Гвинтовий конвеєр
Формула / Реферат
1. Гвинтовий конвеєр, який складається з матеріалопроводу, оснащеного гвинтовим органом, завантажувальною і вивантажувальною лійками, а також пружними елементами та вібраторами, який відрізняється тим, що матеріалопровід складається з кількох поздовжніх, спряжених між собою коробів, які шарнірно прикріплені до шайб, що кінематично зв'язані з вібраторами.
2. Гвинтовий конвеєр за п. 1, який відрізняється тим, що шайби містять неконцентричні пази з повзунами, до яких шарнірно, через шатуни, прикріплені короби, а в зонах спряження короби оснащені накладками з антифрикційного матеріалу, наприклад із фторопласту.
3. Гвинтовий конвеєр за п. 1, який відрізняється тим, що периферійна ділянка спіралі гвинтового органа покрита накладкою, яка виконана із застосуванням нанокристалічної целюлози.
Текст
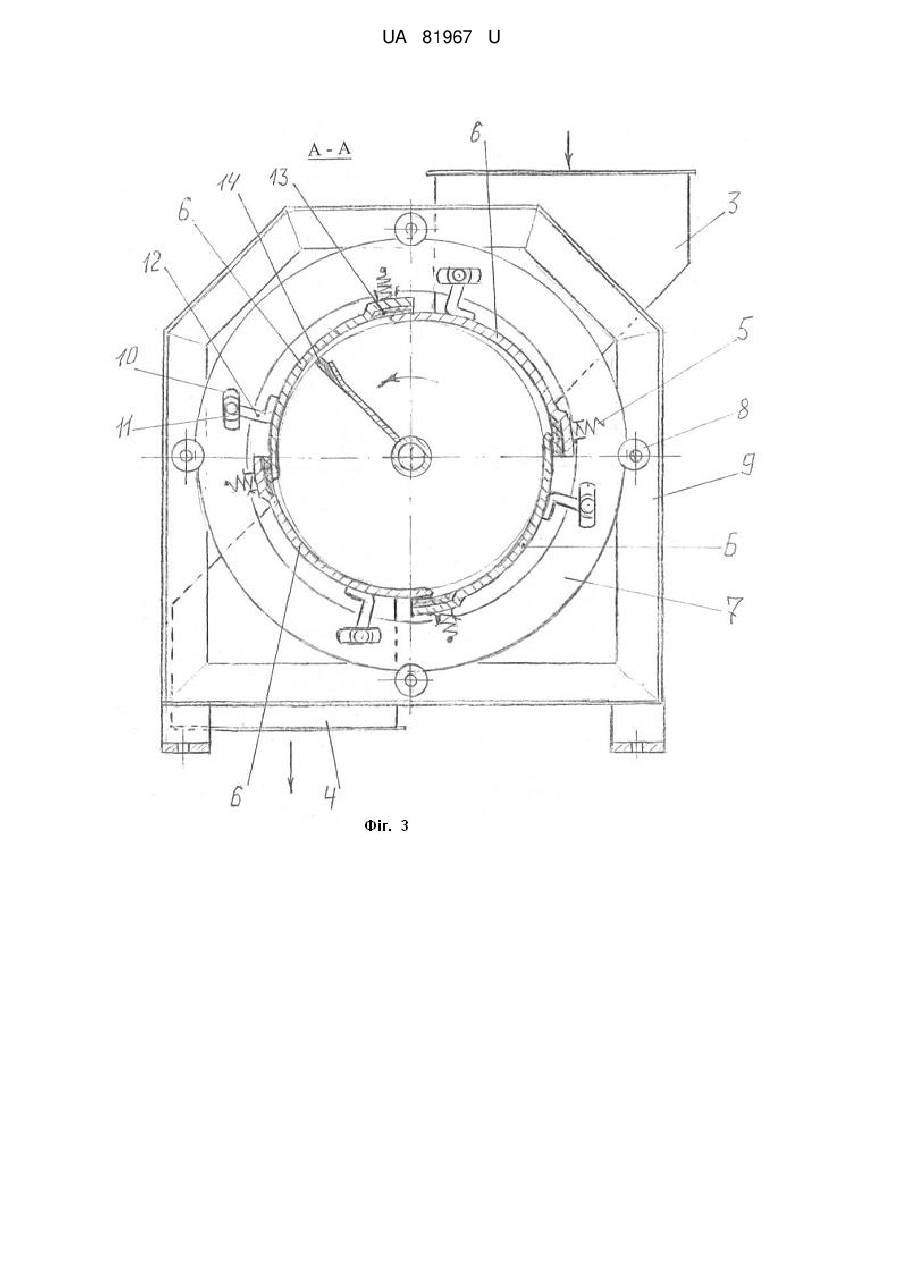
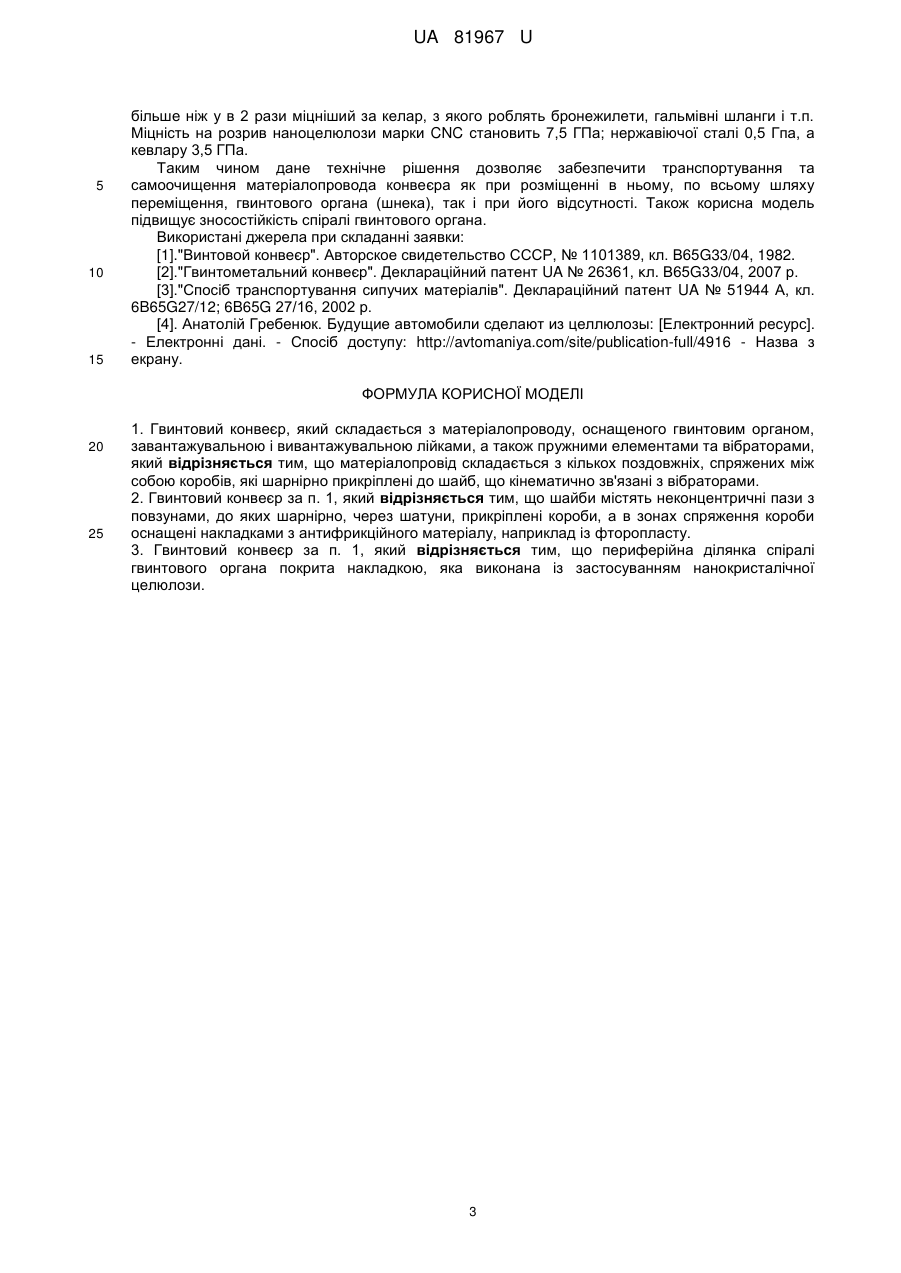
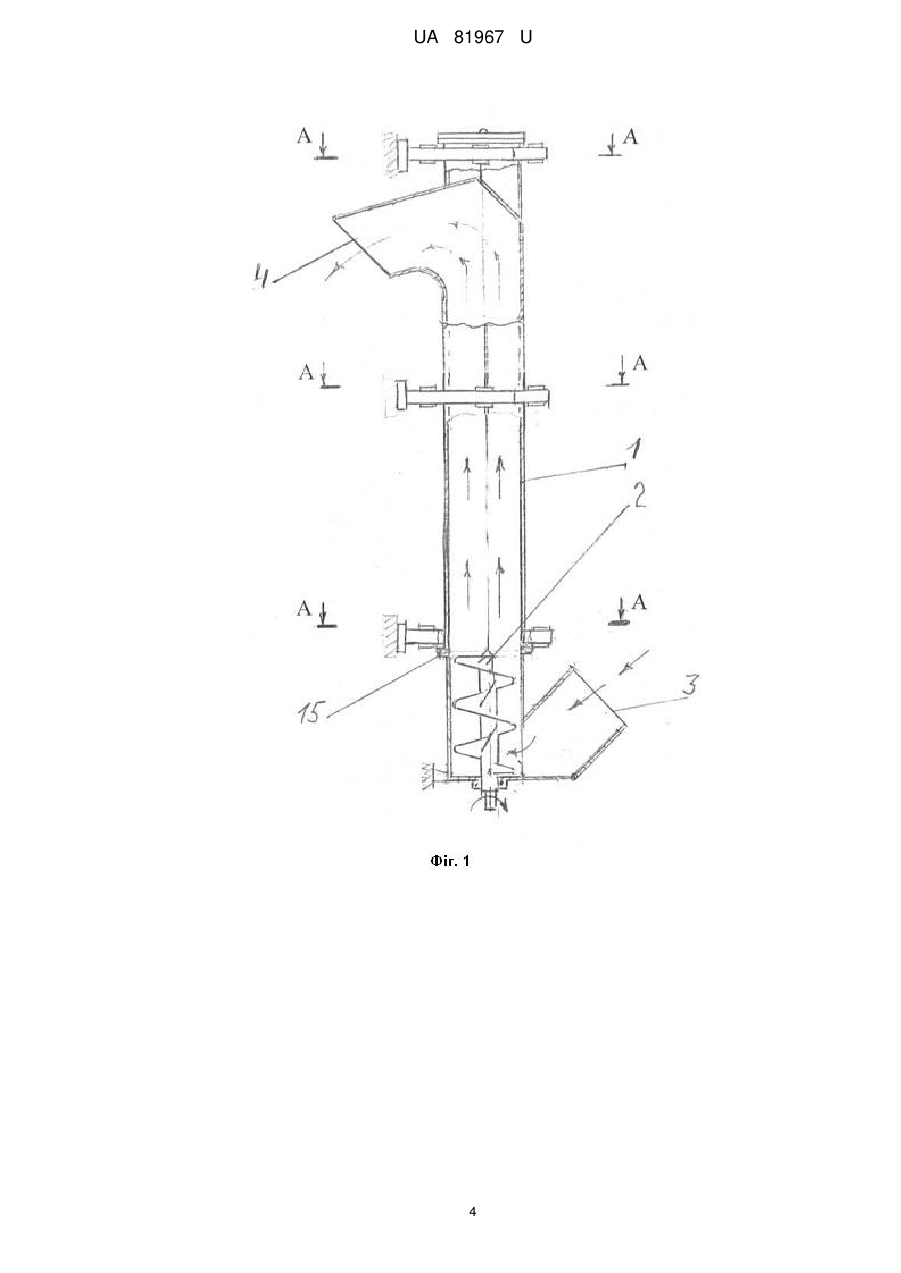
Реферат: і UA 81967 U Гвинтовий конвеєр містить матеріалопровід, гвинтовий орган, завантажувальну вивантажувальну лійки, пружні елементи, вібратори, шайби, повздовжні короби. UA 81967 U UA 81967 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до підйомно-транспортного машинобудування і може бути застосовна у сільському господарстві, промисловості будівельних матеріалах, хімічній промисловості й інших галузях. Відомий гвинтовий конвеєр, що містить кожух з циліндричною та криволінійною поверхнею і розміщений в ньому гвинтовий елемент, над яким встановлений направляючий порожнистий елемент, при цьому одна поверхня направляючого порожнистого елемента виконана плоскою, а дві інші - криволінійними, причому одна з них еквідистантна криволінійній поверхні кожуха [1]. Це швидкохідний конвеєр. Він реалізує гвинтометальний процес переміщення сипких матеріалів, а саме в нижній циліндричній частині кожуха транспортування відбувається по аналогії роботи гвинтового конвеєра, а в верхній частині кожуха сипкий матеріал переміщується під дією відцентрових сил інерції, як у метальних конвеєрах, і при цьому забезпечує багаторазове переведення транспортуючих частинок сипкого матеріалу у виважений стан. Така технологія переміщення дозволяє в герметичному просторі суміщати функцію транспортування з: аерацією (наприклад провітрюванням зерна); сепарацією; досушуванням; розпушуванням; змішуванням; кріо- і термообробкою сипких матеріалів; інактивацією зерна; протруюванням зерна; обробкою розміщеного у виваженому стані сипкого матеріалу різними добавками, хімконсервантами і т.