Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом
Номер патенту: 85191
Опубліковано: 11.11.2013
Автори: Ступак Денис Олегович, Білан Анатолій Валентинович, Батраченко Олександр Вікторович, Горобець Олексій Ігорович, Осипенко Василь Іванович


Формула / Реферат
1. Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом, що являє собою рідину на водній основі із вмістом поверхнево-активних речовин, яке відрізняється тим, що для спроможності проведення електрохімічних режимів в нього додається NaCl або NaNO3, а як поверхнево-активні речовини використовуються поверхнево-активні речовини неіоногенного типу.
2. Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом за п. 1, яке відрізняється тим, що в як поверхнево-активні речовини неіоногенного типу використовується препарат ОС-20 (ГОСТ 10730-82), що складається з суміші поліоксіетиленгліколевих ефірів вищих жирних спиртів, а саме: бутилакрилату, бутилметакрилату, метилакрилату, метилметакрилату або Сінтанол ДС-10 (ТУ 6-14-577-88), що має загальну формулу CnH2n+1O(C2H4O)mH (n=10-18, m=8-10), при цьому масова доля NaCl або NaNO3 приймається на мінімально можливому рівні - 15 %, масова доля поверхнево-активних речовин приймається від 0,2 до 0,6 %, інше - вода.
Текст
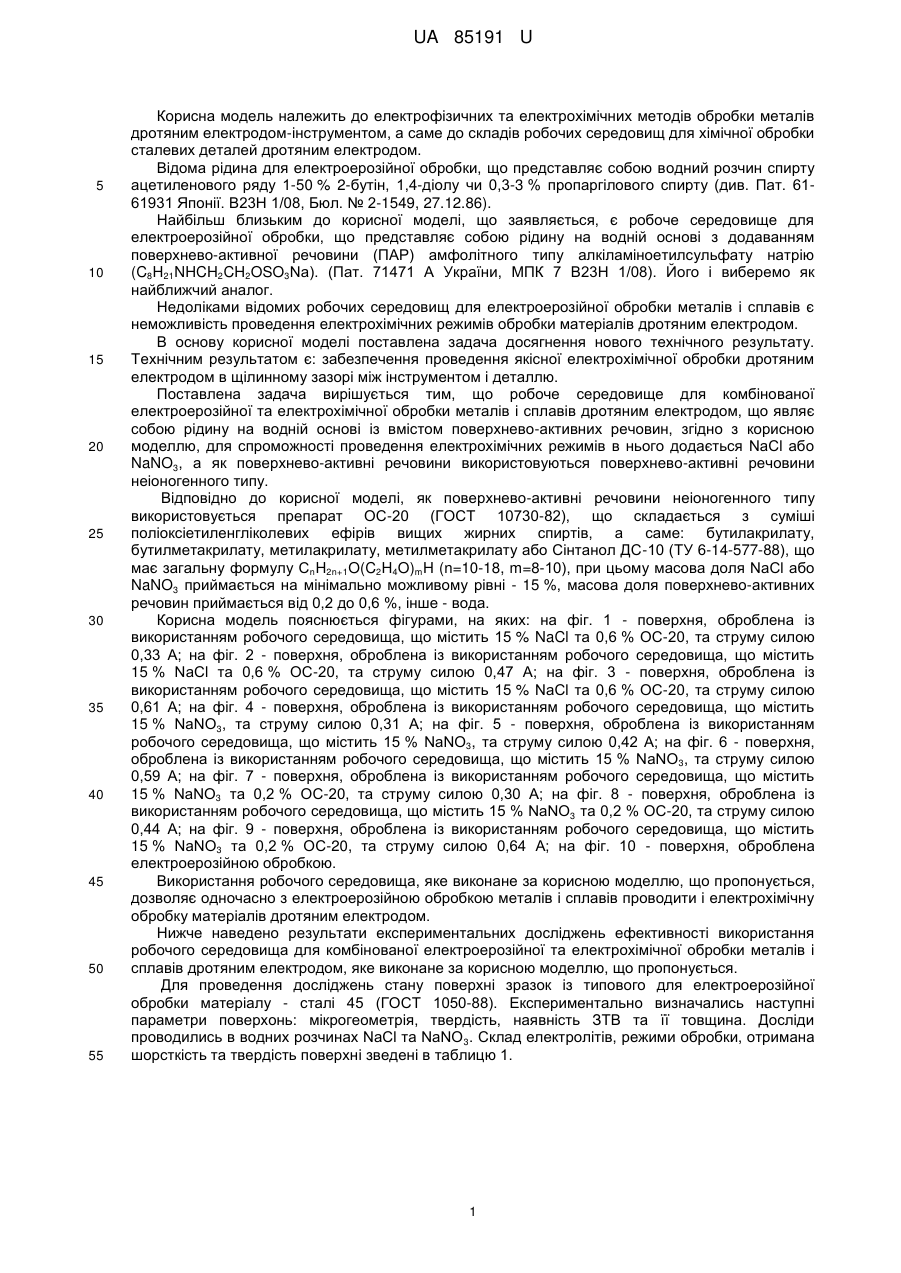
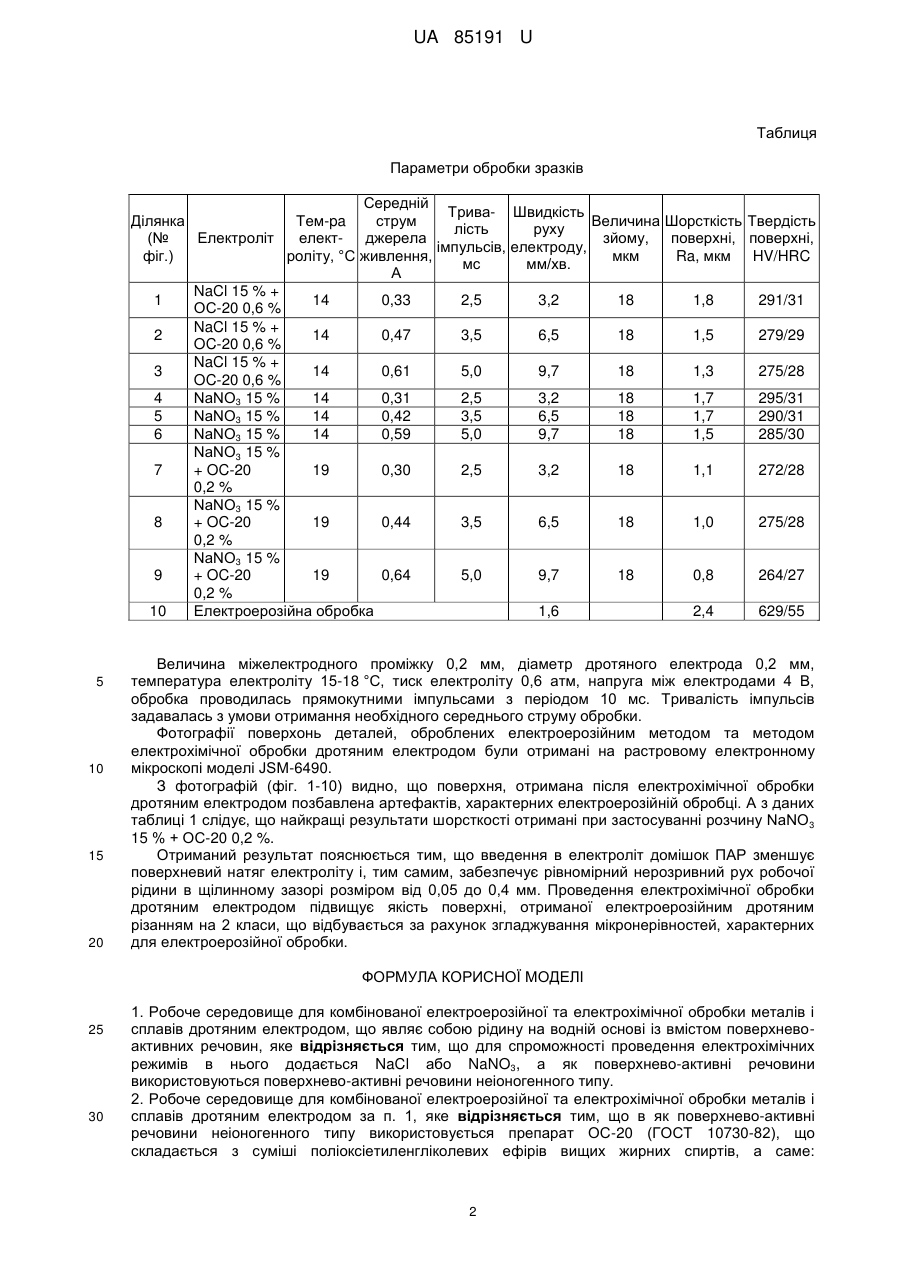
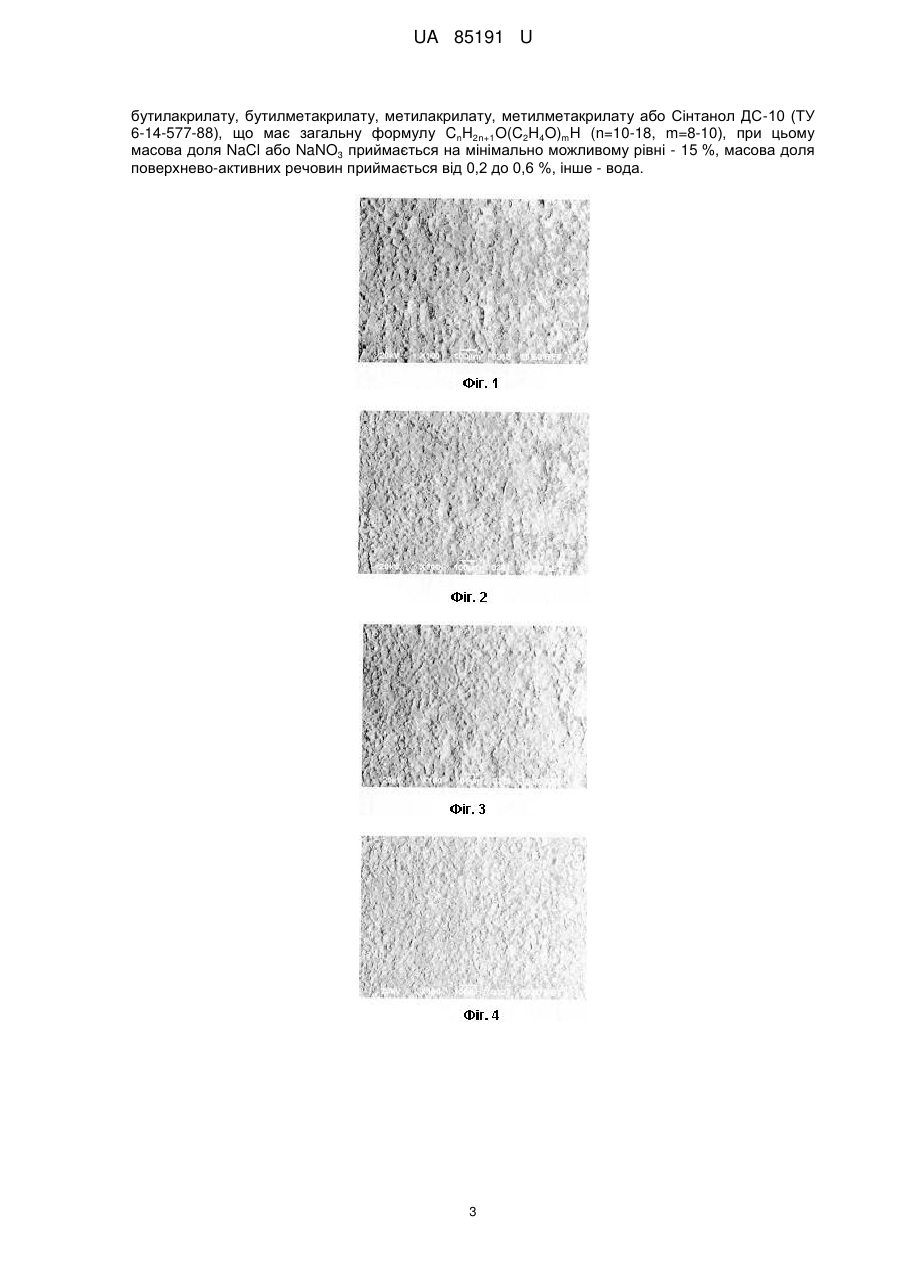
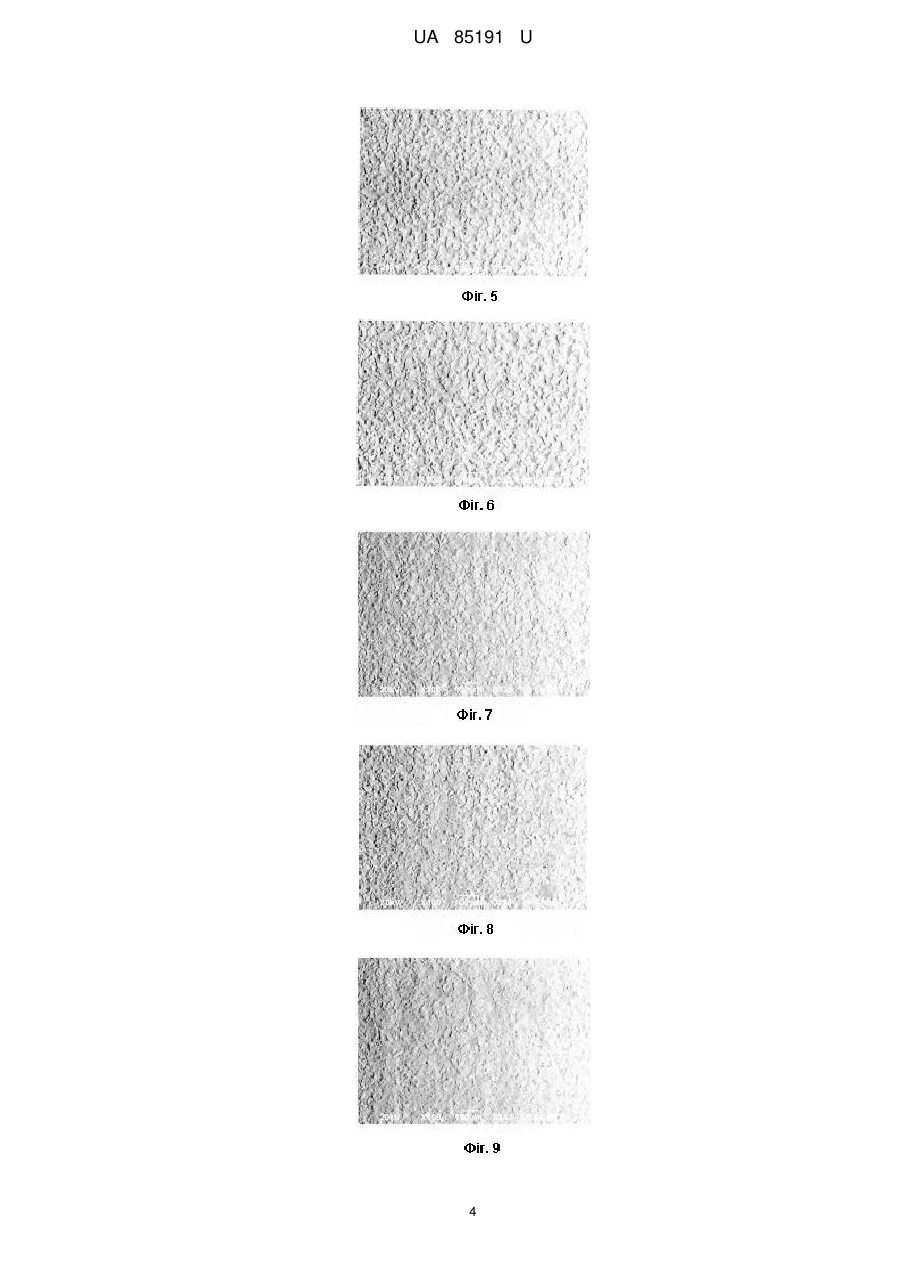
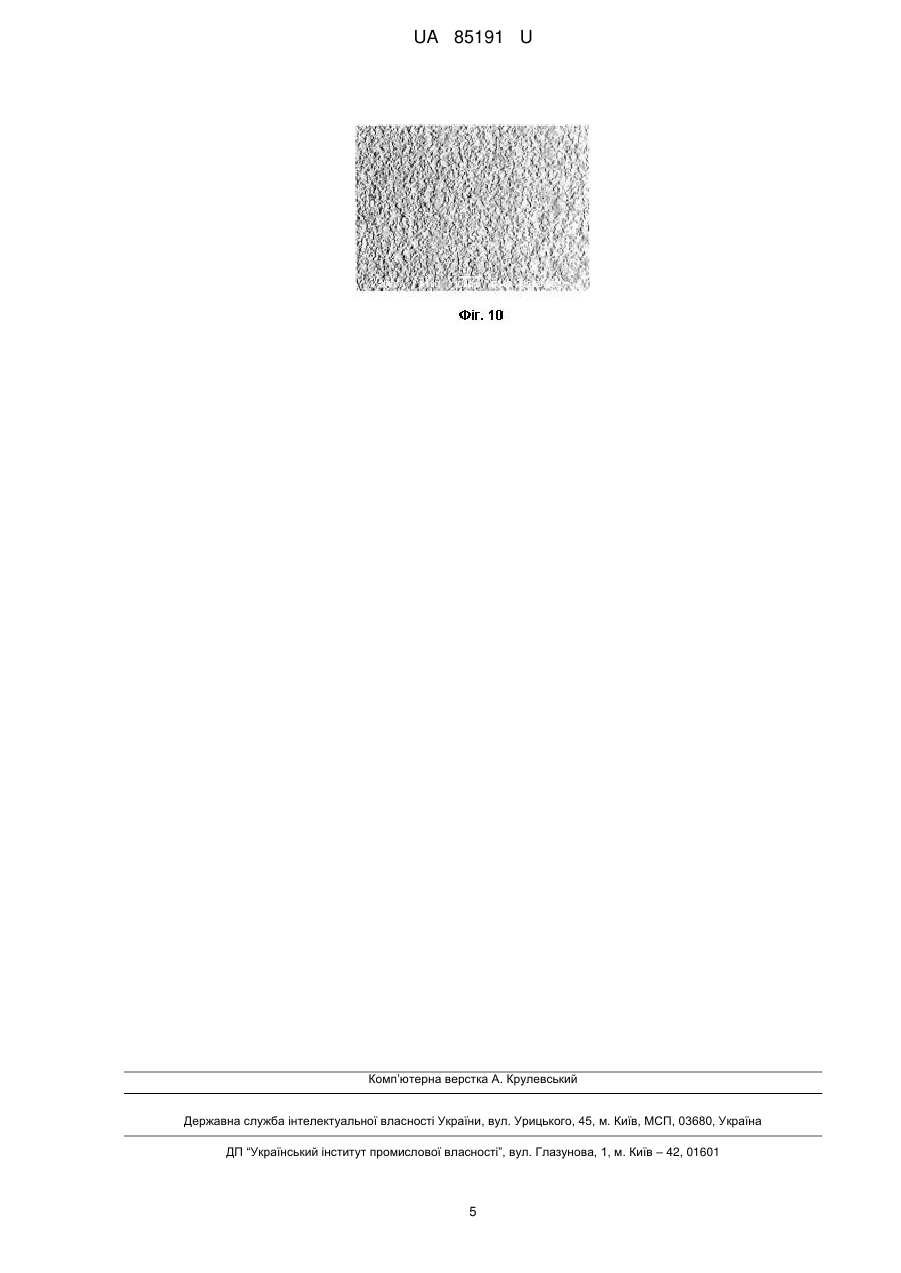
