Установка донного введення дрібнодисперсних порошків в рідкий метал
Номер патенту: 82493
Опубліковано: 12.08.2013
Автори: Антонов Віктор Васильович, Лабінцев Олексій Миколайович

Формула / Реферат
1. Установка донного введення дрібнодисперсних порошків в рідкий метал, наприклад, в дугових сталеплавильних печах і сталерозливних ковшах ємністю від 3 до 25 тонн, яка містить завантажувальний бункер, газовідвідні патрубки, змішувальну камеру, транспортний трубопровід, донний продувальний пристрій, яка відрізняється тим, що складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і моноблока з капілярним модулем.
2. Установка за пп. 1, 2, яка відрізняється тим, що аерована порошкова суміш утворюється в пневмозмішувачі, що складається з бункера з кришкою, ресивера, газових трубок різного діаметра і кранів для керування цим пристроєм, а також пневмозмішувач має проміжний канал, трубчасті коліна і три змішувальні зони.
3. Установка за пп. 1, 2, яка відрізняється тим, що всередині гнучкого пневмопроводу по всій його довжині розташоввано гнучкий пружний шланг з клиновидними прорізами-клапанами, діаметр якого може бути змінним, але його максимальний зовнішній діаметр повинен бути не більше половини внутрішнього діаметра пневмопроводу.
4. Установка за пп. 1, 2, яка відрізняється тим, що капілярний модуль моноблока для подачі аерованого порошка в рідкий метал має щілинні капіляри перерізом в межах 0,2-3 мм і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал використовуються окремі щілинні капіляри моноблока перерізом в межах 100-330 мкм і окремий колектор.
Текст
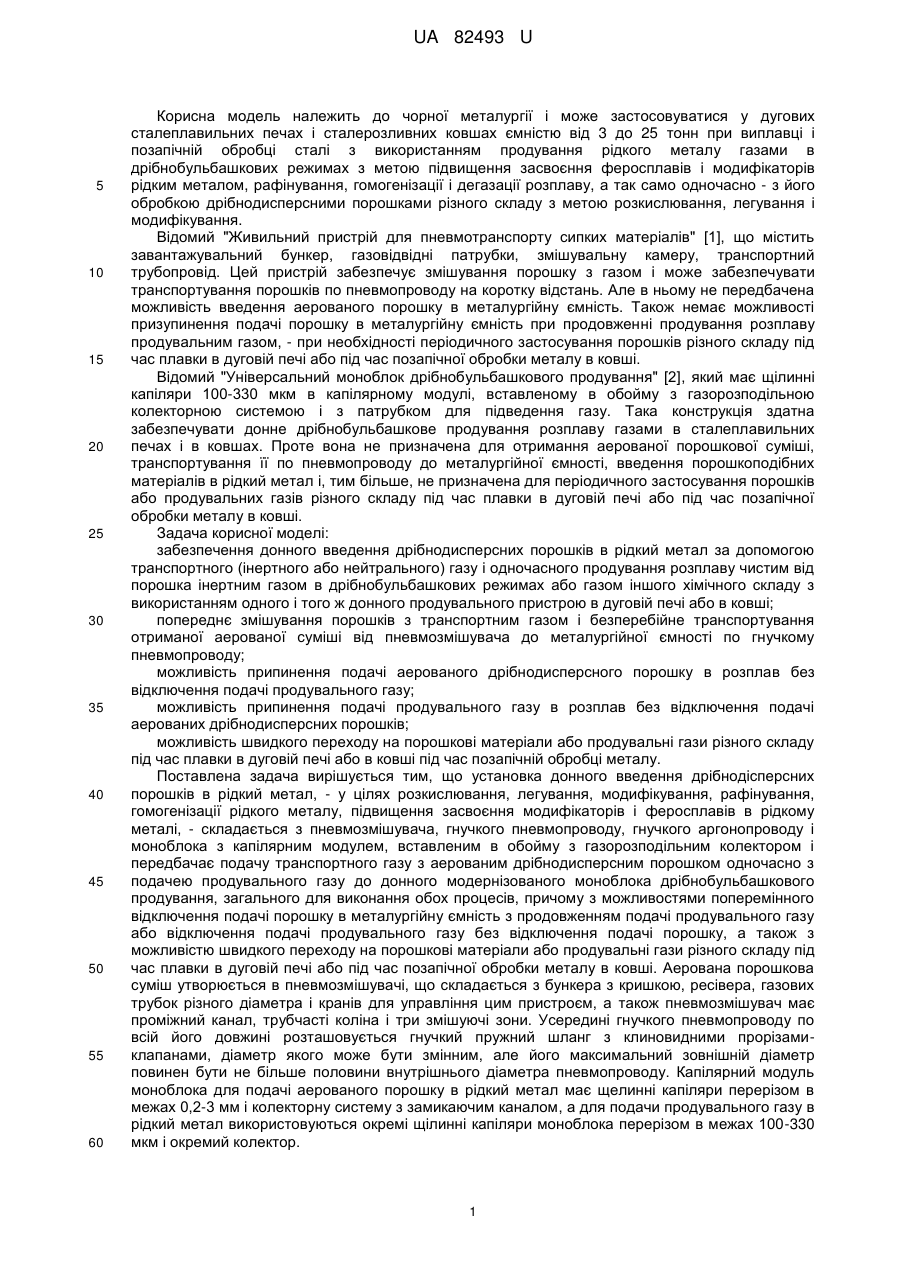
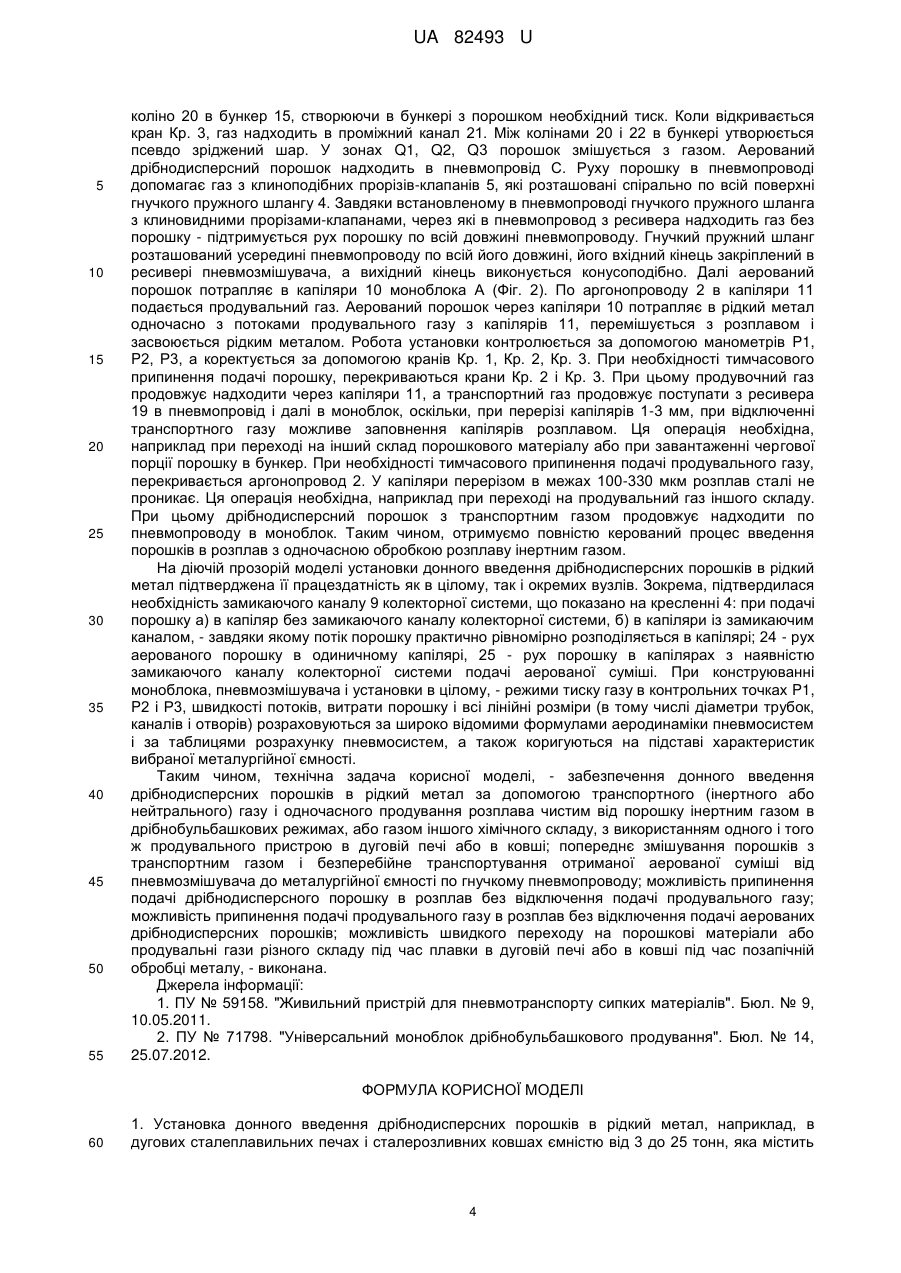
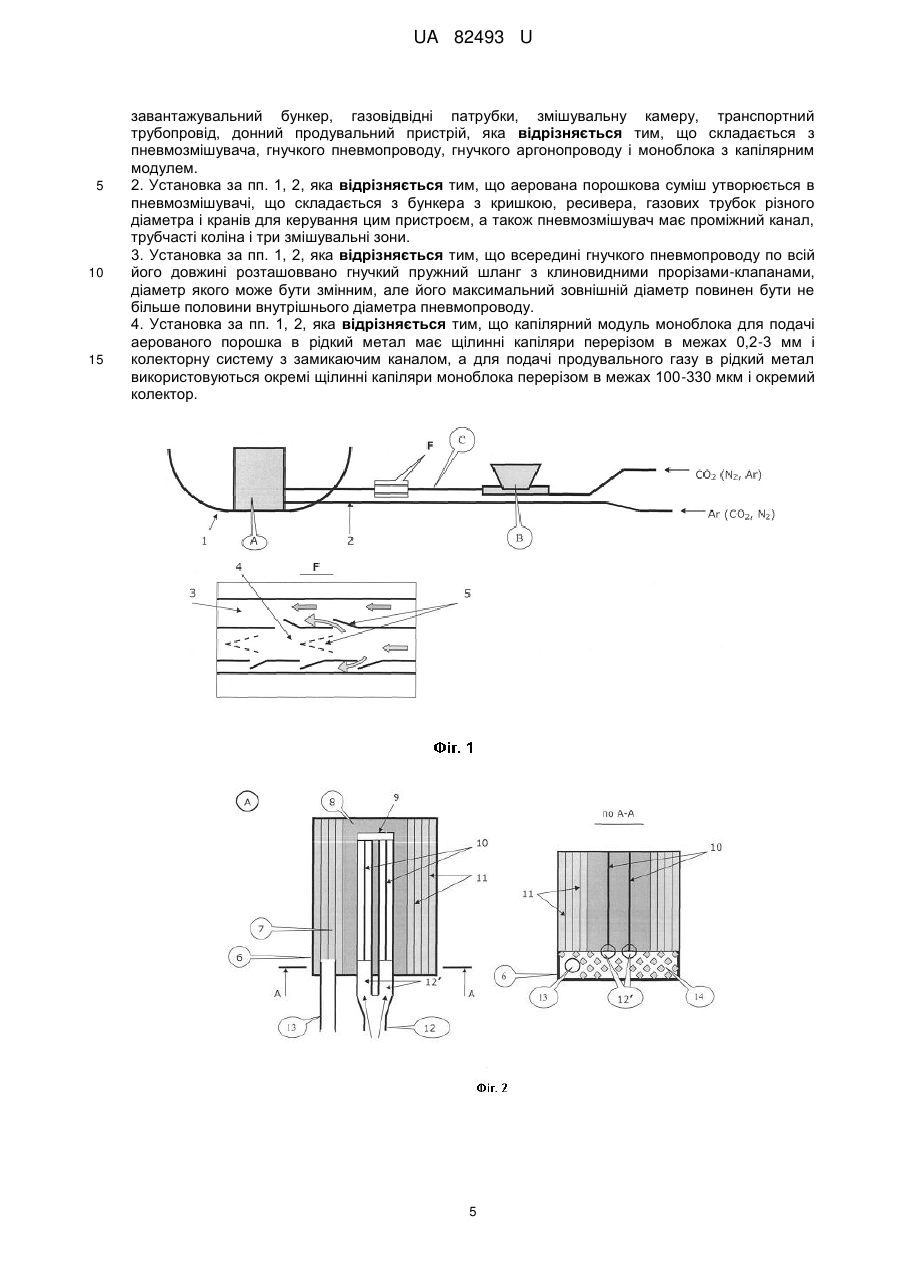
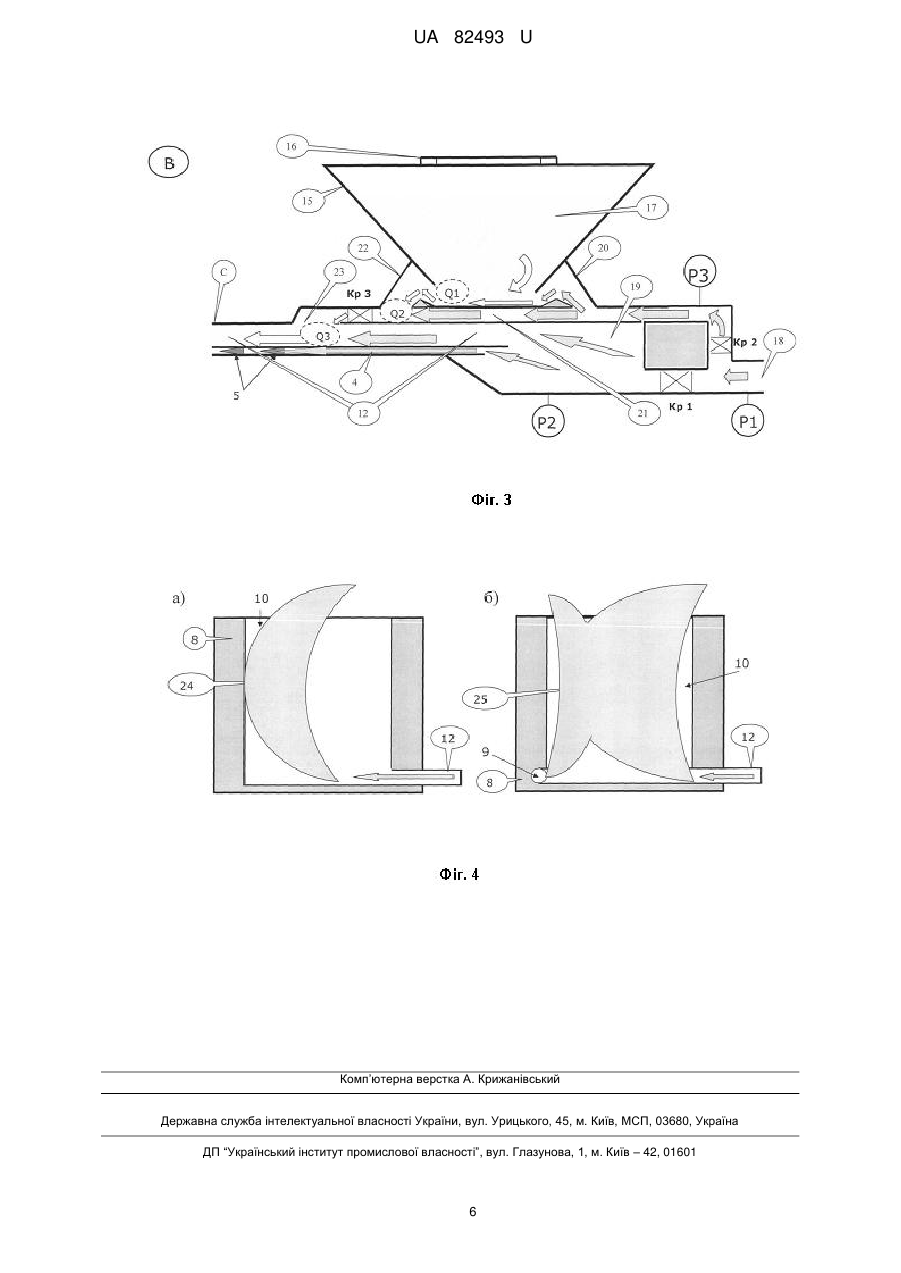
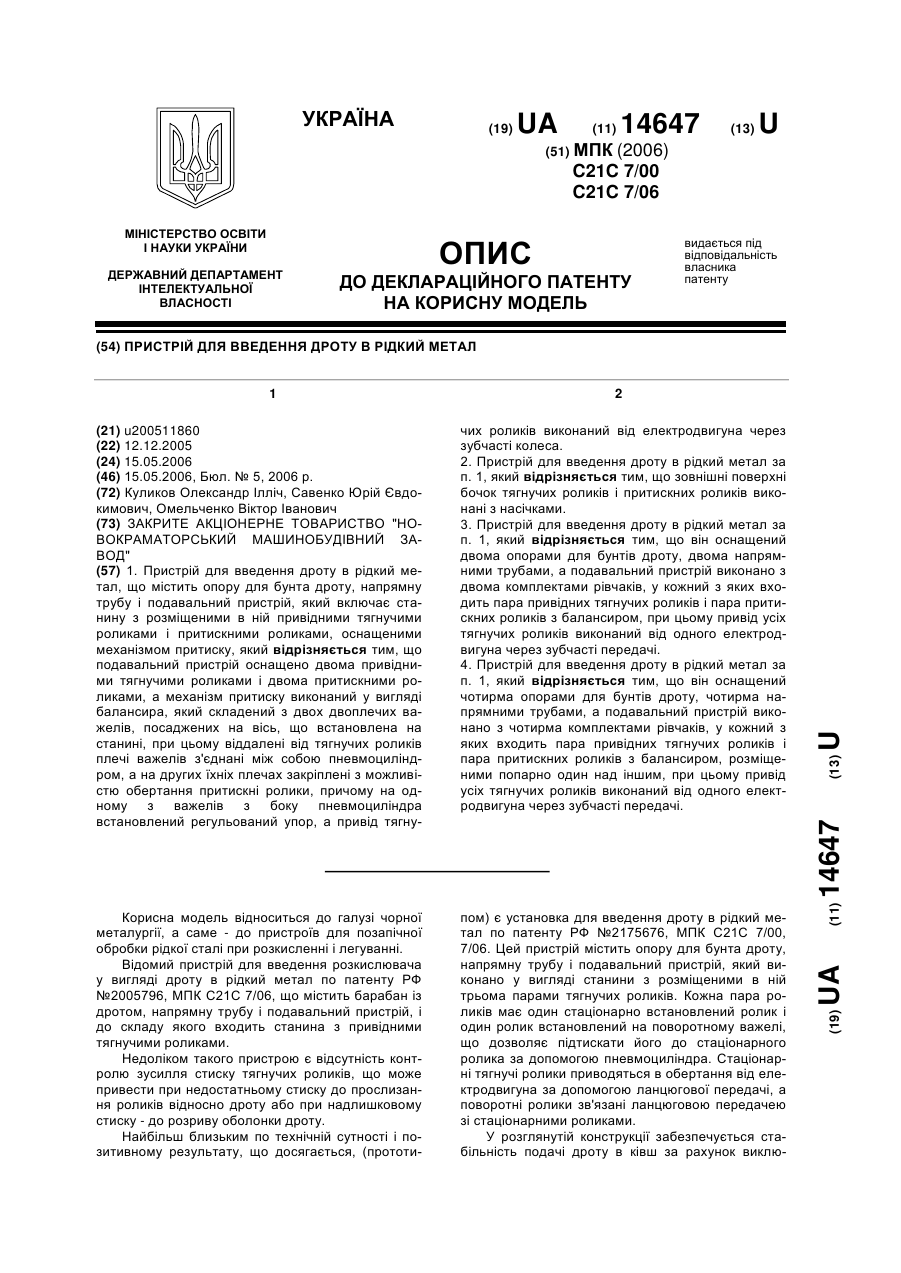
Реферат: Установка донного введення дрібнодисперсних порошків в рідкий метал, наприклад, в дугових сталеплавильних печах і сталерозливних ковшах ємністю від 3 до 25 тонн, яка містить завантажувальний бункер, газовідвідні патрубки, змішувальну камеру, транспортний трубопровід, донний продувальний пристрій, яка складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і моноблока з капілярним модулем. UA 82493 U (12) UA 82493 U UA 82493 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії і може застосовуватися у дугових сталеплавильних печах і сталерозливних ковшах ємністю від 3 до 25 тонн при виплавці і позапічній обробці сталі з використанням продування рідкого металу газами в дрібнобульбашкових режимах з метою підвищення засвоєння феросплавів і модифікаторів рідким металом, рафінування, гомогенізації і дегазації розплаву, а так само одночасно - з його обробкою дрібнодисперсними порошками різного складу з метою розкислювання, легування і модифікування. Відомий "Живильний пристрій для пневмотранспорту сипких матеріалів" [1], що містить завантажувальний бункер, газовідвідні патрубки, змішувальну камеру, транспортний трубопровід. Цей пристрій забезпечує змішування порошку з газом і може забезпечувати транспортування порошків по пневмопроводу на коротку відстань. Але в ньому не передбачена можливість введення аерованого порошку в металургійну ємність. Також немає можливості призупинення подачі порошку в металургійну ємність при продовженні продування розплаву продувальним газом, - при необхідності періодичного застосування порошків різного складу під час плавки в дуговій печі або під час позапічної обробки металу в ковші. Відомий "Універсальний моноблок дрібнобульбашкового продування" [2], який має щілинні капіляри 100-330 мкм в капілярному модулі, вставленому в обойму з газорозподільною