п. Не применшуючи достоїнств даного конвеєра, в плані реалізації гвинтометального процесу транспортування, відмітимо і його недоліки. Недоліком цього конвеєра є прилипання до кожуха липких частинок транспортуючого матеріалу, а також інтенсивне стирання гвинтового робочого органа, що призводить до зниження надійності технологічного процесу. Адже для надавання сипкому матеріалу достатньої кінетичної енергії гвинтовий робочий орган повинен мати значну швидкість обертання. Із класичної механіки елементарно визначається, що відцентрова сила притиснення транспортуючого сипкого матеріалу до стінки циліндричного кожуха знаходиться в квадратичній залежності від швидкості обертання. Відповідно сили тертя також зростають в квадратичній залежності і процес стирання робочих органів різко інтенсифікується. Практика показує, що особливо швидко зношується периферійна ділянка гвинтової спіралі. Відомий гвинтометальний конвеєр, що включає кожух з циліндричною і криволінійною поверхнями, в якому розміщені гвинтовий і напрямний порожнистий елементи, причому кожух виконаний по довжині розбірним і складається із двох частин - нижньої та верхньої, також його верхня частина в поперечному перерізі розміщена з нахилом до горизонталі і включає дві плоскі поверхні, які сполучені між собою криволінійною поверхнею [2]. Позитивним в цьому технічному рішенні є можливість відкрити верхню частину кожуха і почистити від налиплих частинок транспортуючого матеріалу, але це трудомісткий процес, який потребує значних витрат часу. Відомий спосіб транспортування сипких матеріалів, який включає примусову подачу їх у матеріалопровід, що знаходиться під дією вібрації, причому визвані вібрацією зусилля інерції направляють на периферійну поверхню сипких матеріалів і по всьому периметру відштовхують їх від внутрішньої поверхні матеріалопроводу, постійно стабілізуючи розміщення сипких матеріалів із зазором відносно поверхні матеріалопроводу. Цей спосіб реалізується вертикально розміщеним матеріалопроводом (кожухом), який закріплений на пружних елементах і через двоплечий важіль кінематично зв'язаний з вібратором, а