Спосіб донного введення дрібнодисперсних порошків в рідкий метал
Номер патенту: 83818
Опубліковано: 25.09.2013
Автори: Антонов Віктор Васильович, Лабінцев Олексій Миколайович

Формула / Реферат
1. Спосіб донного введення дрібнодисперсних порошків в рідкий метал у дугових печах і сталерозливних ковшах малої та середньої ємності через донний продувальний пристрій, який відрізняється тим, що передбачають подачу транспортного газу з дрібнодисперсним порошком одночасно з подачею чистого продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, причому з можливостями під час плавки в дуговій печі або під час позапічної обробки розплаву металу в ковші поперемінного відключення подачі порошку з продовженням подачі чистого продувального газу і перехід на подачу порошків іншого складу або відключення подачі продувального газу без відключення подачі порошку і перехід на інший склад продувального газу.
2. Спосіб за п. 1, який відрізняється тим, що для його реалізації використовують установку донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, пневмопроводу, аргонопроводу і модернізованого моноблока дрібнобульбашкового продування.
3. Спосіб за пп. 1, 2, який відрізняється тим, що капілярний модуль модернізованого моноблока дрібнобульбашкового продування для подачі аерованого порошку в рідкий метал має капіляри і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал у моноблоці існують окремі капіляри і окремий колектор.
Текст
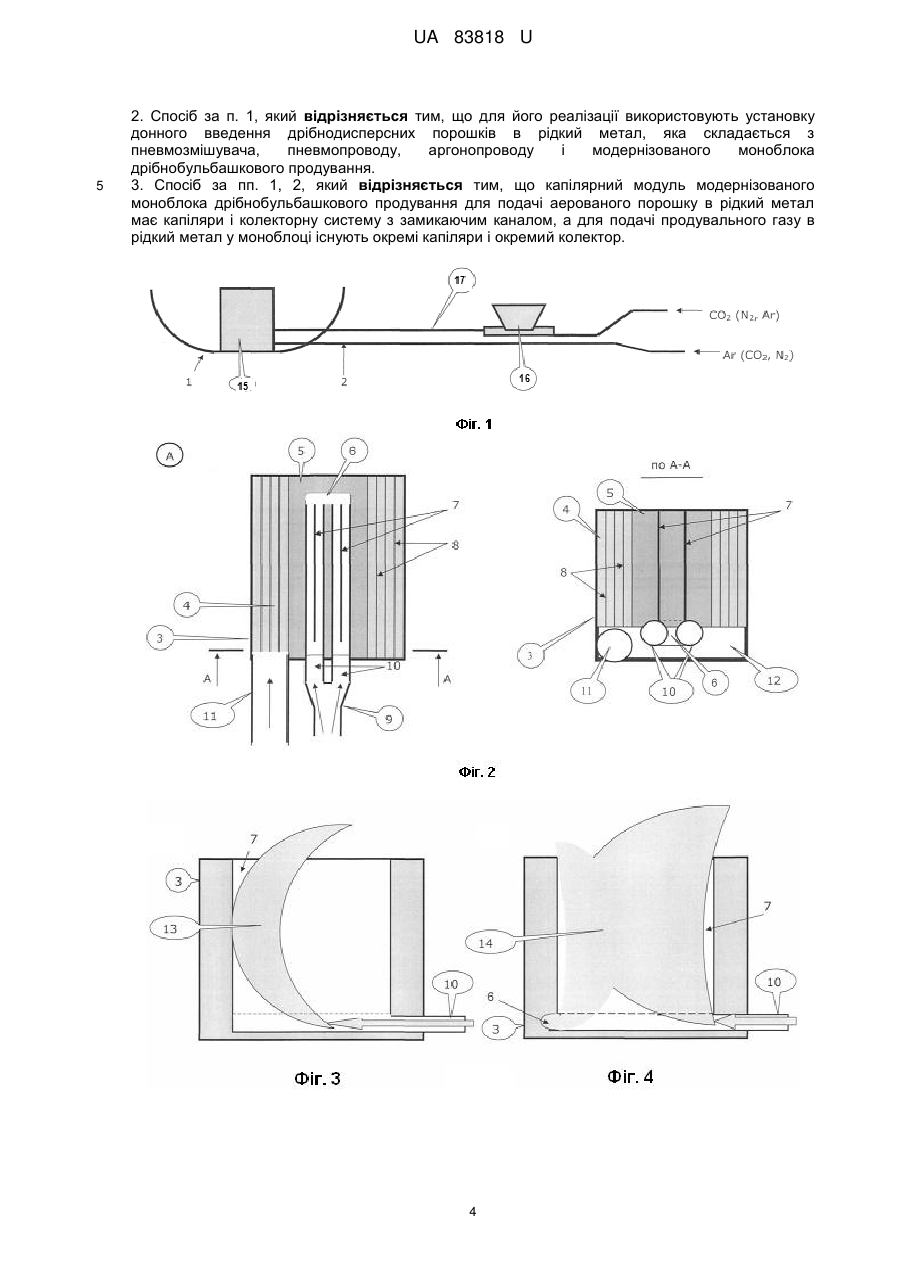
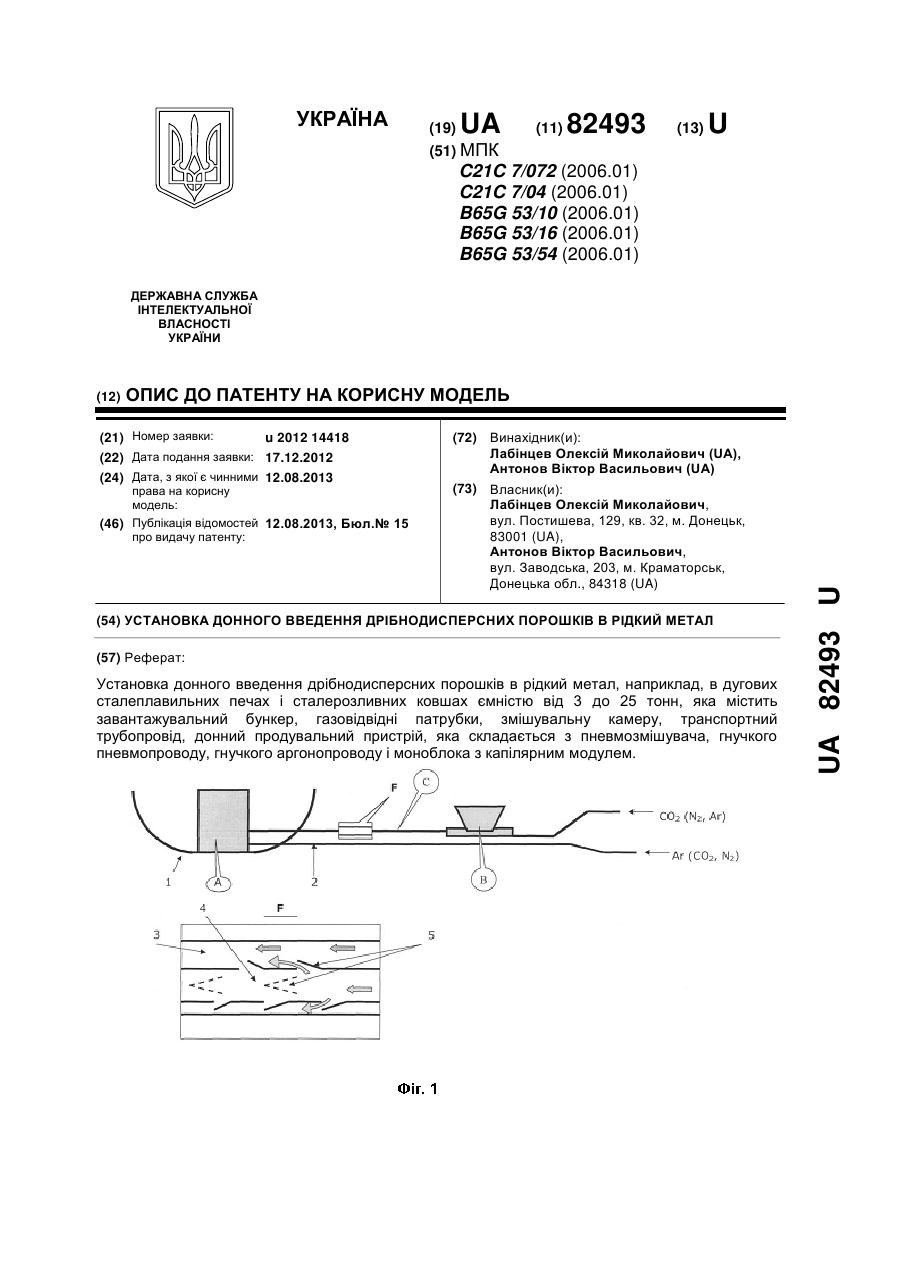
Реферат: Спосіб донного введення дрібнодисперсних порошків в рідкий метал у дугових печах і сталерозливних ковшах малої та середньої ємності через донний продувальний пристрій. Передбачають подачу транспортного газу з дрібнодисперсним порошком одночасно з подачею чистого продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, причому з можливостями під час плавки в дуговій печі або в час позапічної обробки розплаву металу в ковші поперемінного відключення подачі порошку з продовженням подачі чистого продувального газу і перехід на подачу порошків іншого складу або відключення подачі продувального газу без відключення подачі порошку і перехід на інший склад продувального газу. UA 83818 U (12) UA 83818 U UA 83818 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі чорної металургії і може застосовуватися у дугових сталеплавильних печах і сталерозливних ковшах малої та середньої ємності при виплавці і позапічній обробці сталі з використанням донного продування рідкого металу газами в дрібнобульбашкових режимах з метою підвищення засвоєння феросплавів і модифікаторів рідким металом, рафінування, гомогенізації і дегазації розплаву, а так само одночасно - з його обробкою дрібнодисперсними порошками різного складу з метою розкислювання, легування і модифікування. Відома корисна