Реферат: Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом, що являє собою рідину на водній основі із вмістом поверхневоактивних речовин. При цьому додається NaCl або NaNO3, а як поверхнево-активні речовини використовуються поверхнево-активні речовини неіоногенного типу. UA 85191 U (54) РОБОЧЕ СЕРЕДОВИЩЕ ДЛЯ КОМБІНОВАНОЇ ЕЛЕКТРОЕРОЗІЙНОЇ ТА ЕЛЕКТРОХІМІЧНОЇ ОБРОБКИ МЕТАЛІВ І СПЛАВІВ ДРОТЯНИМ ЕЛЕКТРОДОМ UA 85191 U UA 85191 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до електрофізичних та електрохімічних методів обробки металів дротяним електродом-інструментом, а саме до складів робочих середовищ для хімічної обробки сталевих деталей дротяним електродом. Відома рідина для електроерозійної обробки, що представляє собою водний розчин спирту ацетиленового ряду 1-50 % 2-бутін, 1,4-діолу чи 0,3-3 % пропаргілового спирту (див. Пат. 6161931 Японії. В23Н 1/08, Бюл. № 2-1549, 27.12.86). Найбільш близьким до корисної моделі, що заявляється, є робоче середовище для електроерозійної обробки, що представляє собою рідину на водній основі з додаванням поверхнево-активної речовини (ПАР) амфолітного типу алкіламіноетилсульфату натрію (C8H21NHCH2CH2OSO3Na). (Пат. 71471 А України, МПК 7 В23Н 1/08). Його і виберемо як найближчий аналог. Недоліками відомих робочих середовищ для електроерозійної обробки металів і сплавів є неможливість проведення електрохімічних режимів обробки матеріалів дротяним електродом. В основу корисної моделі поставлена задача досягнення нового технічного результату. Технічним результатом є: забезпечення проведення якісної електрохімічної обробки дротяним електродом в щілинному зазорі між інструментом і деталлю. Поставлена задача вирішується тим, що робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом, що являє собою рідину на водній основі із вмістом поверхнево-активних