нижній завантажувальний отвір матеріалопроводу стикується з вивантажним отвором механізму примусової подачі сипкого матеріалу, який може бути виконаний у вигляді гвинтового живильника, оснащеного завантажувальною лійкою і приводом, крім того, верхня частина матеріалопроводу входить у направляючий лоток і через еластичні елементи фіксується у вертикальному положенні, а внутрішня поверхня матеріалопроводу оснащена гофрами спеціальної геометрії [3]. Позитивним в цьому технічному рішенні є можливість транспортувати сипкі матеріали по матеріалопроводу (кожуху) як з розміщенням, так і без розміщення по усій його довжині гвинтового робочого органа. Недоліком даного способу транспортування є складність виконання геометрії гофрованої поверхні, а також прилипання до них частинок транспортуючого матеріалу і низька зносостійкість швидкохідного гвинтового органа. Також негативним фактором є відсутність інших технічних засобів, які здатні реалізувати даний спосіб транспортування. В основу корисної моделі поставлено задачу забезпечити транспортування та самоочищення матеріалопроводу (кожуха) конвеєра як при розміщенні в ньому, по всьому шляху переміщення, гвинтового органа (шнека), так і при його відсутності. Також - підвищити зносостійкість гвинтового органа (шнека). 1 UA 81967 U 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується тим, що гвинтовий конвеєр включає матеріалопровід, оснащений гвинтовим органом, завантажувальною і вивантажувальною лійками, а також пружними елементами та вібраторами, причому кожух складається з кількох поздовжніх, спряжених між собою коробів, які шарнірно прикріплені до шайб, що кінематично зв'язані з вібраторами, причому шайби містять неконцентричні пази з повзунами, до яких шарнірно, через шатуни, прикріплені короби, а в зонах спряження короби оснащені накладками з антифрикційного матеріалу, наприклад із фторопласту, крім того, периферійна ділянка спіралі гвинтового органа покрита накладкою, яка виконана із застосуванням нанокристалічної целюлози. На Фіг. 1 зображено конструкцію вертикального гвинтового конвеєра, де тільки в нижній частині матеріалопроводу розміщено короткий елемент гвинтового органа. На Фіг. 2 зображено конструкцію горизонтального гвинтового конвеєра, де гвинтовий орган розміщений по всій довжині матеріалопроводу. На Фіг. 3 приведено