Спосіб автоматичної діагностики пакетів електротехнічної сталі електричних машин та пристрій для його здійснення
Номер патенту: 84041
Опубліковано: 10.09.2008
Автори: Суторміна Анна Олександрівна, Прус В'ячеслав В'ячеславович
Формула / Реферат
1. Спосіб автоматичної діагностики пакетів електротехнічної сталі електричних машин, що включає локальне визначення стану пакетів шляхом змінного перемагнічування двох сусідніх зубців, замикання магнітного кола між ними через ярмо пакета сталі і по кожному із зубців окремо, вимірювання магнітних параметрів і втрати у сталі та визначення місцеположення, характеру і розмірів пошкоджень в пакетах, який відрізняється тим, що додатково пошкодження в пакеті виявляють незалежно від глибини їх залягання та просторової орієнтації, для чого формують відповідні зміни амплітуди та частоти напруги живлення вимірювальних індукторів, що змінює глибину проникнення магнітного потоку у пакет, при цьому діапазони змін амплітуди для кожної з частот напруги живлення індукторів формують за умови наявності найбільшої кількості чітких незалежних діагностичних параметрів, які характеризують електричні та магнітні властивості нелінійних кіл зі сталлю і є чутливими до пошкоджень, та додатково розширюють ряд діагностичних параметрів за рахунок складових миттєвої потужності втрат у сталі, чутливих до пошкоджень, далі розділяють втрати у сталі на кожній окремій досліджуваній ділянці пакета на складові на гістерезис та вихрові струми при тестуванні по двох зубцях та уточнюють коефіцієнти для їх розрахунку і за сукупністю отриманих даних роблять висновок про стан пакетів сталі.
2. Пристрій для автоматичної діагностики пакетів електротехнічної сталі електричних машин, що є діагностичним комплексом і містить вимірювальні індуктори для тестування пакета сталі по одному та двох зубцях, які з'єднані з системою датчиків для вимірювання напруги джерела живлення, яка подається на обмотки індукторів, датчиків струму обмоток намагнічування індукторів та датчиків напруг вимірювальних обмоток індукторів, який відрізняється тим, що в нього додатково введені установка для автоматичного локального тестування, система керування приводними кроковими електродвигунами якої виконана з можливістю керування траєкторією переміщення індукторів по зубцях пакета та з'єднана з регульованим джерелом живлення, за допомогою якого здійснюється зміна амплітуди та частоти напруги на входах індукторів, та з'єднаний з вищевказаною системою датчиків вимірювальний модуль у складі блока керування, який є обчислювальною системою для обробки результатів вимірювань в режимі реального часу.
Текст
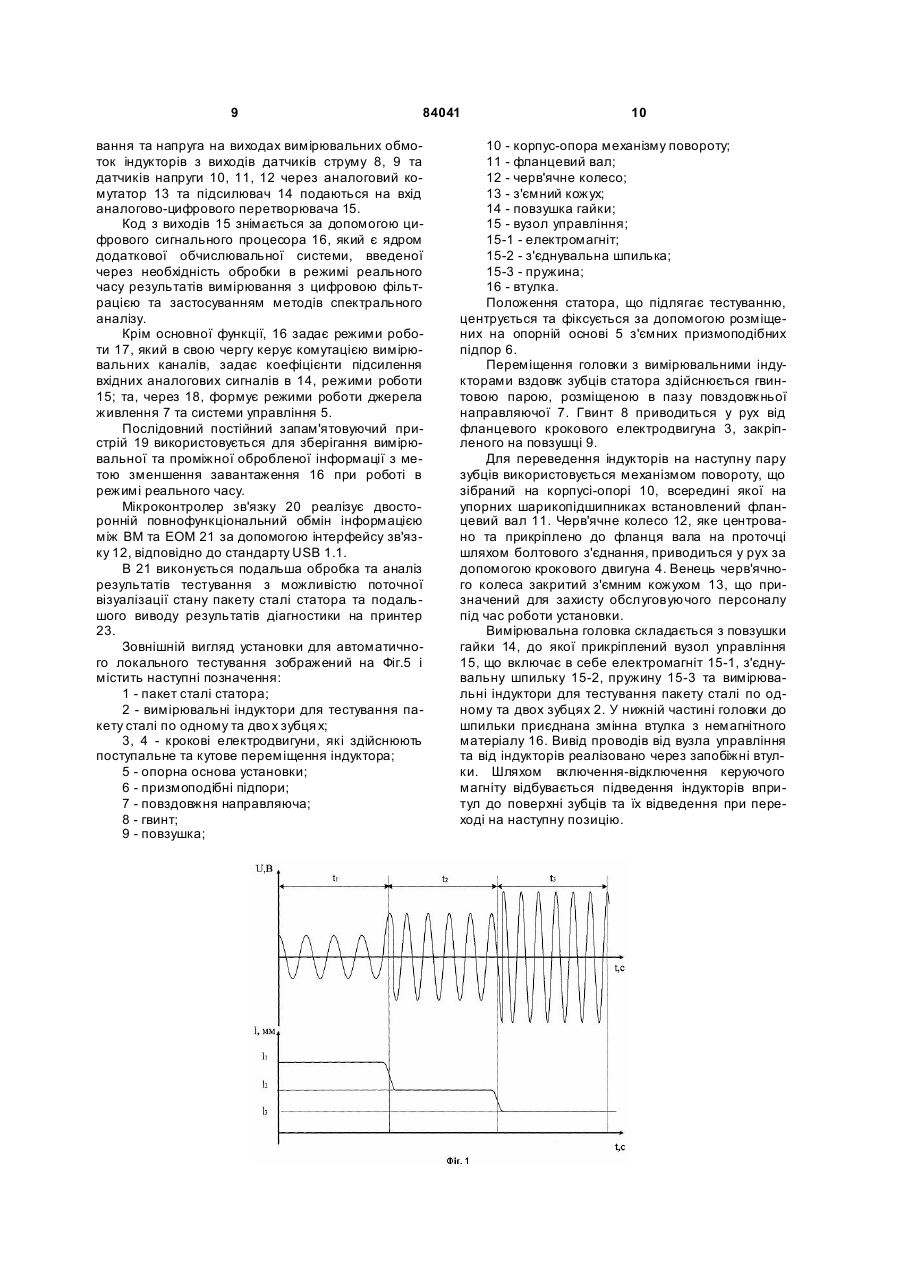
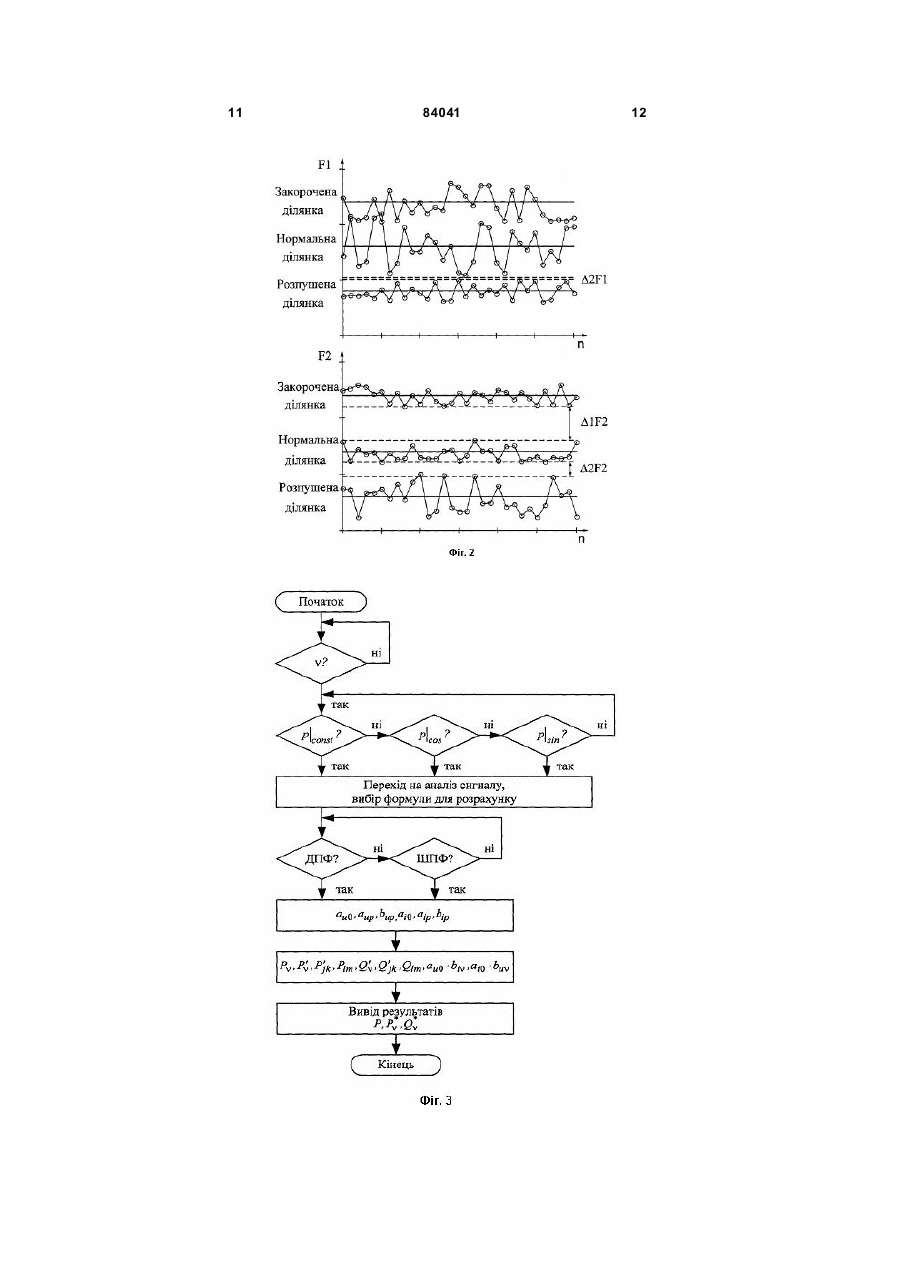
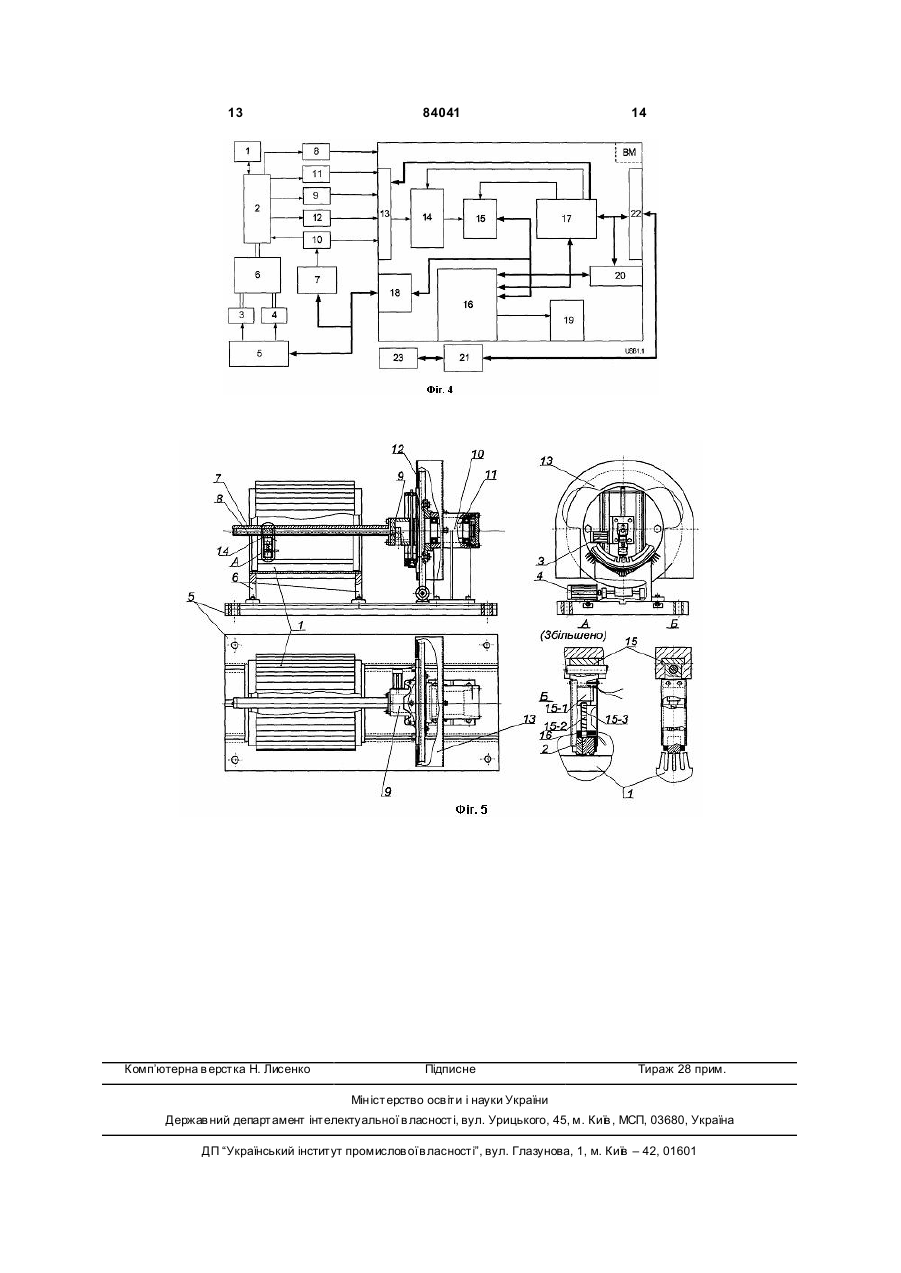
1. Спосіб автоматичної діагностики пакетів електротехнічної сталі електричних машин, що включає локальне визначення стану пакетів шляхом змінного перемагнічування двох сусідніх зубців, замикання магнітного кола між ними через ярмо пакета сталі і по кожному із зубців окремо, вимірювання магнітних параметрів і втрати у сталі та визначення місцеположення, характеру і розмірів пошкоджень в пакетах, який відрізняється тим, що додатково пошкодження в пакеті виявляють незалежно від глибини їх залягання та просторової орієнтації, для чого формують відповідні зміни амплітуди та частоти напруги живлення вимірювальних індукторів, що змінює глибину проникнення магнітного потоку у пакет, при цьому діапазони змін амплітуди для кожної з частот напруги живлення індукторів формують за умови наявності найбільшої кількості чітких незалежних діагностич C2 2 UA 1 3 84041 огляду чи теплового контролю [Анемподистов В.