Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Етцелсдорфер Курт, Хохенбіхлер Геральд, Аузінгер Дітмар, Чімані Крістіан, Хубмер Герхард Ф.
Формула / Реферат
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття здійснюють відповідно до оперативних розрахунків, які основані на математичній моделі, що описує утворення конкретної текстури металу, причому змінні вказаного способу безперервного лиття, які впливають на утворення текстури, регулюють оперативним динамічним чином, тобто під час лиття.
2. Спосіб за п. 1, який відрізняється тим, що для впливу на геометрію металевої штаби, безперервне лиття здійснюють відповідно до оперативних розрахунків, які основані на математичній моделі, що описує утворення геометрії металевої штаби, причому змінні вказаного способу безперервного лиття, що впливають на її геометрію, регулюють оперативним динамічним чином, тобто під час лиття.
3. Спосіб за п. 1 або 2, який відрізняється тим, що структурування поверхні ливарних валків додатково реєструють, переважно в оперативному режимі, і вводять ці дані в математичну модель для аналізу стану твердіння і ліквації, що є його результатом, особливо під час первинного твердіння.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що поверхні (11) ливарних валків (2) над плавильною ванною (6) додатково продувають газом або газовою сумішшю і хімічний склад газу або газової суміші, а також його або її кількість і, альтернативно, його або її розподіл реєструють, переважно в оперативному режимі, і вводять в математичну модель для аналізу стану твердіння і ліквації, що є його результатом, особливо під час первинного твердіння.
5. Спосіб за будь-яким з пп. 1 - 4, який відрізняється тим, що термодинамічні зміни стану всієї штаби металу, наприклад, зміни температури, постійно вводять в розрахунок математичної моделі шляхом рішення рівняння теплопровідності і рішення рівняння або системи рівнянь, що описують кінетику фазового перетворення, і тим, що температуру штаби металу, а також, альтернативно, температуру ливарних валків регулюють в залежності від розрахункового значення принаймні одного з параметрів термодинамічного стану, причому для моделювання враховують товщину штаби металу, хімічний склад металу, а також швидкість лиття, значення яких вимірюють багаторазово, переважно під час лиття, і постійно, зокрема, значення товщини.
6. Спосіб за п. 5, який відрізняється тим, що в математичну модель включають модель безперервного фазового перетворення, зокрема, з використанням рівняння Аврамі.
7. Спосіб за будь-яким з пп. 1 - 6, який відрізняється тим, що термодинамічні зміни стану всієї штаби металу, наприклад, зміни температури, постійно вводять в розрахунок математичної моделі шляхом рішення рівняння теплопровідності і рішення рівняння або системи рівнянь, що описують кінетику фазового перетворення під час та/ або після твердіння, зокрема, що описують виділення неметалевих та інтерметалевих вторинних фаз, і тим, що температуру штаби металу, а також, альтернативно, температуру ливарних валків регулюють в залежності від розрахункового значення принаймні одного з параметрів термодинамічного стану, причому для моделювання враховують товщину штаби металу, хімічний склад металу, а також швидкість лиття, значення яких вимірюють багаторазово, переважно, під час лиття, і постійно, зокрема, значення товщини.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що в математичну модель включають кінетику виділення вторинних фаз, зумовлену вільною енергією фаз і утворення центрів кристалізації, а також первинні термодинамічні параметри, зокрема, енергію Гіббса, і зростання центрів кристалізації по Зенеру.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що в математичну модель також включають кількісні співвідношення текстури відповідно до діаграм багатокомпонентних систем, наприклад, відповідно до діаграми Fe-C.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що при аналізі рекристалізації металу в математичну модель включають характеристики росту зерен та/або як альтернативи, характеристики утворення зерен.
11. Спосіб за будь-яким з пп. 1 - 10, який відрізняється тим, що як одну із змінних безперервного лиття, що впливають на утворення текстури, в математичну модель включають одно- або багатоступінчасту гарячу та/або холодну прокатку, здійснювану під час витягання металевої штаби.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що додатково в розрахунок математичної моделі постійно включають механічний стан штаби, наприклад, характеристики процесу формування її структури шляхом розрахунку подальших рівнянь моделі, зокрема шляхом рішення основних рівнянь механіки суцільних середовищ для в'язко-пружно-пластичної поведінки матеріалу.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що кількісно визначену текстуру коригують накладанням формування струмка, яке оперативно розраховане і викликає рекристалізацію текстури.