переріз А-А по Фіг. 1, та Фіг. 2, де зображено поперечний вигляд гвинтових конвеєрів в зоні опор з вібропідвіскою. Гвинтовий конвеєр вертикальної конструкції (див. Фіг. 1) складається із матеріалопроводу 1, оснащеного лише в зоні завантаження коротким гвинтовим органом 2. Гвинтовий конвеєр горизонтальної конструкції (див. Фіг. 2) має гвинтовий орган, розміщений по всій довжині матеріалопроводу. Також дані гвинтові конвеєри оснащені завантажувальною 3 і вивантажувальною 4 лійками а також пружними елементами 5 та вібраторами (на Фіг. не показано). Матеріалопровід 1 складається з кількох поздовжніх, спряжених між собою коробів 6 (див. Фіг. 3), які шарнірно прикріплені до шайб 7, що кінематично зв'язані з вібраторами. Шайби розташовані концентрично матеріалопроводу і шарнірно підтримуються в напрямних роликах 8, осі яких жорстко прикріплені до нерухомих опор 9. Дані опори можуть бути виконані із металевого кутника. Також шайби оснащені неконцентричними пазами 10, які мають одинакові кути нахилу до центральної осі конвеєра. В даних пазах розміщені повзуни 11, до яких шарнірно, через шатуни 12, прикріплені короби 6. В зонах спряження короби оснащені накладками 13, які виконані з антифрикційного матеріалу, наприклад із фторопласту, який знижує тертя при взаємному вібропереміщенні. Периферійна ділянка спіралі гвинтового органа оснащена покриттям 14, яке зроблено із застосуванням нанокристалічної целюлози. Гвинтовий конвеєр працює наступним чином. Вібратори, в синхронному режимі, примушують шайби 7 здійснювати із заданою частотою мікропровертання вправо - вліво. В свою чергу шайби, через неконцентричні пази 10, діють на повзуни 11, які шатунами 12 приводять в зворотнопоступальний рух поздовжні короби 6. Пружні елементи 5 стискують краї коробів 6, на ділянках їхнього спряження, і разом із фторопластовими накладками 13 забезпечують герметизацію матеріалопроводу. Таким чином весь матеріалопровід здійснює вібраційний рух в радіальному напрямі, аналогічні роботі сфінктера - кільцевого м'яза у хребетних, який то звужує, то розширює отвір. Сипкий матеріал через завантажувальну лійку 3 надходить до гвинтового органа 2 і проштовхується ним в уподовж матеріалопроводу 1. Дія радіально спрямованої вібрації направляє зусилля інерції на периферійну поверхню транспортуючої сипкої маси і по всьому периметру