можливістю обертання та охолодження, і, за потреби, відповідні бокові пластини, що встановлені збоку таким чином, що при роботі зазначеної установки між зазначеними розливними валками та зазначеними боковими пластинами утворюється приймач розплаву, так що з нього рідкий розплав сталі може вводитися у зазначені розливні валки, яка відрізняється тим, що поверхня зазначеного валка має виточки, розміщені довільним чином та рівномірно розподілені по поверхні розливного валка, і зазначена установка має придатний пристрій для встановлення, зокрема регулювання, розділяючої валки сили так, щоб вона дорівнювала 5-150 Н/мм, зокрема 5-100 Н/мм.
20. Установка за п. 19, яка відрізняється тим, що на поверхні зазначеного розливного валка виконані по 1-20 виточок на мм2 площі поверхні.
21. Установка за п. 19 або 20, яка відрізняється тим, що як поверхня зазначеного розливного валка передбачена структура поверхні, виконана способом дробоструминної обробки, зокрема структура поверхні, обдута дробом діаметром 0,5-2,2 мм з розкидом діаметра дробу менш ніж 30% відносно заданого діаметра D, переважно з щільністю обдувки 1-250 дробинок на мм2 площі поверхні.
22. Установка за будь-яким з пп. 19-21, яка відрізняється тим, що над двома зазначеними розливними валками встановлена кришка, яку можна використовувати, щоб закривати зазначений приймач розплаву.
23. Установка за будь-яким з пп. 19-22, яка відрізняється тим, що передбачений відповідний пристрій, за допомогою якого у зоні зазначеного приймача розплаву над розплавом сталі, зокрема, у просторі між зазначеним розплавом сталі та зазначеною кришкою можна створити атмосферу газу, практично інертну та (або) відновну щодо зазначеного розплаву сталі.
24. Установка за будь-яким з пп. 19-23, яка відрізняється тим, що передбачена вимірювальна секція для визначення стовщення посередині зазначеної штаби та (або) стоншення кромки між кромкою штаби і точкою на відстані 40 мм від кромки штаби.
25. Установка за будь-яким з пп. 19-24, яка відрізняється тим, що принаймні один з зазначених розливних валків підданий попередньому холодному профілюванню.
26. Установка за будь-яким з пп. 19-24, яка відрізняється тим, що принаймні на одному з зазначених розливних валків передбачений принаймні один привід, який можна використовувати для установлення гарячого профілю зазначеного розливного валка залежно від одного або кількох із таких параметрів лиття:
- склад газу,
- товщина штаби,
- отримане тепло твердіння,
- швидкість лиття,
- кут меніска.
27. Установка за будь-яким з пп. 19-26, яка відрізняється тим, що передбачений регулюючий пристрій, який можна використовувати для установлення гарячого профілю принаймні одного з зазначених розливних валків в залежності від виміряного стовщення посередині штаби та виміряного стоншення кромки між кромкою штаби і точкою на відстані 40 мм від кромки штаби.
28. Установка за будь-яким з пп. 19-27, яка відрізняється тим, що принаймні один з зазначених розливних валків у кромковій зоні шириною 3-30 мм має середню шорсткість не більше 2 мкм.
29. Установка за будь-яким з пп. 19-28, яка відрізняється тим, що передбачений пристрій для регулювання розділяючої валки сили з точністю принаймні до ± 15 Н/мм.
30. Установка за будь-яким з пп. 19-29, яка відрізняється тим, що зазначені розливні валки встановлені з можливістю переміщення у напрямку один до одного, і тим, що передбачені, з одного боку, пристрій для вимірювання зусилля, за допомогою якого розливні валки рухаються у напрямку один до одного і, з іншого боку, пристрій для управління рухом розливних валків у напрямку один до одного в залежності від заміряних зусиль.
31. Установка за будь-яким з пп. 19-30, яка відрізняється тим, що передбачений відповідний пристрій, який можна використовувати для змінювання опуклості принаймні одного з зазначених розливних валків під час роботи зазначеної установки.
32. Установка за будь-яким з пп. 19-30, яка відрізняється тим, що передбачений відповідний пристрій, який можна використовувати для змінювання гарячої форми кромкової зони принаймні одного з зазначених розливних валків під час роботи зазначеної установки.
33. Установка за будь-яким з пп. 19-32, яка відрізняється тим, що передбачений відповідний пристрій для вимірювання і відповідний пристрій для регулювання та (або) контролювання зазначеного кута меніска.
34. Установка за будь-яким з пп. 19-33, яка відрізняється тим, що передбачений пристрій для вимірювання профілю штаби.
35. Установка за будь-яким з пп. 19-34, яка відрізняється тим, що принаймні один з зазначених розливних валків містить матеріал з хорошою теплопровідністю, зокрема мідь або мідний сплав, і має охолоджувальний пристрій, розміщений всередині нього.
36. Установка за будь-яким з пп. 19-35, яка відрізняється тим, що принаймні один з зазначених розливних валків має на зовнішній стороні хромове покриття з мінімальною товщиною шару 30 мкм, і, за потреби, під зазначеним хромовим покриттям передбачений проміжний шар товщиною принаймні 0,5 мм, зокрема проміжний шар з нікелю та (або) нікелевого сплаву.