14. Спосіб за будь-яким з пп. 1 - 13, який відрізняється тим, що при оперативному охолоджуванні ливарними валками в математичну модель включають тепловий вплив ливарних валків на розплав металу і на вже затверділий метал.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що в математичну модель включають тепловий вплив на штабу металу, наприклад охолоджування та/або нагрівання.
16. Спосіб за будь-яким з пп. 1 - 15, який відрізняється тим, що в математичну модель включають модель процесу прокатки, переважно модель процесу гарячої прокатки.
17. Спосіб за п. 16, який відрізняється тим, що модель процесу прокатки включає розрахунок зусилля прокатки.
18. Спосіб за п. 16 або 17, який відрізняється тим, що модель процесу прокатки включає розрахунок бічної сили прокатки.
19. Спосіб за будь-яким з пп. 16 - 18, який відрізняється тим, що модель процесу прокатки включає розрахунок зміщення валків для валків спеціальної форми.
20. Спосіб за будь-яким з пп. 16 - 19, який відрізняється тим, що модель процесу прокатки включає розрахунок деформації валків.
21. Спосіб за будь-яким з пп. 16 - 20, який відрізняється тим, що модель процесу прокатки включає формувальний розрахунок для змін геометрії прокатки, що викликані термічно.
22. Спосіб за будь-яким з пп. 1-21, який відрізняється тим, що механічні характеристики штаби металу, наприклад, уявна межа текучості, опір подовженню, розтягненню і інші, постійно вводять в розрахунок математичної моделі або розраховують принаймні для закінчення технологічного процесу безперервного лиття.
Текст
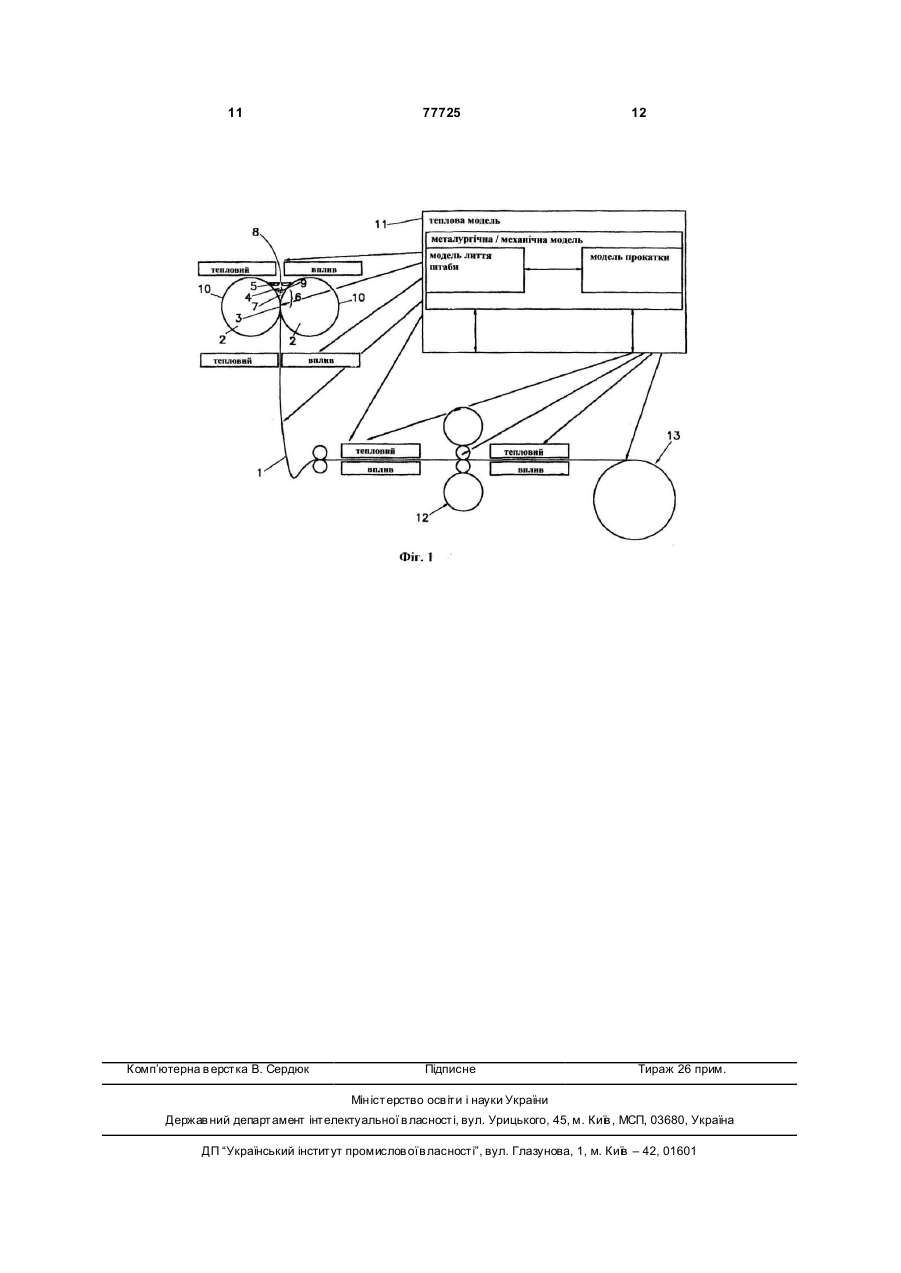
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття здійснюють відповідно до оперативних розрахунків, які основані на математичній моделі, що описує утворення конкретної текстури металу, причому змінні вказаного способу безперервного лиття, які впливають на утворення текстури, регулюють оперативним динамічним чином, тобто під час 2. Спосіб за п.1, який відрізняється тим, що для лиття. впливу на геометрію металевої штаби, безперервне лиття здійснюють відповідно до оперативних розрахунків, які основані на математичній моделі, що описує утворення геометрії металевої штаби, 2 (19) 1 3 77725 4 металу, наприклад, зміни температури, постійно вводять в розрахунок математичної моделі шляхом рішення рівняння теплопровідності і рішення рівняння або системи рівнянь, що описують кінетику фазового перетворення під час та/ або після твердіння, зокрема, що описують виділення неметалевих та інтерметалевих вторинних фаз, і тим, що температуру штаби металу, а також, альтернативно, температуру ливарних валків регулюють в залежності від розрахункового значення принаймні одного з параметрів термодинамічного стану, причому для моделювання враховують товщину штаби металу, хімічний склад металу, а також швидкість лиття, значення яких вимірюють багаторазово, переважно, під час лиття, і постійно, зокрема, значення товщини. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що в математичну модель включають кінетику виділення вторинних фаз, зумовлену вільною енергією фаз і утворення центрів кристалізації, а також первинні термодинамічні параметри, зокрема, енергію Гіббса, і зростання центрів кристалізації по Зенеру. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що в математичну модель також включають кількісні співвідношення текстури відповідно до діаграм багатокомпонентних систем, наприклад, відповідно до діаграми Fe-C. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що при аналізі рекристалізації металу в математичну модель включають характеристики росту зерен та/або як альтернативи, характеристики утворення зерен. 