відштовхує її від внутрішньої поверхні матеріалопроводу. Забезпечується зазор між внутрішньою поверхнею матеріалопроводу та сипким матеріалом, що призводить до суттєвого зниження сил тертя. Тому рух транспортуючого матеріалу може відбуватися і без розміщення гвинтового органа (шнека) упродовж усієї довжини вібруючого матеріалопроводу (див. Фіг. 1). У вертикальному конвеєрі під дією вібрації знаходиться тільки верхня частина матеріалопроводу, в якій відсутній гвинтовий орган. З'єднання нижньої та верхньої частин матеріалопроводу виконане через еластичний пояс 15. По закінченні роботи очищення матеріалопроводу вертикального гвинтового конвеєра відбувається наступним чином. Включається реверс гвинтового органа і матеріалопровід спорожнюється - остатки сипкого матеріалу надходять назад, в завантажувальну лійку 3. Також, під дією вібрації, матеріалопровід звільняється і від прилиплих частинок. Конструкція горизонтального гвинтового конвеєра, де гвинтовий орган розміщений по усій довжині транспортування (див. Фіг. 2), не потребує реверсного включення. В даній конструкціїї включення віброприводу виконується тільки в кінці робочої зміни, для очищення внутрішній поверхні коробів матеріалопроводу від прилиплих частинок. Оснащення периферійної ділянки спіралі гвинтового органа накладками 13, які виконано із застосуванням нанокристалічної целюлози, забезпечує надійну і довготривалу експлуатацію гвинтового органа в швидкісному режимі роботи, навіть при роботі з абразивним сипким матеріалом. Адже на даний час нанокристалічна целюлоза є найбільш зносостійким матеріалом із відомих [4]. Це недорогий, легкий, матеріал. Він в 15 раз міцніший за нержавіючу сталь і 2 UA 81967 U 5 10 15 більше ніж у в 2 рази міцніший за келар, з якого роблять бронежилети, гальмівні шланги і т.п. Міцність на розрив наноцелюлози марки CNC становить 7,5 ГПа; нержавіючої сталі 0,5 Гпа, а кевлару 3,5 ГПа. Таким чином дане технічне рішення дозволяє забезпечити транспортування та самоочищення матеріалопровода конвеєра як при розміщенні в ньому, по всьому шляху переміщення, гвинтового органа (шнека), так і при його відсутності. Також корисна модель підвищує зносостійкість спіралі гвинтового органа. Використані джерела при складанні заявки: [1]."Винтовой конвеєр". Авторское свидетельство СССР, № 1101389, кл. В65G33/04, 1982. [2]."