37. Установка за будь-яким з пп. 19-36, яка відрізняється тим, що передбачений пристрій для вимірювання швидкості принаймні одного зазначеного розливного валка та передачі значення бажаної швидкості в приводи зазначеного розливного валка, щоб задати бажану швидкість, що була визначена, через передбачений замкнений контур керування, що також враховує деякі з інших важливих параметрів лиття, наприклад поточну розділяючу валки силу та (або) поточний кут меніска.
38. Установка за будь-яким з пп. 19-37, яка відрізняється тим, що передбачений пристрій для дроселювання та регулювання подачі рідкої сталі таким чином, щоб бажаний кут меніска можна було задати або можна було регулювати за допомогою відповідного замкненого контуру керування, причому зазначений пристрій враховує фактичне значення кута меніска.
Текст
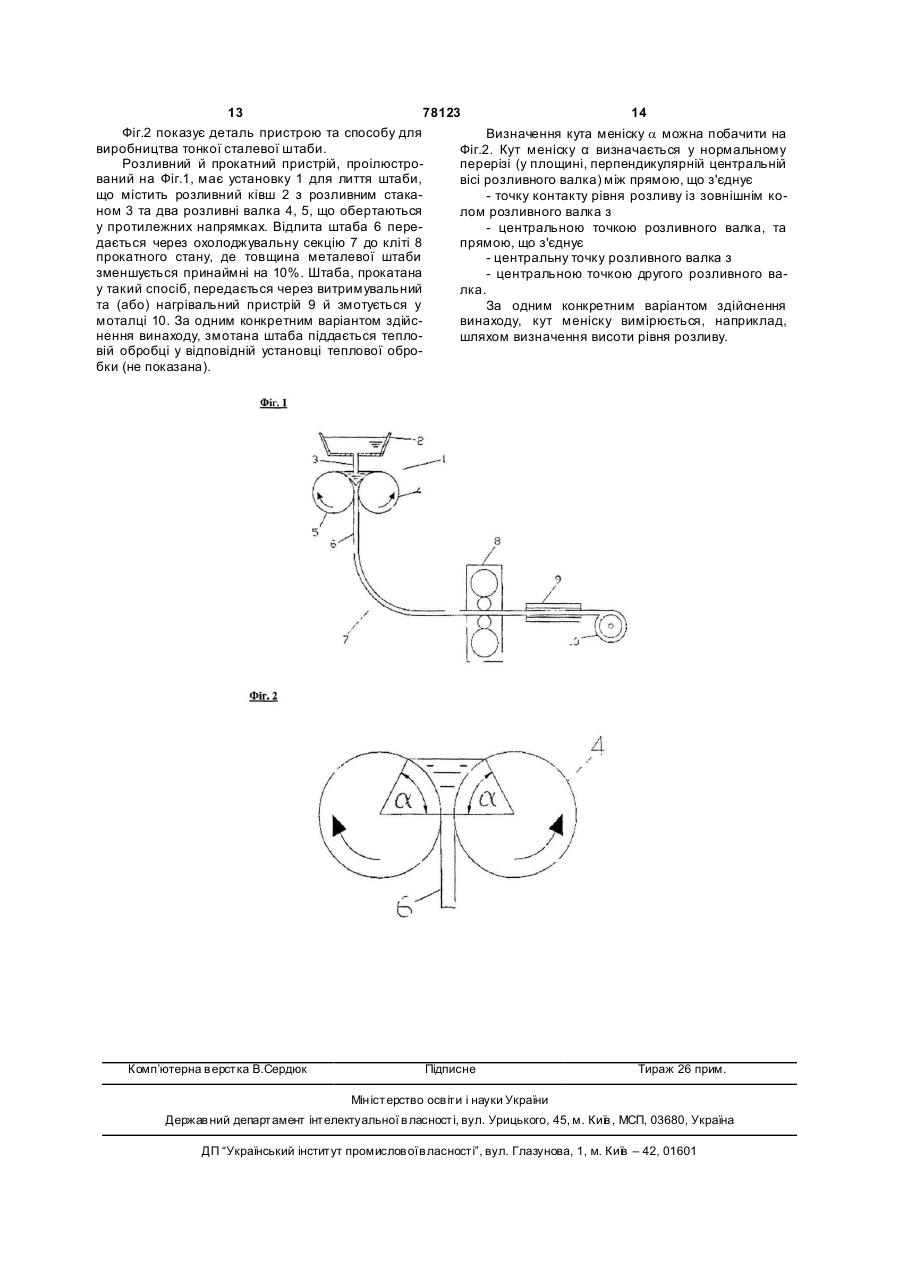
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас.%: - Ni - менше 1, - Cr - менше 1, - С - менше 0,8, зокрема менше 0,4, - Мn - щонайменше 0,55, і на поверхні принаймні одного з розливних валків, довільним чином та рівномірно розподіленими по поверхні розливного валка, виконані виточки, і розділяючу валки силу, що діє на розливні валки, встановлюють та (або) регулюють так, щоб вона дорівнювала 5-150Н/мм, зокрема 5-100Н/мм. 2. Спосіб за п.1, який відрізняється тим, що на поверхні зазначеного розливного валка, довільним чином та рівномірно розподіленими по поверхні розливного валка, виконані по 1-20 виточок на мм 2 площі поверхні розливного валка. 3. Спосіб за п.1 або 2, який відрізняється тим, що у розплаві сталі задають вміст Si меншим за 0,35мас.%. 4. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що принаймні частково затверділу відлиту 2 (19) 1 3 78123 4 13. Спосіб за будь-яким з пп.1-12, який відрізня20. Установка за п.19, яка відрізняється тим, що ється тим, що зазначені розливні валки піддають на поверхні зазначеного розливного валка виконапопередньому холодному профілюванню у такий ні по 1-20 виточок на мм 2 площі поверхні. спосіб, що для зазначеної сталевої штаби, коли 21. Установка за п.19 або 20, яка відрізняється вона виходить з зазначеної багаторазової форми, тим, що як поверхня зазначеного розливного валзадають ка передбачена структура поверхні, виконана спо- стовщення посередині штаби 20-150мкм і собом дробоструминної обробки, зокрема структу- стоншення кромки між кромкою штаби і точкою ра поверхні, обдута дробом діаметром 0,5-2,2мм з на відстані 40мм від кромки штаби менше за розкидом діаметра дробу менш ніж 30% відносно 150мкм. заданого діаметра D, переважно з щільністю об14. Спосіб за будь-яким з пп.1-12, який відрізнядувки 1-250 дробинок на мм 2 площі поверхні. ється тим, що під час лиття задають гарячий про22. Установка за будь-яким з пп.19-21, яка відрізфіль зазначених розливних валків за допомогою няється тим, що над двома зазначеними розливодного або кількох придатних приводів на зазнаними валками встановлена кришка, яку можна чених розливних валках, залежно від одного або використовува ти, щоб закривати зазначений прикількох із таких параметрів лиття: ймач розплаву. - склад газу, 23. Установка за будь-яким з пп.19-22, яка відріз- товщина штаби, няється тим, що передбачений відповідний при- отримане тепло твердіння, стрій, за допомогою якого у зоні зазначеного при- швидкість лиття, ймача розплаву над розплавом сталі, зокрема, у - кут меніска, просторі між зазначеним розплавом сталі та затаким чином, що при виході зазначеної сталевої значеною кришкою можна створити атмосферу штаби з зазначеної багаторазової форми досягагазу, практично інертну та (або) відновну щодо ються зазначеного розплаву сталі. - стовщення посередині штаби 20-150мкм і 24. Установка за будь-яким з пп.19-23, яка відріз- стоншення кромки між кромкою штаби і точкою няється тим, що передбачена вимірювальна секна відстані 40 мм від кромки штаби менше за ція для визначення стовщення посередині зазна150мкм. ченої штаби та (або) стоншення кромки між 15. Спосіб за будь-яким з пп.1-14, який відрізнякромкою штаби і точкою на відстані 40мм від кромється тим, що у зазначеній литій штабі досягають ки штаби. стовщення посередині штаби 30-90мкм і стоншен25. Установка за будь-яким з пп.19-24, яка відрізня кромки менше ніж 100мкм. няється тим, що принаймні один з зазначених 16. Спосіб за будь-яким з пп.1-15, який відрізнярозливних валків підданий попередньому холодється тим, що шорсткість поверхні принаймні одному профілюванню. ного із зазначених розливних валків у кромковій 26. Установка за будь-яким з пп.19-24, яка відріззоні розливного валка шириною 3-30мм задають няється тим, що принаймні на одному з зазначедуже гладкою з середньоарифметичною шорсткісних розливних валків передбачений принаймні тю не більше 2мкм. один привід, який можна використовувати для 17. Спосіб за будь-яким з пп.1-16, який відрізняустановлення гарячого профілю зазначеного розється тим, що розділяючу валки силу регулюють ливного валка залежно від одного або кількох із або контролюють з точністю принаймні ±15Н/мм. таких параметрів лиття: 18. Спосіб за будь-яким з пп.1-17, який відрізня- склад газу, ється тим, що зазначений розплав сталі має такий - товщина штаби, склад, мас.