колекторною системою і з патрубком для підведення газу. Така конструкція здатна забезпечувати донне дрібнобульбашкове продування розплаву газами в сталеплавильних печах і в ковшах. Проте вона не призначена для отримання аерованої порошкової суміші, транспортування її по пневмопроводу до металургійної ємності, введення порошкоподібних матеріалів в рідкий метал і, тим більше, не призначена для періодичного застосування порошків або продувальних газів різного складу під час плавки в дуговій печі або під час позапічної обробки металу в ковші. Задача корисної моделі: забезпечення донного введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу і одночасного продування розплаву чистим від порошка інертним газом в дрібнобульбашкових режимах або газом іншого хімічного складу з використанням одного і того ж донного продувального пристрою в дуговій печі або в ковші; попереднє змішування порошків з транспортним газом і безперебійне транспортування отриманої аерованої суміші від пневмозмішувача до металургійної ємності по гнучкому пневмопроводу; можливість припинення подачі аерованого дрібнодисперсного порошку в розплав без відключення подачі продувального газу; можливість припинення подачі продувального газу в розплав без відключення подачі аерованих дрібнодисперсних порошків; можливість швидкого переходу на порошкові матеріали або продувальні гази різного складу під час плавки в дуговій печі або в ковші під час позапічній обробці металу. Поставлена задача вирішується тим, що установка донного введення дрібнодісперсних порошків в рідкий метал, - у цілях розкислювання, легування, модифікування, рафінування, гомогенізації рідкого металу, підвищення засвоєння модифікаторів і феросплавів в рідкому металі, - складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і моноблока з капілярним модулем, вставленим в обойму з газорозподільним колектором і передбачає подачу транспортного газу з аерованим дрібнодисперсним порошком одночасно з подачею продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, причому з можливостями поперемінного відключення подачі порошку в металургійну ємність з продовженням подачі продувального газу або відключення подачі продувального газу без відключення подачі порошку, а також з можливістю швидкого переходу на порошкові матеріали або продувальні гази різного складу під час плавки в дуговій печі або під час позапічної обробки металу в ковші. Аерована порошкова суміш утворюється в пневмозмішувачі, що складається з бункера з кришкою, ресівера, газових трубок різного діаметра і кранів для управління цим пристроєм, а також пневмозмішувач має проміжний канал, трубчасті коліна і три змішуючі зони. Усередині гнучкого пневмопроводу по всій його довжині розташовується гнучкий пружний шланг з клиновидними прорізамиклапанами, діаметр якого може бути змінним, але його максимальний зовнішній діаметр повинен бути не більше половини внутрішнього діаметра пневмопроводу. Капілярний модуль моноблока для подачі аерованого порошку в рідкий метал має щелинні капіляри перерізом в межах 0,2-3 мм і колекторну систему з замикаючим каналом, а для подачи продувального газу в рідкий метал використовуються окремі щілинні капіляри моноблока перерізом в межах 100-330 мкм і окремий колектор. 