11. Спосіб за будь-яким з пп. 1 - 10, який відрізняється тим, що як одну із змінних безперервного лиття, що впливають на утворення текстури, в математичну модель включають одно- або багатоступінчасту гарячу та/або холодну прокатку, здійснювану під час витягання металевої штаби. 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що додатково в розрахунок математичної моделі постійно включають механічний стан штаби, наприклад, характеристики процесу формування її структури шля хом розрахунку подальших рівнянь моделі, зокрема шляхом рішення ос новних рівнянь механіки суцільних середовищ для в'язко-пружно-пластичної поведінки матеріалу. 13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що кількісно визначену текстур у коригують накладанням формування струмка, яке оперативно розраховане і викликає рекристалізацію текстури. 14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що при оперативному охолоджуванні ливарними валками в математичну модель включають тепловий вплив ливарних валків на розплав металу і на вже затверділий метал. 15. Спосіб за будь-яким з пп.1-14, який відрізняється тим, що в математичну модель включають тепловий вплив на штабу металу, наприклад охолоджування та/або нагрівання. 16. Спосіб за будь-яким з пп.1-15, який відрізняється тим, що в математичну модель включають модель процесу прокатки, переважно модель процесу гарячої прокатки. 17. Спосіб за п.16, який відрізняється тим, що модель процесу прокатки включає розрахунок зусилля прокатки. 18. Спосіб за п.16 або 17, який відрізняється тим, що модель процесу прокатки включає розрахунок бічної сили прокатки. 19. Спосіб за будь-яким з пп.16-18, який відрізняється тим, що модель процесу прокатки включає розрахунок зміщення валків для валків спеціальної форми. 20. Спосіб за будь-яким з пп.16-19, який відрізняється тим, що модель процесу прокатки включає розрахунок деформації валків. 21. Спосіб за будь-яким з пп.16-20, який відрізняється тим, що модель процесу прокатки включає формувальний розрахунок для змін геометрії прокатки, що викликані термічно. 22. Спосіб за будь-яким з пп.1-21, який відрізняється тим, що механічні характеристики штаби металу, наприклад, уявна межа текучості, опір подовженню, розтягненню і інші, постійно вводять в розрахунок математичної моделі або розраховують принаймні для закінчення технологічного процесу безперервного лиття. Винахід відноситься до способу безперервного лиття тонкої металевої штаби двухвалковим способом, зокрема, сталевої штаби, переважно товщиною менше 10мм, який відрізняється тим, що після утворення плавильної ванни розплав металу ллють в ливарний зазор, утворений двома ливарними валками, розмір якого рівний товщині металевої штаби, що відливається. Подібні способи описані в [WO, 95/15233; ЕР, 0813700, В1; АТ, 408.198, В]. Перші два документи відносяться до способів управління для двухвалкового способу лиття, що основані на моделях технологічного процесу, однак як і раніше мають той недолік, що корективи можна вносити тільки тоді, коли змінні, що контролюються відхилилися від необхідних фактичних значень, так що з первинними відхиленнями від необхідного стану металевої штаби, в більшій або меншій мірі, наприклад, відхиленнями товщини, текстури і т.п., доводитися миритися, навіть якщо згодом модель технологічного процесу коректують, як описано в [ЕР, 0813700, В1]. У основу винаходу поставлені задачі усунення цих недоліків і створення способу безперервного лиття зазначеного типу, який дозволив би забезпечити задані якісні характеристики, особливо такі як отримання необхідної текстури або забезпечення конкретної геометрії металевої штаби для металів різного хімічного складу, тобто для різноманітних марок і сортів сталі, що відливається. 