%: - отримане тепло твердіння, - Ni - менше 1, - швидкість лиття, - Cr - менше 1, - кут меніска. - С - менше 0,8, зокрема менше 0,4, 27. Установка за будь-яким з пп.19-26, яка відріз- Мn - щонайменше 0,55, няється тим, що передбачений регулюючий при- решта - Fe та пов'язані з виробництвом домішки. стрій, який можна використовувати для установ19. Установка для безперервного виробництва лення гарячого профілю принаймні одного з тонкої сталевої штаби, що має принаймні два роззазначених розливних валків в залежності від виливні валки (4, 5), що встановлені з можливістю міряного стовщення посередині штаби та виміряобертання та охолодження, і, за потреби, відповіного стоншення кромки між кромкою штаби і точдні бокові пластини, що встановлені збоку таким кою на відстані 40 мм від кромки штаби. чином, що при роботі зазначеної установки між 28. Установка за будь-яким з пп.19-27, яка відріззазначеними розливними валками та зазначеними няється тим, що принаймні один з зазначених боковими пластинами утворюється приймач розрозливних валків у кромковій зоні шириною 3-30мм плаву, так що з нього рідкий розплав сталі може має середню шорсткість не більше 2мкм. вводитися у зазначені розливні валки, яка відріз29. Установка за будь-яким з пп.19-28, яка відрізняється тим, що поверхня зазначеного валка має няється тим, що передбачений пристрій для регувиточки, розміщені довільним чином та рівномірно лювання розділяючої валки сили з точністю прирозподілені по поверхні розливного валка, і зазнанаймні до ±15Н/мм. чена установка має придатний пристрій для вста30. Установка за будь-яким з пп.19-29, яка відрізновлення, зокрема регулювання, розділяючої валняється тим, що зазначені розливні валки встаноки сили так, щоб вона дорівнювала 5-150Н/мм, влені з можливістю переміщення у напрямку один зокрема 5-100Н/мм. до одного, і тим, що передбачені, з одного боку, 5 78123 6 пристрій для вимірювання зусилля, за допомогою має охолоджувальний пристрій, розміщений всеякого розливні валки рухаються у напрямку один редині нього. до одного і, з іншого боку, пристрій для управління 36. Установка за будь-яким з пп.19-35, яка відрізрухом розливних валків у напрямку один до одного няється тим, що принаймні один з зазначених в залежності від заміряних зусиль. розливних валків має на зовнішній стороні хромо31. Установка за будь-яким з пп.19-30, яка відрізве покриття з мінімальною товщиною шару 30мкм, няється тим, що передбачений відповідний приі, за потреби, під зазначеним хромовим покриттям стрій, який можна використовува ти для змінюванпередбачений проміжний шар товщиною принайня опуклості принаймні одного з зазначених мні 0,5мм, зокрема проміжний шар з нікелю та розливних валків під час роботи зазначеної уста(або) нікелевого сплаву. новки. 37. Установка за будь-яким з пп.19-36, яка відріз32. Установка за будь-яким з пп.19-30, яка відрізняється тим, що передбачений пристрій для виміняється тим, що передбачений відповідний прирювання швидкості принаймні одного зазначеного стрій, який можна використовува ти для змінюванрозливного валка та передачі значення бажаної ня гарячої форми кромкової зони принаймні швидкості в приводи зазначеного розливного валодного з зазначених розливних валків під час рока, щоб задати бажану швидкість, що була визнаботи зазначеної установки. чена, через передбачений замкнений контур керу33. Установка за будь-яким з пп.19-32, яка відрізвання, що також враховує деякі з інших важливих няється тим, що передбачений відповідний припараметрів лиття, наприклад поточну розділяючу стрій для вимірювання і відповідний пристрій для валки силу та (або) поточний кут меніска. регулювання та (або) контролювання зазначеного 38. Установка за будь-яким з пп.19-37, яка відрізкута меніска. няється тим, що передбачений пристрій для дро34. Установка за будь-яким з пп.19-33, яка відрізселювання та регулювання подачі рідкої сталі таняється тим, що передбачений пристрій для виміким чином, щоб бажаний кут меніска можна було