1 UA 82493 U 5 10 15 20 25 30 35 40 45 50 55 60 Загальними з прототипом суттєвими ознаками корисної моделі є: газ подається в розплав знизу через щілинні капіляри в капілярному модулі, виконаного в обоймі з газорозподільним колектором і з патрубком для підведення газу; рідкий метал обробляється продувальним газом в дрібнобульбашкових режимах; спосіб може застосовуватися як в сталеплавильних печах, так і в сталерозливних ковшах ємністю до 25 тонн. Відмінні від прототипу істотні ознаки корисної моделі наступні: капілярний модуль моноблока для подачі аерованого порошка в рідкий метал має щілинні капіляри і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал використовуються окремі щілинні капіляри моноблока і окремий колектор; спосіб забезпечує подачу дрібнодисперсних порошків в рідкий метал одночасно з продувальним газом; можливо призупинення подачі порошку в металургійну ємність при продовженні продування розплаву продувальним газом; можливе застосування порошків різного складу; можлива подача аерованої суміші порошків в металургійну ємність при відключенні подачі продувального газу в розплав; можливий швидкий перехід на порошкові матеріали або продувальні гази різного складу під час плавки в дуговій печі або в час позапічній обробці металу в ковші; установка забезпечує безперебійне транспортування аерованої суміші від пневмозмішувача до металургійної ємності по гнучкому пневмопроводу завдяки наявності гнучкого пружного шланга з клиноподібними прорізами-клапанами, вбудованого в гнучкий пневмопровід по всій його довжині. Наявність приведених істотних ознак корисної моделі є необхідною і достатньою на всі випадки, на які поширюється область використання корисної моделі. Між суттєвими ознаками корисної моделі і технічнім результатом, - забезпечення в дуговій печі і (або) в ковші донного введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу одночасно з обробкою розплаву чистим від порошку продувальним газом з використанням одного і того ж продувального пристрою; забезпечення попереднього змішування порошків з транспортним газом і безперебійного транспортування аерованої суміші від пневмозмішувача до металургійної ємності по гнучкому пневмопроводу завдяки встановленому в пневмопроводі гнучкого пружного шланга з клиновидними прорізами-клапанами, через які в пневмопроводі підтримується псевдозріджений стан порошку по всій довжині пневмопроводу; забезпечення можливості тимчасового припинення подачі порошків в розплав без відключення подачі продувального газів в металургійну ємність; забезпечення можливості тимчасового припинення подачі продувального газу в розплав без відключення подачі порошків в металургійну ємність; забезпечення можливості швидкого переходу на порошкові матеріали різного складу по ходу плавки в дуговій печі або під час позапічної обробки металу в ковші, - існує причинно-наслідковий зв'язок, який пояснюється наступними доказами: Подача аерованого порошку і продувального газу здійснюється одночасно через загальний для виконання обох процесів донний продувальний пристрій і реалізується завдяки установці донного введення дрібнодисперсних порошків в рідкий метал, яка складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і донного моноблока з капілярним модулем, вставленим в обойму з газорозподільним колектором. В установці передбачається подача транспортного газу с аерованим дрібнодисперсним порошком одночасно з подачею продувального газу до донного модернізованого моноблока дрібнобульбашкового продування, загального для виконання обох процесів, - причому з можливостями поперемінного тимчасового відключення подачі порошку з продовженням подачі продувального газу або тимчасового відключення подачі продувального газу без відключення подачі порошку, а також швидкого переходу на порошкові матеріали або продувальні гази різного складу під час плавки в дуговій печі або в час позапічної обробки металу в ковші. Аерована порошкова суміш утворюється в пневмозмішувачі, що складається з бункера з