П., Белонин В.К., Дегусаров Ю.А. и др. Выявление местных нагревов сердечников статора // Электротехника. - 1982. -№10. - С.62-63]. Сутність способу полягає в змінному перемагнічуванні окремих ділянок пакету сталі при сталих значеннях магнітної індукції та частоти живлення. Недоліки способу: - спосіб не дозволяє визначати точне місцеположення та характер пошкоджень пакету через обмежену кількість контрольованих точок та відсутність критеріїв розрізнення типів пошкоджень; - контроль здійснюється в умовах, відмінних за рівнем магнітної індукції від робочого режиму. Даний винахід прийнято у якості аналогу способу. Відомий спосіб [Деклараційний патент №62491А, Україна, МКИ G01R31/34, G01R33/14, Н02К15/00, "Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин" / Прус В.В., Родькін Д.Й., Войтех О.А., Петров P.M., Опубл. 15.12.2003; Бюл. №12], що забезпечує локальне визначення стану пакетів електротехнічної сталі електричних машин шляхом змінного перемагнічування двох сусідніх зубців, замикаючи магнітне коло через ярмо пакету сталі і по кожному з зубців окремо, вимірюючи магнітні параметри та втрати в сталі, визначаючи місцеположення, характер та розміри пошкоджень в пакетах. Недоліки даного способу: - низька інформативність, оскільки діагностиці підлягає лише поверхнева зона зубців пакетів сталі статорів; - неможливість досягти необхідного ступеня вірогідності при виявленні та розрізненні типів пошкоджень, що обумовлюється тим, що сукупність визначених незалежних діагностичних параметрів не є чіткою та однозначною внаслідок поглинання ряду з них похибкою вимірювань. Даний винахід є прототипом способу, оскільки має суттєві спільні ознаки з запропонованим способом. Відомий пристрій, призначений для виявлення місцевих нагрівів в з убцях пакетів електричних машин [Анемподистов В.П., Белонин В.К., Дегусаров Ю.А. и др. Выявление местных нагревов сердечников статора // Электротехника. - 1982. -№10. - С.62-63], який представляє собою вимірювальний індуктор, що штучно створює з пакетом замкнений магнітний контур і збуджує в ньому магнітний потік. При проведенні діагностики живлення індуктора, здійснюється від джерела промислової частоти. Величина магнітного потоку вимірюється за допомогою контрольної обмотки, нанесеної безпосередньо на один із полюсів індуктора. Недоліки пристрою: - високий рівень похибки вимірювань при насиченому стані сталі; - недостатній рівень достовірності результатів внаслідок значних розмірів індуктора. Даний винахід прийнято в якості аналогу пристрою. Відомий пристрій для діагностики пакетів електротехнічної сталі електричних машин [Деклараційний патент №62491А, Україна, МКИ G01R31/34, 4 G01R33/14, Н02К15/00, "Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин" / Прус В.В., Родькін Д.Й., Войтех О.