речовин, згідно з корисною моделлю, для спроможності проведення електрохімічних режимів в нього додається NaCl або NaNO3, а як поверхнево-активні речовини використовуються поверхнево-активні речовини неіоногенного типу. Відповідно до корисної моделі, як поверхнево-активні речовини неіоногенного типу використовується препарат ОС-20 (ГОСТ 10730-82), що складається з суміші поліоксіетиленгліколевих ефірів вищих жирних спиртів, а саме: бутилакрилату, бутилметакрилату, метилакрилату, метилметакрилату або Сінтанол ДС-10 (ТУ 6-14-577-88), що має загальну формулу CnH2n+1O(C2H4O)mH (n=10-18, m=8-10), при цьому масова доля NaCl або NaNO3 приймається на мінімально можливому рівні - 15 %, масова доля поверхнево-активних речовин приймається від 0,2 до 0,6 %, інше - вода. Корисна модель пояснюється фігурами, на яких: на фіг. 1 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaCl та 0,6 % ОС-20, та струму силою 0,33 А; на фіг. 2 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaCl та 0,6 % ОС-20, та струму силою 0,47 А; на фіг. 3 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaCl та 0,6 % ОС-20, та струму силою 0,61 А; на фіг. 4 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3, та струму силою 0,31 А; на фіг. 5 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3, та струму силою 0,42 А; на фіг. 6 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3, та струму силою 0,59 А; на фіг. 7 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3 та 0,2 % ОС-20, та струму силою 0,30 А; на фіг. 8 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3 та 0,2 % ОС-20, та струму силою 0,44 А; на фіг. 9 - поверхня, оброблена із використанням робочого середовища, що містить 15 % NaNО3 та 0,2 % ОС-20, та струму силою 0,64 А; на фіг. 10 - поверхня, оброблена електроерозійною обробкою. Використання робочого середовища, яке виконане за корисною моделлю, що пропонується, дозволяє одночасно з електроерозійною обробкою металів і сплавів проводити і електрохімічну обробку матеріалів дротяним електродом. Нижче наведено результати експериментальних досліджень ефективності використання робочого середовища для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом, яке виконане за корисною моделлю, що пропонується. Для проведення досліджень стану поверхні зразок із типового для електроерозійної обробки матеріалу - сталі 45 (ГОСТ 1050-88). Експериментально визначались наступні параметри поверхонь: мікрогеометрія, твердість, наявність ЗТВ та її товщина. Досліди проводились в водних розчинах NaCl та NaNO 3. Склад електролітів, режими обробки, отримана шорсткість та твердість поверхні зведені в таблицю 1. 1 UA 85191 U Таблиця Параметри обробки зразків Середній Трива- Швидкість Ділянка Тем-pa струм Величина Шорсткість Твердість лість руху (№ Електроліт елект- джерела зйому, поверхні, поверхні, імпульсів, електроду, фіг.) роліту, °C живлення, мкм Ra, мкм HV/HRC мс мм/хв. А NaCl 15 % + 1 14 0,33 2,5 3,2 18 1,8 291/31 ОС-20 0,6 % NaCl 15 % + 2 14 0,47 3,5 6,5 18 1,5 279/29 OC-20 0,6 % NaCl 15 % + 3 14 0,61 5,0 9,7 18 1,3 275/28 OC-20 0,6 % 4 NaNО3 15 % 14 0,31 2,5 3,2 18 1,7 295/31 5 NaNО3 15 % 14 0,42 3,5 6,5 18 1,7 290/31 6 NaNО3 15 % 14 0,59 5,0 9,7 18 1,5 285/30 NaNО3 15 % 7 + OC-20 19 0,30 2,5 3,2 18 1,1 272/28 0,2 % NaNО3 