кришкою, ресивера, газових трубок різного діаметра і кранів для управління цим пристроєм. Пневмозмішувач має проміжний канал, трубчасті коліна і три змішувальні зони. Усередині гнучкого пневмопроводу по всій його довжині розташовується гнучкий пружний шланг з клиновидними прорізами-клапанами, діаметр якого може бути змінним, але його максимальний зовнішній діаметр повинен бути не більше половини внутрішнього діаметра пневмопроводу. Капілярний модуль моноблока для подачі аерованого порошка в рідкий метал має щілинні капіляри перерізом в межах 0,2-3 мм і колекторну систему з замикаючим каналом, а для подачи 2 UA 82493 U 5 продувального газу в рідкий метал використовуються окремі щелинні капіляри моноблока перерізом в межах 100-330 мкм і окремий колектор. Корисна модель пояснюється кресленнями. На Фіг. 1 зображена загальна схема установки донного введення дрібнодисперсних порошків в рідкий метал. На Фіг. 2 зображено подовжній і поперечний перерізи модернізованого моноблока дрібнобульбашкового продування. На Фіг. 3 зображена схема пневмозмішувача. На Фіг.4 - моделювання щілинних капілярів. модернізований моноблок дрібнобульбашкового продування в металургійній ємності (сталеплавильна піч або сталерозливний ківш); пневмозмішувач; гнучкий пневмопровод; фрагмент подовжнього перерізу пневмопровода; 10 15 20 25 30 35 1 - металургійна ємність (дугова сталеплавильна піч або сталерозливний ківш); 2 - аргонопровід; 3 - внутрішня порожнина гнучкого пневмопроводу; 4 - гнучкий пружний шланг; 5 - клиновидні прорізи-клапани; 6 - металева обойма моноблока; 7 - частина капілярного модуля моноблока з капілярами під продування інертним газом; 8 - частина капілярного модуля моноблока з капілярами для подачі порошків; 9 - замикаючий канал колекторної системи підведення порошку; 10 - капіляри для подачі порошків; 11 - капіляри для подачі продувального газу; 12 - патрубок пневмопроводу; 12' - канали колекторної системи підведення порошку; 13 - патрубок аргонопроводу; 14 - колектор подачі аргону, заповнений вогнетривким гранулятом; 15 - корпус бункера; 16 - кришка бункера із змінним склом для візуального визначення рівня порошку; 17 - порошок в бункері; 18 - патрубок подачі транспортного газу; 19 - ресивер; 20 - трубчасте коліно подачі газу в бункер; 21 - проміжний канал; 22 - трубчасте коліно для випуску аерованої суміші з бункера; 23 - отвір подачі аерованої суміші в пневмопровод; 24 - порошок в одиничному капілярі; 25 - аерований порошок в двох і більше капілярах з наявністю замикаючого каналу колекторної системи для подачі порошків. зони змішування порошку з газом; манометри 40 45 Установка донного введення дрібнодисперсних порошків в рідкий метал працює таким чином: Коли моноблок А (Фіг.1) встановлений в металургійній ємкості 1 з підключенням через пневмопровід С до пневмозмішувача В, підготовлений по складу і по фракції дрібнодисперсний порошок 17 (Фіг. 3) засипається в бункер 15 пневмозмішувача В. Наявність трубчастих колін 20 і 22 і сили тертя в масі порошку без газу перешкоджає протіканню порошку в проміжний канал 21. Закривається герметична кришка 16 із змінним склом для візуального спостереження рівня порошку під час роботи установки. Відкриваються крани Кр, 1, потім Кр. 2, Кр. 3. Транспортний газ з патрубка 18 через кран Кр. 1 поступає в ресивер 19, а через кран Кр. 2 і через трубчасте 3 UA 82493 U 5 10 15 20 25 30 35 40 45 50 55 коліно 20 в бункер 15, створюючи в бункері з порошком необхідний тиск. Коли відкривається кран Кр. 3, газ надходить в проміжний канал 21. Між колінами 20 і 22 в бункері утворюється псевдо зріджений шар. У зонах Q1, Q2, Q3 порошок