модель "Універсальний моноблок дрібнобульбашкового продування" [1] показана конструкція, що має щілинні капіляри в капілярному модулі, вставленому в обойму з газорозподільним колектором, і яка здатна забезпечувати донне дрібнобульбашкове продування розплаву газами в сталеплавильних печах і в сталерозливних ковшах. Проте вона не призначена для введення порошкоподібних матеріалів в рідкий метал. Це технічне рішення використано як аналог. Відомий "Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості" [2] комбіновано різними газами через моноблокі дрібнобульбашкового продування, які вмонтовуються у футерувані днища (подини) металургійних ємностей. Цей спосіб забезпечує в сталеплавильних печах і в сталерозливних ковшах обробку розплаву газами в дрібнобульбашкових режимах, але не передбачає подачу порошкоподібних матеріалів в рідкий метал. Це технічне рішення використано як прототип. Задача корисної моделі: - з використанням одного і того ж донного продувального пристрою, встановленого в електросталеплавильній печі або у сталерозливочному ковші, забезпечити донне введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу і одночасно донне дрібнобульбашкове продування розплаву чистим інертним газом (або газом іншого хімічного складу); - забезпечити попереднє змішування порошків з транспортним газом і транспортування отриманої аерованої суміші до металургійної ємності; - забезпечити можливість припинення подачі аерованого дрібнодисперсного порошку в розплав без відключення подачі продувального газу до металургійної ємності; - забезпечити можливість припинення подачі продувального газу в розплав без відключення подачі дрібнодисперсних порошків в металургійну ємність; - забезпечити можливість переходу на порошкові матеріали різного складу або на продувальний газ іншого складу під час плавки в дуговій печі або в час позапічної обробки розплаву металу в ковші. Поставлена задача вирішується тим, що в способі донного введення дрібнодисперсних порошків в рідкий метал, у цілях розкислювання, легування, модифікування, а також рафінування, гомогенізації розплаву і підвищення засвоєння феросплавів і модифікаторів в рідкому металі, передбачається подача транспортного газу з дрібнодисперсним порошком одночасно з подачею продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, - причому з можливостями поперемінного відключення подачі порошку з продовженням подачі продувального газу або відключення подачі продувального газу без відключення подачі порошку під час плавки в дуговій печі або під час позапічної обробки розплаву металу в ковші. Спосіб донного введення дрібнодисперсних порошків в рідкий метал реалізується завдяки наявності установки донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, пневмопроводу, аргонопроводу і модернізованого моноблока дрібнобульбашкового продування, капілярний