А., Петров P.M., Оп убл. 15.12.2003; Бюл. №12], що включає вимірювальні індуктори для тестування пакету сталі по одному та дво х зубця х, систему датчиків для вимірювання напруги джерела живлення, яка подається на обмотки індукторів, датчики струмів обмоток, що намагнічують, та напруг вимірювальних обмоток індукторів. Недоліком пристрою є трудомісткість та значні затрати часу на проведення процесу діагностики. Даний винахід прийнято у якості прототипу пристрою. Мета винаходу - підви щення інформативності та вірогідності локальної діагностики пакетів сталі статорів та роторів електричних машин при зменшенні затрат часу та зниженні трудомісткості процесу діагностики. Перелік фігур винаходу: Фіг.1. Часові діаграми зміни амплітуди, частоти напруги живлення та глибини проникнення магнітного потоку в пакет статора; Фіг.2. Оцінка вірогідності діагностичних параметрів; Фіг.3. Алгоритм визначення гармонічних складових миттєвої потужності; Фіг.4. Блок-схема діагностичного комплексу; Фіг.5. Установка для автоматичного локального тестування. Спосіб автоматичної діагностики пакетів електротехнічної сталі електричних машин, що забезпечує локальне визначення стану пакетів шляхом змінного перемагнічування двох сусідніх зубців, замикаючи магнітне коло через ярмо пакету сталі і по кожному з зубців окремо, вимірюючи магнітні параметри і втрати в сталі та визначаючи місцеположення, характер і розміри пошкоджень в пакетах. Відрізняється тим, що пошкодження в пакеті виявляються незалежно від глибини їх залягання та просторової орієнтації, що досягається шляхом формування відповідних законів зміни амплітуди та частоти напруги живлення вимірювальних індукторів (Фіг.1), завдяки чому змінюється глибина проникнення магнітного потоку у пакет, при наявності набору діагностичних параметрів, які характеризують електричні та магнітні властивості нелінійних кіл зі сталлю і є чутливими до видів пошкоджень; підвищується вірогідність діагностики, що досягається формуванням діапазонів зміни амплітуди для кожної з частот напруги живлення за умов наявності найбільшої кількості чітких незалежних діагностичних параметрів (Фіг.2), розширенням ряду діагностичних параметрів за рахунок складових миттєвої потужності втрат в сталі (Фіг.3), чутливи х до видів пошкоджень; уточнюються значення втрат в сталі на кожній окремій досліджуваній ділянці пакету та коефіцієнтів для їх розрахунку шля хом відокремлення складових на гістерезис та вихрові струми при тестуванні по двом зубцям. В результаті діагностики отримують реальну картину точного місцеположення, розмірів та орієнтації пошкоджених ділянок, на основі якої, при використанні методик повірочного розрахунку під 5 84041 приємств-виробників електричних машин, прогнозуються їх нові паспортні дані, робочі параметри, характеристики та теплові режими роботи. Процес діагностики здійснюється за наступними етапами: - вимірювальні індуктори для тестування по одному та по двом зубцям покроково перемішуються вздовж пакету і здійснюють перемагнічування двох сусідніх зубців, замикаючи магнітне коло між ними через ярмо, та, паралельно з цим, створюють в одному з них магнітний потік згідно з напрямом переміщення індуктора. При цьому у кожній позиції вимірювальних індукторів напруга живлення модульована по амплітуді та частоті, завдяки чому досягається зміна глибини проникнення магнітного потоку і ступеню насичення сталі, для яких здійснюється контроль та попередня обробка миттєвих значень напруги на вимірювальних обмотках, відповідних їм значень напруги та частоти джерела живлення і струмів обмоток, що намагнічують. Завдяки проникненню магнітного потоку на різну глибину у пакет сталі зубця при зміні частоти напруги живлення визначається картина розподілу пошкоджень пакету по всій висоті зубців та у верхніх від розточки зонах ярма, що відображено на Фіг.1, де на кожному з проміжків часу t1 , t 2, t3 джерелом живлення формується