змішується з газом. Аерований дрібнодисперсний порошок надходить в пневмопровід С. Руху порошку в пневмопроводі допомагає газ з клиноподібних прорізів-клапанів 5, які розташовані спірально по всій поверхні гнучкого пружного шлангу 4. Завдяки встановленому в пневмопроводі гнучкого пружного шланга з клиновидними прорізами-клапанами, через які в пневмопровод з ресивера надходить газ без порошку - підтримується рух порошку по всій довжині пневмопроводу. Гнучкий пружний шланг розташований усередині пневмопроводу по всій його довжині, його вхідний кінець закріплений в ресивері пневмозмішувача, а вихідний кінець виконується конусоподібно. Далі аерований порошок потрапляє в капіляри 10 моноблока А (Фіг. 2). По аргонопроводу 2 в капіляри 11 подається продувальний газ. Аерований порошок через капіляри 10 потрапляє в рідкий метал одночасно з потоками продувального газу з капілярів 11, перемішується з розплавом і засвоюється рідким металом. Робота установки контролюється за допомогою манометрів P1, P2, Р3, а коректується за допомогою кранів Кр. 1, Кр. 2, Кр. 3. При необхідності тимчасового припинення подачі порошку, перекриваються крани Кр. 2 і Кр. 3. При цьому продувочний газ продовжує надходити через капіляри 11, а транспортний газ продовжує поступати з ресивера 19 в пневмопровід і далі в моноблок, оскільки, при перерізі капілярів 1-3 мм, при відключенні транспортного газу можливе заповнення капілярів розплавом. Ця операція необхідна, наприклад при переході на інший склад порошкового матеріалу або при завантаженні чергової порції порошку в бункер. При необхідності тимчасового припинення подачі продувального газу, перекривається аргонопровод 2. У капіляри перерізом в межах 100-330 мкм розплав сталі не проникає. Ця операція необхідна, наприклад при переході на продувальний газ іншого складу. При цьому дрібнодисперсний порошок з транспортним газом продовжує надходити по пневмопроводу в моноблок. Таким чином, отримуємо повністю керований процес введення порошків в розплав з одночасною обробкою розплаву інертним газом. На діючій прозорій моделі установки донного введення дрібнодисперсних порошків в рідкий метал підтверджена її працездатність як в цілому, так і окремих вузлів. Зокрема, підтвердилася необхідність замикаючого каналу 9 колекторної системи, що показано на кресленні 4: при подачі порошку а) в капіляр без замикаючого каналу колекторної системи, б) в капіляри із замикаючим каналом, - завдяки якому потік порошку практично рівномірно розподіляється в капілярі; 24 - рух аерованого порошку в одиничному капілярі, 25 - рух порошку в капілярах з наявністю замикаючого каналу колекторної системи подачі аерованої суміші. При конструюванні моноблока, пневмозмішувача і установки в цілому, - режими тиску газу в контрольних точках P1, P2 і Р3, швидкості потоків, витрати порошку і всі лінійні розміри (в тому числі діаметри трубок, каналів і отворів) розраховуються за широко відомими формулами аеродинаміки пневмосистем і за таблицями розрахунку пневмосистем, а також коригуються на підставі характеристик вибраної металургійної ємності. Таким чином, технічна задача корисної моделі, - забезпечення донного введення дрібнодисперсних порошків в рідкий метал за допомогою транспортного (інертного або нейтрального) газу і одночасного продування розплава чистим від порошку інертним газом в дрібнобульбашкових режимах, або газом іншого хімічного складу, з використанням одного і того ж продувального пристрою в дуговій печі або в ковші; попереднє змішування порошків з транспортним газом і безперебійне транспортування отриманої аерованої суміші від пневмозмішувача до металургійної