Гвинтометальний конвеєр". Деклараційний патент UA № 26361, κл. Β65G33/04, 2007 р. [3]."Спосіб транспортування сипучих матеріалів". Деклараційний патент UA № 51944 А, кл. 6B65G27/12; 6B65G 27/16, 2002 р. [4]. Анатолій Гребенюк. Будущие автомобили сделают из целлюлозы: [Електронний ресурс]. - Електронні дані. - Спосіб доступу: http://avtomaniya.com/site/publication-full/4916 - Назва з екрану. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Гвинтовий конвеєр, який складається з матеріалопроводу, оснащеного гвинтовим органом, завантажувальною і вивантажувальною лійками, а також пружними елементами та вібраторами, який відрізняється тим, що матеріалопровід складається з кількох поздовжніх, спряжених між собою коробів, які шарнірно прикріплені до шайб, що кінематично зв'язані з вібраторами. 2. Гвинтовий конвеєр за п. 1, який відрізняється тим, що шайби містять неконцентричні пази з повзунами, до яких шарнірно, через шатуни, прикріплені короби, а в зонах спряження короби оснащені накладками з антифрикційного матеріалу, наприклад із фторопласту. 3. Гвинтовий конвеєр за п. 1, який відрізняється тим, що периферійна ділянка спіралі гвинтового органа покрита накладкою, яка виконана із застосуванням нанокристалічної целюлози. 3 UA 81967 U 4 UA 81967 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюScrew conveyer
Автори англійськоюOkhrimenko Anatolii Lukych
Назва патенту російськоюВинтовой конвейер
Автори російськоюОхрименко Анатолий Лукич
МПК / Мітки
МПК: B65G 33/04, A01F 12/46
Код посилання
<a href="https://ua.patents.su/7-81967-gvintovijj-konveehr.html" target="_blank" rel="follow" title="База патентів України">Гвинтовий конвеєр</a>
Вертикальний гвинтовий конвеєр
Номер патенту: 38256
Опубліковано: 25.12.2008
Автори: Пелешок Тарас Мирославович, Рогатинський Роман Михайлович
МПК: B65G 33/00
Мітки: конвеєр, вертикальний, гвинтовий
Формула / Реферат:
1. Вертикальний гвинтовий конвеєр, який складається з корпуса з розміщеним на ньому гвинтом, бункера та коливного механізму завантаження, який відрізняється тим, що коливний механізм завантаження виконаний у вигляді вібратора з робочою мембраною, встановленого в стінці нижньої частини бункера, навпроти завантажувального отвору корпуса.2. Вертикальний гвинтовий конвеєр за п. 1, який відрізняється тим, що частота коливань мембрани рівна...