рювання профілю штаби. задати або можна було регулювати за допомогою 35. Установка за будь-яким з пп.19-34, яка відрізвідповідного замкненого контуру керування, приняється тим, що принаймні один з зазначених чому зазначений пристрій враховує фактичне знарозливних валків містить матеріал з хорошою тепчення кута меніска. лопровідністю, зокрема мідь або мідний сплав, і Винахід відноситься до способу безперервного виробництва тонкої металевої штаби та установки для його здійснення, що має принаймні два розливні валка та, за потреби, встановлені збоку бокові пластини, що утворюють приймач розплаву, з якого рідкий розплав сталі можна вводити у розливні валки для формування між цими розливними валками та боковими пластинами під час роботи установки. При виробництві сталевої штаби з розплаву сталі, що містить принаймні такі легуючі складові: - Ni - менш 1% (масова частка); - Сr - менш 1% (масова частка); - С - менш 0,8% (масова частка), зокрема, менш 0,4% (масова частка); - Μn - щонайменш 0,55% (масова частка), виробляється штаба, яка, особливо в разі використання відомого двовалкового способу лиття, має багато тріщин і поверхневих дефектів, що значно знижує якість виробленої сталевої штаби. В основу винаходу покладено задачу позбавитись цих відомих недоліків і розробити спосіб для марок сталі, визначених у п.1 формули винаходу, та установку відповідно до преамбули у п.19 формули винаходу таким чином, щоб уможливити економічніше виробництво відповідної сталевої штаби. Поставлена задача вирішується завдяки пропоновану способу, що має ознаки за п.1 формули винаходу, та пропонованій установці, що має ознаки за п.19 формули винаходу. За одним конкретним варіантом здійснення винаходу, зазначені розливні валки представляють собою розливні валки, використовувані у двовалковому способі лиття. Однак термін "розливний валок" за визначенням охоплює й усі інші відомі формуючі стінні поверхні. За відомими технічними рішеннями, поверхню розливного валка переважно виконують у те хнічний спосіб, що включає механічну обробку з видаленням матеріалу, зокрема, точінням та (або) шліфуванням. При виробництві штаби з використанням відомих розливних валків, зокрема, у двовалковому способі лиття, зі значеннями розділяючої валки сили 100-250Н/мм, що є звичайними у відомих технічних рішеннях, виробляються штаби, яким, окрім значних виявів розтріскування, притаманні й значні різниці температур поперек ширини штаби і вздовж довжини штаби, з чого можна дійти висновку про значні коливання сил та характеристики нерівномірного твердіння. При прямому литті не нержавіючої рідкої сталі (вміст Сr та Ni у кожному разі нижче за 1%) для формування тонких штаб товщиною 1-10мм, використання технологічних параметрів за відомими технічними рішеннями призводить, відтак, до виробництва сталевої штаби невідповідної якості. У цьому контексті особливо критичними є мікротріщини, що часто утворюються на штабі. Спосіб, описаний у цьому винаході, вперше уможливив - у разі вищезазначеного складу розплаву сталі - виробництво позбавленої тріщин штаби з гарним профілем, зокрема, з гарною стовщеною посередині частиною. Крім того, цей спосіб уможливлює досягнення більш однорідних те 7 78123 8 мператур поперек штаби, ніж у відомих технічних дробоструминної обробки, відхиляється від вищерішеннях, навіть в зоні розташованій безпосередзазначеного заданого діаметра D не більше, ніж на ньо під багаторазовими формами або розливними максимальне стандартне відхилення 30%. валками, зокрема, в границях ширини штаби, різЗа одним варіантом здійснення пропонованого ниця яких не перевищує ±25К. Штаба, вироблена з способу, меніск (рівень розливу) рідкої сталі провикористанням пропонованого способу, зазвичай ходить під кутом 30-50° від геометричної точки не має будь-яких спричинених термічно діагональторкання, між радіусами, що проходять від вісі них штабок і відрізняється високою якістю її розливного валка, з одного боку, горизонтально до кромок. геометричної точки торкання і, з іншого боку, до За одним конкретним варіантом здійснення меніску, заключений кут контакту ванни сталі винаходу, для здійснення способу двовалкового 30-50°. лиття передбачені два розливні валка, на поверхЗа одним варіантом здійснення пропонованого нях обох з яких виконані виточки, довільним чиспособу, приймач розплаву обмежений з боків ном, але рівномірно розподілені на поверхні роздвома розливними валками та відповідними боколивного валка. вими пластинами і принаймні частково закритий За одним конкретним варіантом здійснення зверху відповідним покриттям таким чином, що є цього