ємності по гнучкому пневмопроводу; можливість припинення подачі дрібнодисперсного порошку в розплав без відключення подачі продувального газу; можливість припинення подачі продувального газу в розплав без відключення подачі аерованих дрібнодисперсних порошків; можливість швидкого переходу на порошкові матеріали або продувальні гази різного складу під час плавки в дуговій печі або в ковші під час позапічній обробці металу, - виконана. Джерела інформації: 1. ПУ № 59158. "Живильний пристрій для пневмотранспорту сипких матеріалів". Бюл. № 9, 10.05.2011. 2. ПУ № 71798. "Універсальний моноблок дрібнобульбашкового продування". Бюл. № 14, 25.07.2012. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Установка донного введення дрібнодисперсних порошків в рідкий метал, наприклад, в дугових сталеплавильних печах і сталерозливних ковшах ємністю від 3 до 25 тонн, яка містить 4 UA 82493 U 5 10 15 завантажувальний бункер, газовідвідні патрубки, змішувальну камеру, транспортний трубопровід, донний продувальний пристрій, яка відрізняється тим, що складається з пневмозмішувача, гнучкого пневмопроводу, гнучкого аргонопроводу і моноблока з капілярним модулем. 2. Установка за пп. 1, 2, яка відрізняється тим, що аерована порошкова суміш утворюється в пневмозмішувачі, що складається з бункера з кришкою, ресивера, газових трубок різного діаметра і кранів для керування цим пристроєм, а також пневмозмішувач має проміжний канал, трубчасті коліна і три змішувальні зони. 3. Установка за пп. 1, 2, яка відрізняється тим, що всередині гнучкого пневмопроводу по всій його довжині розташоввано гнучкий пружний шланг з клиновидними прорізами-клапанами, діаметр якого може бути змінним, але його максимальний зовнішній діаметр повинен бути не більше половини внутрішнього діаметра пневмопроводу. 4. Установка за пп. 1, 2, яка відрізняється тим, що капілярний модуль моноблока для подачі аерованого порошка в рідкий метал має щілинні капіляри перерізом в межах 0,2-3 мм і колекторну систему з замикаючим каналом, а для подачі продувального газу в рідкий метал використовуються окремі щілинні капіляри моноблока перерізом в межах 100-330 мкм і окремий колектор. 5 UA 82493 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for bottom introduction of fine powders into liquid metal
Автори англійськоюLabintsev Oleksii Mykolaiovych, Antonov Viktor Vasyliovych
Назва патенту російськоюУстановка донного введения мелкодисперсных порошков в жидкий металл
Автори російськоюЛабинцев Алексей Николаевич, Антонов Виктор Васильевич
МПК / Мітки
МПК: C21C 7/04, B65G 53/16, B65G 53/54, B65G 53/10
Мітки: донного, порошків, метал, введення, дрібнодисперсних, рідкий, установка
Код посилання
<a href="https://ua.patents.su/8-82493-ustanovka-donnogo-vvedennya-dribnodispersnikh-poroshkiv-v-ridkijj-metal.html" target="_blank" rel="follow" title="База патентів України">Установка донного введення дрібнодисперсних порошків в рідкий метал</a>
Пристрій для введення дроту в рідкий метал
Номер патенту: 14647
Опубліковано: 15.05.2006
Автори: Куликов Олександр Ілліч, Савенко Юрій Євдокимович, Омельченко Віктор Іванович
Мітки: введення, рідкий, пристрій, метал, дроту
Формула / Реферат:
1. Пристрій для введення дроту в рідкий метал, що містить опору для бунта дроту, напрямну трубу і подавальний пристрій, який включає станину з розміщеними в ній привідними тягнучими роликами і притискними роликами, оснащеними механізмом притиску, який відрізняється тим, що подавальний пристрій оснащено двома привідними тягнучими роликами і двома притискними роликами, а механізм притиску виконаний у вигляді балансира, який складений з двох...