модуль якого для подачі аерованого порошку в рідкий метал має капіляри і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал у моноблоці існують окремі капіляри і окремий колектор. Загальними з прототипом суттєвими ознаками корисної моделі є: - реагенти вводяться в розплав через капіляри моноблока, встановленого в днищі металургійної ємності; - рідкий метал обробляється продувальним газом в дрібнобульбашкових режимах; спосіб може застосовуватися як в сталеплавильних печах, так і в сталерозливних ковшах малої та середньої ємності. Відмінні від прототипу і аналогів істотні ознаки корисної моделі наступні: - наявність установки донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, пневмопроводу, аргонопроводу і модернізованого моноблока дрібнобульбашкового продування; 1 UA 83818 U 5 10 15 20 25 30 35 40 45 50 55 60 - дрібнодисперсні порошки та продувний газ вводяться через загальний для введення цих двох різних реагентів донний продувальний пристрій, але через роздільні колекторні системи і через різні капіляри в цьому продувальному пристрої, завдяки чому спосіб забезпечує подачу дрібнодисперсних порошків в рідкий метал одночасно з чистим продувальним газом; - передбачено призупинення подачі порошку в металургійну ємність при продовженні продування розплаву чистим продувальним газом і перехід на порошки іншого складу; - передбачена подача аерованих порошків в розплав при припиненні подачі продувального газу до металургійної ємності і перехід на продувальний газ іншого складу. Наявність приведених істотних ознак корисної моделі є необхідною і достатньою на всі випадки, на які поширюється область використання корисної моделі. Між істотними ознаками корисної моделі і технічнім результатом, - з використанням одного і того ж донного продувального пристрою, встановленого в електросталеплавильній печі або в сталерозливному ковші, забезпечити донне введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу і одночасно донне дрібнобульбашкове продування розплаву чистим від порошку інертним газом (або газом іншого хімічного складу); забезпечити попереднє змішування дрібнодисперсного порошку з транспортним газом і транспортування аерованого порошку до металургійної ємності; забезпечити можливість припинення подачі аерованого дрібнодисперсного порошку в розплав без відключення подачі чистого продувального газу; забезпечити можливість припинення подачі продувального газу в розплав без відключення подачі аерованого дрібнодисперсного порошку; забезпечити можливість переходу на порошкові матеріали різного складу або на продувальний газ іншого складу під час плавки в дуговій печі або в час позапічній обробці розплаву металу в ковші, - існує причинно-наслідковий зв'язок, який пояснюється наступними доказами: Спосіб донного введення дрібнодисперсних порошків в рідкий метал шляхом