напруга з частотами, яким відповідає проникнення магнітного потоку в пакет сталі на глибину l1, l2, l3 відносно поверхні зубців. При тестуванні по двом зубцям визначаються співвідношення між виміряними на різних частотах значеннями втрат у сталі з метою їх розділення на складові від гістерезису та вихрових стр умів на кожній окремій досліджуваній ділянці пакету за умови сталості магнітного потоку. Для цього амплітуда напруги живлення змінюється пропорційно її частоті: U = const , f де U, f - амплітуда та частота напруги живлення. Значення складових втрат від гістерезису та вихрови х струмів знаходяться у відповідності до співвідношення: Pc=Pг+Pв=Cг·f+Cвх·f 2, де Рс, Рг, Рв - втрати в сталі - сумарні, на гістерезис та на вихрові струми; Сг та Cвх - відповідні їм коефіцієнти. Виразивши з коефіцієнтів С г та Свх питомі втрати на гістерезис та вихрові струми відповідно до співвідношень pг1,0 / 50 = Сг × 50 2 æ Bö m ×ç ÷ ç 1,0 ÷ è ø ; С × 2500 pв х 10 / 50 = в х , , 2 æBö m×ç ÷ ç 1,0 ÷ è ø де рг 1,0/50 , рвх 1,0/50 - питомі втрати в сталі на гістерезис та вихрові струми при магнітній індукції 1 6 Тл на частоті 50 Гц; В - індукція, для якої визначались коефіцієнти С г та Cвх; m - маса досліджуваної ділянки пакета, шляхом розв'язку системи ìрг 10 / 50 , ï ï í ïрг 10 / 50 , ï î + рв х10 / 50 = р1,0 / 50 , 2 a æ f ö æ f ö æ f ö × ç ÷ + рв х1,0 / 50 × ç ÷ = р1,0 / 50 × ç ÷ ç ÷ ç ÷ ç ÷ è 50 ø è 50 ø è 50 ø , де р1,0/50 - питомі сумарні втрати в сталі при магнітній індукції 1 Тл на частоті 50 Гц, при довільному значенні частоти з діапазону 60-300 Гц уточнюють величину, р1,0/50 і коефіцієнту α, які використовуються для визначення втрат у сталі при застосуванні методик повірочного розрахунку. Діапазони зміни амплітуди для кожної з частот напруги живлення формуються відповідно до умови наявності найбільшої кількості чітких незалежних діагностичних параметрів, похибка вимірювання яких не перекриває інтервалу чутливості до розрізнення основних видів дефектів, що пояснюється на Фіг.2. У випадку умовно вірогідного варіанту для діагностичного параметру F1 при n незалежних вимірюваннях інтервал чутливості до розрізнення пошкоджених ділянок відсутній або близький до нуля - Δ2F1, що не дозволяє використовувати параметр F1 у якості чіткого незалежного діагностичного параметру. У випадку абсолютно вірогідного варіанту діагностичний параметр F1 при n незалежних вимірюваннях має інтервали чутливості до розрізнення основних видів де фектів Δ1F2 та Δ2F2, які не перекриваються похибкою вимірювань, що дозволяє використовувати F1 у якості чіткого незалежного діагностичного параметру. - після того, як вимірювальні індуктори послідовно пройдуть вздовж кожного зубця пакету, відбувається процес остаточної обробки вимірюваних даних з розрахунком і подальшим аналізом визначеного набору діагностичних параметрів. З метою підвищення інформативності запропонованого способу існуючий ряд діагностичних параметрів, до складу якого входять напруженість магнітного поля Н, магнітна індукція В, коефіцієнти гармонік кривих струм у намагнічування kгІ1 та ЕРС вимірювальної обмотки kгU2, повний магнітний опір кола Zm та втрати в сталі Рc, було розширено за рахунок використання складових миттєвої потужності кривої втрат в сталі, чутливих до основних дефектів пакету, а саме ослаблення пресування та закорочування окремих листів. Алгоритм їх визначення зображено на Фіг.3. Відповідно до наведених нижче співвідношень розрахунок складових миттєвої потужності здійснюють на основі спектрів гармонік напруги u(t) та струму i(t), отриманих за допомогою дискретного або швидкого перетворення Фур'є. При цьому миттєва потужність представляється у ви гляді: p(t)=p(t)|const+p(t)|c os+p(t)|sin , де p(t)|const, p(t)|cos , p(t)|sin - постійна косинусна та синусна її складові; p( t) |const = n å Pv ; v =1,3... 