Дріт для присадки кальцію у рідкий метал

Номер патенту: 44819
Опубліковано: 12.10.2009
Автори: Дюдкін Дмитро Олександрович, Кисіленко Володимир Васильович
МПК: C21C 7/00
Мітки: дріт, кальцію, метал, присадки, рідкий
Формула / Реферат:
1. Дріт для присадки кальцію у рідкий метал, який складається із сталевої оболонки та порошкового заповнювача, що містить кальцій, який відрізняється тим, що товщина сталевої оболонки становить 0,51-1,0 мм, а порошковий заповнювач повністю складається із металевого кальцію, при цьому співвідношення між складовими частками дроту встановлено наступним, мас. %: порошковий заповнювач 12-32 сталева...
Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення
Номер патенту: 74223
Опубліковано: 15.11.2005
Автори: Боден Юг, Гаше Лоран, Пріжан Ів, Дошель Дід'є, Люка Патріс
МПК: B05C 3/02, C23C 2/06, C23C 2/14, C23C 2/00
Мітки: стрічки, рідкий, здійснення, зануренням, установка, гарячого, покривання, метал, спосіб, металевої, безперервного
Формула / Реферат:
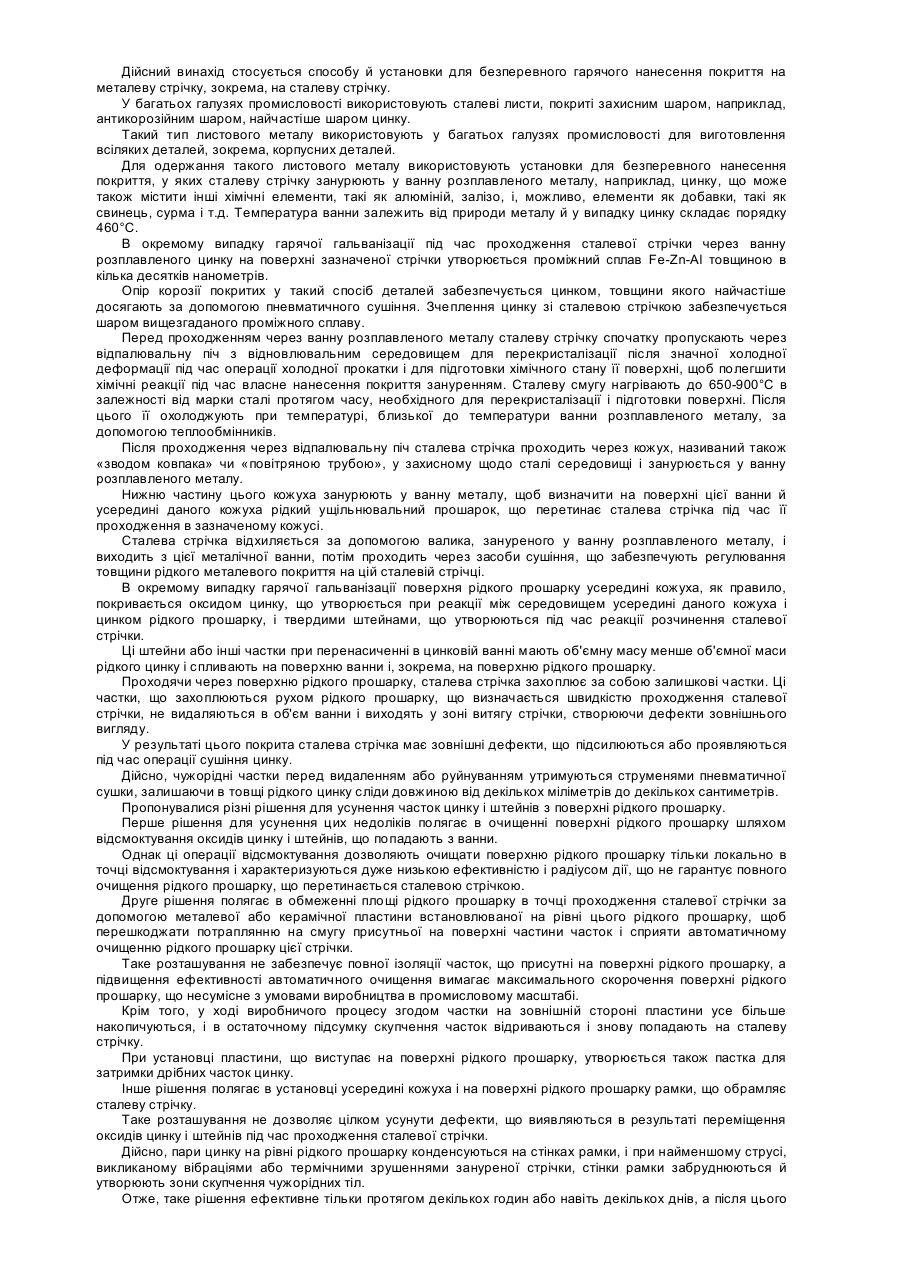
1. Спосіб безперервного гарячого покривання металевої стрічки (1) зануренням у рідкий метал у баці (11), що містить ванну (12) рідкого металу, за яким металеву стрічку (1) пропускають у безперервному режимі й у захисному середовищі через кожух (13), нижня частина (13а) якого занурена у ванну (12) рідкого металу для визначення разом з поверхнею ванни усередині даного кожуха (13) рідкого герметичного прошарку (14), металеву стрічку (1)...