винаходу, структура поверхні використовупрактично захищеним від попадання речовин, що ваного розливного валка відрізняється практично не є частиною способу, зокрема, запиленого повірівномірно розподіленими виточками. За одним тря та (або) окислювальних газів. конкретним варіантом здійснення, ці виточки предЗа одним варіантом здійснення пропонованого ставляють собою заглибини та (або) виступи, виспособу, приймач розплаву перебуває у практично конані, наприклад, механічним шляхом на поверхінертній атмосфері, причому подаваний інертний ні розливного валка з висотою 3-8мікрометрів, газ утворений на 0-100% (об'ємна частка) з N2, а зокрема, 20-40мікрометрів, виміряною між кромрешту складають аргон або інший ідеальний газ кою, зокрема, задиркою, й найглибшою точкою або СО2. виточки. За конкретним варіантом здійснення пропоноЗа одним варіантом здійснення пропонованого ваного способу, подаваний інертний газ містить до способу, на поверхні розливного валка довільним 7% Н2. чином, та рівномірно розподілені на мм 2 площі За конкретним варіантом здійснення пропоноповерхні розливного валка, виконані 1-20 виточок. ваного способу, простір між приймачем розплаву Як показали випробування, це винахідницьке та верхньою кришкою принаймні частково заповрішення уможливлює досягнення особливо висонюють або продувають газом, що є практично інекоякісної поверхні сталевої штаби. ртним до розплаву сталі. За одним варіантом здійснення пропонованого За одним варіантом здійснення пропонованого способу, вміст Si у розплаві сталі встановлюють способу, максимальний вміст кисню в інертній атменшим за 0,35% (масова частка). мосфері, у якій перебуває приймач розплаву, обЯк показали випробування, це винахідницьке межений об'ємною часткою 0,05%. рішення уможливлює виробництво сталевої штаби За одним варіантом здійснення пропонованого з особливо високоякісними механічними властивоспособу, стовщення посередині литої штаби та стями, зокрема, з підвищеною в'язкістю. стоншення кромки визначають у вимірювальній За одним варіантом здійснення пропонованого секції на виході з розливних валків. способу, принаймні частково затверділу сталеву Стовщення посередині штаби та стоншення штабу відводять з розливних валків зі швидкістю кромок визначають відповідно до вимог стандартів більш, ніж 30м/хв. DIN. На практиці встановлено, що це винахідницьке За одним варіантом здійснення пропонованого рішення уможливлює досягнення особливо висоспособу, розливні валки піддають попередньому коякісної поверхні і одночасне підвищення еконохолодному профілюванню у такий спосіб, що для мічної ефективності способу. При менших швидкосталевої штаби, коли вона виходить з багаторазостях спостерігалися з більшою регулярністю вої форми, задають переливи та утворення складок на поверхні штаби - стовщення посередині штаби 20-150мкм і (часто пов'язані з тріщинами на поверхні). - стоншення кромки між кромкою штаби і точЗа одним варіантом здійснення пропонованого кою на відстані 40мм від кромки штаби менше за способу, середню шорсткість поверхні принаймні 150мкм. одного з розливних валків задають більшою, ніж За одним варіантом здійснення пропонованого 3мкм, зі стохастичним розподілом виточок, викоспособу, під час лиття за допомогою одного або наних механічною обробкою поверхні розливного кількох приводів на розливних валках задають валка, зокрема, дробоструминною обробкою. гарячий профіль розливних валків залежно від За одним варіантом здійснення пропонованого одного або кількох із таких параметрів лиття: способу, механічну обробку поверхні розливного - склад газу, валка здійснюють у спосіб дробоструминного змі- товщина штаби, цнення, використовуючи дріб з заданим діаметром - отримане тепло твердіння, D 0,5-2,2мм, з попаданням на зону поверхні, що - швидкість лиття, піддають дробоструминній обробці, 1-250 дроби- кут меніску, нок на мм 2 площі поверхні. таким чином, що при виході сталевої штаби з За одним варіантом здійснення пропонованого багаторазової форми досягаються способу, діаметр дробинок, використовуваних для - стовщення посередині штаби 20-150мкм і 9 78123 10 - стоншення кромки між кромкою штаби і точданий попередньому холодному профілюванню. кою на відстані 40мм від кромки штаби менше за За одним варіантом здійснення пропонованої 150мкм. установки, принаймні на одному з розливних валРезультати випробувань показали, що це виків передбачений принаймні один привод, який нахідницьке рішення, що враховує розділяючу можна використовувати для встановлення гарячовалки силу, уможливлює досягнення ступеню твего профілю розливного валка залежно від одного рдіння, що