одночасної подачі аерованого порошку і чистого продувального газу здійснюється через загальний для виконання обох процесів донний продувальний пристрій і реалізується завдяки установки донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, пневмопроводу, аргонопроводу і модернізованого моноблока дрібнобульбашкового продування; капілярний модуль модернізованого моноблока дрібнобульбашкового продування для подачі аерованого порошку в рідкий метал має капіляри і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал у моноблоці існують окремі капіляри і окремий колектор; суміш транспортного газу (інертного або нейтрального) з дрібнодисперсним порошком утворюється в пневмозмішувачі, а з пневмозмішувача транспортується по пневмопроводу до моноблока. При одночасній подачі аерованої порошкової суміші і чистого продувного газу відбувається інтенсивне перемішування розплаву і розчинення порошкових матеріалів у всьому об'ємі рідкого металу, що дозволяє в печі розкислювати розплав, проводити його десульфурацію і легування, причому при скороченні часу плавки також в результаті інтенсивного перемішування розплаву, а в ковші - легувати, видаляти неметалічні включення, проводити дегазацію, модифікувати і гомогенізувати розплав металу. При застосуванні даного способу, можливе продування рідкого металу чистим інертним газом без подачі порошків, а також можлива подача порошків в рідкий метал без продування розплаву інертним газом, що дає можливість переходу на порошки іншого складу або на продувальний газ іншого складу під час проведення плавки в печі або під час позапічної обробки металу в ковші. Корисна модель пояснюється кресленнями. На фіг. 1 зображена загальна схема установки донного введення дрібнодисперсних порошків в рідкий метал. На фіг. 2 зображено подовжній і поперечний перерізи модернізованого моноблока дрібнобульбашкового продування. На фіг. 3, фіг. 4 - моделювання щілинних капілярів. 1 - металургійна ємкість; 2 - аргонопровід; 3 - металева обойма моноблока; 4 - частина капілярного модуля моноблока з капілярами під продування інертним газом; 5 - частина капілярного модуля моноблока з капілярами для подачі порошків; 6 - замикаючий канал колекторної системи підведення порошку; 7 - капіляри для подачі порошків; 8 - капіляри для введення продувального газу; 9 - патрубок пневмопроводу; 10 - канали колекторної системи підведення порошку; 11 - патрубок аргонопроводу; 12 - колектор подачі аргону; 2 UA 83818 U 5 10 15 20 25 30 35 40 45 13 - ескіз руху порошку в одиничному капілярі; 14 - ескіз руху порошку в двох і більше капілярах з наявністю замикаючого каналу в колекторної системі; 15 - модернізований моноблок дрібнобульбашкового продування; 16 – пневмозмішувач; 17 – пневмопровід. Приклад реалізації способу донного введення дрібнодисперсних порошків в рідкий метал: На діючій прозорій моделі