7 p( t) |cos = + å n å (P' v + v =13 ... , å P' jk + j=1,3...n k =n, n- 2...1 j+ k = 2×v j¹ k Plm ) cos(2v wt) + l=13 ...n , m=n,n- 2...1 l-m= 2×v m-l= 2×v l¹m + n å å ( P' jk + v x=13... v y=3,5... , j=13 ...n , v y> v x k =n,n -2...1 v x+ v y¹ 2×v j+k = v x+ v y j¹k ( ; å n å ( Q' v + v =1,3... å å Q 'jk Qlm + j=13 ...n , l=1,3...n k =n,n -2 ...1 m=n,n -2...1 j+k =2 ×v m-l =2× v j¹k l¹ m å Qlm ) sin(2vw t) + å n å n å l=13 ...n , m=n,n- 2...1 l-m= 2×v l¹m n å Plm ) cos((vx + vy )wt )) l=13 ...n , m=n,n- 2...1 l-m= v x+ v y m-l= v x+ v y l¹m p( t) |sin = + 84041 å å ( Q' jk - ; v x =1,3... v y=3,5... j =1,3...n v y>v x k =n,n- 2...1 v x+v y ¹2× v j +k =v x+ v y j ¹k ( Q lm + Qlm ) sin((vx + vy)w t)) l =13...n , l=1 3...n , m =n, n- 2...1 m=n,n -2...1 m -l= 2×v l-m =v x+ v y l ¹m l¹ m де n - кількість гармонік, що підлягають розгляду; v, l, m, j, k, vx, vy - змінні, які характеризують умови формування гармонік миттєвої потужності від одночастотних та комбінаційних гармонічних складових напруги та стр уму; Р v, Р' v - синусні одночастотні квадратурні складові потужності гармонік; Qv, Q' v - косинусні одночастотні квадратурні складові потужності гармонік; a a + bivbuv Pv = iv uv 4 aivbuv + auvbiv Qv = 4 bivbuv + aivauv P'v = 4 auvbiv + aivbuv Q' v = 4 , , , , Plm, P'j k та Qlm, Q'j k - відповідно синусні та косинусні комбінаційні складові потужності гармонік, що розраховуються аналогічно одночастотним; auv, bi v, aiv, buv - синусні та косинусні складові гармонік напруги та струму за результатами застосування перетворення Фур'є. Вибір алгоритму перетворення Фур'є обумовлюється вимогами щодо можливості діагностики в режимі реального часу. При знаходженні складових гармонік напруги u(t) та струм у і(t) враховується зсув сигналів внаслідок неодночасного опитування вимірювальних каналів. Пристрій, призначений для автоматичної діагностики пакетів електротехнічної сталі електричних машин, що представляє собою діагностичний комплекс (Фіг.4), який включає вимірювальні індуктори, призначені для тестування пакету сталі по одному та двох зубця х; систему датчиків для вимірювання напруги джерела живлення, яка подаєть 8 ся на обмотки індукторів; датчики струмів обмоток, що намагнічують; датчики напруг вимірювальних обмоток індукторів; відрізняється тим, що до його складу додатково включено установку для автоматичного локального тестування (Фіг.5), система управління приводними кроковими електродвигунами якої керує траєкторією переміщення індукторів по зубцям пакету; регульоване джерело живлення, що забезпечує зміну амплітуди та частоти напруги на вході індукторів; вимірювальний модуль у складі блоку управління, який являє собою додаткову обчислювальну систему для обробки результатів вимірювань в режимі реального часу. Блок-схема діагностичного комплексу наведена на Фіг.4 і містить наступні позначення: 1 - пакет сталі статора; 2 - вимірювальні індуктори для тестування пакету сталі по одному та дво х зубця х; 3, 4 - крокові електродвигуни, які здійснюють поступальне та кутове переміщення індуктора; 5 - система управління