5 77725 Зокрема, в основу винаходу встановлена задача з самого початку уникнути будь-яких відхилень якості металевої штаби шляхом забезпечення можливості втручання на тих стадіях технологічного процесу, на яких досягається фактичне значення параметрів металевої штаби, а безпосереднє визначення якості ще неможливо або утр уднено. Поставлена задача вирішується тим, що для того щоб утворити конкретну текстур у металевої штаби, що ллється та (або) впливати на геометрію металевої штаби, безперервне лиття здійснюють при одночасних оперативних розрахунках, що базуються на математичній моделі, яка описує утворення конкретної текстури металевої штаби та (або) утворення геометрії металевої штаби, причому змінні способу безперервного лиття, які впливають на утворення текстури та (або) геометрію, регулюють оперативним динамічним образом, тобто безпосередньо під час лиття. У процесі лиття штаби важливим чинником затвердіння або утворення текстури є структура поверхонь ливарних валків. Рідкий метал відтворює цю структур у лише в обмеженій мірі, тобто, в залежності від структури поверхні ливарня валків на деяких дільницях поверхні відбувається більш швидке твердіння, а на інших дільницях поверхні відбувається уповільнене твердіння. У кращому варіанті здійснення структур ування поверхні ливарних валків реєструють, переважно в оперативному режимі, і вводять в математичну модель для аналізу стану твердіння та ліквації, що є його результатом, особливо під час первинного твердіння. Для твердіння металу на поверхнях ливарних валків важливо, щоб ці поверхні були оброблені, наприклад, очищенням, напиленням, нанесенням покриття, зокрема, продуванням газом або газовими сумішами. Цей газ або ці газові суміші визначають теплопередачу від розплаву або вже затверділого металу на ливарні валки, і тому, в переважному варіанті здійснення, хімічний склад газу або газової суміші, а також його або її кількість та, альтернативно, його або її розподіл по всій довжині ливарних валків реєструють, переважно в оперативному режимі, та вводять до математичної моделі для аналізу стану твердіння та ліквації, що є його результатом, особливо під час первинного твердіння. При цьому, в переважному варіанті здійснення, термодинамічні зміни стану всієї металевої штаби, наприклад, зміни температури, постійно вводять в розрахунок математичної моделі шляхом рішення рівняння теплопровідності і рішення, відповідно, рівняння або системи рівнянь, що описують кінетику фазового перетворення, та регулювання температури металевої штаби, а також, як альтернативний варіант, температуру ливарних валків регулюють в залежності від розрахункового значення, принаймні, одного з параметрів термодинамічного стану, причому для моделювання враховують товщину металевої штаби, хімічний склад металу, а також швидкість лиття, значення цих параметрів під час лиття вимірюють переваж 6 но багаторазово, або постійно - зокрема значення товщини. Пропонованим об'єднанням обчислення температури заготовки з математичною моделлю, що описує утворення конкретної залежності текстури металу від часу та температури, можна регулювати змінні способу безперервного лиття, що впливають на безперервне лиття, з таким розрахунком, щоб пов'язати їх з . хімічним складом металу, а також з локальною термічною передісторією заготовки. Таким способом в штабі металу можна вибірково забезпечувати необхідну текстурн у стр уктуру в