є достатньо рівномірним по ширині лиабо кількох із таких параметрів лиття: тої штаби, зокрема, включаючи зону кромок шта- склад газу, би, і, відтак, підвищує ефективність пропонованого - товщина штаби, способу. - отримане тепло твердіння, За одним варіантом здійснення пропонованого - швидкість лиття, способу, для литої штаби задають стовщення по- кут меніску. середині штаби 30-90мкм і стоншення кромки меЗа одним варіантом здійснення пропонованої нше ніж 100мкм. установки, передбачений регулюючий пристрій, За одним варіантом здійснення пропонованого який можна використовувати для встановлення способу, шорсткість поверхні принаймні одного гарячого та (або) холодного профілю принаймні розливного валка у кромковій зоні розливного валодного з розливних валків у залежності від виміряка шириною 3-30мм задають дуже гладкою, зокреного стовщення посередині штаби та виміряного ма, з середньоарифметичною шорсткістю не бістоншення кромки між кромкою штаби і точкою на льше 2мкм. відстані 40мм від кромки штаби. За одним варіантом здійснення пропонованого За одним варіантом здійснення пропонованої способу, розділяючу валки силу регулюють та установки, принаймні один з розливних валків у (або) контролюють з точністю принаймні до кромковій зоні шириною 3-30мм має середню шор±15Н/мм від заданого значення розділяючої валки сткість не більше 2мкм. сили. За одним варіантом здійснення пропонованої Спосіб переважно застосовують для виробниустановки, передбачений пристрій для регулюванцтва марок сталі, для яких розплав сталі має такий ня розділяючої валки сили з точністю принаймні до склад: ±15Н/мм. - Ni - менш 1% (масова частка); За одним варіантом здійснення пропонованої - Сr - менш 1% (масова частка); установки, розливні валки встановлені так, що їх - С - менш 0,8% (масова частка), зокрема, можна рухати у напрямку один до одного. За ще менш 0,4% (масова частка); одним варіантом здійснення пропонованої устано- Μn - щонайменш 0,55% (масова частка); вки, передбачені, з одного боку, пристрій для ви- решта - Fe та пов'язані з виробництвом домірювання зусилля, з яким розливні валки можна мішки. рухати у напрямку один до одного, і, з другого боВинахід відрізняється також установкою за ку, пристрій для управління рухом розливних валп.19 формули винаходу. ків у напрямку один до одного в залежності від За одним варіантом здійснення пропонованої виміряних зусиль. установки, на мм 2 площі поверхні розливного валЗа одним варіантом здійснення пропонованої ка виконані 1-20 виточок. установки, передбачений відповідний пристрій, За одним варіантом здійснення пропонованої який можна використовувати для змінювання опуустановки, в якості поверхні розливного валка пеклості розливних валків під час роботи установки. редбачена структура поверхні, виконана за допоЗа ще одним конкретним варіантом здійснення могою дробоструминної обробки, зокрема, струкпропонованої установки, передбачений відповідтура поверхні, обдута дробом діаметром 0,5-2,2мм ний пристрій, який можна використовувати для з розкидом діаметру дробу менш, ніж 30% (відносзмінювання гарячої форми кромкової зони прино заданого діаметра D, що лежить у зазначених наймні одного з розливних валків під час роботи границях діаметра), переважно з щільністю обдувустановки. ки 1-250дробинок на мм 2 площі поверхні. За одним варіантом здійснення пропонованої За одним варіантом здійснення пропонованої установки, передбачений відповідний пристрій для установки, над двома розливними валками вставимірювання кута меніску і, за потреби, відповідновлена кришка, яку можна використовувати, щоб ний пристрій для регулювання та (або) контролюзакривати приймач розплаву. вання кута меніску. За одним варіантом здійснення пропонованої За одним варіантом здійснення пропонованої установки, передбачений відповідний пристрій, за установки, передбачений пристрій для вимірювандопомогою якого у зоні приймача розплаву над ня профілю штаби. розплавом сталі, зокрема, у просторі між розплаЗа одним варіантом здійснення пропонованої вом сталі та кришкою можна створити атмосферу установки, принаймні один з розливних валків місгазу, практично інертну до розплаву сталі. тить матеріал з гарною теплопровідністю, зокрема, За одним варіантом здійснення пропонованої мідь або мідний сплав. За одним конкретним варіустановки, передбачена вимірювальна секція для антом здійснення пропонованої установки, привизначення стовщення посередині штаби та (або) наймні один з розливних валків має охолоджувастоншення кромки між кромкою штаби і точкою на льний пристрій, розміщений всередині. відстані 40мм від кромки штаби. За