установки підтверджена її працездатність в цілому, а також надійність принципу роботи окремих вузлів. Зокрема, підтвердилася необхідність замикаючого каналу 6 колекторної системи, що показане на Фіг. 3 при подачі порошку в капіляр без замикаючого каналу колекторної системи, коли потік порошку займає не більше 50 відсотків перерізу капіляра, і зі збільшенням тиску транспортного газу цей показник ще зменшується; фіг. 4 - в капіляри із замикаючим каналом, завдяки якому усереднюється розподіл порошку в капілярах і для порошку пропускна спроможність капілярів стає максимальною; 13 - розподіл порошку в одиничному капілярі, 14 - розподіл порошку в капілярах з наявністю замикаючого каналу 6 у колекторній системі подачі аерованого порошку (10, 6). Коли моноблок 15 встановлено в металургійній ємності 1 з підключенням через пневмопровід 17 до пневмозмішувача 16, порошок необхідного хімічного складу і фракції змішується в пневмозмішувачі 16 з транспортним газом, надходить в пневмопровід 17, потім аерований порошок потрапляє в колекторну систему 10, 6 і далі через капіляри 7 моноблока 15 в розплав металу. По аргонопроводу 2 в колектор 12 подається продувальний газ, який з колектора 12 через капіляри 8 потрапляє в металургійну ємність 1 у вигляді дрібних бульбашок і взаємодіє з рідким металом. Аерований порошок через капіляри 7 потрапляє в рідкий метал одночасно з продувальним газом з капілярів 8, перемішується з розплавом і засвоюється рідким металом. Можливе тимчасове припинення подачі продувального газу без припинення подачі порошку у разі необхідності переходу на продувальний газ іншого складу. Також можливе тимчасове припинення подачі дрібнодисперсного порошку без припинення подачі продувального газу у разі необхідності переходу на порошки іншого складу або при необхідності завантаження додаткової кількості порошку. Таким чином, задача корисної моделі, - з використанням одного і того ж продувального пристрою, встановленому в сталеплавильній дуговій печі або у сталерозливочному ковші, забезпечити донне введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу і одночасно донне дрібнобульбашкове продування розплаву чистим від порошку інертним газом (або газом іншого хімічного складу); забезпечити попереднє змішування порошків з транспортним газом і транспортування отриманої аерованої суміші до металургійної ємності; забезпечити можливість припинення подачі аерованого дрібнодисперсного порошку в розплав без відключення подачі продувального газу; забезпечити можливість припинення подачі продувального газу в розплав без відключення подачі дрібнодисперсних порошків; забезпечити можливість переходу на порошкові матеріали різного складу або на продувальний газ іншого складу під час плавки в дуговій печі або в час позапічній обробці розплаву металу в ковші, виконана. Джерела інформації: 1. ПУ №71798. "Універсальний моноблок дрібнобульбашкового продування". Бюл. №14, 25.07.2012. 