самому широкому значенні (розмір зерна, фазоутворення, виділення вторинних фаз). Показано, що в запропонованому способі можна використовувати рівняння теплопровідності в дуже спрощеному вигляді, і при цьому все одно забезпечується точність, досить висока для рішення поставленої задачі. В якості спрощеного рівняння теплопровідності досить першої основи термодинаміки. При цьому велику важливість має визначення супутніх умов. Переважно, в математичну модель включають модель безперервного фазового перетворення, зокрема, рівняння Аврамі (Avrami). У своєму загальному вигляді рівняння Аврамі описує всі зумовлені дифузією процеси перетворення для відповідної температури при ізотермічних умовах. Враховуючи це рівняння в математичній моделі, можна вибірково регулювати феритову, перлітну та бейнітну частини під час безперервного лиття стали, враховуючи також час витримки при конкретній температурі. Переважно, спосіб відрізняється тим, що термодинамічні зміни стану всієї штаби металу, наприклад, зміни температури, постійно вводять в розрахунок математичної моделі шляхом рішення рівняння теплопровідності і рішення рівняння або системи рівнянь, що описують кінетику фазового перетворення під час та (або) після затвердіння, зокрема, кінетику виділення неметалевих та інтерметалевих вторинних фаз; а також тим, що температуру штаби металу, а також, альтернативно, температур у ливарних валків регулюють в залежності від розрахункового значення, принаймні, одного з параметрів термодинамічного стану, причому для моделювання враховують товщину металевої штаби, хімічний склад металу, а також швидкість лиття, значення яких вимірюють багаторазово, переважно, під час лиття, і постійно, зокрема, значення товщини. У математичну модель переважно включають кінетику виділення вторинних фаз, обумовлену вільною енергією фаз та утворенням центрів кристалізації, первинні термодинамічні параметри, зокрема, енергію Гіббса, та ріст центрів кристалізації по Зенеру (Zener). У математичну модель доцільно включити кількісні співвідношення текстури відповідно до діаграм багатокомпонентних систем, наприклад, відповідно до діаграми Fe-C. У математичну модель доцільно включити характеристики росту зерен та (або) характеристики утворення зерен, альтернативно для аналізу рекристалізації металу. Тим самим в математичній 7 77725 моделі можна врахувати динамічну та (або) затриману рекристалізацію та (або) подальшу рекристалізацію, тобто, рекристалізацію, яка пізніше відбудеться в печі. Переважно, в математичну модель включають одно- чи багатоступінчасту гарячу і (чи) холодну прокатку, яку здійснюють під час витягування штаби металу, в якості змінної безперервного лиття, що також впливає на формування текстури. При температурі заготовки, що перевищує АС3 , можна врахувати термомеханічні прокатки, що також мають місце при безперервному литті, наприклад, високотемпературні термомеханічні прокатки. В пропонованому способі зменшення товщини що відбувається після намотування штаби, а також в низькотемпературних областях (наприклад, при температурі 200-300°С), а також таке, що можна виконувати поза технологічною лінією, тобто, без попереднього намотування, розглядаються як прокатка. Крім того, в розрахунок математичної моделі, переважно постійно, включають механічний стан штабу, наприклад, характеристики процесу формування структури, шля хом розрахунку подальших рівнянь моделі, зокрема, шляхом рішення основних рівнянь механіки суцільних середовищ для в'язко-пружно-пластичної поведінки матеріалу. Кращий варіант здійснення відрізняється тим, що кількісно визначену текстуру