одним варіантом здійснення пропонованої За одним варіантом здійснення пропонованої установки, принаймні один з розливних валків має установки, принаймні один з розливних валків підхромове покриття з мінімальною товщиною шару 11 78123 12 10мкм на зовнішній стороні. За ще одним конкретзах (у будь-якому разі, менш ніж 0,05% О2); ним варіантом здійснення, під зазначеним хромо- розділяючи валки силу 5-100кН на метр шивим покриттям передбачений проміжний шар товрини штаби; щиною принаймні 0,5мкм, зокрема, проміжний шар - стовщення посередині штаби (визначене відз нікелю та (або) нікелевого сплаву. повідно до стандарту DIN на гарячу штабу) 20За одним конкретним варіантом здійснення 120мкм, переважно 30-90мкм. пропонованої установки, передбачений пристрій За подальшими варіантами здійснення, яким для вимірювання швидкості принаймні одного розвіддається перевага, відлита сталь має такий ливного валка та передачі значення бажаної склад: швидкості в приводи розливного валка, щоб зада- вміст С менше, ніж 0,1%, та (або) вміст Μn ти бажану швидкість через замкнений контур 0,5-1,5% та (або) вміст Si 0,01-0,35%. управління, причому зазначений пристрій врахоЗа подальшим варіантом здійснення, якому вує деякі з інших важливих параметрів лиття, навіддається перевага, принаймні один з використоприклад, поточну розділяючу валки силу та (або) вуваних розливних валків має середню шорсткість поточний кут меніску. Ra>3мкм, переважно Ra>6мкм. За одним конкретним варіантом здійснення За ще одним варіантом здійснення винаходу, пропонованої установки, передбачений пристрій якому віддається перевага, принаймні один з видля дроселювання та регулювання подачі рідкої користовуваних розливних валків має хромове сталі таким чином, щоб бажаний кут меніску можпокриття з товщиною шару принаймні 10мкм та на було задати або можна було регулювати за (або) нікелеве покриття, якщо доречне, під хромодопомогою відповідного замкненого контуру вим покриттям з товщиною шару принаймні 0,5мм. управління, причому зазначений пристрій врахоЗа ще одним варіантом здійснення, якому віддавує фактичне значення кута меніску. ється перевага, бокова поверхня розливного валка У випадку прямого лиття не нержавіючої рідкої виконана з міді, яку у разі потреби можна викориссталі (вміст Сr та (або) Ni у будь-якому разі нижче тати як основу для усі х видів покрить валка. за 1%) з вмістом С менше за 0,45% в тонкі штаби За одним варіантом здійснення пропонованого товщиною 1-10мм з використанням двовалкового способу, розливний валок на кромковій зоні шириспособу лиття було неможливим, зважаючи на ною 3-30мм не має будь-якої значної шорсткості топології поверхні розливних валків за відомими (Ra£2,0мкм). технічними рішеннями та стандартну суміш інертЗа одним конкретним варіантом здійснення них газів (у багаторазовій формі), що є звичайною винаходу, під час безперервного виробництва за відомими технічними рішеннями, а також задаштаби у двовалковому розливному пристрої рідка них розділяючих валки сил, вибраних для відомої сталь входить між двома горизонтально розміщемарки сталі AISI304 (за стандартом Американськоними розливними валками, що обертаються у прого інституту сталі й чавун у), отримати штабу без тилежних напрямках і мають відповідний охоломікротріщин або стабільний, тривалий, безперервджувальний пристрій, зокрема, передбачений у ний спосіб лиття з однорідністю температури посамих валках, зокрема, пристрій з водяним охолоперек ширини, кращою за ±30К (виміряної на віддженням. При контакті з охолодженими розливнистані приблизно 1-2м нижче геометричної точки ми валками рідкий метал швидко утворює затверторкання). У випадку, коли швидкості лиття переділу оболонку, причому затверділі оболонки вищували 30м/хв., зокрема, перевищували принаймні частково притискаються одна до одної 50м/хв., з одного боку, у точці виміру температурпід дією малих розділяючих валки сил у місцях ного профілю нижче багаторазової форми спостегеометричної "точки торкання" між поверхнями рігалися темні похилені поперечні штабки, і, з інвалків (місце найкоротшої відстані між розливними шого боку, було виявлено значні прориви на поверхнями). З-під точки торкання відбирається кромці штаби та кромки у вигляді ластівчиного затверділа стрічка або затверділа штаба. хвоста. За різними варіантами здійснення винаходу, За одним конкретним варіантом здійснення рідкий метал можна випускати з ковша у меншу пропонованої установки, нержавіюча сталь із вміссудину, з якої він випускається через відповідний том С до 0,5% відливається зі швидкістю лиття розливний стакан в установку для лиття