2. ПУ №72571. "Спосіб комплексного дрібнобульбашкового продування у печах і ковшах малої ємкості". Бюл. №16, 27/08.2012. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Спосіб донного введення дрібнодисперсних порошків в рідкий метал у дугових печах і сталерозливних ковшах малої та середньої ємності через донний продувальний пристрій, який відрізняється тим, що передбачають подачу транспортного газу з дрібнодисперсним порошком одночасно з подачею чистого продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, причому з можливостями під час плавки в дуговій печі або під час позапічної обробки розплаву металу в ковші поперемінного відключення подачі порошку з продовженням подачі чистого продувального газу і перехід на подачу порошків іншого складу або відключення подачі продувального газу без відключення подачі порошку і перехід на інший склад продувального газу. 3 UA 83818 U 5 2. Спосіб за п. 1, який відрізняється тим, що для його реалізації використовують установку донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, пневмопроводу, аргонопроводу і модернізованого моноблока дрібнобульбашкового продування. 3. Спосіб за пп. 1, 2, який відрізняється тим, що капілярний модуль модернізованого моноблока дрібнобульбашкового продування для подачі аерованого порошку в рідкий метал має капіляри і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал у моноблоці існують окремі капіляри і окремий колектор. 4 UA 83818 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюLabintsev Oleksii Mykolaiovych, Antonov Viktor Vasyliovych
Автори російськоюЛабинцев Алексей Николаевич, Антонов Виктор Васильевич
МПК / Мітки
МПК: C21C 7/00, B65G 53/00
Мітки: введення, метал, спосіб, дрібнодисперсних, порошків, рідкий, донного
Код посилання
<a href="https://ua.patents.su/7-83818-sposib-donnogo-vvedennya-dribnodispersnikh-poroshkiv-v-ridkijj-metal.html" target="_blank" rel="follow" title="База патентів України">Спосіб донного введення дрібнодисперсних порошків в рідкий метал</a>
Установка донного введення дрібнодисперсних порошків в рідкий метал
Номер патенту: 82493
Опубліковано: 12.08.2013
Автори: Антонов Віктор Васильович, Лабінцев Олексій Миколайович
МПК: B65G 53/10, C21C 7/04, B65G 53/16, B65G 53/54
Мітки: донного, установка, метал, порошків, введення, дрібнодисперсних, рідкий
Формула / Реферат:
1. Установка донного введення дрібнодисперсних порошків в рідкий метал, наприклад, в дугових сталеплавильних печах і сталерозливних ковшах ємністю від 3 до 25 тонн, яка містить завантажувальний бункер, газовідвідні патрубки, змішувальну камеру, транспортний трубопровід, донний продувальний пристрій, яка відрізняється тим, що складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і моноблока з капілярним...