Гвинтовий конвеєр
Номер патенту: 69213
Опубліковано: 25.04.2012
Автори: Серілко Леонід Степанович, Рогатинський Роман Михайлович, Серілко Дмитро Леонідович
МПК: B65G 33/14
Формула / Реферат:
Гвинтовий конвеєр, що складається із корпуса з розміщеними у ньому основним і додатковим гвинтами, які мають різні за напрямком навивки і обертаються в різні боки, причому додатковий гвинт виконаний пустотілим з вікнами, між якими розміщені лопаті, а між основним і додатковим гвинтами розміщений додатковий елемент, який складається з пустотілого циліндра, зовні якого розміщені дві гвинтові лопаті, які утворюють два гвинтові канали, один з...
Гвинтовий конвеєр
Номер патенту: 53987
Опубліковано: 17.02.2003
Автори: Гевко Роман Богданович, Розум Руслан Іванович
МПК: B65G 33/16, B65G 33/24
Формула / Реферат:
1. Гвинтовий конвеєр, що містить гвинтову спіраль розташовану в циліндричному обмежувачі, з одного боку якого виконана конусоподібна головка, а з іншого - циліндричний обмежувач розташований у еластичному кожусі, який відрізняється тим, що циліндричний обмежувач виконаний у вигляді прутків всередині яких встановлені конусоподібні втулки, які більшим діаметром з'єднані з прутками, а циліндричні частини направлені в бік еластичного кожуха,...
Гвинтовий конвеєр

Номер патенту: 69808
Опубліковано: 10.05.2012
Автори: Грудовий Роман Сергійович, Герук Станіслав Миколайович
МПК: A01F 12/46
Формула / Реферат:
1. Гвинтовий конвеєр, який складається з кожуха з розміщеним у ньому гвинтом, який обертається на підшипникових опорах, завантажувального і розвантажувального патрубків та приводу, який відрізняється тим, що на робочій поверхні гвинта установлена накладка із полімерного матеріалу, причому накладка виконана зі змінною жорсткістю зі зменшенням її в бік зовнішньої кромки.2. Гвинтовий конвеєр за п. 1, який відрізняється тим, що накладка...
Гвинтовий конвеєр з обертовим кожухом

Номер патенту: 81550
Опубліковано: 10.07.2013
Автори: Дячун Андрій Євгенович, Грудовий Роман Сергійович
МПК: B65G 33/16
Мітки: обертовим, гвинтовий, кожухом, конвеєр
Формула / Реферат:
Гвинтовий конвеєр з обертовим кожухом, який виконано у вигляді рами, на якій під кутом жорстко встановлено циліндричний кожух, всередині якого встановлено гвинтовий робочий орган, приводу, завантажувального бункера і розвантажувального патрубка, який відрізняється тим, що циліндричний кожух виконано з двох частин - нижньої нерухомої і верхньої рухомої з можливістю обертового руху в підшипниках, які встановлені з двох кінців зовнішнього...
Попередній патент: Кардіоритмоаналізатор
Наступний патент: Спосіб лікування гострих гнійно-запальних захворювань нирок та паранефрію
Випадковий патент: Спосіб доменної плавки