приводними електродвигунами; 6 - механічні передачі; 7 - джерело напруги з регульованою амплітудою та частотою; 8 - датчик струму обмотки намагнічування індуктора для тестування по двох зубцях; 9 - датчик струму обмотки намагнічування індуктора для тестування по одному зубцю; 10 - датчик напруги на виході джерела живлення; 11 - датчик напруги вимірювальної обмотки індуктора для тестування по двом зубцям; 12 - датчик напруги вимірювальної обмотки індуктора для тестування по одному зубцю; 13 - аналоговий комутатор; 14 - підсилювач аналогового сигналу; 15 - АЦП; 16 - цифровий сигнальний процесор; 17 - цифрова логіка вимірювального модуля; 18 - блок цифрового вводу-виводу; 19 - послідовний постійний запам'я товуючий пристрій; 20 - мікроконтролер зв'язку; 21 - ЕОМ; 22 - інтерфейс зв'язку з ЕОМ; 23 - принтер. Пакет сталі статора 1 тестується за допомогою вимірювальних індукторів 2, які, шляхом формування відповідних режимів руху електродвигунами 3, 4 від системи управління 5 через механічні передачі 6, покроково переміщуються по кожному з зубців. Траєкторія руху визначається відповідно до початково заданих типорозмірів статора, що підлягає тестуванню. Зміна амплітуди та частоти напруги живлення обмоток намагнічування вимірювальних індукторів 2 здійснюється за допомогою регульованого джерела живлення 7, побудованого на основі напівпровідникового перетворювача частоти з мікроконтролерним керуванням. Блоки 13-20, 22 в сук упності являють собою вимірювальний модуль (ВМ) системи. Контрольовані параметри: напруга на виході джерела живлення, струм в обмотках намагнічу 9 84041 вання та напруга на виходах вимірювальних обмоток індукторів з виходів датчиків струму 8, 9 та датчиків напруги 10, 11, 12 через аналоговий комутатор 13 та підсилювач 14 подаються на вхід аналогово-цифрового перетворювача 15. Код з виходів 15 знімається за допомогою цифрового сигнального процесора 16, який є ядром додаткової обчислювальної системи, введеної через необхідність обробки в режимі реального часу результатів вимірювання з цифровою фільтрацією та застосуванням методів спектрального аналізу. Крім основної функції, 16 задає режими роботи 17, який в свою чергу керує комутацією вимірювальних каналів, задає коефіцієнти підсилення вхідних аналогових сигналів в 14, режими роботи 15; та, через 18, формує режими роботи джерела живлення 7 та системи управління 5. Послідовний постійний запам'ятовуючий пристрій 19 використовується для зберігання вимірювальної та проміжної обробленої інформації з метою зменшення завантаження 16 при роботі в режимі реального часу. Мікроконтролер зв'язку 20 реалізує двосторонній повнофункціональний обмін інформацією між ВМ та ЕОМ 21 за допомогою інтерфейсу зв'язку 12, відповідно до стандарту USB 1.1. В 21 виконується подальша обробка та аналіз результатів тестування з можливістю поточної візуалізації стану пакету сталі статора та подальшого виводу результатів діагностики на принтер 23. Зовнішній вигляд установки для автоматичного локального тестування зображений на Фіг.5 і містить наступні позначення: 1 - пакет сталі статора; 2 - вимірювальні індуктори для тестування пакету сталі по одному та дво х зубця х; 3, 4 - крокові електродвигуни, які здійснюють поступальне та кутове переміщення індуктора; 5 - опорна основа установки; 6 - призмоподібні підпори; 7 - повздовжня направляюча; 8 - гвинт; 9 - повзушка; 10 10 - корпус-опора механізму повороту; 11 - фланцевий вал; 12 - черв'ячне