15 % 8 + OC-20 19 0,44 3,5 6,5 18 1,0 275/28 0,2 % NaNО3 15 % 9 + OC-20 19 0,64 5,0 9,7 18 0,8 264/27 0,2 % 10 Електроерозійна обробка 1,6 2,4 629/55 5 10 15 20 Величина міжелектродного проміжку 0,2 мм, діаметр дротяного електрода 0,2 мм, температура електроліту 15-18 °C, тиск електроліту 0,6 атм, напруга між електродами 4 В, обробка проводилась прямокутними імпульсами з періодом 10 мс. Тривалість імпульсів задавалась з умови отримання необхідного середнього струму обробки. Фотографії поверхонь деталей, оброблених електроерозійним методом та методом електрохімічної обробки дротяним електродом були отримані на растровому електронному мікроскопі моделі JSM-6490. З фотографій (фіг. 1-10) видно, що поверхня, отримана після електрохімічної обробки дротяним електродом позбавлена артефактів, характерних електроерозійній обробці. А з даних таблиці 1 слідує, що найкращі результати шорсткості отримані при застосуванні розчину NaNО 3 15 % + ОС-20 0,2 %. Отриманий результат пояснюється тим, що введення в електроліт домішок ПАР зменшує поверхневий натяг електроліту і, тим самим, забезпечує рівномірний нерозривний рух робочої рідини в щілинному зазорі розміром від 0,05 до 0,4 мм. Проведення електрохімічної обробки дротяним електродом підвищує якість поверхні, отриманої електроерозійним дротяним різанням на 2 класи, що відбувається за рахунок згладжування мікронерівностей, характерних для електроерозійної обробки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом, що являє собою рідину на водній основі із вмістом поверхневоактивних речовин, яке відрізняється тим, що для спроможності проведення електрохімічних режимів в нього додається NaCl або NaNO3, а як поверхнево-активні речовини використовуються поверхнево-активні речовини неіоногенного типу. 2. Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом за п. 1, яке відрізняється тим, що в як поверхнево-активні речовини неіоногенного типу використовується препарат ОС-20 (ГОСТ 10730-82), що складається з суміші поліоксіетиленгліколевих ефірів вищих жирних спиртів, а саме: 2 UA 85191 U бутилакрилату, бутилметакрилату, метилакрилату, метилметакрилату або Сінтанол ДС-10 (ТУ 6-14-577-88), що має загальну формулу CnH2n+1O(C2H4O)mH (n=10-18, m=8-10), при цьому масова доля NaCl або NaNO3 приймається на мінімально можливому рівні - 15 %, масова доля поверхнево-активних речовин приймається від 0,2 до 0,6 %, інше - вода. 3 UA 85191 U 4 UA 85191 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюStupak Denys Olehovych, Bilan Anatolii Valentynovych, Batrachenko Oleksandr Viktorovych
Автори російськоюСтупак Денис Олегович, Билан Анатолий Валентинович, Батраченко Александр Викторович
МПК / Мітки
МПК: B23H 7/34
Мітки: сплавів, електроерозійної, комбінованої, обробки, електродом, робоче, дротяним, електрохімічної, металів, середовище
Код посилання
<a href="https://ua.patents.su/7-85191-roboche-seredovishhe-dlya-kombinovano-elektroerozijjno-ta-elektrokhimichno-obrobki-metaliv-i-splaviv-drotyanim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Робоче середовище для комбінованої електроерозійної та електрохімічної обробки металів і сплавів дротяним електродом</a>
Спосіб комбінованої електрофізикохімічної обробки металів і сплавів дротяним електродом
Номер патенту: 42824