регулюють накладенням формування струмка, що було розраховано оперативно і яке викликає рекристалізацію текстури. Крім того, в математичну модель включають тепловий вплив ливарних валків на розплав металу і вже затверділий метал при оперативному охолоджуванні ливарними валками. Додаткова перевага полягає в тому, що в математичну модель включають тепловий вплив на штабу металу, наприклад, охолоджування та (або) нагрівання. При цьому, альтернативно, треба враховува ти відмінності між крайньою і центральною областями штаби металу. Переважний варіант здійснення пропонованого способу, відрізняється тим, що в математичну модель включають модель технологічного процесу прокатки, переважно, модель технологічного процесу гарячої прокатки. При цьому модель технологічного процесу прокатки включає розрахунок зусилля прокатки та (або) розрахунок бічної сили прокатки та (або) розрахунок зміщення валків для валків спеціальної форми та (або) розрахунок деформації валків та (або) формувальний розрахунок для змін геометрії прокатки, що викликані термічно. Згідно з пропонованим способом, механічні характеристики штаби металу, наприклад, уявна межа текучості, опір подовженню, розтягненню і т.п., можна розрахувати заздалегідь за допомогою математичної моделі для того, щоб при виявленні відхилення цих заздалегідь розрахованих значень від заданих контрольних значень можна було в потрібний час вносити корективи на тих стадіях технологічного процесу, що в кожному випадку найкраще підходять для цієї мети, наприклад, під 8 час затвердіння і наступного теплового впливу або під час подальшої прокатки, рекристалізації. Далі винахід більш детально пояснюється на ілюстративному варіанті здійснення, який показано на кресленні і який ілюструє установку безперервного лиття типу, що був описаний спочатку, в схематичному представленні. Форма для безперервного лиття, яка утворена двома ливарними валками 2, що розташовані паралельно один до одного і поруч один з одним, служить для лиття тонкої штаби 1, зокрема, сталевої штаби товщиною 1-10мм. Ливарні валки 2 утворюють ливарний зазор 3, так звану “точку поцілунку”, де штаба 1 виходить з форми для безперервного лиття. Над ливарним зазором 3 створений простір 4, що закритий зверху закриваючою пластиною 5, яка утворюю кришку і служить для прийому плавильної ванни 6. Через отвір 8 розплав металу 7 подають на кришку, через яку занурювана трубка проходить в плавильну ванну 6 на глибину нижче за рівень 9 ванни. Ливарні валки 2 мають внутрішнє охолоджування (не показано). Збоку від ливарних валків 2 передбачені бічні плити для ізоляції простору 4, що приймає плавильну ванну 6. На поверхнях 10 ливарних валків 2 в кожному випадку утвориться ливарна оболонка, причому ці ливарні оболонки об'єднуються з штабою 1 в ливарному зазорі 3, тобто в "точці поцілунку". Для того щоб найкращим чином утворити штабу 1, що має приблизно рівномірну товщину і що має, переважно, трохи дугоподібну форму у відповідності зі стандартами, важливо, щоб в ливарному зазорі 3 забезпечувався певний розподіл зусилля прокатки, наприклад в формі прямокутника або "бочки". Для того щоб підтримувати стр уктур у поверхонь ливарних валків постійною, можна передбачити щіткові системи, щітки яких можна підігнати до поверхонь 10 ливарних валків 2. Комп'ютер 11 слугує для забезпечення якості сталевої штаби, що ллється 1; в цей комп'ютер вводять дані про машину, необхідний формат штаби металу, дані про матеріал, наприклад, хімічний склад стального розплаву, стан лиття, швидкість лиття, температуру рідкої сталі, при якій сталевий розплав входить між