Пристрій для введення дроту в рідкий метал
Номер патенту: 14647
Опубліковано: 15.05.2006
Автори: Куликов Олександр Ілліч, Савенко Юрій Євдокимович, Омельченко Віктор Іванович
Мітки: введення, пристрій, метал, рідкий, дроту
Формула / Реферат:
1. Пристрій для введення дроту в рідкий метал, що містить опору для бунта дроту, напрямну трубу і подавальний пристрій, який включає станину з розміщеними в ній привідними тягнучими роликами і притискними роликами, оснащеними механізмом притиску, який відрізняється тим, що подавальний пристрій оснащено двома привідними тягнучими роликами і двома притискними роликами, а механізм притиску виконаний у вигляді балансира, який складений з двох...
Дріт для присадки кальцію у рідкий метал

Номер патенту: 44819
Опубліковано: 12.10.2009
Автори: Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович
МПК: C21C 7/00
Мітки: кальцію, дріт, метал, присадки, рідкий
Формула / Реферат:
1. Дріт для присадки кальцію у рідкий метал, який складається із сталевої оболонки та порошкового заповнювача, що містить кальцій, який відрізняється тим, що товщина сталевої оболонки становить 0,51-1,0 мм, а порошковий заповнювач повністю складається із металевого кальцію, при цьому співвідношення між складовими частками дроту встановлено наступним, мас. %: порошковий заповнювач 12-32 сталева...
Спосіб одержання дрібнодисперсних порошків металів
Номер патенту: 68387
Опубліковано: 16.08.2004
Автори: Калениченко Олександр Васильович, Козярук Олег Іванович
МПК: B22F 9/14
Мітки: металів, одержання, дрібнодисперсних, спосіб, порошків
Формула / Реферат:
1. Спосіб одержання дрібнодисперсних порошків металів, що включає електроерозійне диспергування шматочків провідних матеріалів в рідині з одержанням суспензії, відстоювання суспензії у відстійнику і висушування продуктів відстою, який відрізняється тим, що у відстійник із суспензією вводять електроди і між ними створюють електричне поле.2. Спосіб за п. 1, який відрізняється тим, що як один із електродів використовують провідний корпус...
Технологічна лінія для виробництва шихти з дисперсних і дрібнодисперсних порошків для карбідосталей
Номер патенту: 10429
Опубліковано: 15.11.2005
Автори: Павлиго Тетяна Михайлівна, Пломод'яло Лєонід Гєоргієвіч, Свістун Лєв Івановіч, Пломодьяло Роман Лєонідовіч, Селіванов Валерій Григорович, Сердюк Геннадій Георгійович
МПК: B22F 9/04
Мітки: дисперсних, порошків, виробництва, шихти, технологічна, дрібнодисперсних, карбідосталей, лінія
Формула / Реферат:
Технологічна лінія для виробництва шихти з дисперсних і дрібнодисперсних порошків для карбідосталей, що включає ваговий дозатор порошків, атритор для розмелу суміші порошків металу і карбіду, шафу для сушіння, яка відрізняється тим, що вона оснащена додатковим атритором для розмелу порошку карбіду до дрібнодисперсного стану, додатковою вакуумною шафою для сушіння розмеленого порошку карбіду і ультразвуковим диспергатором для подрібнення...
Попередній патент: Установка безперервної дії для завантаження сипких матеріалів у клапанні мішки
Наступний патент: Тримасна вібраційна щокова дробарка
Випадковий патент: Збірний залізобетонний брус