Опубліковано: 27.07.2009
Автори: Ступак Денис Олегович, Осипенко Василь Іванович, Тригуб Оксана Анатоліївна, Білан Анатолій Валентинович
МПК: C25F 3/00
Мітки: обробки, електрофізикохімічної, металів, електродом, сплавів, дротяним, спосіб, комбінованої
Формула / Реферат:
Спосіб комбінованої електрофізикохімічної обробки металів і сплавів дротяним електродом, який реалізується шляхом обробки, при якій верстат здійснює непрофільованим електродом-інструментом один або декілька заздалегідь заданих різів, піддаючи заготовку двом попереднім грубим операціям і принаймні одній точній операції, який відрізняється тим, що для зменшення шорсткості поверхні, повного чи часткового усунення зони термічного впливу та...
Робоче середовище для електроерозійної обробки
Номер патенту: 71471
Опубліковано: 15.11.2004
Автори: Поляков Святослав Петрович, Калейніков Генадій Євгенович, Осипенко Василь Іванович, Тригуб Оксана Анатоліївна, Ступак Денис Олегович
МПК: B23H 1/00
Мітки: обробки, середовище, робоче, електроерозійної
Формула / Реферат:
Робоче середовище для електроерозійної обробки металів на водній основі, яке відрізняється тим, що воно містить домішку поверхнево-активної речовини амфолітного типу алкіламіноетилсульфату натрію (C8H21NHCH2CH2OSO3Na) при наступному співвідношенні компонентів, мас. %: алкіламіноетилсульфат натрію 0,04-0,06 вода решта.
Спосіб електроерозійної обробки непрофільованим електродом-інструментом у вигляді круглого тонкого дроту
Номер патенту: 63903
Опубліковано: 25.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електродом-інструментом, непрофільованим, вигляді, круглого, спосіб, електроерозійної, тонкого, дроту, обробки