колесо; 13 - з'ємний кожух; 14 - повзушка гайки; 15 - вузол управління; 15-1 - електромагніт; 15-2 - з'єднувальна шпилька; 15-3 - пружина; 16 - втулка. Положення статора, що підлягає тестуванню, центрується та фіксується за допомогою розміщених на опорній основі 5 з'ємних призмоподібних підпор 6. Переміщення головки з вимірювальними індукторами вздовж зубців статора здійснюється гвинтовою парою, розміщеною в пазу повздовжньої направляючої 7. Гвинт 8 приводиться у рух від фланцевого крокового електродвигуна 3, закріпленого на повзушці 9. Для переведення індукторів на наступну пару зубців використовується механізмом повороту, що зібраний на корпусі-опорі 10, всередині якої на упорних шарикопідшипниках встановлений фланцевий вал 11. Черв'ячне колесо 12, яке центровано та прикріплено до фланця вала на проточці шляхом болтового з'єднання, приводиться у рух за допомогою крокового двигуна 4. Венець черв'ячного колеса закритий з'ємним кожухом 13, що призначений для захисту обслуговуючого персоналу під час роботи установки. Вимірювальна головка складається з повзушки гайки 14, до якої прикріплений вузол управління 15, що включає в себе електромагніт 15-1, з'єднувальну шпильку 15-2, пружину 15-3 та вимірювальні індуктори для тестування пакету сталі по одному та двох зубцях 2. У нижній частині головки до шпильки приєднана змінна втулка з немагнітного матеріалу 16. Вивід проводів від вузла управління та від індукторів реалізовано через запобіжні втулки. Шляхом включення-відключення керуючого магніту відбувається підведення індукторів впритул до поверхні зубців та їх відведення при переході на наступну позицію. 11 84041 12 13 Комп’ютерна в ерстка Н. Лисенко 84041 Підписне 14 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated diagnostics of packs of electro-technical steel of electric machines and device for its implementation
Автори англійськоюPrus Viacheslav Viacheslavovych, Sutormina Anna Oleksandrivna
Назва патенту російськоюСпособ автоматической диагностики пакетов электротехнической стали электрических машин и устройство для его осуществления
Автори російськоюПрус Вячеслав Вячеславович, Сутормина Анна Александровна
МПК / Мітки
МПК: H02K 15/00, G01R 31/34, G01R 33/00
Мітки: автоматичної, електротехнічної, сталі, пакетів, машин, діагностики, спосіб, електричних, здійснення, пристрій
Код посилання
<a href="https://ua.patents.su/7-84041-sposib-avtomatichno-diagnostiki-paketiv-elektrotekhnichno-stali-elektrichnikh-mashin-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичної діагностики пакетів електротехнічної сталі електричних машин та пристрій для його здійснення</a>
Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин

Номер патенту: 62491
Опубліковано: 15.12.2003
Автори: Войтех Олександр Арсенійович, Петров Роман Миколайович, Родькін Дмитро Йосипович, Прус В'ячеслав В'ячеславович
МПК: G01R 31/00, G01R 31/34, G01R 33/12, H02K 15/02, H02K 15/00
Мітки: спосіб, пакетів, зони, машин, зубцевої, електричних, сталі, електротехнічної, діагностики
Формула / Реферат:
1. Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин, що полягає в вимірюванні магнітної індукції і втрат у сталі в контрольованій дефектній зоні, за допомогою індуктора з ізольованими обмоткою, що намагнічує, та вимірювальною обмоткою, та визначенні інформативних параметрів для різних видів ушкоджень сталі, який відрізняється тим, що тестування сталі здійснюють шляхом контролю значень напруги та струму на...