Установка для нанесення покриття на металеву смугу методом занурення у рідкий метал
Номер патенту: 74225
Опубліковано: 15.11.2005
Автори: Гаше Лоран, Люка Патріс, Дошелль Дід'є, Боден Юг, Пріжан Ів
МПК: C23C 2/00, B05C 3/02, C23C 2/14, C23C 2/06
Мітки: занурення, метал, методом, смугу, нанесення, рідкий, покриття, металеву, установка
Формула / Реферат:
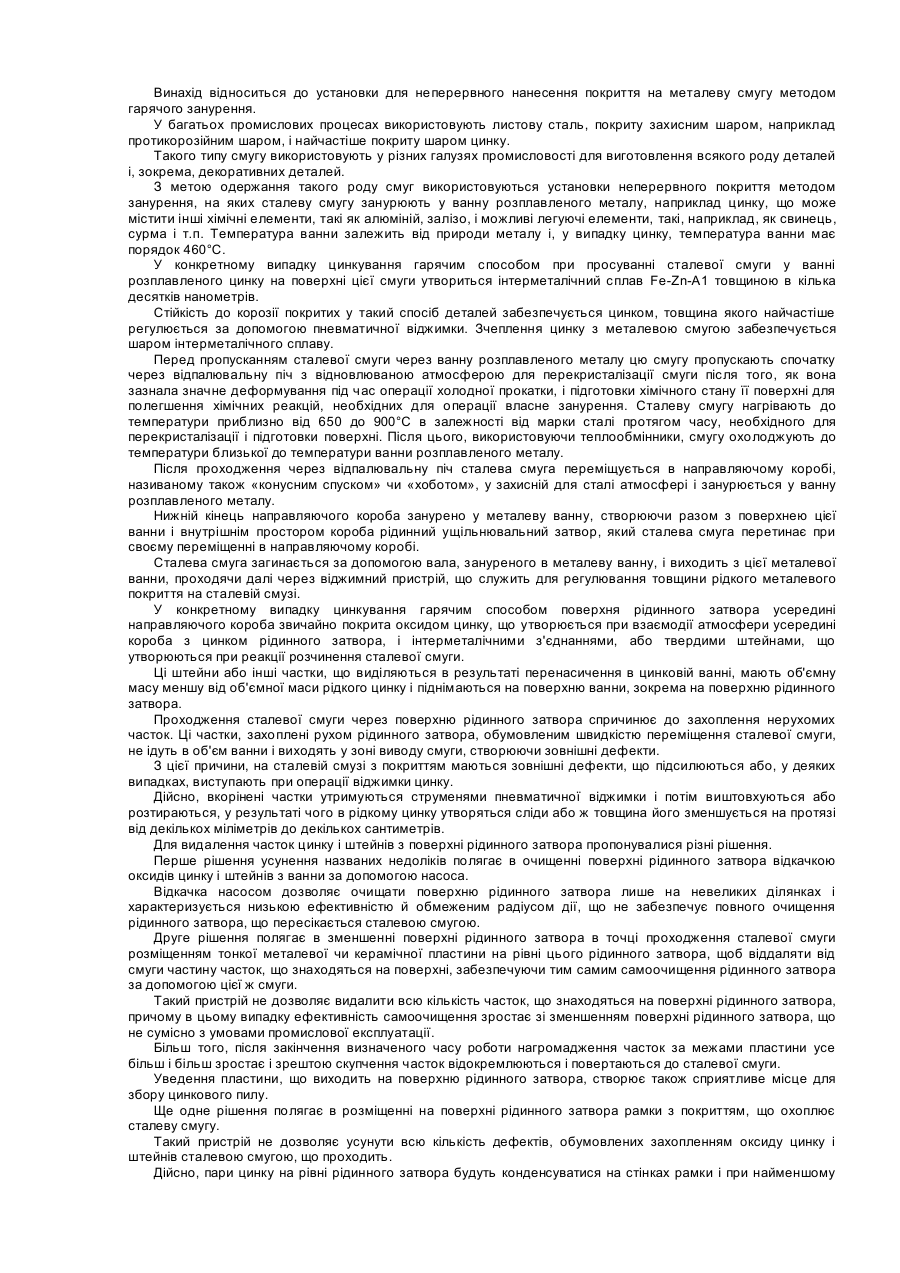
1. Установка для безперервного нанесення покриття на 5 металеву смугу (1) методом занурення, що містить:- чан (11), у якому розташована рідкометалічна ванна (12);- направляючий короб (13) для переміщення металевої смуги (1) у захисній атмосфері, нижній кінець якої (13а) занурений у рідкометалічну ванну (12), при цьому поверхня ванни (12) і 10 внутрішній простір направляючого короба (13) утворюють ущільнювальний затвор з рідкого...
Пристрій для введення ультрадисперсних порошків в розплав металу
Номер патенту: 37230
Опубліковано: 25.11.2008
Автори: Антонов Віктор Васильович, Живченко Володимир Семенович, Лабінцев Олексій Миколайович
МПК: C21C 7/00, B22D 41/02
Мітки: металу, введення, пристрій, порошків, ультрадисперсних, розплав
Формула / Реферат:
Пристрій для введення ультрадисперсних порошків в розплав металу, що розташований в донній частині ковша, який відрізняється тим, що для введення ультрадисперсного порошку застосовується пристрій, складений з стрічково-капілярних секцій, у яких капіляри арматурного шару виконані конусно з кутом розкриття 1¸10° і мають потовщення з боку введення порошків.
Попередній патент: Сатуратор для цукрової промисловості
Наступний патент: Сейсмостійкий фундамент
Випадковий патент: Гідромеханічна трансмісія з бортовими коробками передач та двопотоковим гідрооб'ємним механізмом повороту з електромагнітними муфтами