Формула / Реферат:
1. Спосіб електроерозійної обробки непрофільованим електродом-інструментом у вигляді круглого тонкого дроту з перемотуванням його з котушки на котушку та з зануренням зони обробки у робочу рідину чи подачею в неї робочої рідини у вигляді струменя, який відрізняється тим, що обробку здійснюють з осьовим обертанням непрофільованого електрода-інструмента при швидкості перемотування, меншій колової швидкості обертання.2. Спосіб за п. 1,...
Спосіб електроерозійної обробки дротовим електродом-інструментом
Номер патенту: 63501
Опубліковано: 10.10.2011
Автор: Боков Віктор Михайлович
МПК: B23K 9/00
Мітки: електроерозійної, спосіб, електродом-інструментом, дротовим, обробки
Формула / Реферат:
1. Спосіб електроерозійної обробки дротовим електродом-інструментом, що протягують по випуклій поверхні майстер-електрода при взаємному їх обертанні навколо центральної осі та будь-якому просторовому відносному переміщенні електродного вузла відносно заготовки, який відрізняється тим, що обробку здійснюють електричною дугою в однобічно спрямованому гідродинамічному потоці робочої рідини, який сформований щілиноподібним та дотичним до...
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Кравець Василь Васильович
МПК: B23H 9/04, B23H 9/00, B23H 7/00
Мітки: електроерозійної, спосіб, деталей, струмопровідних, обробки, поверхонь
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Попередній патент: Спосіб визначення швидкості течії електроліту у відкритому щілинному зазорі
Наступний патент: Спосіб пахової герніопластики у жінок
Випадковий патент: Спосіб з`єднання периферійних нервів