Спосіб виявлення короткозамкнутих витків в обмотках електричних машин та пристрій для його здійснення
Номер патенту: 36791
Опубліковано: 16.04.2001
Автор: Манько Василь Михайлович
МПК: G01R 31/06
Мітки: виявлення, пристрій, обмотках, спосіб, машин, здійснення, короткозамкнутих, електричних, витків
Текст:
...4, вимірювального датчика 5, комутаційного блока 6, стрілочного 7 і звукового 8 індикаторів. Блок живлення 1 живить електрикою звуковий генератор 2 і підсилювач напруги 3 за участю комутаційного блока 6. Напруга звукового генератора частотою 500-1000Гц і величиною 30-50 В подається на підковоподібний електромагніт 4, який конструктивно зв’язаний з вимірювальним датчиком 5, тобто вони об'єднані в єдиний вузол – контролюючий датчик....
Спосіб контролю виткової ізоляції обмоток електричних машин та апаратів і пристрій для його здійснення
Номер патенту: 33736
Опубліковано: 15.02.2001
Автори: Желдак Тімур Анатолійович, Макуха Юрій Михайлович, Бешта Олександр Степанович
МПК: G01R 31/12, G01R 31/34
Мітки: ізоляції, пристрій, спосіб, машин, здійснення, електричних, обмоток, апаратів, виткової, контролю
Текст:
...По осі ординат відкладена миттєва напруга відгуку У вольтах. На фіг. 2 подана осцилограма аналогічного перехідного процесу при іспиті якорі двигуна того ж типу, що має короткозамкнені витки. Позначення – подібно до фіг. 1. На фіг. 3 наведена функціональна схема пристрою для контролю виткової ізоляції обмоток електричних машин та апаратів, де 1 - регульоване джерело напруги, 2 - накопичувальний конденсатор, 3 - силовий ключ, 4 - перша...
Пазонний спосіб моделювання електричних машин та пристрій для його здійснення
Номер патенту: 28324
Опубліковано: 16.10.2000
Автори: Куценко Юрій Васильович, Чередніков Павел Ілліч, Бондаренко Михайло Федорович, Чередніков Ілля Павлович
Мітки: здійснення, машин, пристрій, пазонний, електричних, моделювання, спосіб
Формула / Реферат:
1. Пазонный способ моделирования электрических машин, включающий интегральную модуляцию энергоемкого параметра пазонных систем электрической структуры, изменение интервала времени между экстремумами скорости изменения параметра за период, при этом выполняют условия квантового пазонного резонанса, возбуждают колебания в пазонных системах путем квантования и вложения пазонов энергии в собственные колебания, составляют эквивалентные схемы связей...
Спосіб виготовлення хвильової обмотки для електричних машин і пристрій для його здійснення
Номер патенту: 57833
Опубліковано: 15.07.2003
Автор: Садіку Садік
МПК: H02K 15/04
Мітки: спосіб, пристрій, виготовлення, машин, обмотки, хвильової, здійснення, електричних
Формула / Реферат:
1. Спосіб виготовлення хвильової обмотки для статорів або роторів електричних машин, згідно з яким, щонайменше один обмотувальний провід подають через напрямний елемент і намотують на виконане з заглибленнями формуюче тіло, виконане з можливістю обертання шаблона, при цьому під час виготовлення кожного витка хвильової обмотки вказаний провід циклічно вдавлюють у відповідні заглиблення за допомогою радіально рухомих зовнішніх формуючих...
Попередній патент: Буферний накопичувач кінетичної енергії
Наступний патент: Вагонний сповільнювач
Випадковий патент: Спосіб вирощування люцерни