штаби понад 30м/хв., зокрема, понад 50м/хв., з одним або у простір над точкою торкання між двома розабо кількома з таких параметрів: ливними валками. За одним конкретним варіантом - стабільна топологія поверхні розливного валвинаходу, випущений метал утворює над точкою ка, досягнута за допомогою дробоструминної обторкання приймач розплаву, який обмежений, з робки з використанням дробу з визначеним діамеодного боку, поверхнями розливних валків і, з друтром з точністю до d±30%, де d=0,5-2,2мм. Під час гого боку, відповідними боковими пластинами або дробоструминної обробки на один мм 2 площі поіншими відповідними пристроями, наприклад, відверхні розливного валка повинні попадати 1-250 повідними електромагнітними пристроями. За оддробинок; ним варіантом здійснення, якому віддається пере- кратер рідини між двома розливними валкавага, бокові пластини виконані рухомими. ми, закритий зверху кришкою багаторазової форНижче винахід пояснюється з посиланнями на ми, з газом, використовуваним, щоб зробити інерконкретний варіант здійснення та схематичні крестною атмосферу над рівнем лиття, такого складу: лення, що не обмежують об'єм даного винаходу, 0-100% N2; решта Аr або інший ідеальний газ або на яких СО2; дозволяються до 7% Н2 та мінімальна кільФіг.1 ілюструє пропоновані пристрій та спосіб кість домішок, що майже неминучі у технічних гадля виробництва тонкої сталевої штаби; 13 78123 14 Фіг.2 показує деталь пристрою та способу для Визначення кута меніску a можна побачити на виробництва тонкої сталевої штаби. Фіг.2. Кут меніску α визначається у нормальному Розливний й прокатний пристрій, проілюстроперерізі (у площині, перпендикулярній центральній ваний на Фіг.1, має установку 1 для лиття штаби, вісі розливного валка) між прямою, що з'єднує що містить розливний ківш 2 з розливним стака- точку контакту рівня розливу із зовнішнім коном 3 та два розливні валка 4, 5, що обертаються лом розливного валка з у протилежних напрямках. Відлита штаба 6 пере- центральною точкою розливного валка, та дається через охолоджувальну секцію 7 до кліті 8 прямою, що з'єднує прокатного стану, де товщина металевої штаби - центральну точку розливного валка з зменшується принаймні на 10%. Штаба, прокатана - центральною точкою другого розливного вау такий спосіб, передається через витримувальний лка. та (або) нагрівальний пристрій 9 й змотується у За одним конкретним варіантом здійснення моталці 10. За одним конкретним варіантом здійсвинаходу, кут меніску вимірюється, наприклад, нення винаходу, змотана штаба піддається теплошляхом визначення висоти рівня розливу. вій обробці у відповідній установці теплової обробки (не показана). Комп’ютерна в ерстка В.Сердюк Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and installation for continuously producing thin steel strip
Автори англійськоюHohenbichler Gerald
Назва патенту російськоюСпособ и установка для непрерывного производства тонкой стальной полосы
Автори російськоюХохенбихлер Геральд
МПК / Мітки
МПК: B22D 11/16, B22D 11/06
Мітки: спосіб, безперервного, установка, виробництва, штаби, сталевої, тонкої
Код посилання
<a href="https://ua.patents.su/7-78123-sposib-ta-ustanovka-dlya-bezperervnogo-virobnictva-tonko-stalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та установка для безперервного виробництва тонкої сталевої штаби</a>
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Аузінгер Дітмар, Хубмер Герхард Ф., Чімані Крістіан, Етцелсдорфер Курт, Хохенбіхлер Геральд
МПК: B22D 11/06, B22D 11/16, G05B 13/04, B22D 11/12, G05B 17/00
Мітки: двовалкового, тонкої, штаби, лиття, металевої, шляхом, безперервного, спосіб, процесу
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Хохенбіхлер Геральд, Пеллісетті Стефано, Шертлер Армін
МПК: B22D 11/128, B22D 11/06, B22D 11/20
Мітки: смуги, установки, даної, безперервного, роботи, тонкої, лиття, спосіб, установка
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
Мітки: прокатній, стан, гарячекатаної, виробництва, штаби, тонкої
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21B 1/30, B21B 41/00
Мітки: реверсивний, штаби, виробництва, стан, гарячекатаної, тонкої
Формула / Реферат:
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби,...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: установка, тонкої, способу, лиття, спосіб, безперервного, смуги, здійснення
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Попередній патент: Лінія виробництва компактованих матеріалів у металевій оболонці
Наступний патент: Жалюзійний апарат холодильної камери тепловоза
Випадковий патент: Вимірювач частоти пульсу