ливарними валками, а також необхідну текстур у і, альтернативно, деформацію сталевої штаби, яка може відбуватися в технологічній лінії або за межами установки безперервного лиття. За допомогою металургійної математичної моделі, що описує кінетику фазового перетворення і кінетику утворення центрів кристалізації і за допомогою теплової математичної моделі, що дозволяє виконати тепловий аналіз шляхом рішення рівняння теплопровідності, комп'ютер розраховує різні параметри, що впливають на якість гарячої штаби, наприклад, тепловий вплив на розплав стали та (або) стальну штабу, а також внутрішнє о холоджування ливарних валків, подачу газу до ливарних валків, міру деформації в кліті 12 прокатного стану, що встановлена в технологічній лінії, яка показана в цьому прикладі, а також, альтернативно, умови намотування для рулону 13 і т.д. 9 77725 Математична модель, яка використовується в даному винаході, заснована, по суті, на моделі лиття штаби і моделі прокатки. Перша являє собою модель лижних валків, затвердіння, ліквації, первинної текстури, фазових перетворень і виділення вторинних фаз. Модель прокатки містить термофізичну модель, модель фазових перетворень, гарячої прокатки, виділення вторинних фаз, рекристалізації і розміру зерен, а також модель для розрахунку значень механічних характеристик. Структурування поверхонь 10 ливарних валків грає важливу роль для первинного твердіння на ливарних валках 2, оскільки профіль поверхонь ливарних валків 2 відтворюється сталлю 7, проте, лише певною мірою. Через поверхневий натяг рідкої сталі 7 западину часто перекриваються, і в них попадає інше середовище, наприклад, гази). Оскільки гази знижують перенесення тепла від рідкої сталі 7 на ливарні валки 2, твердіння сповільнюється. Взаємодію між спеціально створеними поверхнями 10 ливарних валків і різними газовими сумішами використовують для настройки температури, прийнятної для процесу лиття. При цьому важливо точно знати і описати характер поверхонь 10 ливарних валків. Цього досягають шляхом вимірювань поверхні ливарного валка в декількох точках (в ідеальному випадку, декілька разів в аксіальному напрямі, наприклад, високочутливий вимірювальним щупом) після закінчення обробки поверхні. Отримані таким чином профілі поверхні очищають і класифікують. Для кожного з цих класів розраховують теплопередачу поза технологічною лінією шляхом моделювання і проб теплових потоків і, виходячи з цього, кожному класу поверхні присвоюють конкретний розподіл теплових потоків. Ці розподіли теплових потоків/температури вводять в частини програми, що створюються потім. Попередня настройка (сукупних) теплових потоків можлива шляхом регулювання температури ливарних валків, яка, з іншої сторони, визначається матеріалами ливарних валків, температурою охолоджуючої води і кількістю охолоджуючої води. Таким чином, перший крок цієї математичної моделі полягає в описуванні стану поверхні липарит валків і розрахунку теплопередачі поверхонь (“гори” на поверхні, западини заповнені газом, перехідні дільниці) та їх класифікації (первинній об 10 робці для реалізації методів нечіткої логіки), а також в передачі відповідних температур. На другому кроці розраховують первинне твердіння для різних класів. З цією метою, методом проб первинне твердіння (ріст, орієнтація, довжини дендритів, відстані між осями дендритів) було визначене шляхом проб твердіння і одночасно переведене шляхом розрахунків на моделі в поєднанні з температурною моделлю (або шляхом використання статистичної моделі клітинного автомата). Мета цього кроку полягає в розрахунку розподілу розмірів і напрямку росту дендритів. На цьому кроці дендрити, що ростуть (майже) паралельно, зосереджуються в зерна. Результат цього кроку - оцінка розподілу розмірів зерен і, можливо, форм-фактора (довжина/ширина). Модель ліквації і модель виділення вторинних фаз служать для визначення ліквацій і виділень вторинних фаз. У поєднанні з температурною моделлю, остання визначає міру процесів виділення вторинних фаз, що первинно обробляються для реалізації методів нечіткої логіки, для відповідного положення штаби. За допомогою механічної моделі, що разом з температурною моделлю розраховує і первинно оброблює виникаючий текстурний натяг для реалізації методів нечіткої логіки, можна прогнозувати розтріскування. Всі параметри подаються в модель прокатки, що призначена для складання прогнозів відносно текстури, механічних параметрів, а також режиму охолоджування у вихідній частині і геометричних параметрів, наприклад, рівномірності поверхні. Всі параметри, первинно оброблені для реалізації методів нечіткої логіки, подаються в модель оперативного розрахунку, яка оцінює фактичний стан сталевої штаби 1 за допомогою постійно працюючої температурної моделі і альтернативно впливає на контрольні параметри через ланцюги управління. З готової штаби якісні характеристики знімаються і зберігаються в пам'яті, вони також використовуються для кореляції технологічних параметрів. У контурі, що самонавчається, пропонуються нові технологічні параметри. Приклади математичних моделей, які можна використати для даного винаходу, приведені в заявці на патент [AT, 972/2000, A]. 11 Комп’ютерна в ерстка В. Сердюк 77725 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous casting of thin metal strip in two-cylinder method
Автори англійськоюHohenbichler Gerald
Назва патенту російськоюСпособ непрерывного литья тонкой металлической полосы путем двухвалкового процесса
Автори російськоюХохенбихлер Геральд
МПК / Мітки
МПК: G05B 17/00, B22D 11/12, B22D 11/16, B22D 11/06, G05B 13/04
Мітки: спосіб, тонкої, безперервного, лиття, металевої, двовалкового, процесу, шляхом, штаби
Код посилання
<a href="https://ua.patents.su/6-77725-sposib-bezperervnogo-littya-tonko-metalevo-shtabi-shlyakhom-dvovalkovogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу</a>
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Пеллісетті Стефано, Хохенбіхлер Геральд, Шертлер Армін
МПК: B22D 11/06, B22D 11/20, B22D 11/128
Мітки: спосіб, даної, тонкої, установка, установки, лиття, безперервного, роботи, смуги
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 11/06, B22D 11/16
Мітки: тонкої, способу, безперервного, лиття, спосіб, смуги, установка, здійснення
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21B 1/22
Мітки: штаби, спосіб, стану, металевої, шляхом, деформування, валками, прокатного, виготовлення
Текст:
...1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06;...
Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Гресс Олександр Володимирович, Огурцов Анатолій Павлович, Учитель Лев Михайлович, Пікус Марк Іссерович, Бродський Сергій Сергійович
МПК: B22D 11/10
Мітки: лиття, спосіб, процесу, ківш, початку, проміжний, безперервного, здійснення
Текст:
...зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: штаби, гарячої, стан, здійснення, тонкої, прокатки, спосіб
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Попередній патент: Система обробки інформації в електрогастроентерографії
Наступний патент: Спосіб виконання герметичного трубного з’єднання з пластичним розширенням
Випадковий патент: Спосіб нанесення цинкового покриття на дрібні сталеві деталі складного профілю